
- Способы визуального осмотра оборудования
- Предисловие
- 1 Область применения
- 2 Нормативные ссылки
- 3 Термины и определения
- 4 Документация, оформляемая перед проведением контроля
- 5 Прямой визуальный контроль
- 6 Непрямой визуальный контроль
- 7 Персонал
- 8 Оценка результатов контроля
- 9 Протокол контроля
- 10 Хранение документации
- Приложение ДА (справочное)
- 5. Методы оценки технического состояния оборудования
- 5.1. Общее понятие об оценке технического состояния оборудования
- В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- 5.2. Методы оценки технического состояния оборудования
- 5.3. Порядок и особенности проведения визуального осмотра оборудования
Способы визуального осмотра оборудования
ГОСТ Р ЕН 13018-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Visual testing. General principles
Дата введения 2015-07-01
Предисловие
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны», Негосударственным образовательным учреждением дополнительного профессионального образования «Научно-учебный центр «Контроль и диагностика» («НУЦ «Контроль и диагностика») и Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 декабря 2014 г. N 1993-ст
4 Настоящий стандарт идентичен европейскому стандарту ЕН 13018:2001* «Неразрушающие испытания. Визуальный контроль. Основные принципы» (EN 13018:2001 «Non-destructive testing — Visual testing — General principles», IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Октябрь 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает общие положения при проведении прямого и непрямого визуального контроля для определения соответствия продукции установленным требованиям (например, состояние поверхности изделия, совмещение сопрягаемых поверхностей и геометрическая форма детали).
Настоящий стандарт не распространяется на проведение осмотра, связанного с применением других разрушающих и неразрушающих методов контроля.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
EN 473 Non-destructive testing — Qualification and certification of NDT personnel. General principles (Неразрушающий контроль. Квалификация и аттестация персонала)
Заменен на EN/ISO 9712:2012.
EN 1330-10 Non-destructive testing. Terminology. Terms used in visual testing (Неразрушающий контроль. Терминология. Часть 10. Термины, используемые при визуальном контроле)
EN ISO 8596 Ophthalmic optics. Visual acuity testing. Standard optotype and its presentation (Оптика офтальмологическая. Проверка остроты зрения. Стандартные оптотипы и их представление)
3 Термины и определения
В настоящем стандарте применены термины и определения по ЕН 1330-10, а также следующие термины с соответствующими определениями:
3.1 прямой визуальный контроль (direct visual control): Визуальный контроль с непрерывным ходом лучей между глазами оператора и контролируемой поверхностью. Этот контроль проводится без применения или с применением вспомогательных средств, например зеркала, линзы, эндоскопа или волоконно-оптических устройств.
3.2 непрямой визуальный контроль (indirect visual control): Визуальный контроль с прерыванием хода лучей между глазами оператора и контролируемой поверхностью. Непрямой визуальный контроль проводится с применением фото- и видеотехники, автоматизированных и роботизированных систем.
4 Документация, оформляемая перед проведением контроля
4.1 Перед проведением визуального контроля должна быть разработана документированная процедура, включающая в себя требования, указанные в 4.4.
4.2 Если требуется (например, стандартом на продукцию, договором), то письменная процедура должна быть доработана в соответствии с 4.4-4.7. Документированная процедура может применяться в общем виде для ряда продукции, без адаптации для конкретного изделия. В этом случае сокращается общее число письменных процедур.
4.3 Копии документированных процедур должны быть предоставлены соответствующему персоналу.
4.4 Документированная процедура должна содержать как минимум следующее:
a) описание объекта контроля, его расположение, доступность для осмотра и геометрические параметры;
b) информацию об объеме контроля;
c) описание технологии и порядок выполнения контроля;
d) описание состояния поверхности;
e) описание подготовки поверхности;
f) стадию производства или время выдержки образца до проведения контроля;
g) требования к персоналу (см. раздел 7);
h) правила приемки;
i) требования к освещению (тип, уровень освещенности и направление);
j) описание используемого при визуальном контроле оборудования;
k) наименования документов, оформляемых после проведения контроля (см. раздел 9).
4.5 Обычно для подтверждения пригодности процедуры проводят визуальный контроль образца. Образец для контроля должен как можно больше походить на изделие в отношения коэффициента отражения поверхности, структуры поверхности, отношение контрастностей и доступности для осмотра. Процедура должна быть проверена при проведении контроля наихудшего для осмотра участка поверхности. Образец для контроля может быть заменен контролируемым изделием или утвержденным комплектом образцов.
4.6 Изменение средств и элементов контроля, которые не влияют на чувствительность, не требует проведения повторной проверки процедуры.
