
- Методы управления производством
- ..или как видеть дальше других в современном менеджменте операций?
- Основные методы управления производством
- Метод управления производством от Адама Смита. Функциональное разделение труда
- Метод управления производством от Фредерик Тейлор. Стандартизация производства
- Методы организации управления производства Генри Форда.
- Метод управления Эдварда Деминга, цикл: Планируй, Делай, Проверяй и Воздействуй (PDCA)
- Метод управления производством от идей выталкивания к вытягиванию. Таити Оно.
- 6 сигм (6Ϭ) – пошаговый метод управления процессами производства
- Методы управления производством по Теории Ограничений
- Главное правило производства: Все преимущества связаны со скоростью потока правильных материалов и информации.
- Современные методологии управления производством
- Введение
- Рождение новых методологий
- Бережливое производство (Lean Manufacturing, LM)
- Быстрореагирующее производство (Quick Response Manufacturing, QRM)
- Активное производство (Agile Manufacturing, AM)
Методы управления производством
..или как видеть дальше других в современном менеджменте операций?
Автор статьи: Святослав Олейник,
Представитель международной организации Demand Driven Institute в Восточной Европе
В статье рассмотрим основные методы управления производством и процессами, которые помогут открыть возможности для развития и оптимизации деятельности на предприятии, а также позволят ответить на вопрос топ-менеджмента: Действительно ли компания движется в правильном направлении? А тем, кто еще не определился с системой управления производством и сбытом, — статья поможет сделать рациональный выбор.
Сегодняшние бизнес-реалии отображают цитату Льюиса Кэрролла из книги «Приключения Алисы в Стране Чудес»: «… Нужно бежать со всех ног, чтобы только оставаться на месте…». Фактически, «бег» символизирует два направления:
- Поддержание текущей деятельности.
- Постоянное развитие.
Если поддержание текущей работы входит в административные задачи, то постоянное развитие предприятия предполагает нечто большее. Постоянное совершенствование включает в себя понимание управленческой философии и применение методов управления производством. Благодаря данному тандему, оптимизация предприятия перестает быть абстрактным процессом, а результаты такой оптимизации – непредсказуемыми.
Уверен, большинство топ-менеджеров производственных предприятий наслышаны о лучших методах управления производством: 6 Сигм (6Ϭ), Бережливое производство (Lean), Теория Ограничений (ToC) и другие. Если охарактеризовать каждый метод одним словом, то в Lean — фокус на потерях, 6Ϭ – колебаниях, в ToC – на пропускной способности. Примечательно, что каждый метод позиционирует себя, как лучшая альтернатива остальным концепциям.
Некоторые предприятия знакомы с данными методологиями не понаслышке. Одни предпринимали попытки внедрить инновации самостоятельно, другие привлекали внешних экспертов. Но не все методы принесли обещанные результаты предприятиям. Причиной этому послужило недостаточное внимание руководства компании, излишняя фокусировка на конкретных задачах с явным игнорированием философской составляющей.
Компании, которые успешно внедрили одну из управленческих концепций, рано или поздно задаются вопросом: а действительно ли они выбрали правильное направление или все же другой подход может оказаться более результативным для планирования и управления цепями поставок? А что делать тем предприятиям, которые еще не определились с выбором?
Выбирая один метод управления производством и отбрасывая остальные, вы изначально ограничиваете возможности по сбору «низко висящих фруктов», попадая под описание известной американской пословицы: «Если молоток — твой единственный инструмент, то для тебя все проблемы выглядят как гвозди».
С другой стороны, внедрить сразу две концепции для планирования производства кажется невозможным из-за разнящейся логики. Внедрение одной из управленческих концепций – это уже вызов, а преодолеть возможную путаницу понятий и вовсе кажется невозможным.
Но, если фокусироваться на общих чертах, – раскрываются новые возможности. Каждая из идей — это всего лишь инструмент, с помощью которого удобнее воздействовать на информационный и материальный потоки на предприятии. Если в основу восприятия управленческих концепций заложить понятие потока, — процесс выбора правильных инструментов для решения важных задач предприятия окажется намного проще.
