
- Технология сварки с использованием порошковой проволоки: правила осуществления и основные нюансы
- Порошковая проволока: что это такое
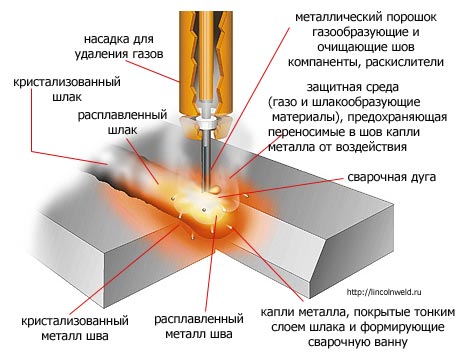
- Сущность порошковой дуговой сварки
- Достоинства и недостатки сварки
- Сфера применения
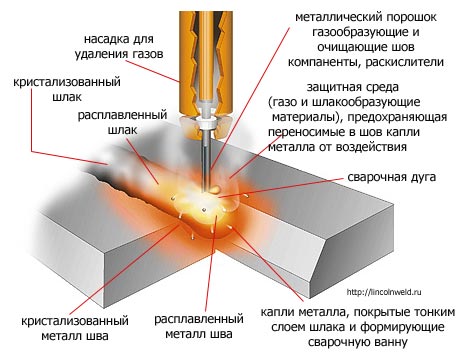
- Необходимое оборудование
- Технология
- Подготовительный этап
- Основной этап
- Завершающие работы
- Порошковая сварка
- Сварка порошковой проволокой
- Требования к расходным материалам и их преимущества
- Сварка самозащитной порошковой проволокой
- Техника производства порошковой проволоки
- Особенности дуговой сварки
- Технология сварочных работ с применением порошковой проволоки
Технология сварки с использованием порошковой проволоки: правила осуществления и основные нюансы
Сварочный процесс с использованием полуавтоматических аппаратов может осуществляться двумя способами – с использованием защитного газа и без такового. В последнем случае велик риск попадания в сварочный шов кислорода, что может привести к разрушению соединения путем появления внутри него микротрещин. В этом случае используется специальная присадочная проволока – порошковая.
Порошковая проволока: что это такое
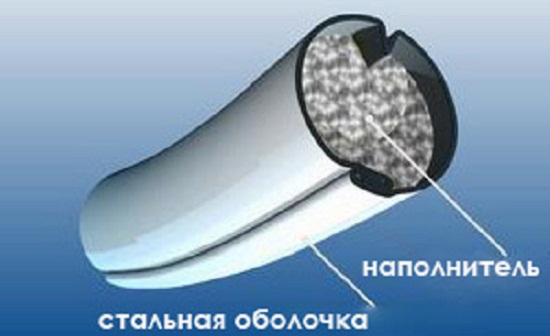
Порошковая проволока – это специальный вид расходного материала для сварки, который самостоятельно осуществляет защиту сварочного шва за счет находящегося внутри проволоки порошка – флюса. Сама проволока внутри полая, а ее стенки, внутрь которых засыпается защитный порошок, изготавливаются из того металла, который будет свариваться посредством ее использования. Содержание порошка внутри проволоки составляет от пятидесяти до семидесяти процентов.
Внутри стенки такой проволоки оснащены ребрами жесткости, за счет чего проволока не сминается и одновременно хорошо пропускает ток через себя.
При нагреве такой проволоки ее стенки плавятся, а порошок, находящийся внутри, образует газовое облако, которое выступает в качестве защиты сварочной зоны от попадания кислорода.
Состав порошка внутри проволоки у каждого производителя различный, однако, содержание в нем химических элементов регулируется с помощью специального ГОСТа, что позволяет подобрать наиболее оптимальный вариант проволоки по составу в зависимости от свариваемого материала и используемой технологии.
 Примерная стоимость порошковой проволоки на Яндекс.маркет
Примерная стоимость порошковой проволоки на Яндекс.маркет
Сущность порошковой дуговой сварки
Порошковая дуговая сварка – это сварка с использованием порошковой проволоки. Осуществление процесса сварки таким способом зависит от условий, в которых производятся работы (например, если речь идет о работе в труднодоступных местах, где достаточно сложно правильно сформировать сварочный шов посредством использования электродов). Кроме того, из-за физико-химических особенностей сварочного процесса сварка посредством использования порошковой проволоки может быть осуществлена на открытой местности.
Достоинства и недостатки сварки
Как и у любого иного способа осуществления сварки, у дуговой порошковой сварки есть свои плюсы и минусы. К плюсам относятся:
- возможность обойтись без использования громоздкого оборудования в виде аппаратов для подачи флюса или баллонов с защитным газом;
- свободное перемещение (достигается за счет компактности сварочного аппарата) и возможность работы в труднодоступных местах;
- высокая производительность труда (в первую очередь, по сравнению со сваркой с использованием электродов) за счет непрерывности подачи проволоки до момента окончания кассеты;
- отсутствие чувствительности дуги к порывам ветра и исключение возможности выдувания облака газа из сварочной зоны.
