
Уплотнение газового стыка гильзы цилиндров ДВС
15 январь 2017, 19:26
Для одноцилиндрового двигателя, работавшего с относительно малыми давлениями газа, уплотнение стыка между цилиндром и головкой не являлось большой проблемой.
Ситуация усложнилась с появлением многоцилиндровых двигателей. Отдельные или попарно сблокированные цилиндры и соответствовавшие им отдельные на каждый цилиндр или пару цилиндров головки — стремление обеспечить надежный газовый стык. Поскольку нарушение этого стыка опасно не столько из-за утечки рабочего тела, сколько из-за попадания охлаждающей жидкости в цилиндр и картер со всеми вытекающими последствиями. Точно обработать две достаточно большие взаимосоединяющиеся плоскости (блоки и головки) можно, но при прогреве двигателя до рабочей температуры неизбежно возникало коробление указанных поверхностей вследствие тепловых деформаций. При увеличении силы затяжки шпилек или болтов, крепивших головку, тоже возникли деформации. Для увеличения числа шпилек или болтов необходимо было место для их размещения.
Существенное улучшение ситуации возникло с появлением достаточно надежных асбестометаллических прокладок и особенно с началом широкого применения в двигателестроении (по меньшей мере для небольших двигателей автомобильного типа) алюминиевых сплавов.
Легко деформировавшиеся асбестометаллические прокладки при затяжке болтов компенсировали неточность обработки и тепловые деформации головки и блока. Надежному уплотнению стыка способствовали и менее жесткие головки из алюминиевых сплавов. И тем не менее на многих современных двигателях большого литража со сблокированными цилиндрами и вставными гильзами сохранились индивидуальные на каждый цилиндр головки. Не говоря уже о двигателях воздушного охлаждения, в которых самой распространенной конструкцией является индивидуальное крепление цилиндров и головок к картеру. Однако дальнейшее форсирование двигателей, повышение максимального давления газа заставили конструкторов вспомнить о двигателях Бугатти с единой отливкой блока цилиндров и головки.
Гильзы цилиндров
С появлением блок-картера у автомобильных двигателей или блок-рамы на судовых двигателях стали использовать съемные гильзы цилиндров, что делало их более ремонтопригодными и повышало срок службы двигателя. Кроме того, представилась возможность экономить дорогостоящие легированные материалы. Для того чтобы обеспечить износостойкость поверхности (зеркала) цилиндра, необходимо было применять качественный материал на всю отливку двигателя или запрессовать износостойкие гильзы, которые можно было растачивать на ремонтный размер, но трудно заменять на новые.
Но технология изготовления и материалы в принципе оставались прежними — литье черных металлов в земляные формы (малогабаритные гильзы автомобильных и тракторных двигателей отливались на центробежных литейных машинах).
Уже в 50-е гг. появились блок-картеры, отлитые из алюминиевых сплавов. Они позволяли существенно уменьшить массу двигателя. В 60-х гг. освоена новая технология — литье легких сплавов под давлением. Основным достоинством такой технологии является высокая степень автоматизации. Широкому внедрению ее способствовало и то обстоятельство, что автомобильные двигатели стали выпускаться огромными сериями — по 200. 400 тыс. шт. в год и более, и применение сложных и дорогостоящих литейных автоматов оказалось вполне рентабельным. Несколько изменилась и конструкция блока: цилиндр стали фиксировать по нижнему пояску (см. рис. 92, а). Американскими инженерами в 70-е гг. были разработаны литейные сплавы и режимы литья, позволяющие создать достаточно износостойкую поверхность цилиндра, отлитого из алюминия как одно целое с блок-картером на автоматической машине (рис. 92, б). Но такие блоки потеряли основное достоинство — жесткость. Кроме того, повысилось изнашивание из-за разности в тепловых расширениях цилиндра и стенки блока и увеличились возникавшие при этом деформации поверхности цилиндра. Конечно, можно применить для таких блоков конструкцию с дополнительной верхней плитой, в гнезда которой устанавливали цилиндры (рис. 92, в). Этим достаточно широко пользовались автоспортсмены при доводке двигателей с алюминиевыми блоками. Сохранились все преимущества автоматизированного литья, цилиндр разгружался от тепловых деформаций в осевом направлении.
