
Монтаж электрических машин
Подготовка к монтажу.
Перед началом монтажа электрических машин, проверяют:
соответствие машины ее проектной документации; комплектность машины и сохранность крепежных деталей; наличие возможных повреждений за время транспортировки и хранения (предварительный осмотр после расконсервации);
состояние подшипников, коробки выводов, коллектора, контактных колец, щеточного механизма и др,;
сопротивление изоляции обмоток, подшипников и щеточных траверс;
зазоры в подшипниках скольжения и уплотнения валов; воздушный зазор между статором и ротором; отсутствие задевания ротора о статор (ротор должен свободно вращаться в подшипниках).
Пластинчатые щупы: 
с — раздвижной; б — соименными пластинами; 1 — калиброванные пластины; 2 — штифт; 3 — винт; 4 — накладка-прижим; 5 — ручка; б — пробка
Выявленные в процессе осмотра неисправности следует устранить до начала монтажа. Если нет уверенности в том что во время хранения и транспортирования машина осталась неповрежденной, проводят ее полную разборку с ревизией отдельных узлов. При необходимости заменяют смазку в подшипниках и затягивают болтовые соединения.
Если сопротивление изоляции обмоток меньше минимально допустимого, проводят сушку обмоток. Проверка воздушного зазора между статором и ротором, а также зазоров в подшипниках скольжения осуществляется с помощью пластинчатых и клиновых щупов. Проверка воздушного зазора возможна лишь для машин открытого и защищенного исполнения, поскольку она проводится без разбор ют машины. Ротор машины должен свободно вращаться в подшипниках при его повороте рукой (при мощности 10. 15 кВт) или рычагом (для машин большей мощности). 
Клиновой щуп: 1 — клин; 2 — движок; 3 — указатель; 4 — стержень
В зависимости от мощности и конструктивного исполнения электрические машины могут поступать на место монтажа в собранном или разобранном виде. В первом случае по известным установочным размерам машины заранее изготовляют крепежные детали и конструкции. Машины устанавливаются на металлических рамах или фундаментах (общих с приводным двигателем или с приводом или отдельных от них). Поскольку установочные размеры имеют допуски, указанные в чертежах, перед монтажом следует заготовить комплект прокладок, перекрывающий поле допусков.
Монтаж машин малой и средней мощности.
Машины небольшой мощности соединяются с приводным механизмом с помощью муфт различного типа и зубчатых, ременных или фрикционных передач. На рис. показаны наиболее часто встречающиеся типы муфт.
При соединении с помощью муфт на концы валов соединяемых машин предварительно насаживают полумуфты, проверив перед этим цилиндричность и соответствие наружного диаметра конца вала машины и внутреннего диаметра полумуфты с помощью измерительных скоб и нутромеров. Величина натяга при посадке указывается на чертеже, а сама посадка осуществляется в горячем состоянии.
При установке валы сочленяемых машин могут иметь радиальное и угловое смещение, как показано на рис, что приводит к соответствующему смещению полумуфт.

Соединение валов с помощью муфт:
а — жесткой поперечно-свертной; б — зубчатой; в — полужесткой зубчато-пружинной: г — упругой втулочно-пальцевой; 1 и 2 — полумуфты; 3 — точеный болт; 4— шпонка; 5 и 7— ступицы; 6 — зубчатый венец; 8 — ленточная пружиня; 9 — зубья; 10— кожух; 11 — палец- болт; 12 — кожаная шайба; 13 — разрезное
кольцо
Скоба с отсчетным устройством (я) и определение посадочных размеров конца вала (б):
I и 5 — подвижная и переставная пятки; 2 — отсчетное устройство; 3 — корпус; 4 — теплоизоляционная накладка; 6 — места измерений 
Микрометрический нутромер (о) и определение им внутреннего диаметра полумуфты (б).
1 — измерительный наконечник: 2— удлинитель; 3 — трубка; 4 — микрометрическая головка; 5 — полумуфта; 6 — нутромер 
Смещение валов: а — боковое (радиальное); б — угловое (осевое); / и 2 — валы

Взаимное положение валов машин, соединяемых с помощью полумуфт:
1 — валы расположены на одной прямой и их оси совпадают; /1 — оси валов параллельны; Ш — центры валов совпадают, а их оси расположены пол углом; /К— центры валов сдвинуты, а их оси расположены под углом 
Центровка валов с помощью радиально-осевых скоб:
1 и 6 — внутренняя и наружная скобы; 2 и 3 — полумуфты; 4 и 7— болты;
5 — хомут
Если соединить полумуфты при таком взаимном положении то при работе агрегата возникнут повышенные вибрации, которые могут привести к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.