Основные методы управления производством
Рассматривая системы организации управления производством и процессами, остановимся на самых ярких идеях и их воздействии на информационный и физический потоки.
О выгоде специализации было известно еще во времена античности. Воин или жрец никак не сравнится с кузнецом в умелости изготовления орудий. Или человек, изготавливающий все время молоты, будет в этом более искусным, нежели человек, делающий это впервые.
Благодаря специализации растет скорость и качество создания потока продукции.
Метод управления производством от Адама Смита. Функциональное разделение труда
Адам Смит первый, кто упомянул о функциональном разделении труда на предприятиях. В книге «Богатство наций» он описал процесс изготовления шпильки: один человек вытягивает проволоку, второй – выпрямляет ее, третий – разрезает, четвертый – заостряет, пятый – шлифует конец шпильки, чтобы сформировать головку. Вследствие разделения труда, 10 людей изготовили 48 000 шпилек за день, в то время, когда каждый по отдельности изготовлял по 20 шт. в день. Необходимо было понять процесс создания шпильки и разделить процесс изготовления на операции, тем самым, сужая количество исполняемых сотрудником операций. Таким образом, была устранена необходимость переключаться на другие задания и повысилась производительность.
Благодаря разделению специализации на функции появилась возможность ускорить поток создания продукции.
Метод управления производством от Фредерик Тейлор. Стандартизация производства
Позже Фредерик Тейлор задался вопросом: как люди делают то, что они делают? Не только в разрезе функций, но и на уровне простейших операций. С помощью хронометража он понял, что делает сотрудник, какое количество времени он тратит на работу, а какое приходится на простой. Тейлор стандартизировал простейшие операции и рассчитал сколько раз сотрудник может их повторить за рабочее время. Это помогло нормировать объём работы и выработки на предприятии. Если посмотреть на то, как разные сотрудники, к примеру, затачивают проволоку для шпилек, выбрать лучший способ и обучить других, при этом контролируя время работы сотрудников предприятия — в таком случае можно будет изготовить еще больше шпилек.
Благодаря разделению специализации на функции, функций на операции, с помощью научного подхода к организации и стандартизации производства, поток продукции идет еще быстрее и качественнее на предприятии.
Методы организации управления производства Генри Форда.
С течением времени формировались и совершенствовались новые методы управления производством и процессами на нем. Генри Форд был первым, кто использовал конвейер в сложном производстве. Он внедрил современные технологии своего времени, для автоматизации производства. Форд заставил продукцию передвигаться по заводу, а не сотрудников, тем самым уменьшив количество ненужных движений и сфокусировав внимание сотрудников на выполнении простейших операций предприятия. Кроме того, Форд задал общий производственный ритм – скорость конвейерной линии. Он оставил всех конкурентов позади по показателям себестоимости, скорости и качества производства.
Если стандартизировать не только процесс работы, но и сам продукт, а также настроить массовое конвейерное производство, тогда поток производства товаров будет быстрым, дешевым, управляемым и качественным.
Метод управления Эдварда Деминга, цикл: Планируй, Делай, Проверяй и Воздействуй (PDCA)
Следующим мыслителем был Эдвард Деминг, который говорил о необходимости постоянного совершенствования предприятия с помощью управленческого цикла PDCA. Суть его новшества состояла в необходимости работы по совершенствованию и смещении фокуса с устранения потерь на увеличение качества изготовленной продукции на предприятии. Интересно, но в то время большинство фокусировалось на снижении потерь, на деле добиваясь их роста.
Если постоянно работать над увеличением качества продукции и процесса ее создания, то кроме увеличения качества производимой продукции, естественным будет и снижение потерь.
Метод управления производством от идей выталкивания к вытягиванию. Таити Оно.