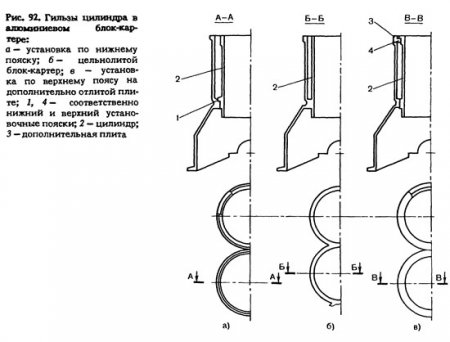
Но двигатели со вставными гильзами с фиксацией по верхнему или по нижнему пояску неизбежно увеличивались по длине по сравнению с теми, у которых цилиндры были отлиты как одно целое с блок-картером. В результате снижалась жесткость двигателя и увеличивалось изнашивание подшипников коленчатого вала. Расход металла на увеличение длины двигателя и компенсацию потери жескости возрастал.
В настоящее время наметилась тенденция возврата к конструкции с цельнолитыми блок-картером и цилиндрами.
Источник
Способы уплотнение гильз цилиндров
Гильзы цилиндров (сухие и мокрые).
Внутреннюю тщательно отполированную поверхность 2 (рис. 1, а) цилиндра называют зеркалом цилиндра. Точная обработка этой поверхности (ее овальность и конусность должны быть не более 0,02 мм) обеспечивает легкость движения поршня и плотное прилегание его к цилиндру.
Блок-картеры выполняются со вставными гильзами из легированных чугунов, обладающих большой износостойкостью и высокими механическими качествами. Применение вставных гильз позволяет увеличить срок службы блок-картера (путем замены изношенных гильз новыми) и упрощает его отливку.
Гильзы называются мокрыми (рис. 1, б), если они омываются охлаждающей жидкостью с наружной стороны, или сухими (рис. 1, в), если они установлены в предварительно расточенный цилиндр блок-картера. Мокрые гильзы цилиндров применяются в большинстве автотракторных двигателей: А-41 (рис. 42), Д-240 (рис. 1, а ) , 24Д (рис. 1, г). Сухие гильзы применяются при ремонте цилиндров. Толщина стенок мокрых гильз составляет 6—8 мм, а сухих—2—4 мм.
Наибольший износ наблюдается в верхней части цилиндра, находящейся под воздействием высоких температур и коррозионного влияния отработавших газов. Для уменьшения износа в верхнюю часть цилиндров двигателей ГАЗ-52 и гильзы 7 (рис. 1, г) цилиндров двигателей 24Д, ГАЗ-53 и ЗИЛ-130 запрессованы короткие вставки 10, изготовленные из антикоррозионного (кислотоупорного) чугуна.
Цилиндры двигателей с воздушным охлаждением (Д-21А1 и Д-37Е) крепятся на шпильках к картеру и гильз не имеют.
У многих двигателей для повышения износостойкости внутреннюю поверхность гильз подвергают закалке на глубину 1,5—3 мм с нагревом токами высокой частоты.
Мокрую гильзу в гнездо блок-картера 8 (рис. 44, б и г) устанавливают так, чтобы предотвратить утечку жидкости из водяной рубашки в гильзу и поддон картера. Кроме того, гильзе должна быть обеспечена возможность изменения длины при нагревании и охлаждении. На рисунке 1, б показана установка мокрой гильзы цилиндра в блок-картер двигателя Д-240. Нижним пояском буртик 4 опирается на основание
Цилиндрической выемки в верхней плоскости блок-картера 8. На нижнем поясе блок-картера сделана кольцевая канавка, в которую закладывают уплотняющее резиновое кольцо 9. Это кольцо несколько выступает над поверхностью пояса блок-картера. При установке гильзы в блок-картер резиновое кольцо обжимается и, заполняя все пространство кольцевой канавки, создает надежное уплотнение между гильзой и блок-картером. Торец гильзы несколько выступает над верхней плоскостью блок-картера, что обеспечивает лучшее обжатие прокладки 6 и создает надежное уплотнение от прорыва газов из цилиндра. На верхней плоскости торца гильзы имеется узкий выступающий поясок.
