
- Упаковка и хранение сливочного масла
- Упаковка, маркировка и хранение сливочного масла
- Фасование и упаковывание сливочного масла, маркировка тары и хранение масла
- Фасование и упаковывание сливочного масла в транспортную тару
- Фасование сливочного масла в потребительскую тару
- Фасование брикетами
- Подготовка масла к фасованию брикетами
- Масло, выработанное методом сбивания сливок в маслоизготовителях непрерывного действия
- Фасование батончиками
- Фасование масла в жесткую тару
- Характеристика фасуемого масла
- Фасование масла в жестяные банки
- Характеристика фасуемого масла
- Маркировка транспортной тары на заводе-изготовителе
- Маркировка масла в потребительской таре
- Хранение сливочного масла на заводах-изготовителях
Упаковка и хранение сливочного масла
Упаковочные материалы и тара для сливочного масла
Упаковочные материалы должны обладать газо- и светонепроницаемостью, паро- и жиронепроницаемостью, хорошей механической прочностью и эластичностью, иметь привлекательный внешний вид и быть удобными для использования. Их назначение — придать продукту хороший товарный вид, защитить от всевозможных загрязнений, предохранить поверхностный слой от высыхания и окисления. Упаковочные материалы должны быть безвредными. Они не должны содержать веществ, которые могут растворяться и переходить в продукт, придавать ему посторонние вкусы и запахи, прилипать к маслу.
Для упаковывания сливочного масла используют в случае фасования крупными монолитами (в ящики) пергамент марки А, полимерные материалы — «Повиден», полиэтилен и другие разрешенные материалы в виде специальных пакетов-вкладышей. При порционном фасовании применяют пергамент марки В, алюминиевую каптированную фольгу, полимерные материалы («Повиден», этрол и др.), банки из лакированной белой жести.
Для упаковывания топленого масла применяют деревянные бочки (эмалированные внутри специальной казеиновой эмалью либо жидким стеклом или со специальными пакетами-вкладышами из полимерных материалов, разрешенных Министерством здравоохранения), алюминиевые фляги, стеклянные и металлические банки.
Молочный жир упаковывают в ящики со специальными пакетами-вкладышами (массой 20 кг).
Новый упаковочный материал (разрешенный для упаковки высокожирных продуктов) — этрол. Он может быть использован для изготовления жесткой тары литьем или выпрессовыванием из ленты.
Лучшим упаковочным материалом, широко используемым в настоящее время, является каптированная фольга (состоит из двух склеенных слоев: алюминиевой фольги толщиной около 5 мкм и пергамента либо подпергамента). Она не пропускает ультрафиолетовые лучи, практически непроницаема для света, пара и воздуха, пропускает лишь 1 г/м 2 водяного пара за 24 ч, придает маслу хороший товарный вид, способствует сохранению качества продукта. Усушка влаги из поверхностных слоев масла, упакованного в кашированную фольгу, в 4-6 раз меньше, чем в пергамент, глубина слоя штаффа соответственно 0,1-0,2 и 2 мм.
Подпергамент используют для выстилания поверхности картонных коробов, бывших в употреблении, для упаковки фасованного масла. Подпергамент используют также для изготовления кашированной алюминиевой фольги.
Пленка «Повиден» при нагревании до 100 °С и выдержке 10 с дает термоусадку: вдоль полотна 25%, поперек 20%, морозостойка — до температуры -25 °С. Цвет ее светло-желтый, бесцветный или окрашенный по заказу потребителя.
Фольга алюминиевая обладает полной непроницаемостью, начиная с толщины 18-20 мкм.
Для кэширования фольги используют пергамент марок В и Б и подпергамент или пергамент массой 30-40 г на 1 м 2 .
Разрушающее напряжение при растяжении полиэтиленцеллофановой пленки при растяжении (в МПа) для I и II сортов в продольном направлении составляет 34,1 и 29,4, в поперечном 19,6 и 17,6. Относительное удлинение при разрыве (в %) для I и II сортов в продольном направлении составляет 30, в поперечном 65.
При фасовке сливочного масла и молочного жира крупными монолитами, особенно предназначенных для длительного хранения, перспективным является использование пленки «Повиден» в виде специальных пакетов-вкладышей, а при фасовании разновидностей масла с пониженной массовой долей жировой фазы — материала этрол в качестве жесткой тары (стаканчики, коробочки).
