
- Магнитное дутье при сварке
- Сущность и основные причины появления
- Влияние полей на сварочную дугу
- Методы борьбы
- Магнитное дутье при сварке и способы его устранения
- Добавить комментарий Отменить ответ
- Магнитное дутье и способы его устранения
- Магнитное дутье при сварке: что это?
- Магнитное дутье: причины возникновения
- Борьба с магнитным дутьем
- Варианты гашения дуги в высоковольтных выключателях
- Магнитное дутье при сварке: что это?
- Как предотвратить возникновение
- Магнитное дутье: причины возникновения
- Разновидности сварочной дуги
- Борьба с магнитным дутьем
- Природа возникновения явления
- При каких условиях начинается горение
- Источники питания дуги
- Чем и как определяется мощность
- Газовоздушное дутье
- Влияние структур металла
- Размагничивание источниками сварочного тока
- Критерии выбора ВВ
- Производители и распространенные модели
- Многократный разрыв цепи электрической цепи
- Гашение дуги в газах высокого давления
- Размагничивание труб перед сваркой
- Размагничивание труб перед сваркой
- Подготовка и производство сварочно-монтажных работ
- Сфера применения
- Особенности контроля и управления вакуумными выключателями?
- Как осуществляется эксплуатация устройства?
- Преимущества и недостатки вакуумных выключателей
Магнитное дутье при сварке
Во время сварки массивных металлических изделий, таких, как трубопроводы большого диаметра или крупногабаритные емкости зачастую возникает явление магнитного дутья. Магнитное поле большой массы металла взаимодействует с электродугой, вызывая ее отклонение. Отклонение может достигать значительных величин, затрудняя электросварку или делая ее вовсе невозможной. Инженерами и учеными разработано несколько способов борьбы с этим негативным явлением.

Сущность и основные причины появления
Сильный электроток, протекающий по электродуге, создает собственное магнитное поле. Оно взаимодействует с постоянным полем массивной металлической конструкции. В результате этого взаимодействия возникает сила, направленная к центру поля. Если массовый провод подключен близко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Однако чем дальше подключена масса, тем более проявляется поперечная составляющая этой силы. Под ее действием электродуга отклоняется в сторону подключения. Степень отклонения пропорциональна расстоянию от места подключения, намагниченности металлической конструкции и квадрату рабочего тока.
Эффект проявляется особенно сильно при высоких значениях сварочного тока и при сварке постоянным напряжением. При работе переменным током эффект дуться ослабляется изменением направления отклонения с частотой сварочного напряжения. Кроме того, возникающая электродвижущая сила наводит вихревые токи в поверхностных слоях металла, также стабилизирующие положение электродуги. Даже при больших значениях рабочего электротока, достигающих тысяч ампер, магнитное дутье проявляется незначительно.

Причины отклонения дуги
Особую трудность создает эффект при работе с угловыми и стыковыми швами. Для определения степени намагниченности конструкции применяют — индикатор магнитного дутья
Влияние полей на сварочную дугу
На эффект дутья оказывают влияние несколько факторов
- Положение подключения массового провода. При присоединении кабеля в непосредственной близости к месту сварки возникает только вертикальная составляющая усилия, не отклоняющая, а, наоборот, стабилизирующая положение электродуги. По мере увеличения расстояния места сварки до места подключения горизонтальная составляющая силы проявляет себя все больше. Она действует на гибкий проводник, которым является столб электродуги, и отклоняет его по направлению, противоположному месту подключения.
- Угол наклона сварочного электрода. При наклоне в сторону подключения отклонение возрастает. При наклоне в противоположную сторону смещение ослабевает.
- Ферромагнитные массы. Массивные металлические конструкции обладают сильным собственным постоянным полем. Столб смещается к этим массам. Особенно сильно это проявляется при выполнении угловых и стыковых швов
- Сила тока. Отклонение увеличивается пропорционально квадрату электротока.

Магнитное дутье сварного шва
В некоторых случаях эффект магнитного дутья в сварке удается компенсировать, комбинируя воздействие этих факторов так, что их влияние взаимно компенсируется.
Методы борьбы
Для снижения негативного воздействия эффекта магнитного дутья применяют следующие меры борьбы с ним:
- Ведут сварку переменным напряжением (если это допустимо по техническим условиям).
- Массовый провод присоединяют по возможности ближе к месту сварных работ.
- Тщательно заземляют заготовки.
- Место работ ограждают антимагнитными металлическими экранами. Это помогает снизить влияние ферромагнитных масс и излучаемых ими полей.
