
- Как сделать тиснение фольгой в домашних условиях
- Методы тиснения
- На бумажной поверхности
- На металле и дереве
- На поверхности ткани
- Виды фольги
- Урок 5 (вариант А) Технология тиснения по фольге
- Материальные технологии Технологии художественно-прикладной обработки материалов §5. Технология тиснения по фольге
- Практическая работа № 7
- Самостоятельная работа
- Проверяем свои знания
- Тиснение по фольге
- Компью А рт
- Горячее тиснение фольгой
- Холодное тиснение фольгой
Как сделать тиснение фольгой в домашних условиях
 Тиснение фольгой используется во многих сферах лёгкой промышленности при изготовлении сувенирной продукции, рекламных плакатов, открыток, обложек на документы, одежды и многого другого. Процедура фольгирования представляет собой покрытие любой поверхности блестящим металлизированным слоем.
Тиснение фольгой используется во многих сферах лёгкой промышленности при изготовлении сувенирной продукции, рекламных плакатов, открыток, обложек на документы, одежды и многого другого. Процедура фольгирования представляет собой покрытие любой поверхности блестящим металлизированным слоем.
Методы тиснения
Тиснение часто применяется дизайнерами интерьеров для стилизации мебели «под старину». Такой метод декора различных предметов берут на вооружение типографические компании, используя при этом дорогое оборудование. Но если делать фольгирование в домашних условиях, можно оперировать доступными подручными средствами и без особых затрат изготавливать эксклюзивные вещи ручной работы.
Различают несколько технологий в зависимости от материала, на котором производится тиснение.
На бумажной поверхности
Тиснение на бумаге не отличается особой сложностью. Его можно делать несколькими способами:
 С помощью ламинатора — это небольшое устройство, которое можно использовать и в домашних условиях. Промышленные ламинаторы мощные и рассчитаны на большой поток бумаги, домашние работают медленнее, но по качеству оттисков не уступают промышленным. Сама процедура ламинирования состоит в том, чтобы готовый узор или рисунок накрыть фольгой и ещё одним листом бумаги и аккуратно пропустить через ламинатор.
С помощью ламинатора — это небольшое устройство, которое можно использовать и в домашних условиях. Промышленные ламинаторы мощные и рассчитаны на большой поток бумаги, домашние работают медленнее, но по качеству оттисков не уступают промышленным. Сама процедура ламинирования состоит в том, чтобы готовый узор или рисунок накрыть фольгой и ещё одним листом бумаги и аккуратно пропустить через ламинатор.- С использованием бытового утюга, если приобрести ламинатор нет возможности. Для этого требуется положить лист матовой стороной к картинке и на среднем нагреве тщательно в течение 2 минут её прогладить.
 С помощью ламинатора — это небольшое устройство, которое можно использовать и в домашних условиях. Промышленные ламинаторы мощные и рассчитаны на большой поток бумаги, домашние работают медленнее, но по качеству оттисков не уступают промышленным. Сама процедура ламинирования состоит в том, чтобы готовый узор или рисунок накрыть фольгой и ещё одним листом бумаги и аккуратно пропустить через ламинатор.
С помощью ламинатора — это небольшое устройство, которое можно использовать и в домашних условиях. Промышленные ламинаторы мощные и рассчитаны на большой поток бумаги, домашние работают медленнее, но по качеству оттисков не уступают промышленным. Сама процедура ламинирования состоит в том, чтобы готовый узор или рисунок накрыть фольгой и ещё одним листом бумаги и аккуратно пропустить через ламинатор.Оба варианта тиснения фольгой в домашних условиях на бумаге работают только в том случае, если картинка была распечатана на лазерном принтере, т. е. для нанесения изображения использовалась порошковая краска.
На металле и дереве
 Тиснение на металле и по дереву представляет собой более сложную процедуру, для которой требуется предварительное изготовление матрицы с готовым узором. На обрабатываемую поверхность накладывается лист фольги, а поверх него — свинцовая пластина для выколотки. Мастер, ударяя по рисунку через свинцовую подкладку специальным инструментом, выбивает нужный орнамент.