Упаковывание сливочного масла крупными монолитами включает такие операции, как подготовка тары, заполнение ее маслом, взвешивание тары с маслом, заделка открытой верхней плоскости ящика, заполненного маслом (финиша), и маркирование тары.
Тара для упаковки сливочного масла.
При фасовании масла крупными монолитами используют короба из плотного картона и деревянные ящики, которые внутри перед заполнением их маслом обкладывают пергаментом. Для мелкофасованного масла можно использовать короба из гофрированного картона и из плотного картона, бывшие в употреблении, которые внутри обкладывают подпергаментом.
Сливочное масло (консервное) фасуют также в металлические банки.
Для фасования топленого масла используют стеклянные, жестяные банки, деревянные бочки с эмалированием их внутренней поверхности казеиновым клеем или жидким стеклом либо использованием специальных мешков-вкладышей из разрешенных полимерных материалов. Допускается фасовка в молочные фляги — для местной реализации.
При укладке сливочного масла, фасованного брикетами, используют также ящики из гофрированного картона, при укладке сливочного и топленого масла в металлических и стеклянных банках используют ящики из гофрированного картона и дощатые ящики.
Эмалирование внутренней поверхности деревянных бочек.
Его осуществляют казеиновым клеем и жидким стеклом. Компоненты казеинового клея следующие: кислотный казеин, 20%-ный раствор каустической соды, питьевая вода. На 1 л воды берут 135 г кислотного казеина (или около 400 г казеина-сырца), размолотого и просеянного через сито, и 25 мл 20%-ного раствора каустической соды (20 г каустической соды заливают 80 мл воды и тщательно перемешивают до полного растворения). К требуемому количеству воды (температура 80-85 °С) добавляют заданное количество (20% раствора) каустической соды. Затем в смесь при постоянном перемешивании вносят требуемое количество казеина. Раствор подогревают на водяной бане температурой не выше 86-87 °С. При этом необходимо следить, чтобы клей не пригорел. Подогрев массы ведут в течение 10-15 мин до полного растворения казеина и приобретения клейкости. Заранее приготовленный клей, но не ранее чем за 5 ч до начала использования, перед эмалированием подогревают до температуры 75-80 °С.
В подготовленную бочку вливают 3-4 л клея через отверстие (втулку), которое затем закрывают, а бочку поворачивают так, чтобы покрыть ее внутреннюю поверхность тонким слоем клея. Излишки клея сливают (открыв отверстие), а бочку просушивают на стеллаже: сначала отверстием вниз (3-4 ч), а после затвердевания клея — отверстием вверх. Продолжительность процесса зависит от температуры в помещении и состоянии вентиляции (обычно составляет 10-20 ч). Покрытую клеем внутреннюю поверхность бочки протравливают (ополаскивают) 4%-ным раствором формалина (на 10 мл 40%-ного формалина берут 90 мл воды), который вливают (около 2 л) через отверстие. Остатки формалина после протравливания сливают, а бочки просушивают (на стеллажах отверстием вниз). Через 2-3 ч операцию протравливания повторяют, а бочки окончательно просушивают. Продолжительность сушки составляет 3-5 сут (окончание процесса определяют по исчезновению запаха формалина и твердости эмали).
Жидкое стекло (силикат натрия технический удельной массой 1,43-1,5) разбавляют при перемешивании водой температурой 65-70 °С из расчета получения раствора удельной массой 1,3-1,32 (на каждые 100 кг (69 л) жидкого стекла с удельной массой 1,47 требуется добавить 48 л воды). Раствор нагревают до температуры 90-95 °С и при этой температуре производят эмалирование (силикатирование) бочек. В подготовленную бочку (через втулку) заливают раствор жидкого стекла (5-6 л), быстро закрывают пробкой и бочку перекатывают так, чтобы покрыть ее внутреннюю поверхность тонким и равномерным слоем силиката. Затем излишек жидкого стекла из бочки полностью сливают (после фильтрации ее используют повторно).
Сушат бочки в зависимости от температуры в помещении от 4 до 20 ч при продувании бочек (через форсунки) горячим воздухом из калорифера; продолжительность сушки 20-30 мин.