В некоторых случаях эти меры не дают желаемого результата. Тогда для устранения явления дутья применяют более сложный метод размагничивания, связанный с использованием дополнительного оборудования. На заготовки наматывают по 5-7 витков сварного кабеля сечением от 25 кв. мм. По нему несколько минут пропускают ток 200-300 ампер от сварочного выпрямителя.
Результат размагничивания проверяют индикатором намагниченности.
Источник
Магнитное дутье при сварке и способы его устранения

При сварке трубопроводов и других массивных металлоконструкций сварщики нередко встречаются с эффектом “магнитного дутья”.
Магнитное дутье возникает при воздействии постороннего магнитного поля (намагниченные трубы) на магнитное поле дуги. Дуга отклоняется от оси электрода и зоны сварки, нарушается стабильность горения.

Отклонение дуги внешним магнитным полем
Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие меры:
1. выполнять сварку, когда это возможно, на переменном токе;
2. крепить обратный провод возможно ближе к месту сварки;
3. надежно заземлять свариваемое изделие;
4. ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если вышеперечисленные методы не устраняют магнитное дутье, то существует более радикальный способ борьбы с этим эффектом.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают сварочный провод сечением не менее 25мм² (6-8 витков). Концы провода подключают к сварочному источнику постоянного тока (выпрямитель, инвертор) и пропускают через провод ток 200 – 300 А в течение 2-3 мин.
Устранение намагниченности проверяется стальной проволокой диаметром 1-1,6мм и длинной примерно 0,5м – проволока не должна притягиваться к трубе.
Если проволока притягивается, то надо пропустить через провод ток в обратном направлении (поменять полярность подключения концов провода).
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Источник
Магнитное дутье и способы его устранения
Магнитное дутье при сварке: что это?
Так что же такое происходит во время сварки, если металл намагничен. С самой заготовкой все нормально, чего никак не скажешь о дуге. Она ведет себя совсем нетипично. Таким образом, магнитное дутье — это явление, заключающееся в отклонении дуги от оси электрода. Конец ее при этом в процессе ручной сварки блуждает по заготовке, тем самым мешая получению качественного шва. Помимо этого, могут наблюдаться прожоги, непровары, излишне сильное разбрызгивание металла, образование пор и даже залипание электрода. 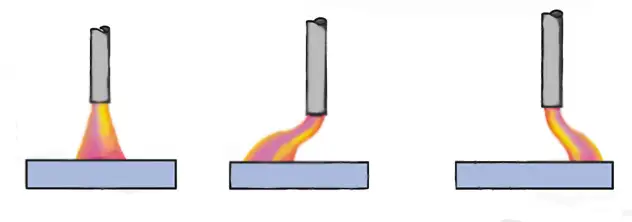
Магнитное дутье: причины возникновения
Чаще всего эффект намагниченности остается после проведения неразрушающего контроля с использованием магнитного дефектоскопа. Данная процедура помогает быстро обнаружить любые изъяны, такие как, например, слишком тонкие участки труб, неровности. Все это, бесспорно, необходимо и очень важно. Но остаются последствия, устранять которые приходится сварщику.
Нередко намагниченность может быть следствием и таких явлений, как упругие механические напряжения в процессе производства и транспортировки. Оказывает свое влияние на металл и магнитное поле Земли. Аналогичное действие на трубопроводы производят и линии электропередач. Особенно актуальна такая проблема, если они находятся в непосредственной близости к объекту.
Борьба с магнитным дутьем
Уже понятно, что эффект магнитного дутья просто мешает специалистам работать. Теперь осталось только понять, как бороться с этой проблемой. Абсолютно полностью устранить магнитное поле невозможно, а вот сделать так, чтобы оно не оказывало воздействия на результат сварочных работ, можно. Сразу оговоримся, что существуют определенные общепринятые нормы. Обычно специалисты при работе с важными объектами ориентируются на стандарт СТО Газпром 2-2.2-136-2007. В инструкции очерчен максимально допустимый предел намагниченности, который установлен на показателе в 2 мТл или 20 Гс. В случае, если остаточная намагниченность переступает этот рубеж, специалисту стоит приступить к размагничиванию.
Всего же принято выделять три уровня намагниченности стуков трубопроводов: слабый до 20 Гс, средний — 20–100 Гс, высокий — свыше 100 Гс.