4.7 Все записи в отчете о проведении визуального контроля должны соответствовать требованиям, указанным в процедуре.
5 Прямой визуальный контроль
5.1 Прямой визуальный контроль обычно проводят в виде местного контроля при условии, что контролируемая поверхность расположена на расстоянии не более 600 мм под углом не менее 30°. Для улучшения угла обзора могут применять зеркала. Также возможно применение вспомогательных средств, таких как увеличительные лупы, эндоскопы и волоконно-оптические средства.
5.2 Прямой визуальный контроль может проводиться на расстоянии более 600 мм в виде обзорного контроля. При выбранном расстоянии необходимо сохранять возможность проведения контроля.
5.3 При проведении контроля объект контроля или его элементы должны иметь дополнительное освещение не менее 160 лк для обзорного контроля и не менее 500 лк для местного контроля.
5.4 Для повышения эффективности контроля при использовании освещения должно быть принято во внимание следующее:
a) правильная установка освещения для осмотра;
b) предотвращение ослепления;
c) установка оптимальной цветовой температуры источника освещения;
d) применение уровня освещенности, соответствующего отражательной способности поверхности.
6 Непрямой визуальный контроль
6.1 Если проведение прямого визуального контроля невозможно, он может быть заменен непрямым визуальным контролем. Для непрямого визуального контроля могут применяться такие вспомогательные средства, как эндоскоп, волоконно-оптические средства, соединенные с камерой, или другие подходящие устройства.
6.2 Пригодность используемого устройства непрямого визуального контроля для целей визуального контроля должна быть проверена.
7 Персонал
Персонал, выполняющий работы в соответствии с настоящим стандартом, должен доказать, что он:
a) хорошо знаком с соответствующими стандартами, правилами, техническими условиями, оборудованием и процедурами/инструкциями;
b) хорошо знаком с соответствующей технологией производства и/или условиями эксплуатации изделия, подвергающегося контролю;
c) имеет зрение, удовлетворяющее требованиям ИСО 9712. Дополнительно, при выполнении обзорного визуального контроля, миопия (близорукость), проверенная с помощью стандартного оптотипа в соответствии с ИСО 8596, должна быть не хуже 0,63 хотя бы для одного глаза с коррекцией или без. Проверку зрения следует проводить не реже одного раза в 12 мес.
8 Оценка результатов контроля
Оценка результатов визуального контроля должна быть проведена в соответствии с установленными правилами приемки (например, в соответствии со стандартом на продукцию, заказом).
9 Протокол контроля
Письменный отчет при необходимости (например, если требуется стандартом на продукцию, договором) должен содержать следующую подробную информацию:
a) дату и место проведения контроля;
b) описание способа контроля в соответствии с разделами 5 или 6;
c) правила приемки и/или ссылку на документированную процедуру;
d) об оборудовании и/или применяемом методе, включая технологию;
e) ссылку на требования заказчика;
f) название организации, проводившей контроль;
g) описание и идентификация объекта контроля;
h) описание результатов контроля в отношении правил приемки (например: размер, местоположение);
i) о зонах и объемах контроля;
j) фамилию, имя, отчество и подпись специалиста, проводившего контроль; дату проведения контроля;
k) фамилию, имя, отчество и подпись специалиста, осуществлявшего надзор в случае необходимости;
I) о маркировке объекта контроля, если это целесообразно;
Протокол может содержать ссылку на описание процесса и/или инструкцию проведения контроля.
10 Хранение документации
Документацию должны хранить в определенном порядке (например, в соответствии со стандартом на продукцию, договором).
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Источник
5. Методы оценки технического состояния оборудования
материал предоставил СИДОРОВ Александр Владимирович
5.1. Общее понятие об оценке технического состояния оборудования
Техническое состояние – состояние оборудования, которое характеризуется в определенный момент времени при определённых условиях внешней среды значениями параметров, установленных регламентирующей документацией [1].
Контроль технического состояния – проверка соответствия значений параметров оборудования требованиям, установленным документацией, и определение на этой основе одного из заданных видов ТС в данный момент времени.
В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- хорошее – ТОиР не требуются;
- удовлетворительное – ТОиР осуществляются в соответствии с планом;
- плохое – проводятся внеочередные работы по ТОиР;
- аварийное – требуется немедленная остановка и ремонт.
С целью установления фактического ТС оборудования, выявления дефектов, неисправностей, других отклонений, которые могут привести к отказам, а также для планирования проведения и уточнения сроков и объёмов работ по ТОиР проводятся технические обследования (осмотры, освидетельствования, диагностирование). Технические обследования оборудования, эксплуатация которого регламентируется нормативными актами, проводится в порядке, установленном соответствующими нормативными актами.