Характеристика тары для упаковки сливочного масла:
Источник
Упаковка, маркировка и хранение сливочного масла




![]()
![]()
1.4.1.Упаковка сливочного масла
Упаковочные материалы, потребительская и транспортная тара, используемые для упаковывания сливочного масла, должны соответствовать требованиям документов, в соответствии с которыми они изготовлены, должны быть допущены к применению для контакта с пищевыми жировыми продуктами и обеспечивать сохранность качества и безопасность продукта при его транспортировании, хранении и реализации.
Сливочное масло упаковывают:
1. Брикетами в кашированную упаковочную фольгу или в пергамент по ГОСТ 1341, или её заменитель.
2. В стаканчики или коробочки, изготовленные из полистирола или полипропилена.
3. В банки по ГОСТ Р50962, ГОСТ Р51760 изготовленные из полимерных материалов.
4. Батончиками, упакованными в пленку в виде рукавной оболочки.
5. В подарочную и сувенирную тару.
Масса нетто масла в потребительской таре–от 10 до 1000г.
Рекомендуемая масса масла в потребительской таре в зависимости от вида упаковки:
1. Брикеты–от 10 до 500г
2. Бруски–от 500 до 2000г
3. Батончики–от 100 до 1000г
4. Стаканчики, коробочки и банки–от 10 до 500г
5. Подарочная и сувенирная тара–от 100 до 1000г
При укладке масла в транспортную тару каждый ряд потребительской тары, при необходимости, разделяют горизонтальными уплотненными прокладками из картона по ГОСТ 9347 во избежание деформации упаковочных единиц. [1]
1.4.2.Маркировка сливочного масла
Маркировку каждой единицы потребительской упаковки, транспортной тары и групповой упаковки масла осуществляют в соответствии с требованиями, установленными нормативными правовыми актами РФ и ГОСТ Р 52253, наносят на этикетку или указывают непосредственно на упаковочном материале.
При формировании наименования масла рекомендуется использовать термин «масло сливочное» и ассортиментное наименование без указания классификационной характеристики по массовой доле жира. Для масла, изготовленного с использованием закваски и соли, дополнительно должны указываться следующие характеристики: кисло-сливочное и соленое; а при добавлении витаминов–витаминизированное.
Наименование масла может быть дополнено фирменным наименованием изготовителя.
Наименование масла на потребительской таре указывают на большей по площади стороне брикета, не имеющей стыков упаковочного материала и на крышке или на боковой стороне стаканчиков, коробочек, банок и других упаковок, если не позволяет размер крышки. Вблизи от наименования масла указывают значение массовой доли жира, массы и обозначение настоящего стандарта.
Маркировку на транспортную тару наносят путем наклеивания этикетки, изготовленной типографическим способом, или при помощи трафарета, маркиратора или другого приспособления, обеспечивающего ее четкое прочтение. А также необходимым реквизитом на упаковке масла является дата производства и дата упаковывания, которую наносят маркиратором или любым другим приспособлением, обеспечивающим ее четкое прочтение, как на потребительскую, так и на транспортную тару.[1]
1.4.3. Хранение сливочного масла
Хранение масла на холодильниках и в розничной торговле осуществляется при различных температурах, но относительная влажность воздуха должна быть не выше 80%. Масло кратковременно хранят при положительных температурах от 6 до 0 °С и длительное время — при отрицательных от -5 до -25 °С. Хранение масла при положительных температурах, особенно с повышенным содержанием плазмы и СОМО, приводит к интенсивной порче продуктов. За счет активизации деятельности ферментов, микроорганизмов, процессов окисления, осаливания молочного жира ухудшаются вкус и запах, появляется салистый, прогорклый или рыбный привкус, происходит плесневение поверхности масла. Соленое и кислосливочное масло лучше сохраняются при положительных температурах по сравнению с другими за счет угнетающего действия соли и молочной кислоты на микроорганизмы.
Хранение при низких отрицательных температурах (от -15 °С и ниже) повышает стойкость масла. Однако процессы окисления, гидролиза молочного жира, хотя и медленно, но протекают в продукте. При наличии в масле гнилостной микрофлоры происходит распад белков и появляется рыбный привкус.

Масло летних выработок лучше сохраняется, так как процессы окисления молочного жира замедляются присутствием естественных антиокислителей–витаминов А, Е, В2, каротина, С и др. Антиокислительными свойствами обладают и белковые компоненты плазмы масла — фосфолипиды, лецитин и др.