Конечно, истории известны случаи, когда сварщикам приходилось справляться с намагниченностью без дополнительных приспособлений, просто подстраиваясь под угол и силу отклонения дуги. Но получить шов достойного качества таким методом просто не получится. Поэтому мы предлагаем вашему вниманию три основных способа борьбы с намагниченностью:
Импульсный. В его основе приложение нескольких импульсов магнитного поля к свариваемой поверхности. При этом направлены они должны быть в противоположную сторону относительно уже имеющегося поля. В результате этого общая намагниченность заметно снижается.
Циклический. В данном случае размагничивание происходит благодаря приложению знакопеременного поля с амплитудой, которое постепенно уменьшается. При этом тут просматривается определенная закономерность. Чем будет больше проницаемость детали и ее толщина, тем ниже требуется частота поля.
Компенсационный. Он считается самым простым и часто используемым. Суть метода в том, что к трубе прикладывают постоянное поле, которое обычно создают специальные магниты. Вектор его направлен навстречу намагниченности. Таким образом происходит компенсация, сварщик может спокойно выполнять свою работу. При этом по окончанию работ магниты убирают, тем самым отключая поле. 
В нашем каталоге вы найдете все необходимое не только для размагничивания, но и для дальнейших работ. Мы предлагаем инверторы, комплектующие, аксессуары, расходные материалы, магниты для устранения магнитного дутья при сварке по отличным ценам и с быстрой доставкой. Заходите, выбирайте и заказывайте!
Источник
Варианты гашения дуги в высоковольтных выключателях
Магнитное дутье при сварке: что это?
Так что же такое происходит во время сварки, если металл намагничен. С самой заготовкой все нормально, чего никак не скажешь о дуге. Она ведет себя совсем нетипично. Таким образом, магнитное дутье — это явление, заключающееся в отклонении дуги от оси электрода. Конец ее при этом в процессе ручной сварки блуждает по заготовке, тем самым мешая получению качественного шва. Помимо этого, могут наблюдаться прожоги, непровары, излишне сильное разбрызгивание металла, образование пор и даже залипание электрода.

Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.
Магнитное дутье: причины возникновения
Чаще всего эффект намагниченности остается после проведения неразрушающего контроля с использованием магнитного дефектоскопа. Данная процедура помогает быстро обнаружить любые изъяны, такие как, например, слишком тонкие участки труб, неровности. Все это, бесспорно, необходимо и очень важно. Но остаются последствия, устранять которые приходится сварщику.
Нередко намагниченность может быть следствием и таких явлений, как упругие механические напряжения в процессе производства и транспортировки. Оказывает свое влияние на металл и магнитное поле Земли. Аналогичное действие на трубопроводы производят и линии электропередач. Особенно актуальна такая проблема, если они находятся в непосредственной близости к объекту.
Разновидности сварочной дуги
Различают 2 типа:
- Разряд прямого действия. Возникает между проводящим стержнем (направлен параллельно ему) и заготовкой (перпендикулярно).
- Косвенного действия. Возникает между 2 электродами, расположенными под углом 40-60°.
Различают несколько разновидностей сварочной дуги.
Виды плазмы в зависимости от состава:
- Открытая. Ток протекает в смеси из воздушных газов, паров металла и обмазки.
- Закрытая. Дуга находится под флюсом, его пары совместно с частицами металла образуют ионизированную среду.
- Состоящая из 1 или нескольких защитных газов.
Используются электроды из следующих материалов:
- вольфрама;
- графита (угольные);
- стали с обмазкой из ионизирующих веществ (плавящиеся).
Дуга может быть 3-фазной. Для этого требуются подключение к соответствующей сети и 2 токопроводящих стержня. К каждому из них подсоединяется по фазе, третья — к заготовке.
Борьба с магнитным дутьем
Уже понятно, что эффект магнитного дутья просто мешает специалистам работать. Теперь осталось только понять, как бороться с этой проблемой. Абсолютно полностью устранить магнитное поле невозможно, а вот сделать так, чтобы оно не оказывало воздействия на результат сварочных работ, можно. Сразу оговоримся, что существуют определенные общепринятые нормы. Обычно специалисты при работе с важными объектами ориентируются на стандарт СТО Газпром 2-2.2-136-2007. В инструкции очерчен максимально допустимый предел намагниченности, который установлен на показателе в 2 мТл или 20 Гс. В случае, если остаточная намагниченность переступает этот рубеж, специалисту стоит приступить к размагничиванию.
Всего же принято выделять три уровня намагниченности стуков трубопроводов: слабый до 20 Гс, средний — 20–100 Гс, высокий — свыше 100 Гс.
