
- Термообработка сварных швов
- Для чего нужна термообработка
- Особенности проведения
- Продолжительность процесса
- Применяемое оборудование
- Виды термической обработки
- Термообработка сварных швов: технология и методы проведения
- Принципы термообработки сварных швов
- Суть и назначение процесса
- Виды термообработки
- Виды оборудования
- Термообработка сварных швов
- Содержание:
- Термическая обработка: общие значения.
- Необходимость термообработки сварных швов.
- Виды термической обработки сварных швов.
- Как выполнить термообработку сварных соединений
- Общая информация
- Методы нагрева швов
- Технология термообработки
- Вместо заключения
- Проведение термообработки сварных соединений – технология, особенности метода, применения
- Описание метода
- Способы прогрева сварных соединений
- Процесс термообработки
- В заключение
- Термическая обработка сварных конструкций
- Термообработка сварных швов: технология и методы проведения
Термообработка сварных швов
При сварке структура металла шва и прилегающей зоны под действием высокой температуры изменяется. Это может привести к преждевременному разрушению деталей. Для устранения негативных последствий сильного нагрева после наложения швов выполняют термообработку сварных соединений.
Для чего нужна термообработка
При сварке в зоне нагрева происходят негативные изменения кристаллической решетки и свойств металла:
- Из-за перегрева в месте горения дуги структура становится крупнозернистой, что приводит к снижению пластичности. Процесс сопровождается выгоранием марганца и кремния, что также способствует преобразованию структуры. После остывания шов становится жестким, склонным к образованию трещин при изменении нагрузки во время эксплуатации. Например, к сварным соединениям технологических трубопроводов прилагаются дополнительные воздействия, возникающие при температурном расширении/сжатии.
- В зоне возле сварного соединения металл нагревается до температуры достаточной для закалки. Поэтому происходит снижение пластичности и стойкости к ударным нагрузкам.
- На более удаленных участках с умеренным нагревом происходит разупрочнение металла, но пластичность остается на прежнем уровне.
- Из-за неравномерности нагрева происходит образование внутренних напряжений, приводящих к деформации деталей с образованием трещин.
После проведения термообработки сварных швов и прилегающих участков восстанавливается структура и характеристики металла по прочности, пластичности, коррозионной стойкости. Термическую обработку сварных соединений для снятия напряжений в обязательном порядке выполняют при монтаже объемных конструкций из тонкостенного металла.
Термообработка защищает сварной шов от коррозии и улучшает механические свойства.
Особенности проведения
Термообработку выполняют поэтапно:
- нагревают только шов или вместе с участками возле него;
- поддерживают температуру в течение определенного времени;
- планомерно охлаждают до температуры окружающей среды.

В зависимости от решаемых задач термообработку после сварки выполняют при температуре от 600 до 1100⁰C. Разработано несколько методов обработки с разными графиками нагревания, временем выдерживания, охлаждения. Способ и оборудование выбирают в зависимости от марки металла, толщины и конфигурации деталей.
Термообработке должны подвергаться сварные швы трубопроводов большой протяженности, соединения на грузоподъемных механизмах, сосуды и емкости, работающие под давлением. Процедуру нельзя откладывать на срок больше трех суток. Для повышения стойкости к коррозии термообработку проводят сразу после завершения сварки.
Из достоинств отмечают:
- увеличение надежности и долговечности сварных соединений;
- возможность улучшения нужных параметров.
К недостаткам термообработки относят:
- Невозможность исправления брака при нарушении технологии термообработки. Соединение придется заново переваривать.
- Большую цену и габариты оборудования.
- Для выполнения термообработки нужен квалифицированный персонал.
- Повышенный расход энергоресурсов.
Продолжительность процесса
Длительность термической обработки сварных соединений зависит от вида и толщины металла. Хромомолибденовые марки стали и ее сплавы с включением ванадия нагревают радиационным или индукционным способом. Длительность процесса определяют по таблице:
| Толщина, см | Радиационный, минуты | Индукционный, минуты |
|---|---|---|
| До 2.0 | 40 | 25 |
| 2.1 — 2.5 | 70 | 40 |
| 2.6 — 3.0 | 100 | 40 |
| 3.1 — 3.5 | 120 | 60 |
| 3.6 — 4.5 | 140 | 70 |
| 4.6 — 6.0 | 160 | 90 |
| 6.1 — 8.0 | 160 | 110 |
| 8.1 — 10 | 1600 | 140 |
Перед нагревом сварной шов очищают от шлака. Индукционным способом процедура выполняется быстрее, но расход электроэнергии больше.
Длительность термической обработки сварных соединений зависит от вида и толщины металла.