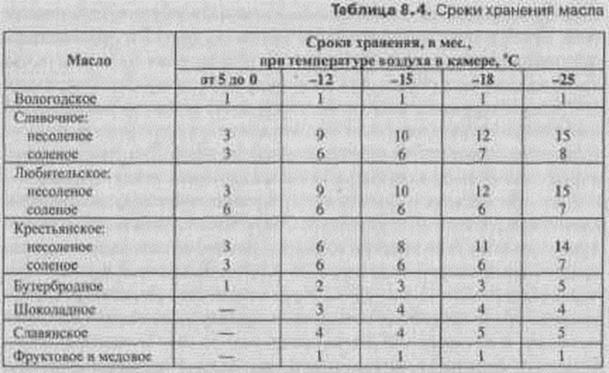
Сроки хранения масла в монолитах на распределительных холодильниках торговли приведены в таблице 1.
Масло десертное, ярославское, чайное и с пищевыми наполнителями хранят при температуре от 5 до -5 °С; десертное — 30 сут., остальные виды — 20 сут.
Сливочное масло, фасованное в брикеты массой нетто 100 и 250 г, упакованные в пергамент или кашированную фольгу, имеют следующие предельные сроки хранения (включая хранение в розничной торговой сети): упакованное в пергамент — 10 сут.; упакованное в алюминиевую кашированную фольгу — 20 сут. (бутербродное и с наполнителями — 15 сут.), для брикетов массой нетто 15, 20 и 30 г — 8 сут.; упакованное в стаканчики и коробочки из полимерных материалов — 15 сут. (десертное — 20 сут., столовое и детское — 10 сут.).
Температура фасованного масла при выпуске с холодильника не должна превышать -6 °С
В магазинах хранить сливочное масло более 5 сут. не рекомендуется. В целях предотвращения плесневения относительная влажность воздуха должна быть не выше 80%[14].
Источник
Фасование и упаковывание сливочного масла, маркировка тары и хранение масла
От вида и качества упаковки и упаковочных материалов зависят стойкость масла при хранении, его устойчивость к влиянию внешних условий и степень усушки.
Сливочное масло, предназначенное для дальних перевозок и длительного хранения, фасуют исключительно в транспортную тару монолитами (20 кг), а подлежащее быстрой реализации фасуют как монолитами (20 кг), так и в потребительскую тару брикетами в алюминиевую кашированную фольгу массой 15, 20, 30 г, в алюминиевую кашированную фольгу, пергамент марки А и другие разрешенные упаковочные материалы массой 100, 200 и 250 г, в стаканчики и коробочки из разрешенных упаковочных полимерных материалов массой 100, 200, 250 г, в бочата массой 1000 г.
Топленое масло фасуют в деревянные бочки (44 и 88 кг) и банки (стеклянные и жестяные); для местной реализации разрешается фасовать топленое масло в алюминиевые фляги.
Фасованное масло по физико-химическим и органолептическим показателям должно соответствовать действующей нормативнотехнической документации на данный вид масла.
Для упаковывания сливочного масла используют алюминиевую кашированную фольгу; пергамент марок А, В, М; жировлагостойкую бумагу и другие.
Фасование и упаковывание сливочного масла в транспортную тару
На заводе-изготовителе в качестве транспортной тары для сливочного масла используют ящики: картонные вместимостью 20 кг и дощатые вместимостью 24 кг; для краткосрочного хранения сливочного масла (масса 20 кг) допускается использование ящиков из картона, бывшего в употреблении.
При упаковывании сливочного масла в транспортную тару внутренняя поверхность ящика должна быть выстлана упаковочным материалом.
В качестве упаковочного материала при фасовании сливочного масла монолитами по 20 кг (в транспортной таре) используют: пергамент марок А, М, пакеты-вкладыши из полимерных пленок и других материалов для сливочного масла. Упаковочный материал должен со всех сторон покрывать монолит масла и плотно прилегать к поверхности монолита, который не должен иметь вмятин и раковин.
Пакеты-вкладыши из полимерных пленок рекомендуется использовать для упаковывания масла, предназначенного для длительного хранения при низких минусовых температурах (ниже минус 12 0 С).
Полимерные пленки предохраняют масло от усушки, препятствуют развитию окислительных процессов, а также сохраняют ароматические вещества.