Тиснение на металле и по дереву представляет собой более сложную процедуру, для которой требуется предварительное изготовление матрицы с готовым узором. На обрабатываемую поверхность накладывается лист фольги, а поверх него — свинцовая пластина для выколотки. Мастер, ударяя по рисунку через свинцовую подкладку специальным инструментом, выбивает нужный орнамент.
Чтобы сделать чеканку из металла своими руками, используют упрощённую методику, когда рисунок переносится на бумагу (можно использовать копирку или прозрачный лист), после пунктирными точками выбивается канфарником. Эта технология часто используется при изготовлении икон и портретов с имитацией золотого вкрапления.
Зная, как сделать чеканку из фольги, в качестве исходного материала можно использовать:
- рулонное (для мягких изделий);
- листовое техническое (для изготовления картин);
- толстостенное пищевое сырьё (для производства тарелок и подносов).
На поверхности ткани
Фольгирование на ткань — достаточно простой и доступный способ украсить любую вещь. Фольга легко переносится на все виды ткани. В условиях фабрик и ателье используется специальный пресс для ее тиснения, в домашних условиях — утюг. Тиснение на ткани происходит по следующей технологии:
- На чистое и разглаженное изделие наносится рисунок (можно использовать мыло, карандаш).
- Узор или надпись хорошо прокладывают специальным клеем.
- Даётся 4−7 минут на подсыхание клея.
- На требуемый участок матовой стороной укладывается лист фольги.
- Накладывается пресс для тиснения фольгой.
- Остатки удаляются после охлаждения.
 На чистое и разглаженное изделие наносится рисунок (можно использовать мыло, карандаш).
На чистое и разглаженное изделие наносится рисунок (можно использовать мыло, карандаш).Вещи с принтами из фольги можно стирать в тёплой воде, используя обычные стиральные порошки.
Фольгирование на кожаных изделиях требует предварительного изготовления специального штампа из металла. Чтобы сделать оттиск из фольги её необходимо положить на кожу, разогреть с помощью утюга, а когда она нагреется прижать к ней заготовку на 30−40 секунд.
Виды фольги
Используемый вид зависит от выбранного метода тиснения. Различают холодный и горячий способ.
 В домашних условиях фольга для горячего тиснения используется чаще всего. Именно её применяют при фольгировании утюгом. Она может быть разнообразных цветов, текстур и голограмм. Популярна фольга для горячего тиснения металлизированная, с имитацией золота, бронзы или серебра.
В домашних условиях фольга для горячего тиснения используется чаще всего. Именно её применяют при фольгировании утюгом. Она может быть разнообразных цветов, текстур и голограмм. Популярна фольга для горячего тиснения металлизированная, с имитацией золота, бронзы или серебра.
Также существует пигментный вид, он выглядит как плотная текстурная бумага и при нанесении на поверхность создаёт впечатление объёмной краски. Прозрачный вид обычно используют для создания глянцевых поверхностей.
В промышленной полиграфии также используется:
- голографическая (её можно увидеть на упаковках дорогой косметики или лекарств, это своеобразная защита от подделок);
- дифракционная — для печати по пластиковым изделиям;
- текстурная — с имитацией различных орнаментов;
- термохромная — меняет оттенок при изменении температуры окружающей среды;
- скретч-фольга — наносится на предоплаченные карты пополнения для защиты от копирования.
Промышленное фольгированние выполняется с помощью профессиональных прессов и термопринтеров.
Холодное тиснение не предполагает воздействия высоких температур, а нанесение рисунка производится способом вдавливания или с помощью кримпера (небольшой валик с готовым орнаментом). Такая технология проста и подходит для изготовления поделок вместе с детьми.
Для холодного тиснения подходит любой вид фольги для творчества, а также рулонная пищевая.
Источник
Урок 5 (вариант А)
Технология тиснения по фольге
Раздел. Материальные технологии.
Вариант А: Технологии художественно-прикладной обработки материалов.
Тема урока. Технология тиснения по фольге.
Тип урока: комбинированный.