Технический осмотр – мероприятие, выполняемое с целью наблюдения за ТС оборудования.
Техническое освидетельствование – наружный и внутренний осмотр оборудования, испытания, проводимые в срок и в объёмах, в соответствии с требованиями документации, в том числе нормативных актов, с целью определения его ТС и возможности дальнейшей эксплуатации.
Техническое диагностирование – комплекс операций или операция по установлению наличия дефектов и неисправностей оборудования, а также по определению причин их появления.
5.2. Методы оценки технического состояния оборудования
Различают субъективные и объективные методы оценки ТС оборудования.
Под субъективными (органолептическими) методами подразумеваются такие методы оценки ТС оборудования, при которых для сбора информации используются органы чувств человека, а также простейшие устройства и приспособления, предназначенные для увеличения чувствительности в рамках диапазонов, свойственных органам чувств человека. При этом для анализа собранной информации используется аналитико-мыслительный аппарат человека, базирующийся на полученных знаниях и имеющемся опыте. К субъективным методам оценки ТС относят визуальный осмотр, контроль температуры, анализ шумов и другие методы.
Под объективными (приборными) методами подразумеваются такие методы оценки ТС, при которых для сбора и анализа информации используются специализированные устройства и приборы, электронно-вычислительная техника, а также соответствующее программное и норма-тивное обеспечение. К объективным методам оценки ТС относятся вибрационная диагностика, методы неразрушающего контроля (магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, ультразвуковой, контроль проникающими веществами) и другие.
5.3. Порядок и особенности проведения визуального осмотра оборудования
Порядок проведения осмотров оборудования основывается на последовательном обследовании его элементов по кинематической цепи их нагружения, начиная от привода до исполнительного элемента. Для этого необходимо знать конструкцию оборудования, состав и взаимодействие его элементов.
Вначале проводится общий осмотр оборудования и окружающих его объектов. При общем осмотре изучается картина состояния оборудования. Общий осмотр может носить самостоятельный характер и применяется при периодических осмотрах оборудования технологическим персоналом.
Под детальным понимается тщательный осмотр конкретных элементов оборудования. Детальный осмотр в зависимости от требований соответствующих нормативных и методических документов, проводится в определённом объёме и порядке. Во всех случаях детальному осмотру должен предшествовать общий осмотр.
Общий и детальный осмотр могут проводиться при статическом и динамическом режиме оборудования. При статическом режиме элементы оборудования осматриваются в неподвижном состоянии. Осмотр оборудования при динамическом режиме проводится на рабочей нагрузке, холостом ходу и при тестовых нагружениях (испытаниях).
Осмотр оборудования при включении или остановке механизма ориентируется в основном на контроль качества затяжки резьбовых соединений, отсутствие трещин корпусных деталей, целостность соединительных элементов. В рабочем режиме дополнительно проверяются биения валов, муфт, утечки смазочного материала, отсутствие контакта подвижных и неподвижных деталей.
При осмотре могут быть применены три основных способа: концентрический, эксцентрический, фронтальный. При концентрическом способе (рисунок 5.1) осмотр ведётся по спирали от периферии элемента к его центру, под которым обычно понимается средняя условно выбранная точка. При эксцентрическом способе (рисунок 5.2) осмотр ведётся от центра элемента к его периферии (по развёртывающейся спирали). При фронтальном способе (рисунок 5.3) осмотр ведётся в виде линейного перемещения взгляда по площади элемента от одной его границы к другой.
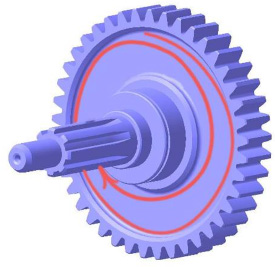
Рисунок 5.1 – Концентрический способ осмотра детали

Рисунок 5.2 – Эксцентрический способ осмотра детали
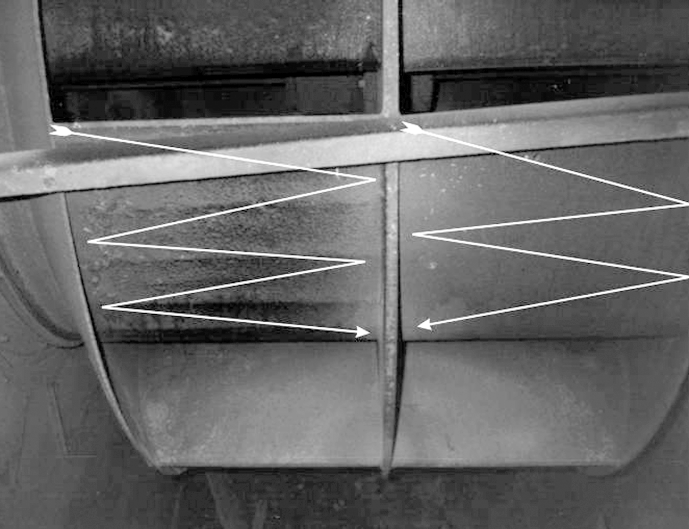
Рисунок 5.3 – Фронтальный способ осмотра детали
При выборе способа осмотра учитываются конкретные обстоятельства. Так, осмотр помещения, где установлено оборудование, рекомендуется проводить от входа концентрическим способом. Осмотр элементов круглой формы целесообразно вести от центра к периферии (эксцентрическим способом). Фронтальный осмотр лучше применять, когда осматриваемая площадь обширна и её можно разделить на полосы.