Применяемое оборудование
Для термической обработки сварных швов применяют следующие виды оборудования:
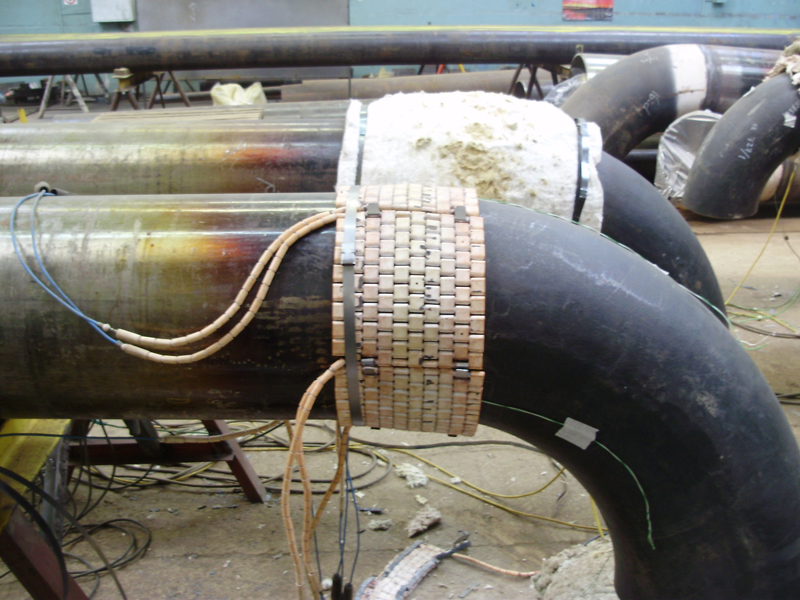
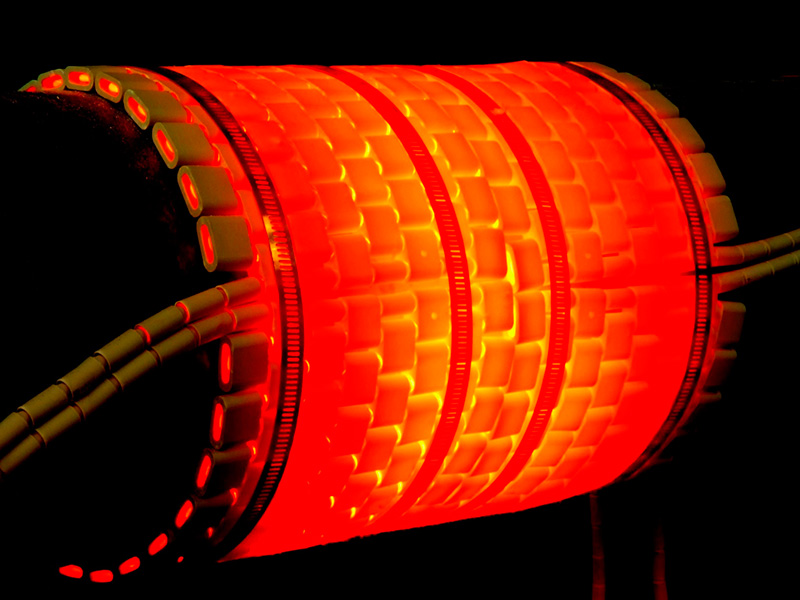
- Индукционное. Принцип работы основан на нагреве металла вихревыми токами, создаваемыми индукционной катушкой (индуктором), подключенной к высокочастотному генератору. Нагреваемый участок предварительно накрывают асбестом. Поверх него гибким проводом наматывают витки катушки с шагом 2,5 см на расстоянии 25 см по обе стороны от стыка. В качестве индуктора также используют накладки с расположенными внутри проводами. Технология обеспечивает быстрый, равномерный нагрев участка соединения независимо от положения деталей.
- Радиационное. Нагрев осуществляется теплом от проводов из нихрома, по которым проходит электроток. Гибкие нагревательные элементы удобны для обработки соединений сложной формы. Радиационное оборудование эффективней индукционного при работе с металлами с низкими электромагнитными характеристиками.
- Газовое выгодно для применения, так как не нуждается в электроэнергии. Однако на нагрев уходит много времени. Поэтому оборудование используют на небольших конструкциях. Для обеспечения равномерного прогрева соединения работу выполняют двумя многопламенными ацетиленовыми горелками одновременно с обеих сторон.
- Для работы с деталями небольшого размера применяют муфельные печи. Их также используют на трубопроводах малого диаметра.
Виды термической обработки
Способ термообработки сварного шва выбирают в зависимости от поставленной цели:
- После термического отдыха уменьшается остаточное напряжение и количество водорода внутри шва. Процесс проводят при температуре до 300⁰C с выдержкой в течение 1,5 — 2 часов. Этим способом обрабатывают сварные соединения на толстостенных конструкциях, когда нет возможности применить другие виды.
- Отпуском за счет разрушения закалочных структур добиваются уменьшения напряжения на 90%, увеличения пластичности и стойкости к ударным нагрузкам. Нагрев до 600 — 700⁰C, выдержка до 3 часов. Метод применяют на перлитных сталях.
- Нормализацию выполняют при 800⁰C с выдержкой 20 — 40 минут на тонкостенных деталях. После завершения процесса структура становится мелкозернистой и однородной.
- Аустенизацию проводят на высоколегированных видах стали для снятия напряжений и восстановления пластичности. Нагрев до 1100⁰C, двухчасовая выдержка с последующим естественным охлаждением.
- Для отжига после сварки термообработку выполнят при 970⁰C с выдержкой в течение 3 часов и остыванием в естественных условиях. Используют при работе с высоколегированными сталями для улучшения стойкости к коррозии.
