
Основные способы установки заготовок на токарном станке
Обычно используется один из трех способов установки заготовки на токарном станке: в патроне, в центрах, в патроне с подпором задним центром. Условно на представленных эскизах эти способы установки заготовок обозначаются следующим образом (рис. 3.5)
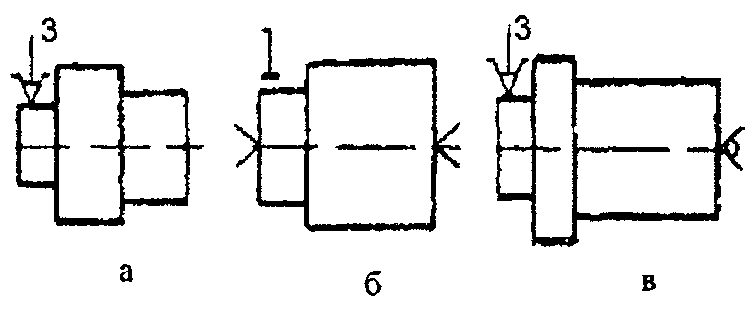
Рис. 3.5 Способы установки заготовки на токарном станке: а — в патроне, б — в центрах в — в патроне с подпором задним центром
Установка заготовки в токарном патроне (чаще всего, трехкулачковом, самоцентрирующем) — самый универсальный способ установки, позволяющий вести обточку поверхностей, расточку отверстий и обработку торцов. Применяется при обработке коротких деталей. Установка в центрах — способ позволяющий сохранить одни и те же установочные базы на самых различных операциях и поэтому повышающий точность изготовления детали. Дня установки требуется введение специальной операции — центровальной, т.е. операции обработки специальных конических центровых отверстий. Удобнее всего эту операцию осуществлять одновременно с подрезкой торцов заготовки на специальных фрезерно-центровальных станках. При установке в центрах заготовка вращается или с помощью специального хомутика (используется поводковый патрон) или (значительно реже) с помощью рифленого переднего центра.
Установка в патроне с подпором задним центром применяется при обработке валов малой жесткости (с большим отношением длины вала к его диаметру).
Цилиндрические поверхности обычно обтачивают в два или несколько рабочих ходов: сначала снимают начерно большую часть припуска (до 6 мм на диаметр), а затем оставшуюся часть (до 1 мм на диаметр).
Существует два метода точения цилиндрических поверхностей.

Рис. 3.6 Методы обтачивания цилиндрических поверхностей
Обтачивание методом радиальной подачи применяют при обработке коротких цилиндрических шеек канавочными и широкими резцами (рис. 3.6, а).
Обтачивание методом продольной подачи (рис. 3.6, б) является наиболее распространенным методом обработки. Обрабатываемая деталь, закрепленная в центрах или в патроне, вращается, а резцу сообщается движение подачи.
Для получения необходимых размеров диаметра вала пользуются лимбом поперечной подачи и устанавливают резец на заданный размер по методу пробных рабочих ходов. Обработка с применением лимбов обеспечивает точность по 8. 9-му квалитетам. У большинства современных токарных станков имеется также продольный лимб, применение которого дает возможность получать продольные размеры с точностью до 0,2 мм. Производительность и точность обработки повышаются, если применяют регулируемые упоры с самовыключением суппорта. При этом точность продольных размеров достигает 0,08. 0,15 мм.

Рис. 3.7 Схема обработки за один рабочий ход
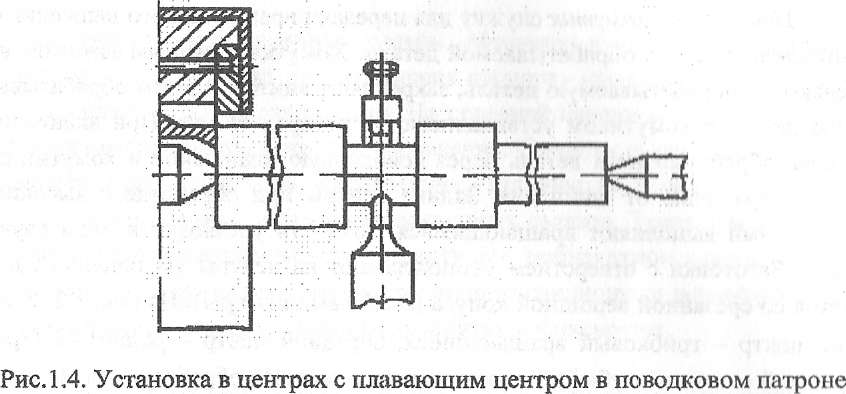
Точность обрабатываемых валов по длине зависит от размеров передних центровых гнезд: если у партии валов размеры гнезд неодинаковы, торцы их во время обработки окажутся на разных расстояниях от торца шпинделя и, следовательно, ступени валов после обработки будут неодинаковы по длине. Поэтому необходимо либо строго соблюдать размеры гнезд, используя при центровке специальный упор, либо применять плавающий передний центр.
При работе на скоростных режимах задние центры должны быть вращающимися. На универсальных станках применяют вставные центры, на операционных и многооперационных станках вращающиеся центры встраивают в пиноли задних бабок, что значительно увеличивает жесткость центров.