Цели урока: организовать деятельность обучающихся по изучению технологии художественного ручного тиснения по фольге (металлопластике); научить выполнять несложные рельефы на фольге.
Материальные технологии
Технологии художественно-прикладной обработки материалов
§5. Технология тиснения по фольге
Ручное тиснение по фольге (металлопластика) — один из древнейших способов художественной обработки металла. Мягкость и пластичность фольги даёт возможность сравнительно быстро с помощью простых инструментов — давилок — получить рельефное изображение (рис. 17).
Для выполнения тиснения по фольге прежде всего изготавливают рабочую доску. Размеры доски зависят от размеров художественных изделий, которые вы собираетесь делать. На одну сторону доски наклеивают кожу или сукно, а другую тщательно полируют шлифовальной шкуркой.
Для тиснения по фольге используют различные инструменты. Контурные линии проводят шилом, кончик которого закругляют и полируют (рис. 18, а). Для проведения штриховых линий можно использовать шариковую авторучку со стержнем без пасты.
Давилки разных размеров для выдавливания крупных участков рельефа изготавливают из твёрдой древесины дуба, бука, яблони, клёна (рис. 18, б). Деревянные давилки шлифуют и полируют, а рабочие части инструмента натирают парафином или воском, чтобы они легко скользили по фольге. Хорошие давилки получаются, если к металлическим стержням приварить шарики от подшипников качения (рис. 18, е).
Повторяющийся рельефный орнамент в виде крестика, звёздочки, кружочка можно получить с помощью штампиков (рис. 18, г). Для изготовления штампика на торце деревянного или металлического стержня рисуют нужную фигуру, а затем опиливают её по контуру напильником и надфилями.
Для выдавливания сплошных или пунктирных линий используют накатки, состоящие из ручки, стержня и вращающегося колёсика (гладкого или зубчатого) (рис. 18, д).
Ручное тиснение выполняют по мягкой фольге из любого металла. Сухую фольгу укладывают на гладкую сторону рабочей доски и разглаживают. Можно использовать мягкую жесть банок из-под прохладительных напитков.
Рисунок рельефа продумывают заранее и изображают на бумаге. Затем рисунок накладывают на фольгу, а фольгу помещают на сукно рабочей доски. Обведённые шариковой ручкой контуры рисунка хорошо отпечатываются на фольге.
После этого приступают к тиснению. Вначале обрабатывают крупные элементы рисунка, затем переходят к более мелким. Для получения выпуклых элементов берут подходящую по размерам давилку и проводят ею по фольге, постепенно увеличивая нажим. Чтобы с лицевой стороны получались выпуклые участки, выдавливание производят с изнанки фольги, чтобы углублённые участки — с лицевой стороны.
Работу закапчивают отделкой фона, часто покрывая его множеством углублений в виде точек.
Чтобы готовый рельеф случайно не повредить, его укрепляют — заливают с обратной стороны специальной смесью. Для приготовления смеси разводят в воде строительный гипс — алебастр, доводя смесь до густоты сметаны. В смесь добавляют немного клея ПВА, чтобы застывший гипс не был очень хрупким.
Практическая работа № 7
Внимание! Помним и соблюдаем правила безопасной работы.
Художественное тиснение по фольге
1. Изготовьте рабочую доску для тиснения по фольге и подготовьте необходимые инструменты.
2. Разработайте и выполните на бумаге рисунок будущего изделия. Продумайте заранее, какой рельеф будет иметь каждый участок рисунка.
3. Подготовьте фольгу для тиснения (вымойте, зачистите, распрямите).
4. Выполните тиснение по фольге.
Не забудьте сфотографировать сделанное изделие и поместить фотографию в портфолио.
Запоминаем опорные понятия
Ручное тиснение по фольге, рабочая доска, рельеф, давилка, штампик, накатка.
Самостоятельная работа
Работа с информацией.
Если вы хотите изготовить проектное изделие с элементами тиснения по фольге, то выполните поиск его вариантов в Интернете и других источниках информации, выберите понравившееся изображение. Сохраните информацию в форме эскиза, фотографии и др.
