
- 3 способа сварки тонкого металла без прожога
- 1. Сварка с возвратом
- 2. Сварка по прямой
- 3. Сварка с отрывом электрода
- Смотрите видео
- Сварка тонкого металла электродом
- Особенности технологии
- Как варить тонкий металл инвертором
- Достоинства сварки тонкостенных заготовок инвертором
- Особенности сваривания тонких оцинкованных листов
- Заключение
- Техника сварки тонкого металла инвертором
- Проблемы сварки тонкостенных изделий
- Выбор режимов и электродов
- Правильная технология
- Подготовка
- Сварка
- Приемы сварки тонкостенных конструкций
3 способа сварки тонкого металла без прожога

Начинающему сварщику варить тонкий листовой металл или тонкостенные трубы обычным сварочным инвертором не так просто. Электрод прожигает изделие, в результате чего вместо прочного соединения с аккуратным швом получается печальная картина. На самом деле можно научиться укладывать практически заводской шов даже на тонкостенный металл, но для этого требуется правильно вести электрод. Рассмотрим 3 метода его ведения, которые оптимально подходят для сварки тонкой листовой стали, труб и т.д.

1. Сварка с возвратом
Этот способ ведения кончика электрода подразумевает наложение шва с возвратом. Для этого всю протяженность свариваемого шва нужно мысленно разделить метками с шагом в 5 мм. Кончик электрода разжигается вначале, и быстро продвигается вперед, затем возвращается и задерживается. Как только в этом месте образовалось достаточно наплавленного металла, нужно быстро продвинуться вперед, и вернуться уже до следующей метки.
Таким образом, электрод долго не задерживается на одном месте. За счет сдвига вперед дается время, чтобы расплавленный металл успевал застывать. Этим способом получается накладывать толстый качественный шов, надежно скрепляющий заготовки.

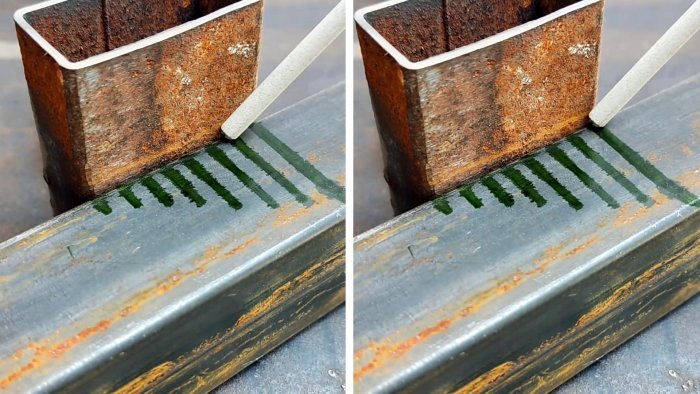
2. Сварка по прямой
Это самый быстрый и простой способ сварки. Необходимо разжечь электрод, и провести его по стыку деталей. При этом кончик должен отставать от держателя. Если шов нужен широкий, то можно слегка вести электрод по волнообразной траектории, сдвигая его влево и вправо.

Чтобы так варить, требуется обязательно отрегулировать ток на сварке под текущую толщину стали, и естественно использовать электрод рекомендованного сечения. Соблюдая все условия, и подобрав оптимальную скорость продвижения, вы никогда не прожжете металл.

3. Сварка с отрывом электрода
Этот способ очень похож на предыдущий. Электрод ведется аналогично, но спустя 0,5-1 см шва отрывается на мгновение. Затем он возвращается к месту разрыва, и сварка продолжается. Эта пауза позволяет предотвратить критический перегрев металла, при котором он прогорит насквозь.

Сварка этим способом, пожалуй, будет самой простой для начинающего.

Только важно не делать слишком большие паузы, так как если шов застынет, то электрод не будет развиваться при следующем касании так просто.

Смотрите видео
Источник
Сварка тонкого металла электродом

Процесс соединения двух металлических заготовок перестал представлять проблему после появления сварочного аппарата. Некоторые трудности все-таки остались. К примеру, новичкам непросто в хорошем качестве выполнить работу по свариванию двух тонких металлических листов. В статье детально рассматривается вопрос как правильно варить тонкий металл электросваркой. Забегая немного вперед, стоит сказать, что для выполнения подобных операций применяются технологии и оборудование, позволяющие выполнить работу без деформации сварочного листа и прогорания рабочей области.
Особенности технологии
Чтобы не прожечь металл, нужно как можно быстрее провести электрическую дугу вдоль стыка. Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.