Эстафету оптимизации качества принял Таити Оно. Когда все упражнялись в совершенствовании прогнозирования и построения выталкивающих производственных систем, Оно изменил направление информационного потока в сторону тянущей системы управления производством. В условиях, когда реальный мир становится все более непредсказуем и изменчивым, а цена ошибки прогноза только возрастает, Оно сделал следующее:
- во-первых, ушел от идей массового производства, ограничил участки в объемах изготавливаемых комплектующих только во времени и количестве, необходимому для следующего по процессу участку работ. При этом, сохранялся необходимый минимум запаса (Kanban). Таким образом, Оно избавился от излишек незавершенной и готовой продукции.
- во-вторых, он расширил понятие «стандартизации», в которое дополнительно включил рабочие места сотрудников, процесс работы по поддержанию чистоты, бережливое использование оборудования и логику размещения инструментов(5S). Оно навел порядок на производстве, снизил затраты на расходные материалы, увеличил скорость и качество работы сотрудников и оборудования.
- в-третьих, Оно углубился в менеджмент операций, и работал над исключением операций, которые не составляли ценности для потребителя.
- последний, но не менее важный аспект – это философия. Кроме возможности постоянного совершенствования, сотрудникам необходимо привить желание делать это (Kaizen).
Если внедрить простые методы и инструменты, а также правильную философию, то в работе по постоянному совершенствованию можно эффективно задействовать всех сотрудников. Поток становится более быстрым и дешевым благодаря исключению потерь и росту качества.
6 сигм (6Ϭ) – пошаговый метод управления процессами производства
Следующий виток развития методов управления процессами производства – концепция 6 сигм (6Ϭ), разработанная в Мотороле. Она возникла благодаря развитию вычислительной техники и компьютеризации производств. Важным новшеством стал статистический анализ качества, который фокусировался на отклонениях в процессе производства и характеристиках продукта. Одно из главных достижений 6Ϭ – поэтапная программа преобразования с детальным пошаговым описанием методов и инструментов анализа, разработки и внедрения улучшений на предприятии. В разрезе концепции, процесс совершенствования переходит в ряд обычных занятий.
Если устранить колебания в характеристиках процесса и продукта, – поток создания продукции становится надежным и предсказуемым, что приводит к снижению потерь, необходимости в излишних мощностях и росту прибыли.
Методы управления производством по Теории Ограничений
Почему возникла Теория Ограничений (TOC) Голдратта? Десятилетиями лучшие практики и теоретики работали над тем, как делить предприятие на функции, функции на процессы, а процессы на простейшие операции, делая ту или иную функцию более быстрой, дешевой, совершенной. Но в этом процессе есть и обратная сторона. Много функций со временем переросли в отдельные науки. Стало сложнее достигать каждый следующий процент оптимизации какого-то процесса. Во многих случаях, дальнейшее совершенствование предприятия было ограничено технологиями своего времени. С ростом уровня сложности, начал формироваться разрыв между отделами внутри компании, поскольку появились проблемы с пониманием, что же делают другие отделы.
К примеру, конфликт интересов руководителя транспортной логистики, желающего получить бонус за удешевление логистики путем уменьшения частоты поставок и увеличения загрузки автомобилей. С другой стороны, руководитель товарной логистики, который не может получить свой бонус вследствие замороженных денег в товарном запасе из-за нечастых поставок. В соответствии с ТОС, решение возить реже и дешевле, или чаще и дороже, лежит за границами данных отделов предприятия.
Для решения проблемы нужно было понять: главную цель предприятия, что компания делает для ее достижения, и что ограничивает предприятие в достижении данной цели.
В ритейле — ограничением системы является полочный запас, поскольку привезти товара можно сколько угодно, а продать – только с витрины.
Продолжая мысль Голдратта: если возить товар чаще, хранить его можно меньше. Если хранить товара меньше, появляется свободное место на полках. Есть свободное место на полках – можно расширить ассортиментную матрицу. Шире ассортимент – увеличение продаж.