Температуру контролируют по изменению цвета меток, нанесенных на поверхность деталей термокарандашом или термокраской. Однако точность измерения этим способом невысока, поэтому чаще пользуются пирометрами и тепловизорами. Они могут быть ручными или встроенными в системы автоматического поддержания температуры на заданном уровне.
Если к качеству сварных соединений предъявляются высокие требования, выполнение термообработки обязательно. После ее проведения на швах не появятся трещины, разломы, коррозия. При использовании современного оборудования термообработка не займет много времени.
Источник
Термообработка сварных швов: технология и методы проведения
Принципы термообработки сварных швов
При крупномасштабном изготовлении металлических конструкций и соединении трубопроводов проводится дополнительная обработка, про которую забывают начинающие сварщики. К одному из таких технологических процессов относится термообработка сварных швов. Оно позволяет улучшить характеристики готового крепления, продлить срок его эксплуатации.
 Термообработка сварных швов
Термообработка сварных швов
Суть и назначение процесса
Термообработка после сварки нужна для того чтобы улучшить ухудшившиеся характеристики материала при скреплении. К ним относятся:
- Изменение параметров металла из-за перегрева. При использовании сварочного оборудования детали нагреваются до 5000 градусов. Появляются крупные зёрна металла, что приводит к ухудшению показателя пластичности.
- Вокруг готового шва образуется место закалки. Эта область не устойчива для ударов.
- Удалённые области обладают малым показателем прочности. Связано это с кратковременным сильным нагревом.
Главный недостаток, который образуется на соединенной конструкции после сварки — внутренние напряжения. Это приводит к деформации изделия при эксплуатации. Остаточное напряжение становится причиной разрушения соединений из-за чего трубопроводы, металлоконструкции приходят в негодность.
Тепловая обработка проводится при температуре до 1000 градусов по Цельсию. Состоит технологический процесс из трёх этапов:
- С помощью специального оборудования происходит равномерный прогрев в области шва. Это изменяет механические свойства материала.
- Сохранение рабочей температуры на определённый промежуток времени. Длительность зависит от того, насколько нужно изменить свойства и структуру материала.
- Последним этапом является охлаждение. Температура должна опускаться равномерно, чтобы добиться повышения пластичности и ударной вязкости.
Термообработка после сварки позволяет снять остаточные напряжения, выровнять металлическую структуру, избавиться от крупных зёрен.
Виды термообработки
Термообработка сварных соединений может проводиться несколькими способами. К наиболее эффективным относятся:
- Нагревание деталей до сваривания. Применяется при работе с низкоуглеродистыми сталями. Сварщик нагревает рабочие поверхности до 200 градусов. После сваривания конструкция должна остыть при комнатной температуре.
- Отпуск металла. Подразумевает под собой нагрев деталей до критических температур. Заготовки выдерживаются в таком режиме до 5 часов. Затем материал медленно охлаждается.
- Термический отдых. Заготовки разогреваются до 300 градусов. При такой температуре они выдерживается до трех часов. Постепенно остаточные нагрузки исчезают, шов становится прочнее.
- Нормализация. Проводится для уменьшения крупных зёрен структуры материала, увеличения показателей прочности.
- Аустенизация. Перед сваркой детали разогревают до 1100 градусов. Выдержка при такой температуре составляет 90 минут. Процесс охлаждения происходит на свежем воздухе. Механические свойства улучшаются, остаточное напряжение исчезает.
- Стабилизирующий отжиг. Готовый шов нагревают до 800 градусов. На протяжении трех часов температура поддерживается на одном уровне. Снижается риск образования ржавчины.
Метод термической обработки зависит от используемого материала.
 Применение нагревательных элементов
Применение нагревательных элементов
Виды оборудования
Для проведения термической обработки используют определённое оборудование. Его выбор зависит от металла, толщины заготовок, возможностей сварщика. К нему относятся:
- Индукционные установки. Представляют собой аппараты, которые вырабатывают высокочастотное напряжение. Дополнительно на установке закрепляется нагревательный провод. Его другой конец обматывается вокруг шва. Важно оставлять между витками по 2,5 см.
- Радиационное оборудование. Для разогревания области вокруг креплений и самого соединения используются нихромовые провода. На них подаётся напряжение, которое способствует нагреванию рабочей поверхности.
- Газопламенное оборудование. Простой способ нагрева рабочих поверхностей. Для этого применяются газовые горелки, к которым подключается ацетилен, кислород. Чтобы увеличить зону прогрева, на горелку закрепляется широкий мундштук.
Прежде чем начинать использовать то или иное оборудование нужно изучить особенности работы с ним. Применение нагревательных машин требует определённых навыков.
Термообработка сварных швов
Содержание:
Часто разные металлы и сплавы поддаются термической обработке. Это необходимо для изменения определенных свойств изделия, его структуры и пр. Одними из видов термической обработки являются закалка металла, термообработка сварных швов и соединений и пр.

Отметим, что обработка швов это один из этапов термообработки сварного изделия в целом. Об обработке швов и изделий под воздействием температур и поговорим дальше.
Термическая обработка: общие значения.