Усилия от затяжки шпилек головки цилиндров передаются через этот поясок на основание цилиндрической выемки блок-картера, в результате чего уменьшается деформация гильзы. После установки гильзы цилиндрические поверхности ее буртика 4 и выемки на верхней плоскости блок-картера не должны соприкасаться.
В двигателе 24Д (рис. 1, г) гильза цилиндра не имеет верхнего опорного буртика, а между основанием нижнего выступа блок-картера
И опорной поверхностью нижнего буртика гильзы цилиндра устанавливается медная кольцевая прокладка 11.

Рис. 1. Гильзы цилиндров:
А — гильза цилиндра двигателя Д-240: б — установка мокрой гильзы цилиндра двигателя Д-240 в блок-картер; в — установка сухой гильзы цилиндра в блок-картере; г — установка мокрой гильзы цилиндра двигателя 24Д в блок-картер; 1 и 3 — установочные пояса гильзы; 2 — зеркало гильзы цилиндра; 4 —буртик; 5 — водяная рубашка блок-картера; 6 — прокладка головки цилиндров: 7— гильза цилиндра; 8— блок-картер; 9 — уплотняющее резиновое кольцо; 10 — вставка; 11 — уплотняющая медная прокладка.
Источник
Способы уплотнение гильз цилиндров
Цилиндр работает в условиях резко переменных давлений в надпоршневой полости. Стенки ее соприкасаются с пламенем и горячими газами, раскаленными до температуры 1500…2500°С, а средняя скорость скольжения поршня по стенкам достигает 11…17 м/с. Кроме того, в этой зоне происходит перекладка поршня, сопровождаемая ударными нагрузками на стенки цилиндра. Под действием высокого радиального давления колец происходит разрыв масляной пленки на стенках цилиндра – резко повышается трение, что приводит к интенсивному изнашиванию цилиндра и колец.
Продукты неполного сгорания, в первую очередь оксиды азота, вместе с водяными парами образуют агрессивную среду, являющуюся причиной коррозионного изнашивания. Интенсивность коррозионного изнашивания увеличивается при эксплуатации двигателя с пониженным температурным режимом (320…330 К). Износ цилиндров, колец и поршней увеличивается при наличии в масле абразивных частиц, поступающих в цилиндр двигателя вместе с воздухом при его некачественной очистке в воздухоочистителе, с топливом и маслом при некачественной заправке и фильтрации. Темпы абразивного изнашивания на 60…80 % превосходят темпы коррозионного, поэтому необходимо применять специальные меры для пылезащиты двигателя. Металл цилиндров должен обладать хорошими литейными свойствами и легко обрабатываться на станках.
В соответствии с этими требованиями основным материалом для цилиндров служит перлитный серый чугун с небольшими добавками легирующих элементов (никель, хром и др.), а также высоколегированный чугун, сталь и алюминиевые сплавы с хромовыми и другими покрытиями внутренних стенок. Поверхности последних подвергают закалке ТВЧ и тщательно обрабатывают, получая после шлифовки зеркальную поверхность — зеркало цилиндра. В случае изготовления блока цилиндров совместно с гильзами из алюминиевого сплава на внутреннюю поверхность гильз производится плазменное напыление стали и молибдена (рис.1).