Конечно, истории известны случаи, когда сварщикам приходилось справляться с намагниченностью без дополнительных приспособлений, просто подстраиваясь под угол и силу отклонения дуги. Но получить шов достойного качества таким методом просто не получится. Поэтому мы предлагаем вашему вниманию три основных способа борьбы с намагниченностью:
- Импульсный. В его основе приложение нескольких импульсов магнитного поля к свариваемой поверхности. При этом направлены они должны быть в противоположную сторону относительно уже имеющегося поля. В результате этого общая намагниченность заметно снижается.
- Циклический. В данном случае размагничивание происходит благодаря приложению знакопеременного поля с амплитудой, которое постепенно уменьшается. При этом тут просматривается определенная закономерность. Чем будет больше проницаемость детали и ее толщина, тем ниже требуется частота поля.
- Компенсационный. Он считается самым простым и часто используемым. Суть метода в том, что к трубе прикладывают постоянное поле, которое обычно создают специальные магниты. Вектор его направлен навстречу намагниченности. Таким образом происходит компенсация, сварщик может спокойно выполнять свою работу. При этом по окончанию работ магниты убирают, тем самым отключая поле.
В нашем каталоге вы найдете все необходимое не только для размагничивания, но и для дальнейших работ. Мы предлагаем инверторы, комплектующие, аксессуары, расходные материалы, магниты для устранения магнитного дутья при сварке по отличным ценам и с быстрой доставкой. Заходите, выбирайте и заказывайте!
Природа возникновения явления
Процесс формирования дуги выглядит следующим образом:
- Сварщик на долю секунды касается электродом металлической заготовки.
- В момент контакта происходит короткое замыкание, сопровождающееся протеканием тока большой силы и, как следствие, мощным выделением тепла.
- Металл в точке прикосновения плавится. Он становится вязким, тягучим.
- В момент отрыва расходника от заготовки за ним тянется капля расплава.
- Удлиняясь, она утоньшается с образованием т.н. шейки. В какой-то момент та испаряется и превращается в облако заряженных частиц. Одновременно вследствие высокой температуры в данной зоне ионизируется воздух или защитный газ.
- Под действием электрического поля носители отрицательного заряда устремляются к аноду, положительного — к катоду. Начинается процесс протекания тока в плазме.
В момент контакта происходит короткое замыкание, металл в точке прикосновения плавится.
Каждый этап длится миллисекунды, разряд возникает практически мгновенно. Далее ток поддерживается эмиссией электронов на катоде. По пути к аноду они ионизируют газ и пары металла, увеличивая число свободных носителей заряда.
При каких условиях начинается горение
Электрическая сварочная дуга возникает при силе тока от 10 до 1000 А и разности потенциалов 15-40 В. В холодном воздухе розжиг затрудняется, поскольку тот слабо ионизируется. В таких условиях прогревают заготовку либо подают теплый защитный газ.
Источники питания дуги
Для создания разряда используют и постоянное, и переменное напряжение. В первом случае сварной шов получается более качественным, а металл разбрызгивается меньше.
Ток из сети 220 В преобразуется трансформатором, дающим на выходе 15-40 В.
С целью уменьшения его габаритов в современных сварочных аппаратах используют схему, состоящую из таких узлов:
- Входного выпрямителя.
- Инвертора — электронного устройства с быстропереключающимися транзисторами, управляемого микросхемой.
- Трансформатора.
- Выходного выпрямителя.
Инвертор является источником питания дуги.
Инвертор превращает постоянный ток в переменный с частотой до 80 кГц. Это позволяет не только уменьшить размеры трансформатора, но и повысить КПД аппарата.
Параметры источника подбирают с учетом способа выполнения работ. Например, при ручной сварке длина дуги колеблется, поэтому нужен аппарат с крутопадающей вольт-амперной характеристикой. Благодаря ему разряд при растягивании не гаснет, а при его укорочении ток не становится слишком большим.
При сварке плавящимся электродом с него стекают на заготовку капли металла. В такие моменты возникает ток короткого замыкания, превышающий дуговой на 20%-50%. Он пережигает образовавшийся металлический мостик, и плазменный разряд образуется снова. Эти колебания происходят в короткие моменты времени, поэтому источник должен быстро реагировать на них, стабилизируя разность потенциалов.
Чем и как определяется мощность
Плазма представляет собой проводник с протекающим по нему электрическим током. Значит, на вопрос о том, чем определяется мощность сварочной дуги, дается тот же ответ, что и для любого резистора: напряжением и амперажем. Скорость выделения тепла равна произведению этих величин.
Мощность варьируют силой тока, которая зависит от длины дуги.