Сам процесс термической обработки металлических изделий в целом и соединений состоит из нескольких этапов:
- подготовка металлических изделий к сварке;
- термообработка собственно во время сварки;
- обработка уже готового изделия и швов.
Для чего необходима термическая обработка сварных изделий? Отметим, что необходимость термической обработки всех сварных изделий обуславливается потребностью улучшить сварные свойства материала.
Исходя из этого, перед сваркой изделия, металл должен пройти процесс отжига и высокого отпуска. Приведем пример. Когда необходимо сварить трубы при температуре 110-120 ° С, из-за особенностей материала (например, свариваемая сталь склонна трескаться в процессе) его предварительно подогревают. От разных особенностей материала зависит и температура подогрева изделия перед непосредственной сваркой.
Необходимость термообработки сварных швов.
Понятно, что термообработка сварных швов необходима уже по завершению процесса сварки. Но для чего? Дело в том, что при сварке изделия нагрев распределяется неравномерно по разным зонам. Это может привести к тому, что свойства сварного шва, в конечно счете, могут значительно снизиться и быть неоднородными по разным сторонам соединения.
Отметим, что эта особенность наблюдается всегда, независимо от толщины свариваемых изделий и прочих показателей.
Из-за такой особенности, в первую очередь, страдает прочность всего изделия, а также его устойчивость к коррозионным процессам, переносимость разных температур и пр. Все это может также привести к разрыву сварного шва. По этой причине сварщики по окончании работ проводят обязательную термическую обработку сварного шва.
Отметим, что термообработка швов используется при проведении работ в абсолютно любых сферах, будь-то нефтегазоперерабатывающая промышленность, энергетика и прочие.
Виды термической обработки сварных швов.
Выделяют два подвида термической обработки. Собственно обработка сварных швов, так называемая местная обработка. А также существует полная термообработка сварного изделия. Во втором случае полностью конструкция, которая подвергалась сварке, равномерно нагревается и потом охлаждается.
Обработка швов выполняется специалистами разными способами – это:
- индукционный (наиболее распространенный);
- радиационный (посредством газовых или электрических источников);
- комбинированный и другие.
Кроме способов проведения обработки, выделяют и некоторые ее виды:
- высокий отпуск;
- нормализация;
- аустенизация;
- термический отдых;
- «улучшение» (комбинация двух видов: нормализации с высоким отпуском);
- стабилизирующий отжиг.
Остановимся немного подробнее на отдельных видах. Во-первых, поговорим о нормализации. Это процесс термообработки с более быстрым охлаждением (что отличает его от обычного отжига). Отметим, что нормализация, обычно, проводится на открытом воздухе.
Следующий вид термообработки швов – высокий отпуск. Он наиболее популярен среди специалистов. Особенно часто его используют в условиях монтажа конструкций. Заметим, что данный процесс позволяет значительно понизить уровень остаточного напряжения – практически на 90 процентов. Высокий отпуск представляет собой процесс, при котором сварной шов выдерживается под температурой, достигающей триста-четыреста градусов. Процесс длится целый час. После нагревания шов довольно медленно охлаждают до трехсот градусов. И завершают этот процесс уже на воздухе.
Еще два вида обработки предназначены для хромоникелевых и нержавеющих сталей. Речь идет о стабилизирующем отжиге и аустенизации. Что касается последней, она представляет собой довольно сильный нагрев шва и последующее его охлаждение на воздухе.
Стабилизирующий отжиг – это нагревание шва до температуры, равной 970 градусам. Дальше изделие охлаждается также, как при аустенизации. Особенность этого способа термической обработки шва в том, что структура шва оптимизируется, что значительно снижает возможность того, что шов потрескается или подвергнется коррозионным процессам.
В заключение отметим, что выбор вида и способа термической обработки сварного шва напрямую зависит от свариваемого материала: для разных видов металлов подходят определенные способы и виды термообработки.
Как выполнить термообработку сварных соединений
Помимо подготовительных действий, рабочего процесса и контроля качества существуют дополнительные этапы, которые просто обязательны в условиях крупномасштабного производства. Существуют отрасли, где качество сварных швов играет очень большую роль, и каждая ошибка может стоит дорого. На первый план выходит защита сварных швов от коррозии. Также нужно защитить сварочный шов от преждевременного разрушения.

Чтобы достичь наилучшего качества составляются подробные чертежи, подбираются оптимальные комплектующие и работа поручается настоящим профессионалам. Но есть еще один действенный способ — обработка сварного соединения. Существует несколько типов обработки, в этой статье мы поговорим о термической.
Общая информация
Термическая обработка сварных соединений — это метод обработки швов, основанный на применении высоких температур. Благодаря термообработке осуществляется защита сварных швов от коррозии, снижается вероятность появления трещин, улучшаются механические свойства шва, повышается жароустойчивость. Этот метод можно сравнить с обжигом глины, которая приобретает особые свойства благодаря высоким температурам.
Термообработке подвергается только сварной шов или также прилегающая к нему область. Сварное соединение нагревается до определенной температуры и выдерживается в нагретом состоянии определенное количество времени, затем охлаждается. Для процесса обработки используется специальная установка для термообработки сварных швов или отдельные приспособления, о которых мы поговорим позже.