Высокая температура газов в надпоршневой полости и большое количество теплоты, выделяющейся при трении поршня и поршневых колец о зеркало цилиндра, вызывают интенсивный нагрев стенок, вследствие чего возникает необходимость в постоянном отводе от них теплоты. Достигают это непрерывным охлаждением стенок цилиндров жидкостью или воздухом. Даже кратковременное прекращение такого охлаждения приводит к аварии и выходу из строя двигателя. На прогретом двигателе температуру стенок поддерживают в пределах 100…150°С. Более высокую температуру имеют при этом стенки верхней зоны цилиндров, омываемые наиболее горячими газами. В двигателях с воздушным охлаждением отдельные участки верхней зоны цилиндров нагреваются до 170…180°С, а средняя температура их стенок всегда бывает выше, чем при жидкостном охлаждении. В зависимости от способа охлаждения конструкция цилиндров и всего двигателя приобретает свои характерные особенности.
Цилиндры двигателей воздушного охлаждения отливают индивидуально, а для увеличения теплоотвода наружную поверхность их снабжают ребрами треугольного и реже прямоугольного сечения (рис.2).

Следовательно, при воздушном охлаждении цилиндр, строго говоря, состоит из двух конструктивных элементов: гильзы, или, как ее называют иногда, втулки и оребрения. Размер ребер и межреберных промежутков выбирают из условий, чтобы оребрение оказывало возможно меньшее сопротивление потоку охлаждающего воздуха и в то же время было достаточно развитым и обеспечивало нужную интенсивность теплоотвода. В существующих конструкциях площадь поверхности оребрения цилиндра примерно в 10 раз превышает площадь его зеркала в зоне оребрения.
В ДВС с воздушным охлаждением применяют как монолитные, так и комбинированные цилиндры. Первые из них отливают из чугуна, реже делают стальными, а в малых двигателях применяют также алюминиевые сплавы с хромированной поверхностью зеркала. Ребра отливают вместе с гильзой и механически не обрабатывают или нарезают на станках. Известен также способ навивки ребер из тонкой ленты (с развальцовыванием ее у основания). Чаще используют первый, наиболее простой и экономически выгодный метод. Комбинированные цилиндры представляют собой алюминиевую оребренную основу с запрессованной в нее, например, чугунной гильзой (рис.3). В таких цилиндрах высокая износостойкость сочетается с хорошим теплоотводом, так как теплопроводность алюминиевых сплавов в три-четыре раза выше теплопроводности чугуна.

Цилиндры двигателей с жидкостным охлаждением в отличие от рассмотренных оребренных изготовляют с полостью под охлаждающую жидкость, что значительно усложняет их конструкцию. Внутренние стенки образуют гильзу цилиндра, а внешние, более тонкие, стенки – его рубашку. Стенки рубашки охватывают гильзовую часть цилиндра так, что между ними образуется полость для циркуляции охлаждающей жидкости. Из соображений облегчения ремонта и увеличения срока службы цилиндров с жидкостным охлаждением их часто изготовляют комбинированными, со вставками на всю длину зеркала цилиндра и с легкосъемными гильзами. В 50…60-х годах прошлого века широко применяли также короткие вставки (около 50 мм длины), изготовлявшиеся из аустенитного износостойкого чугуна нирезист. Их запрессовывали в верхнюю наиболее изнашиваемую зону цилиндра и обрабатывали совместно с зеркалом цилиндра (гильзы). Срок службы цилиндров с такими вставками увеличивался в 2,5…3 раза. В настоящее время в связи с резким улучшением качества горюче-смазочных материалов и совершенствованием фильтров для воздуха и масла дорогостоящие нирезистовые вставки утратили свое значение. Вставки, запрессовываемые на всю длину цилиндра не соприкасаются с охлаждающей жидкостью, вследствие чего их называют сухими гильзами (рис.4).

Сухие гильзы не ослабляют общую жесткость цилиндра, но несколько усложняют его конструкцию и удорожают производство, поэтому в двигателях автомобилей с жидкостным охлаждением их используют сравнительно редко. При ремонтах двигателя, связанных с расточкой цилиндров, сухие гильзы сохраняют до тех пор, пока их ремонтный размер находится в допускаемых пределах.