Чаще мощность варьируют силой тока, которая, в свою очередь, зависит от длины дуги. Одновременно меняется и температура нагрева металла, а с ней и скорость выполнения работ.
Газовоздушное дутье
Поток газов, направленный вдоль или поперек дуги существенно снижает ее температуру. При дутье в ствол дуги попадают молекулы газа, возникает диффузия и охлаждение дуги. Генерация или подача газов в различных выключателях организована по-разному. В воздушных выключателях из специальных баллонов со сжатым воздухом поступает холодный воздух. В масляных выключателях газ возникает при разложении масла электрической дугой. При автогазовом дутье, чаще используемом в выключателях нагрузки, газ генерируется при разложении твердых материалов.
Влияние структур металла
При сверхбыстром нагреве в любом металле происходят структурные изменения.
Они вызваны тем, что составляющие микроструктуры любого металла имеют различные размеры зерна.
Применительно к нелегированным средне- и низкоуглеродистым сталям (стали с повышенным содержанием углерода, как известно, свариваются плохо), при различных температурах в них могут образовываться, в основном, следующие структуры:
- Аустенит — твердый раствор углерода в α-железе. Образуется при температурах нагрева выше 7230С, и существует, в зависимости от процентного содержания углерода в стали, до температур 1100-13500С. Подвижность зерен микроструктуры в таких условиях — высокая, поэтому аустенитные стали довольно пластичны и при медленном охлаждении не обладают значительным уровнем остаточных напряжений. Частично (до 18-20%) аустенит сохраняется и в структуре стали после окончательного охлаждения. Размеры аустенитного зерна составляют 0,27-0,8 мкм.
- Карбид железа/цементит. Структура имеет ромбовидную решетку и характеризуется высокой поверхностной твердостью. Размеры зерна находятся в пределах 0,1-0,3 мкм.
- Феррит — низкотемпературная, самая мягкая составляющая микроструктуры, образующаяся в процессе сравнительно медленного остывания металла, что и происходит во время выполнения сварки под слоем флюса. Зерна феррита — округлые в плане, размером 0,7-0,9 мкм.
- Перлит — структура, которая формируется в процессе остывания металла и представляет собой смесь феррита и цементита. В зависимости от скорости охлаждения перлит может быть зернистым или пластинчатым. В первом случае зерна вытянуты вдоль оси заготовки, во втором — имеют округлую форму. Средний размер частиц перлита находится в диапазоне 0,6-0,8 мкм. При повышенных скоростях охлаждения вместо перлита появляется более тонкая структурная составляющая, которую называют трооститом. Размеры зерна троостита не превышают 0,2 мкм.
- Мартенсит — неравновесная структурная составляющая, которая существует только в стали, нагретой до температуры выше 750-9000С (с повышением процентного содержания углерода начало мартенситного превращения сдвигается в область более низких температур). Фиксируется в составе стали лишь при ее ускоренном охлаждении, например, при закалке. Такой мартенсит имеет зерно размером 0,2-2,0 мкм.
Еще более сложным составом отличаются легированные стали, в микроструктуре которых появляются карбиды и нитриды составляющих. Кроме того, на размеры зерен сильно влияют скорость охлаждения различных участков деталей, состав атмосферы, в которой выполняется нагрев, интенсивность диффузии материала сварочных электродов и т.п.
Размагничивание источниками сварочного тока
Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности:
– провести намотку сварочного кабеля (от 18 до 20 витков) на расстоянии от 10 до 20 мм от торца трубы (рисунок 11.13), при этом торцы двух размагничиваемых труб должны находиться на расстоянии не менее 2500 мм;
– определить исходную величину и направление магнитного поля по периметру трубы в восьми контрольных точках;
– установить минимальный ток на источнике сварочного тока (в интервале от 30 до 70 А), замкнуть контакт на пластину;
– измерить величину магнитного поля по периметру трубы в восьми контрольных точках. Если величина магнитного поля не изменилась или увеличилась, необходимо изменить полярность тока на соленоиде;
– установить максимальный ток на источнике сварочного тока (в интервале от 240 до 300 А), замкнуть контакт на пластину, выдержать в течение 6-12 с, затем разомкнуть контакт и отключить источник питания;
Критерии выбора ВВ
При выборе конкретной модели обязательно учитываются следующие параметры:
- Напряжение электроустановки – в соответствии с которым определяется тип изоляции;
- Электродинамическая стойкость, в случае возникновения тока короткого замыкания;
- Термическая стойкость, при удаленных от места установки вакуумного выключателя авариях;
- Климатическое исполнение.