 Фото взято с сайта rem-teh.ru
Фото взято с сайта rem-teh.ru
Существует несколько методов термообработки. Все они отличаются температурой, используемой для нагрева шва. Температура нагрева может быть от 650 до 1125 градусов по Цельсию, выбирается в зависимости от типа стали и свойств, которые должна получить сталь. Детали могут прогревать от 1 до 5 часов. Затем металл охлаждается естественным путем, без применения дополнительных методов.
В результате улучшается пластичность и ударная вязкость сварного соединения, улучшаются механические свойства, снижается остаточное напряжение от сварки. Зачастую необходима термообработка сварных соединений технологических трубопроводов. Поскольку именно трубы формируют важнейшие узлы. Они должны быть прочными и долговечными.
Методы нагрева швов
Сварочные швы и соединения могут нагреваться несколькими способами. Среди наиболее распространенных можно выделить специальные гибкие нагревательные изделия, муфельные печи, индукционные и газопламенные приспособления.

Метод нагрева шва выбирается исходя из возможности установки дополнительного оборудования, доступа к трубам, диаметра детали и прочих субъективных факторов. Проще говоря, выбор метода нагрева не регламентируется нормами и правилами. Самое главное — нагревательные приспособления должны беспрепятственно монтироваться на деталь, весить немного и осуществлять равномерный нагрев, без перепадов температур. Такая обработка называется локальной или местной.
Локальная термообработка с помощью гибких нагревательных элементов — это самый простой и недорогой способ обработки шва. Ранее такие нагреватели выпускал завод «Минмонтажспецстрой», сейчас этим занимается «Корпорация Монтажспецстрой». Такие элементы легко подстраиваются под диаметр трубы и их монтаж не вызывает трудностей.
Также используются муфельные печи. Они вполне эффективны при работе с трубами небольшого диаметра. Но здесь есть один нюанс: чтобы прогрев был равномерным нужно устанавливать печь так, чтобы ее ось вращения не совпадала с геометрической осью.
Индукционные приспособления также довольно распространены. Они недорогие и эффективные. Широко применяются при нагреве швов как раз на трубах. В качестве нагревательного элемента здесь выступают многожильные медные кабели, которые охлаждаются с помощью воздуха. При нагреве шва труб нужно оставить небольшой зазор между самой трубой и кабелями. Такая установка для термообработки сварных швов позволяет прогреть соединения равномерно и быстро. Ниже представлена таблица с характеристиками индукторов.

Газопламенный метод нагрева предполагает использование многопламенных газовых горелок. Принцип работы такой специальной горелки ничем не отличается от обычной бытовой зажигалки, разве что каналов выхода пламени в десять раз больше. Здесь пламя образуется при сгорании кислорода и горючего газа. Газопламенный метод хорош в труднодоступных местах, но может занимать больше времени.
Технология термообработки
При проведении термической обработки учитывается длина шва, соблюдается равномерность прогрева соединения и прилегающих областей, выбирается подходящая скорость и температура нагрева, устанавливается время продолжительности нагрева (также называется выдержкой) и устанавливается скорость охлаждения.
Термообработка сварных швов трубопроводов начинается с того, что шов изолируют с помощью теплоизоляционного материала. Например, при применении газопламенной горелки шов обматывается слоем листового асбеста толщиной 2-3 сантиметра. Только затем происходит монтаж самой горелки. Тот же принцип и при сварке индукционными приспособлениями или нагревательными элементами.
Чтобы сварные швы не теряли тепло изоляционные материалы должны быть прочными и теплостойкими одновременно. При этом они должны иметь малый вес, легко изгибаться. В таблице ниже описаны основные теплоизоляционные материалы, применяемые при термообработке. Также указана из температурная область.

Обработка сварного шва доверяется только специалистам. Специалист проходит предварительное обучение и только после этого приступает к работе. При этом процессом должен руководить старший мастер. Специалист обязан не только правильно подобрать и установить нагревательное оборудование, но еще и проверить, насколько хорошо слесари подготовили металл.Термообработка сварных швов трубопроводов не начнется без тщательной подготовки.
После обработки можно осуществить термоотдых. Пусть деталь остынет. Затем производится шлифовка сварных швов болгаркой. Зачистка сварного шва после сварки необходима для удаления ненужных включений, образовавшихся при сварке. Например, шлака.
Вместо заключения
Термообработка сварных соединений технологических трубопроводов — обязательный этап, если качество шва стоит на первом месте. С помощью обработки возможна полная защита сварных швов от коррозии, трещин и разлома. Это простой, но вместе с тем эффективный метод. С помощью современных приспособлений можно быстро и равномерно обработать сварной шов. Делитесь этой статьей в социальных сетях и оставляйте комментарии к этой статье. Желаем удачи в работе!
Проведение термообработки сварных соединений – технология, особенности метода, применения

Существуют области, в которых качество сварного шва имеет огромное значение, чаще всего это в производстве и при прокладке трубопроводов. Необходимо защитить шов от коррозии, деформации.
Правильно организованный рабочий процесс, опытные сварщики, точные чертежи, контроль качества, качественные комплектующие – все это необходимо.
Однако большое значение также имеют дополнительные методы обработки сварочного соединения. Одним из таких эффективных способов является термический.