Во время обработки партии заготовок за один рабочий ход, резец, заранее установленный на размер d, не перемещают в поперечном направлении. После обтачивания поверхности заготовки по длине l ее снимают, а резец отводят в исходное положение (рис. 3.7, а).
По такой схеме выполняют черновую, а иногда и получистовую обработку небольших партий заготовок за два установа. После обтачивания одной половины заготовки до заданного размера диаметра (рис. 3.7, б) ее переустанавливают в центрах и обрабатывают вторую половину заготовки (рис. 3.7, в).
Источник
зМБЧБ 4 пВТБВПФЛБ ЪБЗПФПЧПЛ ОБ ФПЛБТОЩИ УФБОЛБИ
4.1 фЙРЩ УФБОЛПЧ
фПЛБТОЩЕ УФБОЛЙ РТЕДОБЪОБЮЕОЩ ДМС ПВТБВПФЛЙ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ, ЙНЕАЭЙИ ЖПТНХ ФЕМ ЧТБЭЕОЙС. фЕИОПМПЗЙЮЕУЛЙК НЕФПД ЖПТНППВТБЪПЧБОЙС РПЧЕТИОПУФЕК ФПЮЕОЙЕН ИБТБЛФЕТЙЪХЕФУС ЧТБЭБФЕМШОЩН ДЧЙЦЕОЙЕН ЪБЗПФПЧЛЙ Й РПУФХРБФЕМШОЩН ДЧЙЦЕОЙЕН ЙОУФТХНЕОФБ — ТЕЪГБ. дЧЙЦЕОЙЕ РПДБЮЙ ПУХЭЕУФЧМСЕФУС РБТБММЕМШОП ПУЙ ЧТБЭЕОЙС ЪБЗПФПЧЛЙ (РТПДПМШОПЕ ДЧЙЦЕОЙЕ РПДБЮЙ), РЕТРЕОДЙЛХМСТОП ПУЙ ЧТБЭЕОЙС ЪБЗПФПЧЛЙ (РПРЕТЕЮОПЕ ДЧЙЦЕОЙЕ РПДБЮЙ), РПД ХЗМПН Л ПУЙ ЧТБЭЕОЙС ЪБЗПФПЧЛЙ (ОБЛМПООПЕ ДЧЙЦЕОЙЕ РПДБЮЙ).
рПД ФПЮЕОЙЕН РПОЙНБАФ ПВТБВПФЛХ ОБТХЦОЩИ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ. тБЪОПЧЙДОПУФЙ ФПЮЕОЙС УМЕДХАЭЙЕ:
- ТБУФБЮЙЧБОЙЕ — ПВТБВПФЛБ ЧОХФТЕООЙИ РПЧЕТИОПУФЕК;
- РПДТЕЪБОЙЕ — ПВТБВПФЛБ РМПУЛЙИ (ФПТГПЧЩИ) РПЧЕТИОПУФЕК;
- ТБЪТЕЪБОЙЕ — ТБЪДЕМЕОЙЕ ЪБЗПФПЧЛЙ ОБ ЮБУФЙ.
оБ ЧЕТФЙЛБМШОЩИ РПМХБЧФПНБФБИ, БЧФПНБФБИ Й ФПЛБТОП-ЛБТХУЕМШОЩИ УФБОЛБИ ЪБЗПФПЧЛЙ ЙНЕАФ ЧЕТФЙЛБМШОХА ПУШ ЧТБЭЕОЙС, ОБ ДТХЗЙИ ФЙРБИ ФПЛБТОЩИ УФБОЛПЧ — ЗПТЙЪПОФБМШОХА. оБ ФПЛБТОЩИ УФБОЛБИ ЧЩРПМОСАФ ЮЕТОПЧХА, РПМХЮЙУФПЧХА Й ЮЙУФПЧХА ПВТБВПФЛХ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ. рП ФЕИОПМПЗЙЮЕУЛПНХ ОБЪОБЮЕОЙА УФБОЛЙ ФПЛБТОПК ЗТХРРЩ ДЕМСФ ОБ ФПЛБТОП-ЧЙОФПТЕЪОЩЕ, ФПЛБТОП-ТЕЧПМШЧЕТОЩЕ, ЛБТХУЕМШОЩЕ, НОПЗПТЕЪГПЧЩЕ, ПДОП- Й НОПЗПЫРЙОДЕМШОЩЕ БЧФПНБФЩ Й ДТ. рП УРПУПВХ ХРТБЧМЕОЙС ТБЪМЙЮБАФ УФБОЛЙ У ТХЮОЩН ХРТБЧМЕОЙЕН, РПМХБЧФПНБФЩ Й БЧФПНБФЩ; У УЙУФЕНБНЙ ЮЙУМПЧПЗП РТПЗТБННОПЗП ХРТБЧМЕОЙС.