Проверяем свои знания
1. Какие инструменты применяют для выполнения рельефа на фольге?
2. Почему при тиснении рисунка не рекомендуется сильно нажимать давилкой на фольгу?
3. Каким образом можно укрепить готовое рельефное изделие?
Источник
Тиснение по фольге
Художественное выдавливание узоров по фольге — один из древних методов обработки металлических поверхностей. Податливость и мягкая пластичность фольги позволяет легко получить выпуклое изображение на материале с помощью несложных и доступных приспособлений. Такой способ применяется для изготовления макетов знаков, значков, эмблем и медальонов. По причине своей простоты и доступности ручное тиснение получает признание в художественных мастерских, у любителей рукоделия и юных художников. Изящные поделки украшают выставки юных мастеров и используются в интерьерном дизайне.

Прежде чем, начать занятия необходимо подготовить будний инструмент. Первым делом обязательно потребуется рабочая доска, где приобретают бесценный опыт в обработке металлов начинающие подмастерья.
- Приклеить суконную ткань или обрезок кожи на первую сторону доски.
- Основательно обработать шлифовальной бумагой тыльную сторону дощечки.
Очередь за нехитрым инструментарием
Штрих линии и контурные очертания свободно проводятся корпусом шариковой ручки без стержня. Но удобнее использовать обычное шило, прежде обрезав острый конец и закруглив его до формы полусферы. Округлость стоит, как следует обработать. Затем необходимо испытать инструмент, прочертив несколько линий по поверхности фольги. Отлично подготовленное орудие не оставляет повреждений на глади.

Для выдавливания значительных по размеру участков необходимо заготовить набор давилок разной величины. Наиболее доступные изготавливаются из твёрдых пород дерева: берёзы, клёна и других сортов. Инструмент следует отполировать, а его контактную поверхность натереть пчелиным воском или парафином, ради лучшего скольжения по металлу.
Удобный прибор получается из стальных прутков с шариками на конце от старых подшипников.
Объёмный рисунок с множеством однотипных звеньев лучше и быстрее выдавливать путём использования клише. Его несложно изготовить из твёрдых пород дерева или из металлического стержня. На торцовой части прутка следует начертить необходимую форму и обточить с помощью набора напильников и надфилей.
Накатка потребуется для нанесения пунктирных или сплошных линейных чёрточек. Её нетрудно приобрести в свободной продаже в сети специализированных магазинов или изготовить своими руками из колесиков от старого будильника.
Для ручной выделки подойдёт любое фольгированное сырьё. На случай если материал излишне жёсткий, то его следует обжечь на огне, прокаливая до покраснения. На изготовление тюбиков пасты для санации полости рта и масляных красок идёт весьма гибкая и пластичная фольга. Так что такое сырьё очень даже сгодится. Отслужившие свой срок тубы разрезать и аккуратно выпрямить. Сырьё необходимо очистить от остатков краски, протереть растворителем, бензином или скипидаром, а далее мыльной теплой водой. Тюбик из-под пасты достаточно ополоснуть и почистить щёткой. Просушенный материал следует разложить на отшлифованной поверхности рабочей доски и расправить гранёным стаканом, флаконом из стекла или рукояткой ножа. Старый красочный фон и текст на фольге следует бережно удалить мелкозернистой наждачкой, так как они помешают рассмотреть мелкие детали рельефной выделки с тыльной стороны. Чаще всего, внутренняя часть тюбиков покрывается слоем фабричного лака.
Источник
Компью А рт
Тиснение способ механической отделки, позволяющий формировать на поверхности оттиска рельефное изображение (блинтовое и конгревное тиснение) и наносить на нее красочное, как правило металлизированное, изображение (тиснение фольгой). Тиснение фольгой один из наиболее популярных способов выборочного нанесения на оттиск металлического покрытия. Металлизированные элементы оттиска привлекают внимание, а рельеф, который можно получить при горячем тиснении, подчеркивает их изысканность, что дает возможность эффективно выделять содержащие важную информацию части изображения. Это обусловило широкое применение тиснения в производстве самой разнообразной печатной продукции от упаковки до открыток. Кроме того, все более широкое распространение получает припрессовка голограмм, повышающих степень защищенности печатной продукции от подделки, а также привлекающих внимание необычными оптическими эффектами. Изобразительные возможности тиснения очень широки сочетания разных фактур и типов фольги обеспечивают огромное число оригинальных вариантов оформления.