Производители и распространенные модели
Наиболее известными производителями вакуумных выключателей являются отечественные , «НПП Контакт», ОАО «Самарский трансформатор», «ПО ЭЛКО», «РЗВА» и другие. Из зарубежных: Siemens, ABB, HEAG.
В таблице ниже можно увидеть сравнительные характеристики некоторых наиболее популярных вакуумных выключателей.
| Выключатель серии | Номинальное напряжение, кВ. | Номинальный ток, А | Ток отключения, А | Термическая стойкость, кА | Динамическая стойкость, кА |
| ВВЭ-М-10 | 10 – 11 | 630, 1000, 1600, 2000, 2500, 3150 | 20; 31,5; 31,5; 40 | 20; 31,5; 31,5; 40 | 51, 81, 81, 128 |
| BB/AST 10-12,5/1000 | 10 — 12 | 1000 | 12,5 | 12,5 | 32 |
| BB/TEL-10-12,5/1000 У2 | 10 | 1000 | 12,5 | 12,5 | 32 |
| 15ADV20 AA3F1 | 13,8 — 15 | 1200 | 20 | 20 | 38 |
| ВВЭЛ-110-20/1600 | 110 — 126 | 1600 | 20 | 20 | 41 |
Многократный разрыв цепи электрической цепи
Этот способ гашения дуги, как правило, применяется одновременно с вышеперечисленными, при коммутации высоких напряжений, когда отключение больших токов становится нетривиальной задачей. За счет многократного разрыва дуги с помощью нескольких дугогасящих устройств, достигается кратное снижение напряжения в каждом из них. Равномерное распределение напряжения на каждый разрыв достигается за счет активных сопротивлений или емкостей, включаемым параллельно основным контактам выключателя.
Гашение дуги в газах высокого давления
Хотя и воздух, при давлении выше 2 МПа, имеет достаточно высокую электрическую прочность, что дает возможность проектировать выключатели с гашением дуги в среде воздуха под давлением. Но, большее распространение в электроэнергетике получили элегазовые выключатели, в которых в качестве дугогасящей среды используется элегаз (SF6 — шестифтористая сера), который имеет более высокие, чем воздух, электрическую прочность и дугогасящие свойства. Элегазовые выключатели нашли широкое применение в современных электроустановках, практически всех классов напряжения.
Размагничивание труб перед сваркой
Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности.
1- труба; 2 – сварочный кабель; 3 – сварочный источник питания постоянного тока; 4 – металлическая пластина; 5 – разъемный контакт Рисунок 11.13 – Схема монтажа оборудования для размагничивания труб импульсным методом
- провести намотку сварочного кабеля (от 18 до 20 витков) на расстоянии от 10 до 20 мм от торца трубы (рисунок 11.13), при этом торцы двух размагничиваемых труб должны находиться на расстоянии не менее 2500 мм;
- определить исходную величину и направление магнитного поля по периметру трубы в восьми контрольных точках;
- установить минимальный ток на источнике сварочного тока (в интервале от 30 до 70 А), замкнуть контакт на пластину;
- измерить величину магнитного поля по периметру трубы в восьми контрольных точках. Если величина магнитного поля не изменилась или увеличилась, необходимо изменить полярность тока на соленоиде;
- установить максимальный ток на источнике сварочного тока (в интервале от 240 до 300 А), замкнуть контакт на пластину, выдержать в течение 6-12 с, затем разомкнуть контакт и отключить источник питания;
- выполнить демонтаж размагничивающих обмоток (соленоида).
Размагничивание соединений перед сваркой источниками сварочного тока компенсационным методом выполняется в следующей последовательности:
- определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
- провести намотку сварочного кабеля сечением 35; 50 мм 2 на оба конца труб (рисунок 11.14), при этом намотка должна быть в одном направлении, равномерной плотной и однорядной, количество витков, наматываемых на конец трубы с большей величиной магнитного поля, – от 7 до 11, трубы с меньшей величиной магнитного поля – от 3 до 5 витков;
- подключить сварочный кабель к источнику постоянного тока;
- включить сварочный источник и постепенно увеличивать величину тока с минимального значения, одновременно контролируя изменение величины магнитного поля;
- если величина магнитного поля в сварном соединении увеличивается, отключить источник питания и изменить полярность (поменять концы сварочного кабеля на источнике питания);
- если величина магнитного поля в соединении труб не превышает 20 Гс, приступить к сварке корневого слоя шва, по мере выполнения которого величину тока снижают, одновременно контролируя величину магнитного поля в зазоре труб;
- отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
1- труба; 2 – сварочный кабель; 3 – сварочный источник питания постоянного тока Рисунок 11.14 – Схема монтажа оборудования для размагничивания соединений перед сваркой компенсационным методом
Размагничивание соединений перед сваркой источниками сварочного тока при знакопеременном магнитном поле компенсационным методом выполняется в следующей последовательности:
- определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
- провести размагничивание компенсационным методом аналогично требованиям 11.3.3.2 отдельных участков периметра сварного соединения с наибольшей величиной и одним направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
- изменить полярность тока на источнике питания и выполнить размагничивание участков периметра сварного соединения с другим направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
- отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
Размагничивание труб перед сваркой
При средней и высокой остаточной намагниченности труб, сварка стыков трубопроводов сопровождается появлением эффекта “магнитного дутья”. Для нейтрализации эффекта “магнитного дутья” проводится размагничивание свариваемых концов труб. Для размагничивания трубопроводов в трассовых условиях разработаны приборы, компенсирующие намагниченность трубопровода (ПКНТ).