Возникает некий парадокс в классическом управлении товарными запасами: с увеличением продаж необходимо хранить меньше товара. Другими словами, мы инвестируем в запас меньше, а зарабатываем от увеличения объема продаж больше, а это означает рост уровня возврата на инвестиции (ROI).
Когда все продолжали упражняться в достижении локальных оптимумов, Голдратт остановился и задался вопросом: какая главная цель работы предприятия: зачем мы делаем то, что мы делаем? Что нас ограничивает в том, чтобы зарабатывать больше? Как выжать максимум из ограничивающего элемента? Возможно ли расширить системное ограничение?
Если найти узкое место в потоке и воздействовать на него, то можно увеличить общую скорость потока и ROI.
Главное правило производства: Все преимущества связаны со скоростью потока правильных материалов и информации.
Я искренне надеюсь, что вы осознали простую истину, что совершенно разные управленческие концепции имеют общее направление, а именно – совершенствование производственного потока. Фокусируясь на одной идеи, вы ограничиваете свои возможности идеями только нескольких людей. Поэтому перестаньте забивать гвозди руками, потому что без ссадин вам не обойтись, да и результата хорошего не будет. Для каждой проблемы используйте тот инструмент, который больше всего подходит для вашего предприятия. Представьте горизонт открывающихся возможностей, если бы вам в работе помогали все, начиная от Адама Смита до Элияху Голдратта. Как писал Исаак Ньютон, в своем письме Роберту Гуку 1676 года – «Если я видел дальше других, то потому, что стоял на плечах гигантов».
Источник
Современные методологии управления производством
Введение
Наша команда занимается автоматизацией нескольких заводов и, понятное дело, новые станки и информационные системы сильно влияют на работу людей и их взаимодействие. В этой статье я решил разобраться в основных методологиях управления производством на заводах. Обзор методологий сделан с акцентом на концепции, с которыми мне доводилось иметь дело лично.
В XX веке доминировала методология управления производством получившая название «Фордизм», по имени своего основоположника Генри Форда. Фордизм — модель массового производства стандартизированных товаров на сборочных конвейерах с использованием низкоквалифицированных работников, занятых простыми операциями и объединенных на крупных фабриках. Такое производство обладает «эффектом масштаба» и отличается низкой себестоимостью единицы продукции, доступной массовому потребителю. Один из основных постулатов фордизма: «Производить большие партии изделий выгоднее, чем мелкие», прочно укоренился в головах управленцев XX века.
На мой взгляд, сейчас пришло время, когда выпускать большие партии изделий могут только гиганты, а основная масса мелких и средних заводов должна быть гибкой, производя небольшие партии изделий под запросы своих клиентов.
Рождение новых методологий
Со второй половины XX века (после второй мировой войны) предпринималось множество попыток модифицировать фордистскую модель. В частности на заводах «Тойота» в 50х годах стали ставить эксперименты, адаптируя американские концепции массового производства к реалиям послевоенной промышленности Японии. Тогда была переделана система крепления прессового инструмента, чтобы сделать его замену более быстрой. Потом были и другие новаторские решения и открытия, со временем сложившиеся в новую методологию — Lean Manufacturing (LM) – Бережливое производство.
В 80х и 90х появился целый зоопарк методологий и парадигм по управлению производством, среди которых подробнее остановлюсь на двух: Quick Response Manufacturing (QRM) – Быстрореагирующее производство и Agile Manufacturing (AM) – Активное производство. Современные, более гибкие по сравнению с фордизмом методологии, часто объединяют термином «постфордизм».
Важнейшие различия между фордизмом и постфордизмом заключаются в том, что фордизм основан на продукте и больших объёмах производства, новые методологии ориентированы на клиента и возможность выпуска небольших партий за счет гибкой переналадки оборудования.
В постфордизме рабочая сила выступает носителем компетенции и источником развития, работает командой, в отличие от фордизма, где люди нанимаются на отдельные места. В фордизме допускается определенный уровень брака, тогда как новые концепции предполагают абсолютное качество. И ради его достижения инновации могут вносить не только специалисты, но и все рабочие производства.