Следует отметить, что тиснение экологически чистый процесс, не предполагающий использования летучих органических веществ.
Горячее тиснение фольгой
Горячее тиснение фольгой процесс переноса за счет давления и нагрева металлизированной или цветной пленки с промежуточной основы на оттиск. Горячее тиснение фольгой осуществляется нагретыми штампами. Между штампом и подлежащим тиснению материалом помещается фольга для тиснения многокомпонентная система, включающая пленочную основу, разделительный слой, слой лака, слой металла или цветного пигмента и адгезионный слой. Штамп, воздействуя на фольгу, выборочно расплавляет разделительный слой и за счет давления переносит металлический или пигментный слой на оттиск.

Фольга для тиснения
Высокое качество фольги является одним из ключевых условий получения качественного оттиска. Основа фольги, обеспечивающая стабильность ее размеров, изготавливается из полиэфирной пленки. Разделительный слой связывает основу с окрашенным слоем и способен расплавляться под действием температуры штампа. Слой лака обеспечивает глянец тисненого металлизированного изображения и может придавать ему тот или иной цветовой оттенок. Слой цветного пигмента или мелкодисперсного металла (как правило, алюминия) определяет колориметрические и оптические свойства фольги. Он соединяется с запечатываемым материалом слоем термоадгезива, активируемого температурой штампа. Печатные свойства фольги зависят главным образом от свойств и толщины адгезионного слоя.
Ассортимент фольги для горячего тиснения исключительно широк фольга может иметь традиционный металлический золотой или серебряный цвет, может быть цветной, может иметь различные текстуры (камня, кожи и т.п.), может быть глянцевой или матовой. Все большую популярность в отделке печатной продукции приобретает голографическая и перламутровая фольга. Основными характеристиками фольги, кроме ее цвета, являются механическая и химическая стойкость, светостойкость, кроющая способность. Выпускается фольга для работ разной сложности и для тиснения на различных материалах.
Горячее тиснение фольгой позволяет наносить металлизированное или цветное изображение на широкий спектр материалов, в том числе имеющих неровную поверхность. Единственное требование к запечатываемому материалу стойкость к температуре штампа. К сожалению, этому требованию не отвечают многие полимерные пленки, поэтому нанесение на них изображения методом горячего тиснения фольгой невозможно.
При горячем тиснении фольгой возможно создание рельефного изображения за счет пластической деформации материала. Различают плоское и конгревное рельефное тиснение. В первом случае рельеф формируется только за счет воздействия штампа, во втором случае материал зажимается между штампом и матрицей (контрштампом). Плоское тиснение используется в основном при работе с толстыми материалами, например с переплетным картоном. Конгревное тиснение обеспечивает эффект рельефности на материалах любой толщины. При конгревном тиснении, в зависимости от конфигурации штампа, тисненые элементы могут лежать как в одной, так и в разных плоскостях.
Для придания оттискам запоминающегося вида и повышения степени их защиты от подделки в полиграфии используются так называемые радужные голограммы микрорельефные изображения на фольге. Существующие радужные голограммы можно условно разделить на три типа:
• содержащие несколько различных уровней, создающих эффект объема изображения (2D/3D);
• полностью объемные, трехмерные изображения (3D).
В последнее время разрабатываются всё новые оптические защитные элементы на базе фольги: цифровые голограммы, гелиограммы, Trustseal и т.п.
Голограммы для горячего тиснения имеют структуру, аналогичную структуре обычной фольги для горячего тиснения. Одно из основных требований при нанесении голограмм на оттиск точное соблюдение приводки относительно запечатанного изображения, поэтому для их припрессовки используются специальные прессы со сложными системами контроля приводки.