Для этого проводят центровку валов с помощью центровочных скоб различной конструкции. Некоторые из них показаны на рис. Контроль точности центровки осуществляется по величине радиальных а и осевых b зазоров в четырех точках, равномерно расположенных по окружности муфты, при совместном повороте соединяемых валов на угол 0. 90, 180 и 270е. При удовлетворительных отклонениях (каждый тип муфт имеет свои допустимые отклонения в радиальных и осевых зазорах), окончательно закрепляют машину на фундаменте и после повторной проверки центровки валов соединяют полумуфты между собой. 
Приспособления для центровки валов:
а — с ленточным прижимом; б — с электромагнитным прижимом: 1 и 6 — пол у муфты; 2 и 3 — индикаторы; 4 — держатель; 5 — измерительный стержень: 7— натяжное устройство; 8 — стальная лента; 9 — электромагнит

Центровка валов cпособом «обхода одной точкой»:
При использовании цепной или ременной передачи необходимо совместить средние линии звездочек или шкивов, установленных на ведомом и ведущем валах, и обеспечить натяжение цепи или ремня.
Средние линии звездочек и шкивов обычно совмещают с помощью натянутой параллельно им струны с использованием обычного измерительного инструмента. Для обеспечения требуемого натяжения машина должна иметь возможность перемещения в плоскости. образованной осями вращения соединяемых машин. В некоторых случаях для создания натяжения используются специальные натяжные ролики.
При использовании цилиндрической зубчатой передачи необходимо обеспечить параллельность валов соединяемых машин и одинаковый зазор между зубьями сопрягаемых шестерен по всей длине зуба. Допуск на несоосность валов в этом случае обычно не превышает 0,5е. Контроль несоосности проводится с помощью индикаторов. После закрепления электрической машины на фундаменте ее корпус заземляется.
Монтаж машин большой мощности.
Особенность монтажа крупных электрических машин, поступающих в собранном состоянии, состоит в том, что он начинается с установки отдельной фундаментной плиты, на которую устанавливают машину и проводят центровку валов. Ряд машин имеет на конце вала фланец, через который она соединяется с механизмом. Кроме того, при большой длине ротора под действием его веса Р происходит прогиб вала в вертикальной плоскости. Поэтому при горизонтальном положении соединяемых машин плоскости полумуфт (или фланцев) оказываются расположены под углом друг к другу, как показано на рис. а.

Прогиб вала: 1 и 2 — подшипники; 3 — уровень 
Положение валов, соединяемых с помощью полумуфт:
а — до выверки; б — после выверки линии вала; 1. 4 — подшипники; 5 — уровень
Центровка валов в этом случае заключается в такой установке соединяемых валов, при которой их общая линия представляет в вертикальной плоскости плавную кривую, а в горизонтальной — прямую линию. При центровке торцы сопрягаемых полумуфт (или фланцев) устанавливаются параллельно, а осевые линии валов должны быть продолжением одна другой и совпадать у сопрягаемых полумуфт (фланцев). Для этого путем установки прокладок под лапы корпуса добиваются равенства углов наклона шеек вала к горизонтальной линии. Угол наклона проверяют по уровню, показанному на рис. и установленному на выходном конце вала.
Если крупная электрическая машина поступает на сборку в разобранном состоянии (статор и ротор отдельно), то предварительно собирают саму машину в следующей последовательности. Сначала на монтажной площадке размещают и осматривают все узлы машины, затем подготавливают фундамент (разметка, колодцы под фундаментные болты и пр.), устанавливают и выверяют фундаментную плиту, монтируют стояковые подшипники н устанавливают статор. Затем в него заводится ротор, а шейки ротора устанавливаются на подшипники. Схема заведения ротора приведена на рис.
Центровка валов осуществляется, как и в предыдущем случае, но прокладки устанавливаются и под корпус подшипников. После центровки закрепляют корпусы машины и подшипников, пригоняют вкладыши подшипников скольжения и их уплотнения, выверяют зазоры в подшипниках и между статором и ротором электрической машины.
Устанавливают дополнительное оборудование, необходимое для работы машины (система охлаждения, смазки подшипников и т.д.), Производят монтаж и регулировку токосъемных механизмов, соединение электрических цепей и заземляют корпус машины. 
Схема ввода ротора в статор с использованием удлинителя:
а — начало ввода, б — установка ротора на шпалы; в — закрепление стропа на удлинителе; 1 — статор; 2 — удлинитель вала; 3 — ротор 
Схема ввода ротора в статор при отсутствии грузоподъемных механизмов:
1 — стойка; 2 — балка; 3 — удлинитель; 4 — грузовой ролик; 5 — статор; 6 — ротор; 7 — накладка
При отсутствии грузоподъемных механизмов в помещении сборки электрической машины для заведения ротора в статор можно использовать деревянные стойки У, на которых установлена балка 2, как показано на рис.