фПЛБТОП-ЧЙОФПТЕЪОЩЕ УФБОЛЙ (ТЙУХОПЛ 4.1, Б) РТЙНЕОСАФ ХУМПЧЙСИ ЕДЙОЙЮОПЗП РТПЙЪЧПДУФЧБ ДМС ПВТБВПФЛЙ ЪБЗПМПЧПЛ ОЕВПМШЫЙИ РБТФЙК. пВТБВПФЛБ УМПЦОЩИ ЪБЗПФПЧПЛ ФТЕВХЕФ РТЙНЕОЕОЙС ВПМШЫПЗП ЮЙУМБ ТЕЦХЭЕЗП ЙОУФТХНЕОФБ. дМС УПЛТБЭЕОЙС РПФЕТШ ЧТЕНЕОЙ ОБ УНЕОХ ЙОУФТХНЕОФБ ОЕПВИПДЙНП УРЕГЙБМШОПЕ ХУФТПКУФЧП. фБЛЙН ХУФТПКУФЧПН СЧМСЕФУС ТЕЧПМШЧЕТОБС ЗПМПЧЛБ (ТЕЧПМШЧЕТОЩК УХРРПТФ) ФПЛБТОП-ТЕЧПМШЧЕТОПЗП УФБОЛБ (ТЙУХОПЛ 4.1, В).
лТПНЕ ФПЗП, ОБ ТЕЧПМШЧЕТОЩИ УФБОЛБИ НПЦОП ЧЕУФЙ РБТБММЕМШОХА (ПДОПЧТЕНЕООХА) ПВТБВПФЛХ ОЕУЛПМШЛЙИ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ ТБЪОЩНЙ, ЙОУФТХНЕОФБНЙ.
фПЛБТОП-ЛБТХУЕМШОЩЕ УФБОЛЙ (ТЙУХОПЛ 4.1, Ч) РТЕДОБЪОБЮЕОЩ ДМС ПВТБВПФЛЙ ЛТХРОЩИ ФСЦЕМЩИ ЪБЗПФПЧПЛ. тБВПЮЙЕ ЛПМЕУБ ЧПДСОЩИ Й ЗБЪПЧЩИ ФХТВЙО, ЪХВЮБФЩИ ЛПМЕУ, НБИПЧЙЛПЧ Й Ф.Д.) пУПВЕООПУФША УФБОЛПЧ СЧМСЕФУС ОБМЙЮЙЕ ЛТХЗМПЗП ЗПТЙЪПОФБМШОПЗП УФПМБ-ЛБТХУЕМЙ У ЧЕТФЙЛБМШОПК ПУША ЧТБЭЕОЙС.
тЙУХОПЛ 4.1 — пВЭЙЕ ЧЙДЩ УФБОЛПЧ ФПЛБТОПК ЗТХРРЩ
нОПЗПТЕЪГПЧЩЕ ФПЛБТОЩЕ РПМХБЧФПНБФЩ (ТЙУХОПЛ 4.1,З) РТЕДОБЪОБЮЕОЩ ДМС ПВТБВПФЛЙ ОБТХЦОЩИ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ УФХРЕОЮБФЩИ ЧБМПЧ, ВМПЛПЧ ЪХВЮБФЩИ ЛПМЕУ, ЫРЙОДЕМЕК Й Ф. Д. оБ НОПЗПТЕЪГПЧПН РПМХБЧФПНБФЕ ПДОПЧТЕНЕООП ПВТБВБФЩЧБАФ ОЕУЛПМШЛП РПЧЕТИОПУФЕК ЪБЗПФПЧЛЙ.
оБ ПДОПЫРЙОДЕМШОЩИ ФПЛБТОП-ТЕЧПМШЧЕТОЩИ БЧФПНБФБИ ПВТБВБФЩЧБАФ ЪБЗПФПЧЛЙ ОЕВПМШЫЙИ ТБЪНЕТПЧ (ДЙБНЕФТПН 8-31 НН), ОП УМПЦОЩИ ЖПТН пОЙ ТБВПФБАФ РП ЪБНЛОХФПНХ ФЕИОПМПЗЙЮЕУЛПНХ ГЙЛМХ РБТБММЕМШОПК ПВТБВПФЛЙ РПЧЕТИОПУФЕК.
нОПЗПЫРЙОДЕМШОЩЕ БЧФПНБФЩ РБТБММЕМШОПК ПВТБВПФЛЙ ЪБЗПФПЧПЛ ЙУРПМШЪХАФ Ч НБУУПЧПН РТПЙЪЧПДУФЧЕ. юЙУМП ПДОПЧТЕНЕООП ПВТБВБФЩЧБЕНЩИ ЪБЗПФПЧПЛ ТБЧОП ЮЙУМХ ЫРЙОДЕМЕК БЧФПНБФБ. йЪЗПФПЧМСАФУС ДЕФБМЙ ПДОПЗП ФЙРПТБЪНЕТБ, ЖПТНБ ДЕФБМЕК — УТЕДОЕК УМПЦОПУФЙ.
ч ОБУФПСЭЕЕ ЧТЕНС УФБОЛПУФТПЙФЕМШОБС РТПНЩЫМЕООПУФШ РТПЙЪЧПДЙФ ЫЙТПЛХА ЗБННХ ФПЛБТОЩИ уФБОЛПЧ, ПУОБЭБЕНЩИ УЙУФЕНБНЙ юрх.