Легкосъемные гильзы устанавливают в цилиндры свободно с гарантированным зазором (≈ 0,08 мм). Это большое их достоинство. В случае износа их легко заменяют новыми или другими, заранее отремонтированными. Легкосъемные гильзы непосредственно омываются охлаждающей жидкостью, циркулирующей в рубашке охлаждения, в связи с чем их называют мокрыми гильзами (рис.5).

Они имеют, как правило, опорный пояс или фланец и один или два установочных пояса с наружной стороны гильзы. С помощью установочных хорошо обрабатываемых поясов гильзу центрируют в соответствующих гнездах цилиндра, а опорный фланец фиксирует их положение по высоте цилиндра. Нижний установочный пояс гильз уплотняют с помощью резиновых или медных колец. Резиновые кольца чаще всего круглые, примерно 4-миллиметровые в количестве 2…3 шт. ставят с натягом обычно на нижнем утолщенном установочном поясе гильзы в специально сделанные для этой цели проточки (рис. 6,а).

1 – блок-картер; 2 – рубашка охлаждения; 3 – вставка; 4 – гильза цилиндра; 5 — уплотнительные кольца (резиновые или медные, устанавливаемые под бурт); 6 – антикавитационное кольцо; 7 – медная прокладка
Если резиновые кольца не ставят на гильзу, то ее нижний установочный пояс изготовляют без утолщения (рис. 6,б). Глубину проточек делают меньше сечения резинового кольца, поэтому последние несколько выступают из канавок, а при установке гильзы в гнездо деформируются и надежно уплотняют стык. При использовании резиновых колец прямоугольного сечения нижний установочный пояс снабжают буртиком. Уплотнительное кольцо надевают с натягом непосредственно на нижний установочный пояс гильзы, а в центрирующем гнезде цилиндра делают соответствующий уступ, к которому резиновое кольцо плотно прижимается буртиком гильзы (рис. 6,в). Применение медного уплотнительного кольца показано на рис. 6,г. Легкосъемные гильзы при этом имеют только один удлиненный нижний установочный пояс, к которому вплотную примыкает опорный фланец гильзы. Между этим опорным фланцем и уступом в центрирующем гнезде цилиндра и зажимают уплотнительное кольцо. Это же кольцо используется для регулирования положения гильзы по высоте. В верхней зоне цилиндра такая гильза совсем не соприкасается со стенками рубашки охлаждения, а имеет только небольшое утолщение, которое улучшает уплотнение, ее газового стыка, достигаемого с помощью прокладки, которую устанавливают между цилиндром и его головкой. Однако данная конструкция гильзы приводит к некоторому короблению ее при затяжке головки цилиндров.
Для обеспечения уплотнения газового стыка верхняя торцовая плоскость гильзы выступает над плоскостью блока на 0,05…0,15 мм.
В дизелях под действием значительных динамических нагрузок при перекладке поршня стенки гильзы могут совершать колебания в радиальном направлении. Так как стенки гильзы окружены жидкостью, то в ней может начаться кавитация, что приводит к износу, а иногда и разрушению внешней поверхности гильзы и блока.
Для предотвращения кавитационного разрушения на гильзах некоторых двигателей протачивают специальную канавку, в которую вставляют антикавитационное кольцо 6 (рис.6,а) прямоугольного сечения. Оно расположено между гильзой и отверстием в блоке цилиндров и, кроме того, через него нижний пояс гильзы опирается на кромку отверстия блока. В сборе с гильзой кольцо устанавливают в блок с натягом, что уменьшает амплитуду колебаний гильзы цилиндров.
В бензиновых двигателях, вследствие меньших максимальных нагрузок и более плавной перекладки поршня, явления кавитации практически не наблюдается.
Источник