Для сварки тонких листов металла нужен сварочный аппарат с плавной регулировкой силы тока на выходе. Чтобы избавиться от возможных проблем с поджигом сварочной дуги, используются аппараты с напряжением холостого хода не ниже 70В. В процессе сваривания листовых материалов следует внимательно следить за геометрией кромок. Она может деформироваться под воздействием высокой температуры. Чтобы этого не допустить, следует придерживаться нескольких простых правил.
Прежде всего, важно тщательно подготовить заготовки к предстоящей операции. Кромки зачищаются, освобождаются от ржавчины, краски, технических жиров и прочего. Если требуется, заготовки выравниваются и закрепляются. Хорошее и прочное соединение можно получить только при условии ровных и чистых кромок свариваемых заготовок. По завершению подготовительных работ кромки прихватываются через каждые 7-10 см. И только поле этого можно приступать к формированию сплошного шва.

Если планируется сваривать два тонких листа внахлест, то можно установить немного больший ток, чем при соединении встык. Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Опытные сварщики советуют прибегнуть к небольшой хитрости при сварке тонкого металла электродом. Свести к минимуму влияние высокой температуры можно, подложив под заготовки листовую медь. Цветной металл имеет отличную теплопроводность и эффективно отводит избыточное тепло от рабочей зоны. Благодаря этому снижается вероятность деформации листов или прожига металла. Есть нет медного листа, то можно использовать проволоку, которая укладывается в месте сварки.
Как варить тонкий металл инвертором
Когда требуется сварить тонкие листы железа с использованием инвертора, то специалисты прибегают к методу обратной полярности. Он состоит в том, что «масса» присоединяется к заготовке, а положительный полюс – к держателю. При таком способе подключения сильнее нагревается электрода, а металл – меньше. благодаря этому минимизируется вероятность прогорания заготовки или деформации кромки. Сварочные работы проводятся быстрее, а шов получается качественным.

Еще одна особенность, позволяющая повысить качество сварки тонкостенных материалов – использование расходников малого диаметра. В нашем случае используются электроды диаметром до 2 мм. Желательно выбирать марки электродов с высоким коэффициентом плавления. Это позволяет снизить силу тока при работе, что положительно сказывается на качестве сварного соединения.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм |
|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 ампер | 50-65 ампер |
Перемещение электрода по стыку должно быть плавным, а сам он располагается к поверхности металла углом вперед (45-90 градусов).
Достоинства сварки тонкостенных заготовок инвертором
Благодаря использованию современных аппаратов заметно повысилось качество сварного шва. Если работы были выполнены специалистом с достаточно большим опытом работы, то можно смело утверждать, что металл прогрет нормально, а прожогов и температурной деформации нет. Дело в том, что постоянный ток позволяет выбрать минимальную мощность. Возможность прогорания металла сводится к минимуму и допускается только неопытными пользователями.
В сварочных аппаратах имеется микропроцессорное управление, что позволяет избежать сбоев в работе оборудования, получить на выходе идеальный для данного вида работ ток. К недостаткам инвертора относится его нестабильная работа в условиях низких температур. Даже брендовые модели при отрицательной температуре сбоят.
Особенности сваривания тонких оцинкованных листов
Чтобы сварить оцинкованную сталь придется полностью очистить от цинка соединяемые кромки. Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Можно избавиться от оцинкованного слоя путем выжигания с помощью сварочного аппарата. Но при этом сварщику нужно быть особо осторожным. Пары цинка токсичны для человека и при попадании внутрь способны вызвать сильное отравление. Работать можно только на открытой площадке или внутри помещения при условии наличия на рабочем месте мощной вытяжки.
Заключение

Для получения хорошего результат при сваривании тонкостенных металлических заготовок важно ответственно подойти к подготовительным работам. Нужно организовать теплообмен, грамотно выбрать электроды, силу тока и только после этого приступать к работе. Внимательно нужно следить за процессом во время сварки. При необходимости лучше прервать дугу, чтобы не получить прожог.
Источник
Техника сварки тонкого металла инвертором
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.

Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.

Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций

Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Источник