4.2 тЕЦХЭЙК ЙОУФТХНЕОФ Й РТЙУРПУПВМЕОЙС ДМС ЪБЛТЕРМЕОЙС ЪБЗПФПЧПЛ
нОПЗППВТБЪЙЕ ЧЙДПЧ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ, ПВТБВБФЩЧБЕНЩИ ОБ УФБОЛБИ ФПЛБТОПК ЗТХРРЩ, РТЙЧЕМП Л УПЪДБОЙА ВПМШЫПЗП ЮЙУМБ ФЙРПЧ ФПЛБТОЩИ ТЕЪГПЧ. рП ФЕИОПМПЗЙЮЕУЛПНХ ОБЪОБЮЕОЙА ТБЪМЙЮБАФ ТЕЪГЩ:
- РТПИПДОЩЕ РТСНЩЕ Й ХРПТОЩЕ ДМС ПВФБЮЙЧБОЙС ОБТХЦОЩИ ГЙМЙОДТЙЮЕУЛЙИ Й ЛПОЙЮЕУЛЙИ РПЧЕТИОПУФЕК,
- ТБУФПЮОЩЕ РТПИПДОЩЕ Й ХРПТОЩЕ — ДМС ТБУФБЮЙЧБОЙС УЛЧПЪОЩИ Й ЗМХИЙИ ПФЧЕТУФЙК,
- ПФТЕЪОЩЕ — ДМС ПФТЕЪБОЙС ЪБЗПФПЧПЛ,
- ТЕЪШВПЧЩЕ — ДМС ОБТЕЪБОЙС ОБТХЦОЩИ Й ЧОХФТЕООЙИ ТЕЪШВ,
- ЖБУПООЩЕ — ДМС ПВФБЮЙЧБОЙС ЖБУПООЩИ РПЧЕТИОПУФЕК,
- РТПТЕЪОЩЕ — ДМС РТПФБЮЙЧБОЙС ЛПМШГЕЧЩИ ЛБОБЧПЛ,
- ЗБМФЕМШОЩЕ — ДМС ПВФБЮЙЧБОЙС РЕТЕИПДОЩИ РПЧЕТИОПУФЕК НЕЦДХ УФХРЕОСНЙ ЧБМПЧ РП ТБДЙХУХ,
- РПДТЕЪОЩЕ — ДМС ПВФБЮЙЧБОЙС РМПУЛЙИ ФПТГПЧЩИ РПЧЕТИОПУФЕК.
рП ИБТБЛФЕТХ ПВТБВПФЛЙ ТЕЪГЩ ДЕМСФ ОБ ЮЕТОПЧЩЕ, РПМХЮЙУФПЧЩЕ Й ЮЙУФПЧЩЕ, РП ОБРТБЧМЕОЙА ДЧЙЦЕОЙС РПДБЮЙ — ОБ РТБЧЩЕ Й МЕЧЩЕ. рП ЛПОУФТХЛГЙЙ ТЕЪГЩ ДЕМСФ ОБ ГЕМЩЕ, У РТЙЧБТЕООПК ЙМЙ РТЙРБСООПК РМБУФЙОПК ЙЪ ТЕЦХЭЕЗП НБФЕТЙБМБ, УП УНЕООЩНЙ РМБУФЙОБНЙ. ыЙТПЛП РТЙНЕОСАФ ТЕЪГЩ У НОПЗПЗТБООЩНЙ РПЧФПТОП ОЕ ЪБФБЮЙЧБЕНЩНЙ РМБУФЙОБНЙ.
уРПУПВЩ ХУФБОПЧЛЙ Й ЪБЛТЕРМЕОЙС ЪБЗПФПЧЛЙ, ПВТБВБФЩЧБЕНПК ОБ ФПЛБТОПН УФБОЛЕ, ЪБЧЙУСФ ПФ ФЙРБ УФБОЛБ, ЧЙДБ ПВТБВБФЩЧБЕНПК РПЧЕТИОПУФЙ, ИБТБЛФЕТЙУФЙЛЙ ЪБЗПФПЧЛЙ (ПФОПЫЕОЙЕ ДМЙОЩ ЪБЗПФПЧЛЙ Л ДЙБНЕФТХ), ФПЮОПУФЙ ПВТБВПФЛЙ Й ДТХЗЙИ ЖБЛФПТПЧ.