Описание метода
Обработка соединений при помощи высоких температур называется термической обработкой (термообработкой) и предназначена для их защиты от коррозии, дефектов, растрескивания.
При этом повышаются механические характеристики соединения, его жаростойкость.
Метод похож на обжиг, используемый при работе с глиной, которая после этого приобретает новые свойства.
Заключается метод термообработки в нагревании соединения, удерживания его некоторое время нагретым, и затем охлаждении. Применяется при этом специальное оборудование для термообработки, о котором мы расскажем ниже.
Таких методов существует несколько, различаются они своими температурными режимами, в зависимости от обрабатываемого материала. При обработке стали, например, диапазон температур составляет от 650 до 1125 ОC. Время нагрева – от 1 до 5 часов.
После прогрева сталь охлаждается естественным способом. С помощью такого воздействия улучшаются механические характеристики, ударная вязкость, пластичность соединения.
Метод термообработки сварных соединений часто применяется при сваривании трубопроводов, где очень важны характеристики сварных швов.
Способы прогрева сварных соединений
Существует несколько способов термообработки сварных соединений. Выбор их зависит от доступности детали, ее размеров, возможности монтажа нагревательных устройств и др.
Чаще всего используются печи, нагреватели газопламенные и индукционные, специальные гибкие нагреватели.
Главные условия, которые надо учитывать при выборе способа нагрева — простота монтажа, равномерность нагрева соединения, отсутствие перепадов температур, небольшой вес устройства.
Самый несложный и недорогой метод обработки соединения – локальный, с использованием гибких нагревателей. Обычно применяется при монтаже трубопроводов.
Такие нагревательные устройства легко монтируются на трубы любого размера, их можно использовать в труднодоступных местах.
Для обработки труб малого диаметра применяются муфельные печи. При их использовании необходимо правильно установить печь. Ось вращения не должна совпадать с осью геометрической, в противном случае не удастся добиться равномерного нагрева.
Также при работе с трубопроводами широко распространены индукционные устройства, недорогие, но достаточно эффективные. Состоят они из многожильных кабелей из меди, выполняющих функцию нагревателя.
Охлаждаются эти нагреватели воздухом. При монтаже рекомендуется оставить небольшое расстояние между нагревателем и обрабатываемой деталью. Это обеспечит быстрый, равномерный разогрев шва.
Ниже вы можете увидеть таблицу со свойствами индукторов.
Еще один часто используемый метод – газопламенный, с использованием газовых горелок. Эти горелки имеют несколько каналов выхода пламени, образующегося при сгорании горючего газа и кислорода.
Такой метод обычно применяют в местах, куда сложно доставить и смонтировать другое оборудование. Минус данного способа –он требует гораздо большего времени.
Процесс термообработки
При проведении термической обработки сварного соединения необходимо учитывать длину шва, обеспечив его равномерный прогрев.
Надо правильно настроить характеристики процесса, такие как скорость, температура, время прогрева, а также скорость, время охлаждения. Начинается обработка с изоляции шва.
Например, если мы используем газовую горелку – шов изолируется асбестовым листом толщиной 2-3 см. После этого производится закрепление самой горелки. Так происходит обработка, если мы используем индукционные устройства.
Надо добиться того, чтобы сварной шов не терял тепло. Для этого надо выбирать прочные и теплостойкие изоляционные материалы.
Кроме этого, они должны быть достаточно гибкими и легкими. Ниже вы можете увидеть таблицу, где указаны самые часто используемые изоляционные материалы.
Для работ по термообработке сварных соединений необходима соответствующий опыт и навыки, специалисты в этой области предварительно обучаются. Процесс обычно контролирует старший мастер.
В его обязанности входит подбор и монтаж необходимого оборудования, контроль исправности оборудования. Также мастер должен проверить, насколько качественно проведена подготовка деталей к термообработке.
После термообработки детали надо дать остыть, затем произвести окончательную зачистку соединения от шлака.
В заключение
Если ваша первостепенная задача – добиться качественного шва, термообработка шва обязательна.
Она защитит соединение от дефектов, коррозии, трещин.
Метод достаточно прост, но эффективен, а предназначенных для этого устройств достаточно. Желаем вам успехов в работе!



Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)
Термическая обработка сварных конструкций
Термическая обработка — совокупность операций нагрева металлов и сплавов до определенной температуры, выдержки при этой температуре и последующего охлаждения с целью изменения их структуры и свойств. Для сварных соединений термическую обработку можно выполнять до сварки и после нее. Термообработка является окончательной операцией для придания металлу комплекса физико-механических свойств, которые обеспечивают требуемые эксплуатационные характеристики.
Термическую обработку деталей из сталей чаще всего выполняют после сварки. Различают следующие виды термической обработки: отжиг, нормализацию, закалку и отпуск.
Отжиг — термическая обработка, заключающаяся в нагреве металла (структура которого находится в неравновесном состоянии) до определенной температуры, в выдержке и последующем медленном охлаждении, с целью получения более устойчивой структуры. Отжиг изделий применяют для устранения внутренних напряжений, возникающих при сварке, снижения твердости, повышения пластичности и вязкости и т. д. Температура нагрева изделий при отжиге различна. Различают следующие виды отжига: диффузионный, полный, неполный и рекристаллизационный.
Диффузионный отжиг проводят с целью устранения химической неоднородности зерен металла. При диффузионном отжиге изделие нагревают до температуры на 200. 300 °С выше значений температуры фазового превращения, выдерживают в печи в течение 10. 12 ч и медленно охлаждают до температуры 200 °С. При этом общее время отжига составляет 80. 100 ч. Диффузионный отжиг проводят для сварных заготовок из легированных сталей.
Полный отжиг основан на фазовой перекристаллизации зерен металлов, приводящей к их измельчению. При полном отжиге устраняется волокнистая структура основного металла, полученная в процессе ковки или прокатки, происходит снятие внутренних напряжений и повышение пластичности изделий, что облегчает их дальнейшую обработку.
При полном отжиге температура нагрева на 30. 50 °С выше Лс3 (рис. 3.27). Полный отжиг применяют обычно для сварных изделий из ферритоперлитных сталей, при этом после охлаждения структура стали остается ферритоперлитной, но с более мелкими зернами.

Рис. 3.27. Диаграммы высокого отпуска (а), нормализации (б) и закалки (в) стали: / — нагрев; 2 — выдержка; 3 — охлаждение
Неполный отжиг осуществляют при температуре нагрева на
20. 30 °С выше значений Лс3. Неполный отжиг применяют обычно для сварных изделий из перлитных сталей. После охлаждения структура стали из пластинчатого перлита с сеткой цементита превращается в структуру зернистого перлита, обладающую большей пластичностью. Такой отжиг часто называют сфероидизацией.
Рекристаллизационный отжиг применяют для снятия внутренних напряжений, снижения твердости и получения равновесной структуры металла. Такой отжиг проводят для сварных заготовок, полученных холодной обработкой (волочением, прокаткой).
Отжиг изделий проводят в печи при температуре нагрева, близкой к Ас1 (650. 700 °С), с последующим медленным охлаждением вместе с печью.
В процессе рекристаллизационного отжига из деформированных зерен образуются более мелкие равноосные зерна. В результате после отжига материал изделия имеет более высокую пластичность, но меньшую твердость.
При изготовлении сварных конструкций широко применяют нормализацию, закалку и отпуск.
Нормализация — вид термической обработки, заключающийся в нагреве изделий из стали до температуры выше Ас3 на 50. 60 °С, непродолжительной выдержки (несколько минут) и получения мелкозернистой структуры при этой температуре с последующим охлаждением на воздухе.
Нормализацию применяют для получения мелкозернистой структуры металла, равномерного распределения структурных составляющих, улучшения механических и специальных свойств сварных соединений, а также для снижения остаточных напряжений. Нормализацию сварных соединений изделий из низкоуглеродистых сталей применяют чаще, чем полный отжиг. Например, в электроэнергетике часто проводят нормализацию сварных стыков тонкостенных труб диаметром до 100 мм.
Закалка — вид термической обработки, заключающийся в нагреве изделий из стали до температуры выше критической точки превращения, выдержке их при этой температуре с последующим быстрым охлаждением (в воде, масле, расплавах солей, растворах кислот или щелочей). В результате закалки повышаются твердость, прочность, пластичность и вязкость материала изделий.
В зависимости от скорости охлаждения при закалке образуются различные структуры: мартенсит, троостит или сорбит.
Мартенсит обеспечивает твердость 500. 600 НВ, троостит — 400 НВ, а сорбит — 300 НВ.
Закаливаемость стали зависит от содержания углерода. Углеродистые стали с содержанием углерода менее 0,25 % не закаливаются.
С целью повышения твердости и износостойкости поверхности изделий при сохранении менее твердой сердцевины применяют поверхностную закалку. Нагрев изделий в этом случае выполняют токами высокой частоты или пламенем газовой горелки.
Отпуск — вид термической обработки, заключающийся в медленном нагреве деталей, подвергнутых закалке, до температуры ниже температуры фазового превращения, в выдержке и последующем охлаждении с целью превращения неравновесной структуры в более устойчивую. При отпуске обеспечивается снятие внутренних напряжений, возникающих в результате закалки, и улучшение металлургических свойств, а также повышение коррозионной стойкости при сварке коррозионно-стойких материалов.
Различают низкий, средний и высокий отпуск.
Низкий отпуск проводят при температуре до 250 °С с целью получения мартенсита отпуска и снятия части внутренних напряжений при сохранении твердости.
Средний отпуск проводят при температуре 350. 500 °С с целью получения троостита отпуска. Такая структура обеспечивает высокое значение предела упругости и повышение ударной вязкости стали.
Высокий отпуск проводят при температуре несколько ниже Ас1 (650. 700 °С) с целью получения сорбита отпуска; в результате обеспечивается наилучшее соотношение между прочностными и пластическими свойствами материала: снижается твердость материала и повышаются его пластичность и ударная вязкость. Продолжительность высокого отпуска составляет от одного до нескольких часов. В результате отпуска уровень остаточных напряжений может быть снижен на 70. 90 % по сравнению с исходным состоянием.
Диаграммы высокого отпуска, нормализации и закалки стали показаны на рис. 3.27. Время отпуска занимает несколько часов, а нормализации и закалки — несколько минут.
Для сварных соединений, выполненных из сталей перлитного или мартенситно-ферритного классов, чаще всего применяют высокий отпуск.
При проведении высокого отпуска следует особое внимание обращать на точность соблюдения режимов термообработки, поскольку отклонение от них может привести к заметному ухудшению механических свойств материала изделия.
Термообработка сварных швов: технология и методы проведения




Местная термическая обработка сварных соединений снижает остаточные сварочные напряжения, улучшает структуру металла шва и околошовной зоны, повышает и стабилизирует механические и специальные (жаропрочность, коррозиестойкость и т. д.) свойства стали.
Термическая обработка заключается в нагреве сварного соединения до определенной температуры и выдержке его при необходимой температуре в течение определенного времени до его охлаждения.
Для улучшения качества сварных соединений применяются следующие виды термической обработки.
1. Высокий отпуск, который заключается в нагреве сварного соединения до температур, близких к нижней критической точке свариваемой стали (650-750°С в зависимости от марки), выдержке его при этой температуре в течение 1-5 ч и последующем медленном охлаждении. При этом уменьшается и выравнивается твердость, повышаются пластичность и ударная вязкость, остаточные напряжения снижаются на 70-80%.
2. Нормализация, включающая нагрев сварного соединения до температур выше 900-950°С для углеродистой и низколегированной стали, выдержку в течение нескольких минут и охлаждение на воздухе. При нормализации удается получить более мелкое зерно металла шва, улучшить механические свойства и снизить остаточные напряжения сварного соединения, а следовательно, повысить прочность, пластичность и ударную вязкость.
3. Аустенизация (закалка на аустенит), проводимая для сварных соединений из аустенитных сталей. При аустенизации сварное соединение нагревают до 1075-1125ºС, затем выдерживают при этой температуре около 1 ч и быстро охлаждают на воздухе. Аустенизация приводит к повышению пластичности сварного соединения.
При проведении местной термической обработки необходимо выдерживать следующие параметры:
ширину нагреваемого участка;
равномерность распределения температуры по толщине стенки и ширине нагреваемого участка;
скорость нагрева до температуры выдержки;
время выдержки;
скорость охлаждения.
Существуют следующие способы нагрева сварных швов и соединений: нагрев гибкими нагревателями сопротивления, муфельными печами, индукционный и газопламенный нагрев.
Способ нагрева выбирают с учетом условий монтажа, наличия оборудования для нагрева и ряда других факторов. Нагревательные устройства должны легко устанавливаться на сварные соединения, иметь сравнительно небольшую массу и равномерно нагревать сварное соединение по толщине и длине.
Нагрев гибкими нагревателями сопротивления в монтажных условиях является наиболее удобным и простым, такие нагреватели выпускаются Минмонтажспецстроем СССР. При нагреве сварных соединений муфельными печами необходимо следить за тем, чтобы нагрев сварного шва был равномерным, что достигается эксцентричной установкой печи на трубопровод.
Индукционный нагрев широко используется при монтаже трубопроводов. Сущность этого способа нагрева состоит в том, что для местного нагрева в монтажных условиях применяют медные индукторы из многожильного медного кабеля с воздушным охлаждением. При установке индуктора на трубу следует учитывать зазор между индуктором и трубой. Чем меньше зазор между ними, тем полнее используется мощность индуктора. Техническая характеристика гибких медных индукторов представлена в табл. 12.
При газопламенном нагреве используют сварочные и специальные многопламенные газовые горелки. Принцип действия всех газовых нагревателей заключается в том, что теплота выделяется при сгорании смеси горючего газа с воздухом или кислородом.
При термической обработке трубы кольцевой горелкой сварное соединение вначале теплоизолируют, т. е. на участке 300-400 мм по обе стороны от горелки накладывается слой листового асбеста толщиной 20-30 мм, а затем устанавливают горелку, соединяют и закрепляют обе ее половины. Центрируют горелку на трубе с помощью штырей.
Для уменьшения потерь теплоты при термической обработке сварных соединений применяют различные теплоизоляционные материалы. Эти материалы должны быть прочными и теплостойкими при малой теплопроводности, а также легкими, гибкими, износостойкими и безопасными в работе. Температурная область, при которой применяются те или иные материалы, указываются в табл. 13.
При термической обработке стыков трубопроводов с объемом 2500 стыков выполняют работу в три смены. Состав группы термической обработки следующий:

Старший термист-оператор, термисты-операторы и электромонтеры перед началом выполнения работ проходят обучение по специальной программе, рассчитанной на три месяца. Руководство работами осуществляет мастер по термической обработке. Оператор-термист работает с оборудованием и приборами, контролирующими режим термической обработки, и проверяет правильность ведения подготовительных работ, выполняемых слесарями.
Слесари вначале подготавливают стыки труб к термической обработке, а затем устанавливают на них термопары и нагреватели, теплоизоляционные маты и подсоединяют кабели. После окончания термической обработки они снимают теплоизоляцию, нагреватели и транспортируют или переносят их к следующему стыку.
Источник