Размагничивание приборами, компенсирующими намагниченность трубопровода производится компенсацией магнитного поля двух свариваемых труб одновременно. Размагничивание стыкуемых труб с применением приборов ПКНТ проводится в следующей последовательности:
1. Определяется величина и направленность магнитного ноля в зазоре
свариваемых трубопровода и “катушки” при помощи прибора измерителя магнитной индукции.
2. При напряженности магнитною поля менее 100 мТл должна вестись работа с двумя модулями, расположенными по обе стороны зазора, при выходном напряжении сварочного выпрямителя от 50 до 55 В. При напряженности магнитного поля свыше 100 мТл необходимо установить три модуля: одни на ” катушке” и два на теле трубопровода.
3. Монтируются компенсирующие модули на трубопроводе и “катушке” на возможно минимальном расстоянии от свариваемого шва 100 . 400 мм.
4. Выполняется сборка электрической цепи, соединяющей модули между собой, с блоком управления и сварочным выпрямителем.
5. Включается прибор в режиме ‘контроль” при этом определяется и устанавливается величина сопротивления для компенсации
остаточного магнитного поля
6. Включается прибор в режим “работа”, устанавливается величина
компенсирующего тока, которая обеспечивает минимальную величину остаточного магнитного поля в зазоре, которая при необходимости, может корректироваться в процессе сварки.
7. После сварки корневого слоя шва отключается прибор и выполняется демонтаж установки.
Подготовка и производство сварочно-монтажных работ
Трубы, “катушки”, соединительные детали, арматура, устанавливаемые при ремонте дефектных участков трубопровода, должны соответствовать требованиям СНиП 2.05.06-85*, РД 153-006-02, иметь сертификаты, паспорта и акты входного контроля в соответствии с регламентами. Ввариваемая “катушка” должна быть изготовлена из труб того же диаметра, толщины стенки и аналогичного класса точности трубе ремонтируемого участка и иметь сертификат на трубу, из которой она изготовлена.
Труба, предназначенная для изготовления “катушки”, должна быть испытана гидравлическим способом на прочность заводским испытательным давлением в течение 24 часов и рабочим давлением в течение 12 часов, подвергнута ультразвуковому контролю качества продольного заводского шва и должна пройти ультразвуковую толщинометрию стенки трубы по всей поверхности и на отсутствие расслоений и трещин, осмотрена на предмет отсутствия вмятин, задиров и каверн. При наличии дефектов труба, предназначенная для “катушки” должна быть заменена. Ремонт любых дефектов опускается.
Подгонка “катушки” при производстве работ по вырезке дефектов ПОР на участках НПС “Клин”- НПС “Кижеватово” 242,252 км МН “Дружба 1” производится в следующей последовательности:
* производится разметка “катушки”, длина которой должна быть меньше длины ремонтного участка на 2. 3 мм;
* разметка линии реза производится мелом или тальком с применением мягких шаблонов либо других специальных приспособлений;
* для определения длины монтируемой “катушки” производится измерение длины заменяемого участка трубопровода в 4-х точках по горизонтальной и вертикальной плоскостям, разность длин образующих должна составлять не более 3 мм.