оБ ФПЛБТОП-ЧЙОФПТЕЪОЩИ УФБОЛБИ ДМС ЪБЛТЕРМЕОЙС ЪБЗПФПЧПЛ ЫЙТПЛП ЙУРПМШЪХАФ ФТЕИЛХМБЮЛПЧЩЕ УБНПГЕОФТЙТХАЭЙЕУС РБФТПОЩ. ч БЧФПНБФЙЪЙТПЧБООЩИ УФБОЛБИ Й УФБОЛБИ У юрх ЙУРПМШЪХАФ РБФТПОЩ У НЕИБОЙЮЕУЛЙН, РОЕЧНБФЙЮЕУЛЙН, ЗЙДТБЧМЙЮЕУЛЙН Й ЬМЕЛФТЙЮЕУЛЙН РТЙЧПДБНЙ ЛХМБЮЛПЧ. ч ГЕОФТПЧЩИ УФБОЛБИ У юрх РТЙ l/d= 4 . . 10 ЪБЗПФПЧЛХ ХУФБОБЧМЙЧБАФ ОБ ГЕОФТБИ, Б ДМС РЕТЕДБЮЙ ОБ ОЕЕ ЛТХФСЭЕЗП НПНЕОФБ ПФ ЫРЙОДЕМС УФБОЛБ РТЙНЕОСАФ ТБЪМЙЮОЩЕ РПЧПДЛПЧЩЕ ХУФТПКУФЧБ Й РТЙУРПУПВМЕОЙС дМС ХУФБОПЧЛЙ ЪБЗПФПЧЛЙ Ч ГЕОФТБИ ЕЕ ОЕПВИПДЙНП ЪБГЕОФТЙТПЧБФШ, Ф. Е. УДЕМБФШ ГЕОФТПЧЩЕ ПФЧЕТУФЙС У ФПТГПЧ ЧБМБ. гЕОФТПЧЩЕ ПФЧЕТУФЙС ДЕМБАФ УРЕГЙБМШОЩНЙ ГЕОФТПЧПЮОЩНЙ УЧЕТМБНЙ. гЕОФТЩ НПЦОП ТБЪДЕМЙФШ ОБ ХРПТОЩЕ (ТЙУХОПЛ 4.2, В), УТЕЪБООЩЕ (ТЙУХОПЛ 4.2, Ч), ЫБТЙЛПЧЩЕ, (ТЙУХОПЛ 4.2, З), ПВТБФОЩЕ (ТЙУХОПЛ 4.2, Д) Й ЧТБЭБАЭЙЕУС (ТЙУХОПЛ 4.2, Е). хРПТОЩЕ ГЕОФТЩ ДЕМБАФ У ФЧЕТДПУРМБЧОЩНЙ ОБЛПОЕЮОЙЛБНЙ, ЮФП РПЧЩЫБЕФ ЙИ ДПМЗПЧЕЮОПУФШ. уТЕЪБООЩЕ ГЕОФТЩ РТЙНЕОСАФ РТЙ РПДТЕЪБОЙЙ ФПТГПЧ ЪБЗПФПЧЛЙ, ЛПЗДБ РПДТЕЪОПК ТЕЪЕГ ДПМЦЕО ДПКФЙ РПЮФЙ ДП ПУЙ ЧТБЭЕОЙС ЪБЗПФПЧЛЙ. ыБТЙЛПЧЩЕ ГЕОФТЩ ЙУРПМШЪХАФ РТЙ ПВФБЮЙЧБОЙЙ ЛПОЙЮЕУЛЙИ РПЧЕТИОПУФЕК ЪБЗПФПЧЛЙ, ПВТБФОЩЕ ГЕОФТЩ — РТЙ ПВТБВПФЛЕ ЪБЗПФПЧПЛ ОЕВПМШЫЙИ ДЙБНЕФТПЧ. чТБЭБАЭЙЕУС ГЕОФТЩ РТЙНЕОСАФ РТЙ ТЕЪБОЙЙ У ВПМШЫЙНЙ УЕЮЕОЙСНЙ УТЕЪБЕНПЗП УМПС НЕФБММБ, ЛПЗДБ ЧПЪОЙЛБАФ ВПМШЫЙЕ УПУФБЧМСАЭЙЕ УЙМЩ ТЕЪБОЙС, ЙМЙ РТЙ ПВТБВПФЛЕ ОБ ВПМШЫЙИ УЛПТПУФСИ ТЕЪБОЙС.
дМС ХУФБОПЧЛЙ ЪБЗПФПЧПЛ ЧФХМПЛ, ЛПМЕГ Й УФБЛБОПЧ ЫЙТПЛП РТЙНЕОСАФ УМЕДХАЭЙЕ ПРТБЧЛЙ: ЛПОЙЮЕУЛЙЕ (ТЙУХОПЛ 4.2,Ц), ОБ ЛПФПТЩИ ЪБЗПФПЧЛБ ХДЕТЦЙЧБЕФУС ОБ ПРТБЧЛЕ УЙМПК ФТЕОЙС ОБ УПРТСЦЕООЩИ РПЧЕТИОПУФСИ, ГБОЗПЧЩЕ (ТЙУХОПЛ 4.2,Ъ) У ТБЪЦЙНОЩНЙ ХРТХЗЙНЙ ЬМЕНЕОФБНЙ — ГБОЗБНЙ; ХРТХЗЙЕ У ЗЙДТПРМБУФНБУУПК, ЗПЖТЙТПЧБООЩНЙ ЧФХМЛБНЙ (ТЙУХОПЛ 4.2, Й), ФБТЕМШЮБФЩНЙ РТХЦЙОБНЙ Й Ф. Д. рПЧПДЛПЧЩЕ ХУФТПКУФЧБ РТЕДОБЪОБЮЕОЩ ДМС УЧСЪЙ ЪБЗПФПЧЛЙ ЙМЙ ПРТБЧЛЙ, ХУФБОПЧМЕООПК Ч ГЕОФТБИ, УП ЫРЙОДЕМЕН ФПЛБТОПЗП УФБОЛБ. лТПНЕ РПЧПДЛПЧЩИ ХУФТПКУФЧ, РЕТЕДБАЭЙИ ЛТХФСЭЙК НПНЕОФ ПФ ЫРЙОДЕМС Л ЪБЗПФПЧЛЕ, РТЙНЕОСАФ ФБЛЦЕ РПЧПДЛПЧП-ГЕОФТЙТХАЭЙЕ ХУФТПКУФЧБ.