Инструментами для горячего тиснения являются плоскорельефные клише и штампы, давящие элементы которых возвышаются над пробельными. Штампы для тиснения изготавливаются из цинка, магния, меди, латуни и стали. Выбор материала штампа определяется сложностью дизайна, величиной тиража и характеристиками материала, подлежащего тиснению.
Цинковые штампы наименее тиражестойкие. Магниевые штампы характеризуются низкой стоимостью и хорошо подходят для коротких тиражей до 5 тыс. оттисков. Однако они не обеспечивают высокого разрешения и углы на оттиске будут воспроизводиться немного закругленными.
Медные штампы обеспечивают лучшее разрешение, чем магниевые, и имеют тиражестойкость от 50 до 100 тыс. оттисков. Они пригодны и для конгревного тиснения с небольшой глубиной рельефа.
Латунные штампы выдерживают тиражи свыше одного миллиона оттисков. Они позволяют воспроизводить графические элементы с резкими, четкими краями. Очень высокой тиражестойкостью характеризуются и стальные штампы.
Штампы изготавливаются методами травления или механически фрезерованием и гравированием. Пробный оттиск со штампа получить достаточно легко для этого, кроме самого штампа, требуется только образец фольги и материала, который будет тисниться.
Основными параметрами процесса тиснения являются давление тиснения и температура штампа.
Давление зависит от типа тиснения, вида изображения и характеристик материала, который подвергается тиснению. При тиснении фольгой давление должно обеспечить надежное закрепление красочного слоя фольги и получение четких очертаний графических элементов изображения при минимальной глубине тиснения. Требуемая глубина тиснения фольгой зависит от микронеровностей запечатываемой поверхности, ее плотности и жесткости материала, поэтому для тиснении шероховатых материалов требуется большее давление, чем для тиснения гладких материалов. При рельефном тиснении конгрев требует существенно большего давления, чем плоское тиснение. Помимо этого увеличивать давление приходится при большой площади печатающих элементов штампа и при работе с твердыми материалами.
Нагрев штампа способствует облегчению пластической деформации материала и снижению давления тиснения. Поэтому при рельефном тиснении нагрев может быть максимально возможным, но естественно, не превышающим температуру плавления или горения материала. При горячем тиснении фольгой нагрев выбирается исходя из температуры, при которой происходит полное отделение красящего слоя от основы фольги.
Для горячего тиснения фольгой используются тигельные, плоскопечатные и ротационные прессы. Тигельные прессы для горячего тиснения различаются в зависимости от характера движения тигля, который может перемещаться как прямолинейно, так и совершать сложное движение в одной фазе качательное, в другой прямолинейное. Тигельные прессы для тиснения могут включаться в состав печатноотделочных линий или выполняться как операционные машины. Плоскопечатные прессы для горячего тиснения обычно строятся по стопцилиндровому принципу. Ротационные прессы отличаются наивысшей скоростью работы и вместе с тем требуют использования наиболее дорогих штампов. На практике для тиснения фольгой достаточно часто применяются переоборудованные машины высокой печати.

Тисненная фольгой печатная продукция
Холодное тиснение фольгой
Холодное тиснение дешевый процесс, который позволяет улучшить оформление печатной продукции без значительного увеличения ее стоимости, помогая полиграфистам, не предоставлявшим ранее услуги тиснения, выходить на новый рынок. Еще недавно холодное тиснение фольгой имело репутацию перспективной, но сложной технологии, успешно внедрить которую удавалось лишь единицам. Сегодня, с разработкой новых клеев и специальной фольги, технология холодного тиснения стала доступной для внедрения во всех типографиях, располагающих печатноотделочными линиями.
Холодное тиснение фольгой является разновидностью ламинирования. В процессе холодного тиснения производится приклеивание к запечатываемому материалу металлизированного слоя специальной фольги. Процесс холодного тиснения включает следующие основные этапы:
• нанесение на запечатываемый материал клея;
• ламинирование материала фольгой;
• активация клея (сушка);
• деламенирование (разделение запечатываемого материала и фольги).