Источник
Монтаж электрических машин
В зоне монтажа электрических машин должны быть проверены наличие и готовность к работе подъемно транспортных средств.
Ответственной операцией при монтаже электрических машин является подключение питающего кабеля к вводному устройству машины. К сожалению, предприятия-изготовители электрических машин при разработке конструкции вводного устройства (ВУ) далеко не всегда учитывают монтажные требования подключения питающего кабеля: не учитывают минимально допустимый радиус изгиба жилы кабеля, размеры кабельных муфт и наконечников.
При продувке ротор проворачивают вручную, проверяя свободное вращение вала в подшипниках. Снаружи электродвигатель обтирают тряпкой, слегка смоченной в керосине.
Промывка подшипников скольжения во время монтажа производится следующим образом. Из подшипников выпускают остатки масла, отвернув спускные пробки. Затем, завинтив их, в подшипники наливают керосин и вращают якорь или ротор руками. Не прекращая вращения ротора, снова вывинчивают спускные пробки и дают стечь всему керосину. Керосин не удается удалить полностью из подшипников после промывки, и он может разжижить вливаемое в подшипник масло, ухудшив тем самым условия смазки. Поэтому после промывки керосином подшипники необходимо промыть также маслом, которое уносит с собой остатки керосина. Только после промывки подшипников маслом их заполняют свежим маслом на 1/2 или 1/3 ванны.
Измерение сопротивления изоляции. У электродвигателей постоянного тока измеряют сопротивление изоляции между якорем и катушками возбуждения (полюсами), проверяют сопротивление изоляции якоря, щеток и катушек возбуждения по отношению к корпусу. При измерении сопротивления изоляции у подсоединенного к сети электродвигателя необходимо отсоединить все провода, подведенные к электродвигателю от сети и реостата. Между щетками и коллектором при измерении помещается изолирующая прокладка из миканита, электрокартона, фибры, резиновой трубки и т.п.
У электродвигателей трехфазного тока с короткозамкнутым ротором производят измерение сопротивления изоляции только обмоток статора по отношению к земле (корпусу) и друг к другу. Это возможно при помощи выведенных шести концов обмотки. Если выведены только три конца обмотки, то измерение производится только по отношению к земле (корпусу).
У электродвигателей с фазным ротором, кроме определения сопротивления изоляции обмоток статора по отношению к земле и друг к другу, измеряют сопротивление изоляции между ротором и статором, а также сопротивление изоляции щеток по отношению к корпусу (между кольцами и щетками должны быть проложены изолирующие прокладки).
Установка и крепление. Электродвигатели устанавливают непосредственно на полу, на специальных конструкциях, прикрепляемых к междуэтажному перекрытию, на фундаменте и стенах. Подъем небольших электродвигателей (до 50 кг) для установки их на низких фундаментах и конструкциях выполняют вручную. Подъем более тяжелых электродвигателей выполняют подъемниками, кранами, талями или полиспастами (блоками) и другими грузоподъемными механизмами.
Выверка при различных способах соединения. Электродвигатель, установленный на полу междуэтажного перекрытия, на конструкции или фундаменте, выверяют, соединяя его с приводимым им во вращение станком или механизмом. Соединение выполняется непосредственно при помощи муфт или через ту или иную передачу (зубчатую, ременную). В настоящее время применяют ремни клиновидной формы (так называемая клиноременная передача).
При всех способах соединения требуется проверка положения двигателя при помощи уровня в горизонтальной плоскости в двух взаимно перпендикулярных направлениях.
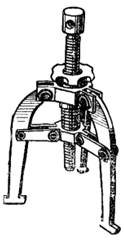
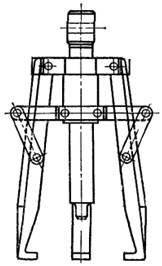
Снятие и насаживание шкива, полу муфт, шестерни, подшипников качения (рис. 6.4). Снятие шкива производят при помощи специальных скоб. Наиболее удобными являются универсальные съемники.
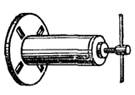
Подшипник перед посадкой прогревают в чистом минеральном масле с температурой 80 – 100 °С. Посадку производят с помощью отрезка трубы (желательно медной), упираемой во внутреннее кольцо подшипника (рис. 6.4, ж). Шкив, полумуфту, шестерню насаживают на вал с помощью специального винтового приспособления (рис. 6.3).