тЙУХОПЛ 4.2 — рТЙУРПУПВМЕОЙС ДМС ЪБЛТЕРМЕОЙС ЪБЗПФПЧПЛ ОБ ФПЛБТОЩИ УФБОЛБИ
л РЕТЧПК ЗТХРРЕ ПФОПУСФУС ИБНХФЙЛЙ, ГЕОФТЩ-РПЧПДЛЙ, УЛПВЩ, РПЧПДЛПЧЩЕ РМБОЫБКВЩ, РПЧПДЛПЧЩЕ УБНПЪБЦЙНОЩЕ РБФТПОЩ. лП ЧФПТПК — УРЕГЙБМШОЩЕ ТЕЖМЕОЩЕ ГЕОФТЩ Й УБНПЪБЦЙНОЩЕ ГЕОФТЙТХАЭЙЕ РПЧПДЛПЧЩЕ РМБОЫБКВЩ. дМС ХУФБОПЧЛЙ ТЕЪГПЧ ОБ ФПЛБТОЩИ УФБОЛБИ У юрх У ТЕЧПМШЧЕТОЩНЙ ЗПМПЧЛБНЙ ЙУРПМШЪХАФ УРЕГЙБМШОЩЕ УНЕООЩЕ ЧЪБЙНПЪБНЕОСЕНЩЕ ЙОУФТХНЕОФБМШОЩЕ ВМПЛЙ. йОУФТХНЕОФБМШОЩЕ ВМПЛЙ ОБМБЦЙЧБАФ ОБ ТБЪНЕТЩ ПВТБВБФЩЧБЕНЩИ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ ЧОЕ УФБОЛБ ОБ УРЕГЙБМШОЩИ РТЙВПТБИ.
ьФП ЪОБЮЙФЕМШОП УОЙЦБЕФ РТПУФПЙ УФБОЛПЧ У юрх, РПЧЩЫБЕФ РТПЙЪЧПДЙФЕМШОПУФШ Й ФПЮОПУФШ ПВТБВПФЛЙ ВМБЗПДБТС ВЩУФТПК ХУФБОПЧЛЕ ОБ УФБОЛБИ ФПЮОП ОБМБЦЕООЩИ ЙОУФТХНЕОФБМШОЩИ ВМПЛПЧ. фПЛБТОЩЕ УФБОЛЙ ОЕЛПФПТЩИ НПДЕМЕК ЙНЕАФ ЙОУФТХНЕОФБМШОЩЕ НБЗБЪЙОЩ, Ч ЛПФПТЩИ ТБУРПМПЦЕО ЧЕУШ ЙОУФТХНЕОФ, ОЕПВИПДЙНЩК ДМС ПВТБВПФЛЙ ЪБЗПФПЧЛЙ. ч ФБЛЙИ УМХЮБСИ УФБОПЛ УОБВЦБЕФУС УРЕГЙБМШОЩН БЧФППРЕТБФПТПН, ПУХЭЕУФЧМСАЭЙН УНЕОХ ЙОУФТХНЕОФБ Ч ТЕЪГЕДЕТЦБФЕМЕ УФБОЛБ. бЧФППРЕТБФПТ ТБВПФБЕФ РП ГЙЛМХ Ч УППФЧЕФУФЧЙЙ У ЪБДБООПК РТПЗТБННПК: ЙЪЧМЕЮЕОЙЕ ЙОУФТХНЕОФБ ЙЪ ТЕЪГЕДЕТЦБФЕМС, ХУФБОПЧЛБ ЙОУФТХНЕОФБ Ч ЗОЕЪДП НБЗБЪЙОБ, РПЧПТПФ НБЗБЪЙОБ, ЙЪЧМЕЮЕОЙЕ ПЮЕТЕДОПЗП ЙОУФТХНЕОФБ ЙЪ НБЗБЪЙОБ, ХУФБОПЧЛБ ЙОУФТХНЕОФБ Ч ТЕЪГЕ-ДЕТЦБФЕМЕ.
уЯЕН УП УФБОЛБ ДЕФБМЕК Й ХУФБОПЧЛБ ОБ УФБОЛЕ ЪБЗПФПЧПЛ ПУХЭЕУФЧМСАФУС ТПВПФПН. ъБЗПФПЧЛЙ Й ДЕФБМЙ УЛМБДЙТХАФУС ОБ ФБЛФПЧПН УФПМЕ, РТЕДУФБЧМСАЭЕН УПВПК ЪБНЛОХФЩК ЫБЗПЧЩК ЛПОЧЕКЕТ. тПВПФ ЪБВЙТБЕФ УП УФПМБ ЪБЗПФПЧЛЙ ДМС ЙИ ХУФБОПЧЛЙ ОБ УФБОЛЕ, Б ЗПФПЧЩЕ ДЕФБМЙ, УОСФЩЕ УП УФБОЛБ, ХУФБОБЧМЙЧБЕФ ОБ ФБЛФПЧПН УФПМЕ.