Клей наносится на полотно материала способами флексографской, высокой, трафаретной или офсетной печати. При ламинировании материала фольгой ее металлизированный слой переносится на покрытые клеем участки полотна, после чего производится деламинирование.
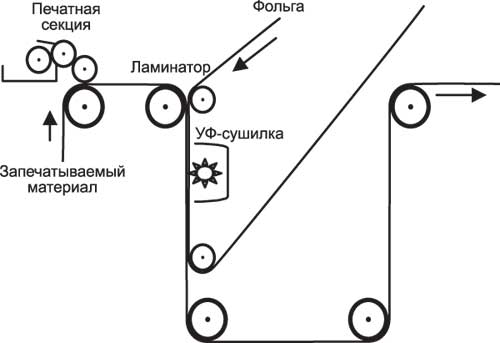
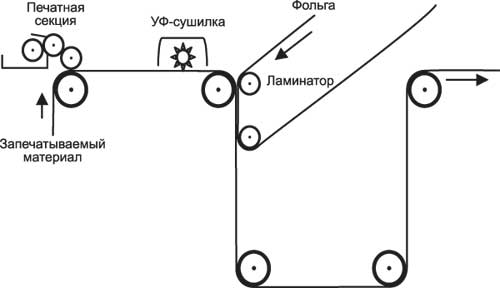
В настоящее время технология холодного тиснения реализована в двух вариантах: «сухом» и «мокром». При «сухом» тиснении активация (первичное отверждение) клея производится до припрессовки фольги, при «мокром» тиснении после припрессовки фольги. Более перспективной считается «мокрая» технология, поскольку при «сухой» ламинации сложнее определить параметры сушки (клей легко недосушить или пересушить), а также существуют проблемы совместимости клеев и воднодисперсионных красок. Недостатком «мокрого» тиснения является высокое растискивание.
Достоинства холодного тиснения фольгой по сравнению с горячим тиснением обусловлены отсутствием необходимости использования нагретых штампов. Холодное тиснение характеризуется низкой стоимостью и малым временем изготовления инструментов (печатные формы значительно дешевле металлических штампов, время изготовления форм для разных способов печати составляет от нескольких минут до нескольких часов), возможностью нанесения металлизированного покрытия на термочувствительные материалы, например на полимерные пленки и ламинаты для туб, высокой скоростью процесса тиснения (отсутствуют потери времени на прогрев материала штампом), простотой и высокой точностью приводки изображения.
Недостатки холодного тиснения фольгой обусловлены главным образом особенностями взаимодействия клея и запечатываемого материала. Так, холодному тиснению не подлежат сильновпитывающие материалы, поскольку создать на их поверхности клеевую пленку требуемой толщины чрезвычайно сложно. Еще одним недостатком технологии является растискивание клея, ограничивающее разрешение тиснения.
При сравнении технологий следует принять во внимание, что с увеличением тиража стоимость оттиска, полученного методом горячего тиснения, уменьшается быстрее, чем стоимость оттиска изготовленного холодным тиснением. Это обусловлено тем, что при больших тиражах стоимость штампа для горячего тиснения составляет лишь незначительную часть общей стоимости заказа, в то время как расход клея при холодном тиснении прямо пропорционален тиражу.
Расходными материалами при холодном тиснении являются формные пластины, клей и фольга.
Наиболее часто клей наносится с фотополимерных форм в секциях флексографской и высокой печати. Для изготовления форм следует использовать пластины средней и высокой твердости (твердость определяется типом запечатываемого материала).
Для холодного тиснения фольгой обычно используются УФклеи. В устройствах «сухого» тиснения применяются УФклеи с катионным механизмом отверждения, в устройствах «мокрого» тиснения УФклеи радикального отверждения. Клей для нанесения флексографским способом должен иметь вязкость 13001500 спз, для высокой печати 50006000 спз.
Устройство «мокрого» холодного тиснения
 ,
,
Устройство «сухого» холодного тиснения
Для беспроблемного нанесения клея запечатываемый материал должен иметь поверхностное натяжение 3842 дин/см. Повышение поверхностного натяжения может осуществляться путем обработки полотна коронным разрядом или нанесения праймера.