Неперпендикулярность обработанных торцов детали относительно образующей трубы не должна превышать 2 мм. Центровка “катушки” производится с применением наружных центраторов. Наружные центраторы, используемые для сборки труб и соединительных деталей, должны быть заводского изготовления. Центраторы не должны оставлять на трубе царапин, задиров, забоин, вмятин. При сборке деталей смещение продольных швов стыкуемых труб должно быть не менее 100 мм. Минимальное расстояние от поперечных сварных швов ремонтируемого трубопровода до сварных швов привариваемой детали должно быть не менее наружного диаметра трубопровода. Перед сваркой кромки и концы соединительных деталей и ремонтируемого трубопровода зачищаются до металлического блеска, на ширину не менее 10 мм, с внутренней и наружной стороны. При сборке стыков труб с одинаковой нормативной толщиной стенки смещение кромок электросварных труб не должно превышать 3 мм. Величина зазора между кромками стыкуемых элементов должна составлять от 2,5 до 3,5 мм.
Перед началом сварочных работ производится сушка торцов труб и прилегающих к ним участков.
Сфера применения
Если первые модели, выпущенные еще в СССР, обеспечивали отключение, сравнительно небольших нагрузок из-за конструктивного несовершенства вакуумной камеры и технических характеристик контактов, то современные модели могут похвастаться куда более термоустойчивым и прочным материалом поверхности. Это обуславливает возможность установки таких коммутационных агрегатов практически во всех отраслях промышленности и народного хозяйства. Сегодня вакуумные выключатели используются в таких сферах:
- В распределительных электроустановках как электрических станций, так и распределительных подстанций;
- В металлургии для питания печных трансформаторов, снабжающих сталеплавильное оборудование;
- В нефтегазовой и химической промышленности на пунктах перекачки, переключающих пунктах и трансформаторных подстанциях;
- Для работы первичных и вторичных цепей тяговых подстанций на железнодорожном транспорте, осуществляет питание вспомогательного оборудования и не тяговых потребителей;
- На горнодобывающих предприятиях для питания комбайнов, экскаваторов и других видов тяжелой техники от комплектных трансформаторных подстанций.
В любой, из вышеперечисленных отраслей народного хозяйствования, вакуумные выключатели повсеместно вытесняют устаревшие масляные и воздушные модели.
Особенности контроля и управления вакуумными выключателями?
Управление может осуществляться как дистанционно, так и вручную. Все коммутационные операции производятся через управленческий блок, который перерабатывает команды и передает их на привод устройства. Универсальный электромагнитный привод позволяет удерживать рабочие контакты в заданном положении. Все современные модели обеспечиваются магнитной защелкой, обеспечивающей четкую фиксацию положения вне зависимости от его исправности.
Информация о работе коммутационного аппарата отображается на блоке управления или передается через управленческие сети на пульт оперативного персонала. Поэтому функции контроля могут осуществляться диспетчерским персоналом через систему телемеханики, где все команды посылаются через оперативные токи и не требуют личного присутствия.
Ручное отключение напрямую воздействует на привод, но требует личного присутствия работников возле ячейки или шкафа выкатного типа.
Пример схемы конструкции привода вакуумного выключателя VF12
Как осуществляется эксплуатация устройства?
После ввода в эксплуатацию вакуумный выключатель обязательно проходит периодические осмотры и испытания – текущий и капитальный ремонт, профконтроль, осмотр. Которые устанавливаются правилами технической эксплуатации, а также заводскими инструкциями.
Помимо регламентных работ коммутационный агрегат может отключаться от аварийных нагрузок, что может существенно повредить рабочую поверхность контактов. Поэтому после срабатывания в аварийном режиме, обслуживающий персонал обязан произвести внеплановый осмотр коммутационного устройства на предмет выявления подгаров, оплавлений, пятен выброса металла и прочих дефектов, свидетельствующих о возможном снижении проводимости или изоляционных свойств, номинальных характеристик и т.д. Результаты осмотров вакуумного выключателя после аварийных отключений должны заноситься в соответствующий журнал.
Преимущества и недостатки вакуумных выключателей
К преимуществам данного вида коммутационных аппаратов следует отнести:
- Сравнительно небольшие габариты, в отличии от масляных и воздушных;
- Отличаются малыми габаритами и возможностью быстрой замены, особенно в выкатных ячейках;
- Не производят такого большого шума при переключениях;
- Отлично выполняют свои функции не зависимо от положения камер в пространстве;
- Полностью экологичны и безопасны для здоровья в отличии от элегазовых выключателей;
- Не требуют дозаправки и содержания отдельного хозяйства для этой цели;
- Отличаются высокой надежностью.
К недостаткам вакуумных выключателей относят:
- Неспособность выдерживать большие токи короткого замыкания;
- Возникновение перенапряжения при отсекании малых индуктивных токов;
- Малый коммутационный ресурс отключения аварийных токов.
Источник