4.3 пВТБВПФЛБ ЪБЗПФПЧПЛ ОБ ФПЛБТОЩИ УФБОЛБИ
оБТХЦОЩЕ ГЙМЙОДТЙЮЕУЛЙЕ РПЧЕТИОПУФЙ ПВФБЮЙЧБАФ РТСНЩНЙ (ТЙУХОПЛ 4.3, 6) ЙМЙ ХРПТОЩНЙ РТПИПДОЩНЙ ТЕЪГБНЙ. ъБЗПФПЧЛЙ ЗМБДЛЙИ ЧБМПЧ ПВФБЮЙЧБАФ, ХУФБОБЧМЙЧБС ЙИ Ч ГЕОФТБИ. оБТХЦОЩЕ (ТЙУХОПЛ 4.3, Ч) Й ЧОХФТЕООЙЕ ТЕЪШВЩ ОБТЕЪБАФ ТЕЪШВПЧЩНЙ ТЕЪГБНЙ, ЖПТНБ ТЕЦХЭЙИ ЛТПНПЛ ЛПФПТЩИ ПРТЕДЕМСЕФ РТПЖЙМШ ОБТЕЪБЕНЩИ ТЕЪШВ. фПЮЕОЙЕ ДМЙООЩИ РПМПЗЙИ ЛПОХУПЧ (2Б = 8 . 10њ) РТПЙЪЧПДСФ УНЕЭБС Ч РПРЕТЕЮОПН ОБРТБЧМЕОЙЙ ЛПТРХУ ЪБДОЕК ВБВЛЙ ПФОПУЙФЕМШОП ЕЕ ПУОПЧБОЙС (ТЙУХОПЛ 4.3,З) ЙМЙ ЙУРПМШЪХС УРЕГЙБМШОПЕ РТЙУРПУПВМЕОЙЕ — ЛПОХУОХА МЙОЕКЛХ. рТЙ ПВТБВПФЛЕ ЛПОЙЮЕУЛЙИ РПЧЕТИОПУФЕК ОБ УФБОЛБИ У юрх РТПДПМШОПЕ Й РПРЕТЕЮОПЕ ДЧЙЦЕОЙС, РПДБЮЙ УХННЙТХАФУС БЧФПНБФЙЮЕУЛЙ. уЛЧПЪОЩЕ ПФЧЕТУФЙС ОБ ФПЛБТОП-ЧЙОФПТЕЪОЩИ УФБОЛБИ ТБУФБЮЙЧБАФ РТПИПДОЩНЙ ТБУФПЮОЩНЙ ТЕЪГБНЙ (ТЙУХОПЛ 4.3,Д), ЗМХИЙЕ -ХРПТОЩНЙ (ТЙУХОПЛ 4.3, Е). у РПРЕТЕЮОЩН ДЧЙЦЕОЙЕН РПДБЮЙ ОБ ФПЛБТОП-ЧЙОФПТЕЪОЩИ УФБОЛБИ ПВФБЮЙЧБАФ ЛПМШГЕЧЩЕ ЛБОБЧЛЙ (ТЙУХОПЛ 4.3, Ъ) РТПТЕЪОЩНЙ ТЕЪГБНЙ, ЖБУПООЩЕ РПЧЕТИОПУФЙ (ТЙУХОПЛ 4.ъ, Й) ЖБУПООЩНЙ УФЕТЦОЕЧЩНЙ ТЕЪГБНЙ, ЛПТПФЛЙЕ ЛПОЙЮЕУЛЙЕ РПЧЕТИОПУФЙ — ЖБУЛЙ (ТЙУХОПЛ 4.ъ, Л) — ЫЙТПЛЙНЙ ТЕЪГБНЙ, Х ЛПФПТЩИ ЗМБЧОЩК ХЗПМ Ч РМБОЕ ТБЧЕО РПМПЧЙОЕ ХЗМБ РТЙ ЧЕТЫЙОЕ ЛПОЙЮЕУЛПК РПЧЕТИОПУФЙ. пФТЕЪБОЙЕ ДЕФБМЕК ПФ ЪБЗПФПЧЛЙ (ТЙУХОПЛ 4.3, М) ЧЩРПМОСАФ ПФТЕЪОЩНЙ ТЕЪГБНЙ У ОБЛМПООПК ТЕЦХЭЕК ЛТПНЛПК, ЮФП ПВЕУРЕЮЙЧБЕФ РПМХЮЕОЙЕ ФПТГБ Х ЗПФПЧПК ДЕФБМЙ ВЕЪ ПУФБФПЮОПЗП ЪБХУЕОГБ рПДТЕЪБОЙЕ ФПТГПЧ (ТЙУХОПЛ 4.3,О) ЧЩРПМОСАФ УРЕГЙБМШОЩНЙ РПДТЕЪОЩНЙ ТЕЪГБНЙ. оБ ФПЛБТОП-ЧЙОФПТЕЪОЩИ УФБОЛБИ ПВТБВПФЛХ ПФЧЕТУФЙК ЧЩРПМОСАФ УЧЕТМБНЙ (ТЙУХОПЛ 4.3, Н), ЪЕОЛЕТБНЙ Й ТБЪЧЕТФЛБНЙ. ч ЬФПН УМХЮБЕ ПВТБВПФЛХ ЧЕДХФ У РТПДПМШОЩН ДЧЙЦЕОЙЕН РПДБЮЙ ТЕЦХЭЕЗП ЙОУФТХНЕОФБ. пВФБЮЙЧБОЙЕ ОБТХЦОЩИ Й ТБУФБЮЙЧБОЙЕ ЧОХФТЕООЙИ ЛПОЙЮЕУЛЙИ РПЧЕТИОПУФЕК УТЕДОЕК ДМЙОЩ (ТЙУХОПЛ 4.3,Ц,П) У МАВЩН ХЗМПН ЛПОХУБ РТЙ ЧЕТЫЙОЕ ОБ ФПЛБТОП-ЧЙОФПТЕЪОЩИ УФБОЛБИ РТПЙЪЧПДСФ У ОБЛМПООЩН ДЧЙЦЕОЙЕН РПДБЮЙ ТЕЪГПЧ, РТЙ РПЧПТПФЕ ЧЕТИОЕЗП УХРРПТФБ.