Ниже приведена таблица основных отличий фордисткой и постфордисткой концепций промышленного производства [1].
| Признак | Фордизм | Постфордизм |
|---|---|---|
| Базисная ориентация | Продукт | Клиент |
| Снижение стоимости единицы продукции | За счет объёмов | За счет быстрой переналадки оборудования |
| Работник | Рабочая сила (Узкие, малоквалифицированные рабочие) | Носитель компетенций (вектор развития, многофункциональные специалисты) |
| Организационная форма | Отдельные рабочие места | Командная работа |
| Отношение к браку | Допустимый уровень | Абсолютное качество |
| Инновации осуществляются | Специалистами | Всем персоналом |
Сейчас подробнее о каждой из рассматриваемых новых методологий
Бережливое производство (Lean Manufacturing, LM)
Цель LM – производить продукцию с постоянным уменьшением усилий людей, с меньшим объемом применения аппаратуры, как можно быстрее, на минимальном пространстве и при том делать то, что ожидает купить клиент. Эта концепция родилась в послевоенной Японии, тогда промышленность страны испытывала нехватку во всем: в ресурсах, материалах, аппаратуре, кадрах, и не могла рассчитывать на помощь государства. Япония мобилизовала свои силы и стала рационально использовать любые ресурсы, одновременно находясь в процессе поиска, выявления и ликвидации потерь любого масштаба.
Брак стал одной из самых больших потерь, а потому много сил было потрачено на то, чтобы его предотвращать. В «Тойоте» появилось правило — брак не допустим в принципе. Тайити Оно (1912—1990), один из создателей производственной системы компании Тойота, выделил 7 видов потерь:
- потери из-за перепроизводства;;
- потери времени из-за ожидания;
- потери при ненужной транспортировке;
- потери из-за лишних этапов обработки;
- потери из-за лишних запасов;
- потери из-за ненужных перемещений;
- потери из-за выпуска дефектной продукции.
Позже к видам потерь были добавлены:
- нереализованный творческий потенциал сотрудников.
- перегрузка рабочих, сотрудников или мощностей при работе с повышенной интенсивностью.
В LM устранение потерь и оптимизация процессов производства осуществляются не от случая к случаю, а становятся постоянным делом. Усовершенствование осуществляют все работники, а не только высококвалифицированные специалисты. Непосредственно с LM связывают открытие, что уменьшение времени переналадки оборудования и увеличение гибкости производства позволяют быстро создавать небольшие партии товара и конкурировать с масштабным производством аналогичных товаров.
Впоследствии, в рамках концепции бережливого производства было выделено множество элементов, каждый из которых представляет собой определённый метод: Поток единичных изделий, Канбан, Всеобщий уход за оборудованием, Система 5S, быстрая переналадка (SMED), Кайдзен, Защита от дурака.
Некоторые методы сами претендуют на статус самостоятельной производственной методологии.
Сегодня концепция LM используется в тысячах компаний, занимающихся производством, и даже, в организациях, не связанных с промышленностью вообще. Вот довольно внушительный список компаний использующих LM в России (рис 1) 
Надо сказать, что Lean Manufacturing связан со многими методологиями, появившимися в конце XX века, в частности с
- «Шесть сигм» (Six Sigma), нацеленную на снижение вариабельности процессов и стабилизацию характеристик продукции.
- Всеобщее управление качеством (англ. Total Quality Management, TQM) — общеорганизационный метод непрерывного повышения качества всех организационных процессов. TQM был популярен в конце 80-х и начале 90-х, однако позже уступил ISO 9000, Lean Manufacturing и Six Sigma.
Эти три методологии содержат множество похожих инструментов и методов, а также похожую философию.