Под идентификацией дефектов и повреждений подразумевается отнесение неисправностей к определённому классу или виду (усталость, износ, деформация, фреттинг-коррозия и т.п.). Идентифицируя дефект или повреждение, зная его природу, специалист в дальнейшем может определить причины появления неисправности и степень её влияния на ТС оборудования. Идентификация выявленных дефектов и повреждений осуществляется путём сравнения их характерных признаков с известными образцами или описаниями, которые для удобства пользования могут собираться и систематизироваться в иллюстрированных каталогах (таблица 5.1).
Таблица 5.1 – Пример каталога (базы данных) описаний неисправностей, дефектов и повреждений
| Внешний вид повреждения | Описание повреждения | Причины возникновения |
|---|---|---|
 | Осповидное выкрашивание ролика подшипника |
|
 | Угловое смещение пятна контакта зубчатой передачи |
|
 | Хрупкое разрушение металла втулки зубчатой муфты |
|
Завершающая стадия заключается в дополнительном осмотре элементов оборудования для уточнения ранее полученных результатов и их регистрации в отчётных формах.
Регистрационные формы – это определённый порядок записи результатов опроса, собственно осмотра и дополняющие их графические изображения деталей и объекта в целом: рисунки, эскизы, чертежи, фотоснимки и т.п. На графических изображениях должны обозначаться точка начала осмотра и его направление, места расположения обнаруженных дефектов и повреждений.
Формализация результатов проведения осмотра осуществляется протоколом осмотра. В протоколе осмотра отражается то, что специалист имел возможным обнаружить при осмотре, в том виде, в котором обнаруженное наблюдалось. Выводы, заключения, предположения специалиста о причинах возникновения дефектов и повреждений остаются за рамками протокола и обычно оформляются отдельным актом или отчётом. Не заносятся в протокол и сообщения лиц о ранее обнаруженных отклонениях, а также произошедших до прибытия специалиста изменениях обстановки. Такие сообщения оформляются самостоятельными протоколами.
К составлению протокола осмотра надо подходить с учётом того, что он может выступать в качестве самостоятельного документа. В этих целях протокол составляется краткими фразами, дающими точное и ясное описание осматриваемых объектов. В протоколе употребляются общепринятые выражения и термины, одинаковые объекты обозначаются одним и тем же термином на протяжении всего протокола. Описание каждого объекта осмотра идёт от общего к частному (вначале даётся общая характеристика осматриваемого оборудования, его расположение на месте осмотра, а затем описывается состояние и частные признаки). Полнота описания объекта определяется предполагаемой значимостью и возможностью сохранения данных. Фиксируются все имеющиеся признаки дефектов и особенно те, которые могут быть со временем утрачены. Каждый последующий объект описывается после полного завершения описания предыдущего. Объекты, связанные между собой, описываются последовательно с тем, чтобы дать более точное представление об их взаимосвязи. Количественные величины указываются в общепринятых метрологических величинах. Не допускается употребление не-определённых величин («вблизи», «в стороне», «около», «рядом», «почти», «недалеко» и пр.). В протоколе отмечается факт обнаружения каждого из следов и предметов, в отношении каждого объекта указывается, что было с ним сделано, какие средства, приёмы, способы были применены. При описании оборудования и отдельных его элементов в протоколе приводятся ссылки на планы, схемы, чертежи, эскизы и фотографии. Каждый осматриваемый элемент оборудования должен иметь отдельную запись о результатах его осмотра. Выводы протокола должны содержать информацию о наличии и характере дефектов, а при невозможности его установления – о необходимости последующего проведения идентификации. [3]
Источник