Очень важным параметром является гладкость запечатываемого материала. Наилучшие результаты достигаются при работе с гладкими подложками, например с полимерными пленками или с бумагами с покрытием. Добиться хорошего качества тиснения на пористых, впитывающих клей материалах обычно чрезвычайно сложно. Облегчить работу с такими материалами поможет нанесение праймера. Важным требованием является чистота поверхности полотна отсутствие на ней пыли и грязи.
При нанесении клея на красочный слой следует убедиться в их совместимости. Проблемы плохой адгезии часто возникают при «сухом» тиснении по воднодисперсионным краскам, поскольку они плохо совместимы с катионными УФклеями. Улучшить адгезию клея к краске помогает праймер.
Фольга для холодного тиснения является многослойным материалом, состоящим из пленочной основы, разделительного слоя, слоя цветного лака, слоя мелкодисперсного металла или пигмента и адгезионного слоя. Разделительный слой толщиной 0,10,3 мкм скрепляет основу фольги с другими слоями и обеспечивает их разделение в процессе тиснения. Для этого его когезионная прочность должна быть меньше адгезии металлизированного слоя к клею. Адгезионный слой взаимодействует с клеем и обеспечивает прочное соединение металлизированного слоя фольги с запечатываемым материалом. Для создания оригинальных оптических эффектов и защиты печатной продукции от подделок может использоваться голографическая фольга, включающая дополнительный слой с голографическим изображением.
Фольга для «мокрого» тиснения должна пропускать УФизлучение, к фольге для «сухого» тиснения такого требования не предъявляется.
Устройство для холодного тиснения фольгой должно включать печатную секцию для нанесения клея, устройство проводки фольги, ламинатор и сушилку. При «сухом» тиснении сушилка должна располагаться между печатной секцией и ламинатором, при «мокром» между ламинатором и точкой разделения полотен. Расстояния между печатной секцией, ламинатором, сушильным устройством и устройством разделения полотен оказывают влияние на качество тиснения. Их величина зависит от скорости движения полотна, которая может достигать 120 м/мин и выше.
Для стабилизации процесса тиснения путь полотна запечатываемого материала от печатной секции до валика, разделяющего полотна, следует стараться делать прямым. Чем больше поворотов делает полотно и чем с большим числом лентоведущих роликов контактирует, тем сложнее контролировать процесс тиснения.
Важным условием высокого качества тиснения является контроль натяжения полотен.
Ламинатор состоит из пары не имеющих собственного привода валиков, один из которых имеет твердую поверхность, другой эластичную. Рекомендуемый диаметр валиков 5080 мм. Твердость эластичной покрышки валика должна быть 8090є по Шору. Для качества тиснения очень большое значение имеет угол между полотнами перед их соединением. Считается, что он должен быть минимальным, но полотна не должны касаться друг друга, иначе между ними останутся пузырьки воздуха.
Мощность сушильного устройства во многом определяет скорость тиснения. При «мокром» тиснении УФсушилка должна иметь повышенную мощность (не менее 120 Вт/см), так как часть света поглощается фольгой. Следует использовать сушильные устройства с регулируемой мощностью.
Разделение полотен выполняется с использованием стального валика с гладкой поверхностью. Рекомендуемый диаметр валика 50 мм . Фольга должна отделяться от запечатываемого материала под углом 90є.
В настоящее время все ведущие производители узкорулонных печатноотделочных линий оснащают свое оборудование устройствами для холодного тиснения фольгой. Разработаны и универсальные устройства, которые могут устанавливаться на машины различных производителей.
Холодное тиснение фольгой открывает перед типографиями возможности отделки материалов, которые раньше не могли металлизироваться фольгой. Благодаря отсутствию необходимости в изготовлении дорогостоящих штампов, а также легкости настройки оборудования, новая технология может потеснить позиции горячего тиснения фольгой в секторе малотиражной продукции. Дальнейшее развития холодного тиснения, вероятно, будет связано с совершенствованием и удешевлением клеев и фольги.
Источник