При выработке масла методом сбивания сливок с использованием маслоизготовителей периодического действия масло фасуют в транспортную тару с помощью специальных машин или вручную.
При машинном фасовании масло непосредственно из рабочей емкости маслоизготовителя периодического действия подают в бункер фасовочной машины или специальную тележку, из которой оно подается в фасовочную машину.
При выработке масла с использованием маслоизготовителей непрерывного действия масло из аппарата по направляющему лотку (желобу) подают в бункер фасовочного автомата без задержки.
Температуру масла, выработанного с использованием маслоизготовителей периодического действия, при фасовании в ящики поддерживают в пределах 10–14 0 С.
При выработке масла методом преобразования высокожирных сливок масло фасуют в транспортную тару наливом непосредственно из маслообразователя в заранее подготовленный ящик. При этом продукт разравнивают специальной линейкой и аккуратно закрывают упаковочным материалом после окончания заполнения ящика маслом и взвешивания.
Фасование сливочного масла в потребительскую тару
Фасование брикетами
Устойчивый процесс фасования возможен при использовании масла, в котором завершено формирование структуры. Масло должно обладать твердостью, равномерной по всему монолиту.
Для фасования брикетами используют сливочное масло, выработанное методом сбивания сливок и преобразования высокожирных сливок, соответствующее по органолептическим и физико-химическим показателям требованиям действующих стандартов и технических условий.
Сливочное масло, предназначенное для фасования, должно быть пластичным; термоустойчивость масла должна быть не менее 0,7; консистенция хорошая, однородная.
Допускается фасование масла слегка крошливого, слегка слоистого, колющегося и мучнистого. Эти пороки в процессе фасования вследствие дополнительной механической обработки в шнековой камере автомата частично или полностью устраняются.
Подготовка масла к фасованию брикетами
- Масло, выработанное методом преобразования высокожирных сливок
При фасовании масла, выработанного методом преобразования высокожирных сливок, в потребительскую тару после хранения оно подвергается дополнительной обработке шнеками автомата.
Под влиянием механического воздействия шнеками автомата меняются структура и консистенция масла: пластичность масла улучшается при одновременном ухудшении термоустойчивости, повышается количество свободного жидкого жира, увеличивается содержание воздуха и снижается массовая доля влаги вследствие ее выпрессовывания, ухудшается однородность, снижается хранимоспособность.
Во избежание недостатков, возникающих при фасовании масла, необходимо фасовать масло на заводе. В процессе производства масла следует уменьшать интенсивность его механической обработки, что достигается увеличением производительности маслообразователя. При этом меньше отвердевает жира в масле во время термомеханической обработки в маслообразователе и больше – в мелко фасованном масле.
Масло предварительно выдерживают в маслокамере при температуре не выше 5 С в течение 24 ч (в ящиках или специальных ваннах-тележках) для отвердевания монолита и стабилизации структуры, не допуская увеличения продолжительности выдержки.
При увеличении продолжительности выдержки до фасования ухудшаются качество и хранимоспособность мелко фасованного масла.
Причиной ухудшения качества масла является излишнее количество отвердевшего жира в масле в состоянии покоя. При этом формируется пространственная кристаллическая сетка, содержащая повышенное количество крупных кристаллов глицеридов, образованию которых способствовало отсутствие механического воздействия. В этих условиях дисперсная структура масла становится менее прочной, а масло – менее пластичным.
Кроме того, увеличение продолжительности выдержки приводит к увеличению бактериальной обсемененности масла.
С увеличением в масле плазмы уменьшается число прочных кристаллизационных контактов в единице объема продукта, вследствие чего кристаллическая (дисперсная) структура масла разрушается быстрее, что при определенных условиях может затруднить получение стандартного по влаге крестьянского, особенно бутербродного масла, в связи с увеличением количества влаги, выпрессованной из масла во время фасования.
Перспективным является фасование масла, выработанного методом преобразования высокожирных сливок, наливом в жесткую тару, при использовании которого исключается необходимость применять выдержку масла после выработки до фасования.
При фасовании на базах промышленности температура поступающего масла не должна превышать 10 0 С.
Масло с массовой долей влаги 16 и 20 % высшего сорта допускается хранить при минусовых температурах до фасования в течение 60 суток; с массовой долей влаги 25 % (крестьянское) при температуре не ниже минус 5 0 С – не более 30 суток; с массовой долей влаги 35 % (бутербродное) при температуре 5 0 С – не более 16–20 часов.