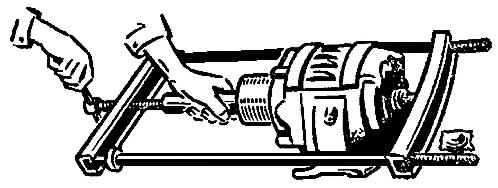
Рис. 6.3. Насадка шкива на вал
 |  | |
| а) | ||
 |  | |
| б) | в) | |
 | ||
| д) | г) | |
 |  | |
| е) | ж) |
Рис. 6.4. Снятие шкива, полумуфты, шестерни, снятие и насадка подшипников качения:
а – съемник с двумя тягами, б – универсальный съемник с регулируемым раскрытием тяг, в – то же с самоустанавливающимися тягами, г – с гидравлическим приводом, д – съемник для подшипников качения с захватом за подшипник, е – то же с захватом болтами за крышку или консоль подшипника, ж – насадка подшипников качения; 1 – выпуклая заглушка, 2 – шайба, 3 – отрезок трубы
| | |
| а) | б) |
| | |
| в) |
Рис 6.5. Выверка установки (сопряжения) электродвигателя и вращаемой им машины при непосредственном соединении их муфтами с помощью центровочных скоб:
а – закрепляемых хомутами на полумуфтах; б – закрепляемые на ободе полумуфт; в – закрепляемых на втулках полумуфт
Выверку положения валов электродвигателя и вращаемой им машины при непосредственном их соединении муфтами выполняют с помощью двух центровочных скоб, закрепляемых на валах электродвигателя и машины (рис. 6.5). Поворачивая одновременно валы электродвигателя и машины в одном и том же направлении, добиваются того, чтобы расстояния А и Б между скобами при соединении валов поперечно-свёртными муфтами не изменялись, а при соединении другими видами муфт разница в зазорах не превышала допустимых значений. Для этого под электродвигатель или машину подкладывают прокладки (кровельную и полосовую сталь).
Сушка электродвигателей. Сушка машины является трудоемкой, дорогостоящей и сложной операцией, поэтому ее производят только после того, как тщательным обследованием машины и выполнением соответствующих измерений установлена необходимость сушки. Даже крупные электрические машины в настоящее время подвергают сушке в редких случаях. Это стало возможным благодаря разработке и опытной проверке методов оценки увлажненности изоляции обмоток машин. Наиболее правильное суждение о состоянии изоляции машины позволяет составить метод измерений токов утечки через изоляцию машины при приложении к ней повышенного напряжения постоянного тока до 2,5-кратного значения номинального.
Контрольный прогрев или сушку электродвигателя, отсыревшего незначительно, производят теплым воздухом, который прогоняют через электродвигатель вентилятором. Для этого электродвигатель заключают в специальный утепленный ящик. Кроме того, электродвигатели можно прогревать или сушить нагревом их обмоток электрическим током.
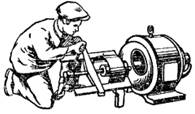
Широкое распространение получили прогрев методом индукционных потерь в стали ротора (рис. 6.6).
Рис. 6.6 Контрольный прогрев и сушка электродвигателей методом индукционных потерь
При любом методе прогрева и сушки тщательно следят за тем, чтобы обмотки не нагревались свыше 65 – 70 °С.
Перед тем как приступить к установке электрической машины, производят приемку фундамента от строительной организации по акту, затем тщательно очищают поверхности фундаментов, на которые должны устанавливаться фундаментные плиты. После окончательной выверки плиты, установленной на домкратах, производят подливку плиты. Подливка принимается по акту, в котором должны быть указаны: состав бетонной смеси, количество пластифицирующих добавок, температура бетонной смеси и воздуха во время подливки и вибрирования. Установку подшипниковых стояков в горизонтальной плоскости выверяют по гидростатическому уровню.
Общая последовательность монтажных работ при установке машин большой мощности следующая: распаковка и размещение частей машины на монтажной площадке в машинном зале; очистка частей машины от грязи и ржавчины, ревизия их исправности, очистка поверхности фундамента, выверка в горизонтальной плоскости основания фундаментной плиты; установка подшипниковых стояков и изоляция от фундаментной плиты тех из них, для которых она предусмотрена предприятием-изготовителем; установка статора и ротора; сопряжение валов и установка их; подгонка подшипников и вкладышей, уплотнение подшипников; выверка воздушных зазоров; выполнение внутренних соединений машины; обработка штифтов) для надежного фиксирования положения станин и подшипниковых стояков; монтаж систем смазки и принудительной вентиляции.
Дата добавления: 2017-04-20 ; просмотров: 1695 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник



