
- Поршневой палец: описание,виды,применение,установка,фото,видео.
- Применение поршневого пальца
- Почему поршневой палец трудно облегчить?
- Зачем нужно отверстие в центре поршневого пальца?
- По способу осевой фиксации пальцы делятся на две группы:
- Фиксированный
- Плавающий
- Подбор поршневого пальца
- Материал для изготовления поршневых пальцев
- Установка поршневого пальца
- Установка плавающего поршневого пальца
- Поршневые пальцы
- Поршневой палец
- Применение поршневого пальца
- Почему поршневой палец трудно облегчить?
- Зачем нужно отверстие в центре поршневого пальца?
- Способы осевой фиксации поршневого пальца
- Подбор поршневого пальца
- Материал для изготовления поршневых пальцев
Поршневой палец: описание,виды,применение,установка,фото,видео.
Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
По способу осевой фиксации пальцы делятся на две группы:
1 – фиксированные
2 – плавающие
2 – Зазор между пальцем и бобышкой поршня
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой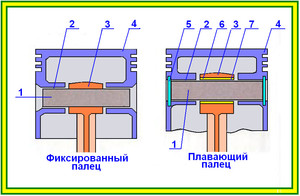
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающий
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
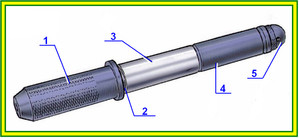
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Источник
Поршневые пальцы


Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
В процессе работы двигателя как поршень, так и поршневой палец подвержены серьезным нагрузкам. На палец воздействует давление на такте сжатия топливно-воздушной смеси, сила расширяющихся газов после их воспламенения, инерция, изгибающее усилие и т.д. С учетом таких нагрузок материалом изготовления поршневых пальцев выступает закаленная сталь. Форсированные двигатели сравнительно со штатными вариантами получают поршневой палец с более твердой поверхностью из легированной стали.
Конструктивно поршневой палец имеет внутреннее отверстие для облегчения детали. Малый вес означает снижение инерционных потерь и рост КПД двигателя. При этом палец должен оставаться прочным и износостойким в условиях запредельных нагрузок. В массовом производстве отверстие поршневого пальца имеет простую цилиндрическую форму. Подобное решение позволяет снизить затраты в процессе изготовления.
Подобные решения позволяют эффективно снизить вес детали и сохранить необходимую прочность, но имеют высокую себестоимость для массового производства. По этой причине пальцы данного типа обычно ставятся на спортивные и форсированные двигатели, при изготовлении которых конечная стоимость изготовления имеет второстепенное значение.
Поршневые пальцы по способу установки бывают двух типов:
- фиксированный поршневой палец;
- плавающий поршневой палец;
Фиксированное соединение обычно реализуется в верхней головке шатуна. Поршневой палец при таком способе крепления вращается в отверстиях бобышек поршня, где предусмотрен определенный зазор. Установка фиксированного поршневого пальца во время ремонта ДВС становится возможной после значительного нагрева шатуна.
Плавающий палец означает установку детали с определенным зазором как в верхней головке шатуна, так и в бобышках поршня. Фиксация поршневого пальца в этом случае реализуется при помощи специальных стопорных колец.
Указанные стопорные кольца плавающего поршневого пальца устанавливаются в проточки, которые выполнены в бобышках поршня. Также в моторах с плавающим поршневым пальцем в верхней головке шатуна дополнительно установлена бронзовая втулка для минимизации трения.
Поршневые пальцы плавающего типа нуждаются в смазке, так как область шарнирного соединения с головкой шатуна сильно нагружена. Головка шатуна и втулка головки имеют специальное отверстие, через которое моторное масло проникает из внутренней полости поршня. Что касается указанной полости, смазка подается туда от маслосъемных поршневых колец через специальные отверстия в поршне или может впрыскиваться при помощи масляных форсунок системы смазки двигателя.
Источник
Поршневой палец

Поршневой палец — деталь, обеспечивающая подвижное соединение шатуна и поршня. Представляет собой деталь цилиндрической формы, отдаленно напоминающую палец.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
Способы осевой фиксации поршневого пальца
По способу крепления пальцы делятся на два вида: плавающие и фиксированные. В большинстве современных двигателей используются плавающие пальцы. Плавающими они называются потому, между ним и отверстием в поршне и отверстием в головке шатуна есть зазор. Фиксация поршневого пальца в таком соединении обеспечивается установкой стопорных колец.
Цветные метки внутри отверстия пальцев некоторых автомобилей заменяют номер запчасти при подборе запчастей для капремонта двигателя
Плавающий палец может вращаться как внутри поршня, так и в головке шатуна. В конструкциях с плавающим пальцем в верхнюю головку шатуна впрессовывается бронзовая втулка, уменьшающая трение.
Так как шатун, поршень и палец изготовлены из различных материалов, зазоры в соединениях калиброваны в зависимости от свойств металлов. Например, при комнатной температуре, палец должен входить во втулку шатуна без люфта. В отверстие поршня (при комнатной температуре) палец должен проходить с некоторым натягом.
Монтаж плавающего поршневого пальца
При монтаже или демонтаже поршня, его необходимо нагреть до температуры 65-85 °С (нагрев производят в воде). Когда же двигатель начнет работать, поршень разогревается, и зазор увеличивается, так как поршень и палец сделаны из разных материалов, расширяющихся по разному под воздействием высокой температуры.
Для монтажа фиксированного пальца шатун разогревают в печи до температуры более 200 градусов
Фиксированным называется поршневой палец, не вращающийся ни в одном из соединяемых элементов. Фиксированные пальцы применяют в двигателях автомобилей семейства ВАЗ.
Монтаж фиксированного пальца
Монтаж фиксированного пальца осуществляется путем нагрева шатуна до температуры 240 °С в печи. В России, где автомобили до сих пор нередко ремонтируют в домашних условиях, шатуны часто нагревают на бытовой электроплитке или с помощью паяльной лампы.
Шатун довольно быстро остывает, и операцию по соединению поршневого пальца и шатуна необходимо выполнять очень быстро.
Для этого в раздвинутые предварительно губки тисков устанавливают вставки из мягкого металла (алюминий, медь и т.д.), и нагретый шатун быстро переносится к тискам и зажимается. Поршень устанавливается на место рукой. Подготовленный палец, надетый на специальную оправку с направляющей, быстро проталкивается в отверстие поршня и проходит сквозь отверстие в раскаленном шатуне. Когда детали остывают, отверстие в шатуне зажимает палец.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Источник