Отепление масла до температуры фасования рекомендуется проводить в помещении с температурой не выше 16 о С.
Температура масла при фасовании по периодам года приведена в таблице 1.
Разница температуры масла в отдельных слоях монолита не должна превышать 2 о С. Температуру масла при фасовании в осеннезимний период года повышают, чтобы устранить возможность образования излишнего количества крупных кристаллов глицеридов, вероятность образования которых возрастет в этот период года при повышенном содержании высокоплавких глицеридов в молочном жире, и тем самым способствовать образованию коагуляционной структуры для обеспечения пластических свойств сливочного масла, лучшему диспергированию влаги во время фасования и меньшему выпрессовыванию влаги при этом.
- Масло, выработанное методом сбивания сливок в маслоизготовителях периодического действия
При выработке масла, предназначенного для фасования в потребительскую тару, обработку его в маслоизготовителях заканчивают по достижении распределения влаги, оцениваемой с помощью индикаторных бумажек, фиксирующих капельки плазмы в сливочном масле.
При выработке сливочного масла с массовой долей влаги 16 % по I–II классам дисперсности, для масла с массовой долей влаги 20 и 25 % по I–III классам дисперсности из маслоизготовителя масло подается в бункер фасовочного автомата либо в ванну-тележку или другие емкости, из которых направляется на фасование. При наличии компрессора применяют пневматическую разгрузку маслоизготовителя. При этом маслоизготовитель орошают водой температурой 35–40 о С; масло нагревается до 20–22 о С и становится текучим. Дляудаления масла в маслоизготовитель подают из компрессора сжатый воздух под давлением 12–13 Па.
При фасовании на заводе во избежание выпрессовывания влаги масло с массовой долей влаги 16 и 20 % перед фасованием желательно, а с массовой долей влаги 25 % и более обязательно подвергать гомогенизации. Гомогенизируют и фасуют масло сразу после его выработки. По мере увеличения длительности выдержки перед гомогенизацией увеличивается укрупнение капелек влаги (водной фазы) при хранении.
Масло гомогенизируют с целью дисперигирования влаги. При использовании гомогенизатора масло становится слегка текучим в результате частичного разрушения дисперсной структуры.
Для масла с массовой долей влаги 16 % допускается выдержка его до фасования 1–3 ч при температуре 12–15 о С. Температура мас ла, выработанного в маслоизготовителе периодического действия, при фасовании брикетами поддерживают в весенне-летний период года 13–15 о С, в осенне-зимний период года – 14–16 о С.
Масло, выработанное методом сбивания сливок в маслоизготовителях непрерывного действия
Масло, вырабатываемое в маслоизготовителях непрерывного действия, в потоке направляют в бункер фасовочного автомата, чтобы избежать выдержки, так как даже непродолжительная выдержка, особенно масла с массовой долей влаги более 20 %, приводит к выпрессовыванию влаги при фасовании.
Температуру масла при фасовании подбирают с таким расчетом, чтобы она соответствовала максимальному значению аутогезионного давления (слипаемости), при котором силы сцепления между твердыми частицами жира являются максимальными, когда достигнута максимально возможная прочность структуры масла.
По данным А.М. Маслова и В.А. Березко, в масле, выработанном методом сбивания сливок в маслоизготовителях непрерывного действия, имеются два максимальных значения аутогезионного давления при температуре 12 и 15 С. Аутогезионное давление определяет прочность структуры сливочного масла.
Температуру масла, выработанного в этих аппаратах при фасовании, поддерживают в осенне-зимний период года 14–16 о С, в весенне-летний период года – 12–14 о С. При фасовании масла с массовой долей влаги более 20 % его температуру поддерживают на 1–2 о С выше указанных значений.
Для фасования масла брикетами используют автоматы АРМ и др.
Во избежание получения неравномерной (мраморной) окраски масло в брикетах фасуют строго по партиям. При необходимости поверхность масла зачищают.
Перед началом работы фасовочного автомата внутреннюю поверхность бункера, шнеки, стенки приемника, выталкиватель и другие части, соприкасающиеся с маслом, обрабатывают специальными противоприлипающими и дезинфицирующими растворами (температура 80 о С).