Быстрореагирующее производство (Quick Response Manufacturing, QRM)
Происхождение бережливого производства связано с компанией Тойота, особенность которой – постоянные большие объёмы выпускаемой продукции. Однако за последние несколько лет произошёл быстрый рост количества функции, предлагаемых производителями своим заказчикам, это связанно в частности с:
- Развитием CAD/CAM (системы автоматизированного проектирования и производства), позволяющим компаниям разрабатывать «под клиента», а потом производить продукцию без несения высоких дополнительных расходов.
- Развитием Интернет, который позволяет покупателю/заказчику без труда оценивать огромное количество функций и делать свой выбор.
Данные тенденции развития дают основания полагать, что в XXI веке будет расти спрос на небольшую по объёму и крайне разнообразную продукцию с такими функциями, которые пожелают сами заказчики/покупатели. На этой почве и появилась методология QRM, которая была сформирована американским математиком Раджан Сури и подробно описана в его монографии вышедшей в свет в 1998 году.
Итак, быстрореагирующее производство (QRM) – используемая компаниями стратегия для сокращения времени выполнения заказа, которая охватывает всё предприятие. Цель QRM – сократить время выполнения заказа за счет всех операций компании, как внутренних, так и внешних.
Почему скорость выполнения заказа является основополагающим понятием QRM отлично иллюстрирует простой пример (рис 2). Данные на графике взяты из реальных показателей компании Midwest. Синим цветом показано реальное время выполнение заказа (когда кто-то делает работу), белым – общее время выполнение заказа. 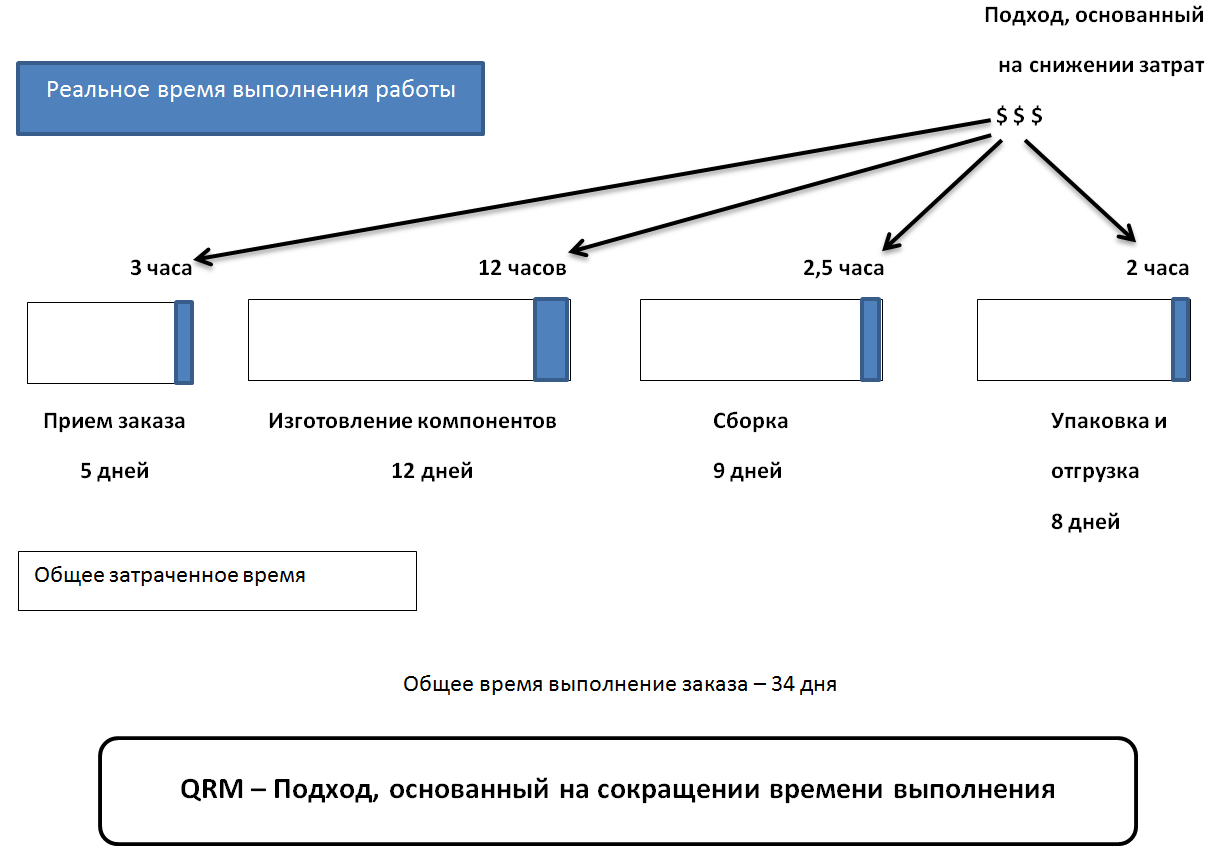
Обычный заказ лежит 5 дней в отделе приема заказов, прежде чем его отправят на производство, потом уходит 12 дней находится на изготовление компонентов, 9 дней на сборку и 8 дней на то, чтобы уже выполненный заказ упаковали и отправили заказчику. В итоге на выполнение заказа уходит 34 дня (белый цвет). Если сложить участки серого цвета, то получим 19,5 часов, т.е меньше 3 дней при восьми часовом рабочем дне. Остальное время – это когда данной работой никто не занимается. По словам Сури, данное соотношение не является случайным, во многих производственных проектах реальное время работы составляет менее 5% от времени выполнения заказа.
Бережливое производство и другие похожие методологии, основанные на снижении затрат, направленны на сокращение реального времени работы, QRM ориентирован на снижение всего времени выполнения заказа.