тЙУХОПЛ 4.3 — уИЕНБ ПВТБВПФЛЙ ЪБЗПФПЧПЛ ОБ ФПЛБТОП-ЧЙОФПТЕЪОПН УФБОЛЕ
Источник
Способы установки заготовок на токарных станках




![]()
![]()
Установку и закрепление заготовки на токарных станках производят в зависимости от формы, размеров и точности детали [1]. Наиболее часто применяемые способы установки рассмотрены ниже.
Установку в центрах часто применяют для валов, барабанов, цилиндров, а также заготовок, закрепленных на оправках. Мелкие и средние по массе заготовки устанавливают на цельные упорные центры с поводковым хомутиком, причем для подрезания торца со стороны задней бабки используют полуцентр (рис. 1.2, а).
Поводковый хомутик служит для передачи вращательного движения от шпинделя станка к обрабатываемой детали. Хомутик с ручным зажимом надевают на обрабатываемую деталь, закрепляют винтом и затем обрабатываемую деталь с хомутиком устанавливают в центрах станка. При включении станка обрабатываемая деталь через поводковую планшайбу и хомутик получает вращение от шпинделя. Задние центры при обработке с высокими скоростями выполняют вращающимися, точность установки в этом случае ниже. Заготовки с отверстием устанавливают на центры увеличенного диа
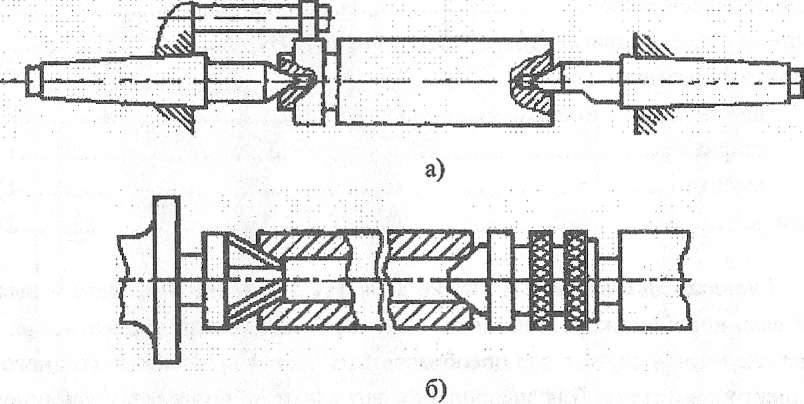
Рис. 1.2. Установка заготовок в центрах: а — на цельный упорный центр с поводковым хомутиком и задний полуцентр; б — на задний грибковый вращающийся центр и передний рифленый центр
или цилиндр по наружной поверхности и подрезать оба торца заготовки, так как обработку ведут без поводка.
Установку в центрах с использованием подвижного люнета применяют при обработке нежестких заготовок (рис. 1.3). Люнет — опора для уменьшения прогиба длинных деталей (при l > 12d). К установочной поверхности под люнет предъявляют высокие требования по суммарным отклонениям и допускам формы и расположения поверхностей.
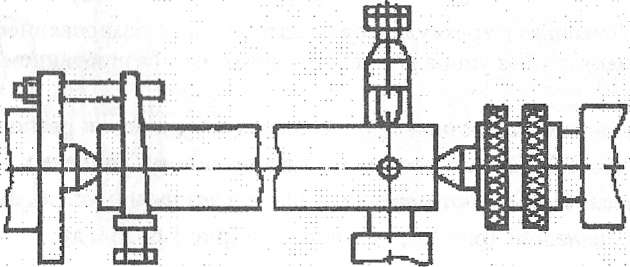
Рис. 1.3. Установка в центрах с использованием подвижного люнета
Установку в патроне и на неподвижном люнете используют для обработки отверстия и торца заготовки, а также участка заготовки, расположенного между люнетом и патроном (рис. 1.4).
При установке в патронах обрабатывают заготовки небольшой длины. Наибольшая жесткость обеспечивается при креплении заготовки за наружную или внутреннюю поверхность обода, наименьшая — при креплении за ступицу (рис. 1.5).
и на неподвижном люнете
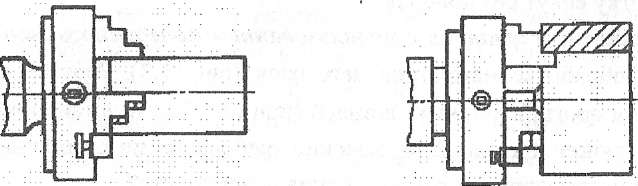
Рис. 1.5. Установка в трехкулачковом патроне: а — с базированием по наружному диаметру без упора в торец; б — вразжим с базированием по торцу
Заготовки с отверстием при высоких требованиях к расположению баз и обрабатываемым поверхностям устанавливают на концевых или центровых оправках. Применяют оправки гладкие с зазором (рис.1.6, а), конические (рис.1.6, б), цанговые (рис. 1.6, в), с натягом (рис. 1.6, г) и др.
Источник