В качестве противоприлипающего и дезинфицирующего раствора одновременно может быть использована следующая смесь. Рецептура на 100 кг: кальцинированная сода – 0,4 кг; тринатрий- фосфат – 0,4 кг; жидкое стекло – 1,2 кг; 10 %-й раствор хлорной извести – 0,5 кг; вода – до 100 кг.
Фасуют масло на фасовочных автоматах в соответствии с инструкцией по его эксплуатации.
В процессе фасования масла периодически контролируют массу брикетов на контрольных весах, при необходимости регулируют работу дозирующего устройства.
Для укладки брикетов масла в картонные ящики используют отечественный полуавтомат М6-АУБ; для крупноблочной упаковки – автомат типа М6-ОРГ; для обандероливания картонных ящиков наиболее приемлем автомат типа А-655 фирмы «Любек» (Германия).
Фасование батончиками
Для фасования масла батончиками используют фасовочно-укупорочный автомат марки М1–ОФБ, пленку «Повиден» и др.
Характеристика масла, используемого для фасования. Масло, используемое для фасования, должно соответствовать тем же требованиям, что и для фасования брикетами.
Подготовка масла и его фасование. Фасование масла осуществляют в потоке. Для этого из маслообразователя или маслоизготовителя масло направляют в бункер фасовочного автомата.
Необходимо обеспечить поступление продукта в бункер фасовочного автомата в соответствии с его производительностью.
При этом на шнеках бункера должен образовываться вращающийся вал продукта.
Температуру масла, поступающего на фасование, устанавливают согласно действующей технологической инструкции на данный вид масла или в соответствии с данными, представленными в таблице 1.
Температура в помещении, в котором проводят фасование масла, должна быть не выше 16 о С.
Обработку внутренней поверхности бункера автомата М1-ОФБ осуществляют так же, как и внутреннюю поверхность автомата для фасования масла брикетами.
Фасование масла в жесткую тару
Для фасования масла в жесткую тару используют автоматы М6-АРИ, М6-ОРД и другие, предназначенные для этой цели.
На автомате М6-АРИ масло фасуют в стаканчики из комбинированных или полимерных материалов массой нетто 100 и 250 г.
Автомат М6-ОРД с модернизированным бункером используют для фасования масла в стаканчики (коробочки) массой нетто 250 г.
Характеристика фасуемого масла
Для фасования в жесткую тару используют сливочное масло, выработанное методом преобразования высокожирных сливок.
Масло, используемое для фасования, должно соответствовать характеристике масла, используемого для фасования брикетами.
Масло к фасованию подготавливают так же, как и при фасовании батончиками.
Фасование масла в жестяные банки
Масло фасуют в жестяные банки на автоматах или вручную.
Характеристика фасуемого масла
В жестяные банки фасуют сладкосливочное масло, выработанное методом преобразования высокожирных сливок. Масло, используемое для фасования, должно отвечать требованиям высшего сорта.
Масло фасуют в банки № 9 и № 14 массой нетто соответственно 350 г и 2700 г.
Жестяные банки перед использованием моют в банкомоечных машинах или вручную, вначале – горячей водой, затем пропаривают острым паром и высушивают горячим воздухом. Крышки к банкам моют, пропаривают и высушивают так же, как и банки.
В мокрые банки фасование масла не допускается.
Жестяные банки, предназначенные для фасования масла, предварительно испытывают на герметичность.
Банки, наполненные маслом, немедленно укупоривают на закаточной машине. Банки должны быть укупорены герметично.
Закатанные банки обмывают и обсушивают или обтирают сначала влажной чистой, а затем сухой тканью.
Маркировка транспортной тары на заводе-изготовителе
Данная технологическая операция предусматривает нанесение манипуляционного знака «Боится нагрева» – по ГОСТ 14192 – с указанием следующих дополнительных данных: на транспортной таре – ящиках, бочках и флягах с продуктом – товарного знака или номера предприятия-изготовителя, отгружающего масло; дата выработки; порядковый номер партии с начала каждого месяца с нарастающим итогом; порядковый номер ящика или бочки с начала каждого дня с нарастающим итогом; массы нетто упаковочной единицы, дополнительно на банках – массы брутто и тары; вид и сорт масла; срока годности; обозначение стандарта (ГОСТ, ТУ).