Снижение всего времени выполнения заказа потенциально дает гораздо больший эффект, поскольку именно простои между реальными работами над заказом занимают большую часть времени. Снижение времени выполнения заказа, как правило, понижает стоимость продукта, повышает его качество и делает всю компанию более конкурентно способной [2].
Общий знаменатель QRM называется критическим путем производства (КПП, Manufacturing Critical-path Time) – календарное время, отсчет которого начинается, когда заказчик делает заказ, проходящий по критическому пути, и заканчивается тогда, когда первое изделие данного заказа поставлено заказчику. Ключевая идея КПП, сравнить количество «серого времени», уходящего на реальные операции, с общим показателем КПП.
Фраза «проходящий по критическому пути», означает, что при подсчете КПП вы должны сделать допущение, что все виды деятельности осуществляются с чистого листа, нет никаких предварительно созданных заготовок, присутствуют очереди, ожидания и задержки в операциях.
На протяжении всей книги [2] Сури показывает громадные потери предприятия в следствии длинного КПП, а также описывает инструменты уменьшения КПП.
Основные концепции QRM:
- Бизнес построенный при работе «для склада» (когда, чтобы быстрее выполнить заказы, основная номенклатура продуктов производиться заранее и кладется на склад), из-за ошибок планирования и изменчивости спроса приводит увеличению КПП, и в итоге к тому что компания не может быстро реагировать на потребности клиентов. Если сильно упростить – лучше инвестировать в станки и стандартно быструю реализацию заказов, чем в склады.
- Переход от функциональных цехов к QRM-ячейкам. Ячейка – это набор независимых (отделенных от остальной компании), сочетаемых друг с другом многофункциональных ресурсов (людей и станков). QRM-ячейка направлена на выполнение всех видов работ вокруг определенного рыночного сегмента (например, конкретный тип продукции). В философии QRM-ячейки можно проследить некоторую аналогию с Scrum командой.
- Иметь в запасе мощность до 20% для наиболее часто используемого оборудования. Это необходимо для предупреждения «пробок», уменьшает КПП и делает предприятие более готовым в изменчивости спроса.
- Поиск непроизводительного времени с уровня цеха и до управления предприятием, служб маркетинга и логистики. Как показывает практика, больше всего времени расходуется впустую в офисах, а не на производстве.