Маркировка масла в потребительской таре
На каждой единице фасованного продукта должна быть нанесена информация в соответствии с требованиями действующих стандартов и технических условий, она включает в себя: адрес предприятия; товарный знак или номер, или наименование предприятия, фасовавшего масло; масса нетто; вид и сорт масла; информационные данные о пищевой и энергетической ценности 100г продукта; дата фасования; срок реализации, обозначение стандарта.
Дату фасования и номер предприятия допускается наносить компостером или штемпелем.
Масло фасованное оценивают и оформляют документы в соответствии с действующими стандартами и техническими условиями.
При укладке в ящики масла в жестяных банках каждый горизонтальный ряд банок в ящике должен быть переложен картонными или плотными бумажными прокладками. Для прочности ящики должны быть обтянуты по торцам металлической лентой или проволокой.
Тара, бывшая в употреблении, должна быть неповрежденной, чистой. В ящик или тару-оборудование должны помещать масло одной партии и массы нетто.
После укладки картонные ящики закрывают и заклеивают бумажной или полиэтиленовой лентой с липким слоем. Деревянные ящики забивают, для иногородних перевозок скрепляют стальной лентой или проволокой.
На одной из торцевых сторон ящика с маслом несмываемой краской с помощью штампов или на наклеенной этикетке наносят маркировку, где указывают: адрес предприятия, товарный знак (для предприятий, его имеющих) или наименование, или номер предприятия, фасовавшего масло; массу нетто и количество упаковочных единиц; массу нетто упаковочной единицы; вид и сорт масла; дату фасования и срок реализации; порядковый номер партии с начала каждого месяца с нарастающим итогом; порядковый номер ящика с начала каждого дня с нарастающим итогом; обозначение стандарта (ГОСТ или ТУ).
Хранение сливочного масла на заводах-изготовителях
Масло хранят на заводе в специальных сухих, чистых помещениях (холодильных камерах) с хорошей вентиляцией при относительной влажности воздуха не выше 80 % во избежание плесневения продукта.
Полы в маслохранилище должны быть влагонепроницаемыми, стены хорошо изолированы. Перед входом в маслохранилище предусматривают тамбур.
Тару с маслом укладывают штабелями в несколько ярусов в шахматном порядке. Между ярусами прокладывают рейки с таким расчетом, чтобы способствовать быстрому охлаждению масла. На одном квадратном метре пола маслохранилища размещают 16–20 ящиков масла.
Продолжительность хранения масла зависит от условий хранения, вида масла и вида упаковки. Масло сливочное традиционного состава, любительское, крестьянское допускается хранить в монолитах при температуре 0 – минус 6; минус 6 – минус 12; минус 12 –минус 18 0 С соответственно 5, 10, 15 суток; масло бутербродное в монолитах – 2, 5, 6 суток; масло, фасованное при температуре минус 6 – минус 18 0 С, – 3 суток.
Продолжительность хранения масла бутербродного, упакованного монолитами, – не более 5 дней при температуре не выше 5 0 С, масла с наполнителями (с кофе, какао, фруктово-ягодными добавками), чайного, ярославского – не более 3 дней при температуре не выше 5 0 С.
На заводе допускается хранить масло более продолжительное время при наличии специальных камер с температурой воздуха в камере минус 12 0 С и ниже с принудительной циркуляцией воздуха (0,8–2 м/с) и относительной влажности воздуха не менее 80 %.
Продолжительность хранения сливочного масла в этих условиях составляет половину продолжительности его хранения на холодильниках.
Мелкофасованное крестьянское масло следует хранить в камере при минусовой температуре не ниже минус 5 0 С во избежание появления порока крошливости и укрупнения капелек влаги.
При минусовых температурах хранения масла с наполнителями (шоколадного, медового, фруктового) нельзя допускать снижения температуры масла ниже минус 5 0 С во избежание изменения интенсивности окраски масла.
Мелкофасованное масло диетическое, чайное хранят на заводеизготовителе не более 3 суток при температуре не выше 5 0 С.
Температура сливочного масла при отгрузке с завода-изготовителя должна быть:
- при отгрузке в магазин (или реализации частным лицам или предпринимателям) – не выше 5 0 С;
- при отгрузке на холодильники не выше 10 0 С – для фасованного монолитами; не выше 5 0 С – для фасованного в потребительскую тару;
- отгружаемого в другие регионы страны – минус 6 0 С;
- предназначенного для длительного хранения – не выше минус 6 0 С.
Источник