- Ориентация работников всех подразделений на единую цель – снижение временных затрат. Важно то, что учитывается не только время на те или иные процедуры, но и общее время от заказа до его отгрузки клиенту. Единая цель, к которой стремятся рабочие, а отсюда и единые параметры оценки работы для ее достижения, сплачивают команду работников.
К сожалению не нашёл нормальных примеров внедрения QRM в России, есть информация о применении на Челябинском компрессорном заводе и ещё нескольких предприятиях, но в целом данных по России очень мало. Думаю, что время QRM в России ещё придёт.
Все знают что время – деньги, но на самом деле время – гораздо большие деньги, чем полагают большинство менеджеров! (Чак Гейтс, президент компании).
Активное производство (Agile Manufacturing, AM)
В 2012 моя компания разорилась, в компании работало всего десять человек, мы делали информационные системы под заказ. Случались периоды, когда заказов было не достаточно, чтобы была работа для всех программистов, тем не менее, зарплату нужно было платить всем. Тогда меня заинтересовала идея новой методологии управления компанией, позволяющей легко расширяться и сужаться в зависимости от числа заказов, а в более общем случае быстро реконфигурировать трудовые и материальные ресурсы.
Позднее мы выстроили новую компанию (после того как я отдал все долги!), а принципы которые легли в основу работы компании оказались очень близки в Agile Manufacturing (далее AM). AM находится в стадии формирования, пока это не методология, а набор принципов, литературы и информации в интернет мало, тем не менее, думаю что идеи AM будут интересны и полезны аудитории хабра.
Сегодня одной из главных проблем для промышленных компаний становиться проблема неопределенности и быстрых изменений в бизнес среде. AM – это стратегия управления компанией, цель которой сделать производственную компанию более устойчивой к кризисам, переменам спроса и другим непрогнозируемым изменениям. Президент корпорации Хонда, в интервью журналу Business Week, по этому поводу отметил, что: “Мы обязаны стать очень гибкими для того, чтобы быстро реагировать на непредсказуемое будущее. Век agility (активного производства) уже наступил”.
Для компаний, работающих по AM, свойственна способность быстро реконфигурировать трудовые и материальные ресурсы, чтобы не упускать возможности заработать и избегать неприятностей. Основным преимуществом концепции AM является умение оперативно подстраиваться под изменяющуюся ситуацию и работать в условиях неопределенности на рынке. AM подходит для отраслей, где высок уровень неопределенности (например ИТ, потребительская электроника).
- Постоянная готовность к изменениям и ответ на них с помощью сценарных стратегий.
Таким образом, особое внимание, в компаниях типа AM уделяется минимизации потерь от возможных, неожиданных негативных изменений, таких как потеря контрактов или рынка производимого изделия. Одновременно, многодисциплинарная, быстро расширяемая, команда и разветвленная партнерская сеть
создают предпосылки для того, чтобы быстро реагировать на неожиданно открывающиеся возможности.
Сравнение методологий и заключение
Три рассмотренные методологии отличаются в первую очередь стратегической ориентацией. LM нацелено на создание большего с помощью минимальных средств. Иными словами, LM постоянно выявляет потери любого плана и их ликвидирует. QRM нацелено на единственную цель – уменьшение времени цикла производства от получения заявки и до сдачи продукта заказчику. У AM главной целью является совершенствование возможностей для работы в условиях неопределенности и изменчивости рынка.
Выбор той или иной методологии зависит от объёмов производства, а также от отрасли в которой работает компания. Если производство серийное, то главная задача как правило — это минимизация расходов т.е.- LM. Компании, создающие небольшие партии продукта, должны уметь выполнять заказы быстро, поэтому интереснее ориентироваться на QRM. Те, кто работает с индивидуальными заказами — могут выбрать AM.
Если говорить об инновациях, то с ними гораздо проще AM компаниям, а LM труднее всего. Ведь главным плюсом AM производства является способность работать во всегда изменяющемся поле, разбираясь с индивидуальными проблемами. QRM занимает среднее положение.
Источник