Что касается минусов, то к ним относятся:
- высокая стоимость комплектующих материалов;
- невозможность применения в некоторых бытовых условиях из-за необходимости наличия достаточного опыта работы по данной технологии;
- качество шва хуже, чем при работе в облаке защитного газа. Это связано с такой особенностью: небольшая часть порошка может не расплавиться и попасть в сварочное соединение, что вызывает ухудшение качества шва из-за возникновения примесей.
Сфера применения
Применение сварки с использованием порошковой проволоки осуществляется:
- в сфере нефтегазовой промышленности (при строительстве трубопроводов и сопровождающего их оборудования);
- в автомобилестроении (при необходимости изготовления крупногабаритных и ключевых несущих элементов конструкций);
- в промышленной сфере (где используется полуавтоматическая и автоматическая сварка для изготовления изделий);
- при осуществлении ремонта различных металлических изделий.
В силу того, что данный вид сварки дает достаточно большие возможности для маневров сварщиков, ее можно использовать при работе в различных пространственных положениях.
Особенно удобно выполнять с помощью такого способа потолочную сварку, так как нет необходимости использовать дорогой защитный газ гелий, который не будет опускаться из сварочной зоны при выполнении верхних соединений.
Необходимое оборудование
Для выполнения сварочных работ посредством использования технологий порошковой дуговой сварки необходимо следующее оборудование:
- источник сварочного тока полуавтоматического или автоматического типа;
- подающий механизм для проволоки с роликами, подобранными в зависимости от диаметра самой проволоки;
- кабели для подачи сварочного тока к наконечнику подающего проволоку механизма;
- приспособления и оснастка для фиксации деталей перед сваркой;
- металлическая щетка для зачистки сварных соединений от шлака;
- молоток сварочный (для механического удаления шлака со сварного соединения);
- плоскогубцы (используются для формирования нужной длины конца проволоки при зарядке подающего механизма).
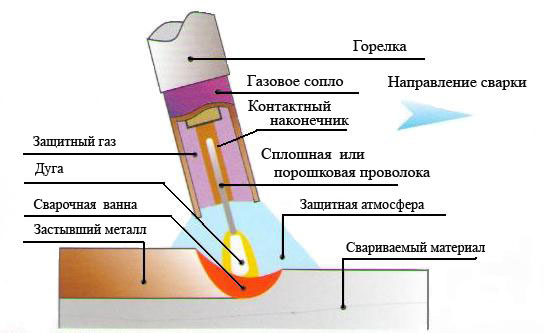
 Схема сварки с использованием порошковой проволоки
Схема сварки с использованием порошковой проволоки
Кроме того, сварщик должен использовать защитное оборудование, которое включает:
- защитный костюм, изготовленный из ткани, устойчивой к воспламенению от микробрызг расплавленного металла, а также защищающий сварщика от поражения электрическим током;
- защитная маска с темным стеклом для исключения поражения органов зрения от воздействия высоких температур, а также для защиты кожных покровов;
- краги (перчатки), направленные на защиту рук сварщика от поражения высокими температурами, а также для защиты от возможного поражения электрическим током;
- в случае выполнения работ на высоте сварщик обязан пользоваться специальным страховочным поясом для работ на высоте.
Технология
Весь сварочный процесс, осуществляемый с помощью порошкового дугового способа, делится на три этапа:
- подготовительный;
- основной этап выполнения сварочных работ;
- завершающий.
Подготовительный этап
На подготовительном этапе следует зачистить края свариваемых деталей от механических загрязнений, а также при необходимости обезжирить с использованием специальных химических составов. В домашних условиях можно обойтись только механической зачисткой от окислов и загрязнений.
Также на подготовительном этапе при толщине свариваемого металла более 3 мм необходимо разделать кромки у свариваемых деталей, что выполняется с помощью болгарки путем направления шлифовального круга под углом к краю свариваемых деталей.
Основной этап
Основной этап делится на несколько шагов:
- установка кассеты с проволокой осуществляется до момента подключения самого аппарата (с целью исключения поражения электрическим током) к электрической сети;
- после включения аппарата в сеть на подающем механизме необходимо нажать кнопку запуска механизма, чтобы проволока поступила в подающий наконечник, и сформировать необходимую длину выступающего конца с помощью плоскогубцев;
- подача сварочного тока с прямой или обратной полярностью осуществляется в зависимости от вида металлов или сплавов, подлежащих свариванию, а также в зависимости от выбранной технологии;
- выбор режима сварочного тока и сварочного напряжения зависит от следующих факторов: толщина свариваемых деталей, тип металла или сплава, толщина проволоки, пространственное положение выполнения сварочных работ;
- угол направления подающего наконечника выбирается сварщиком самостоятельно в зависимости от необходимости обзора формируемого шва;
- направление движения подающего проволоку наконечника выбирается в зависимости от технологии сварки, но обязательно вдоль свариваемого шва с исключением поперечных колебаний (для уменьшения зоны прогрева металла, расположенного около сварочной зоны).
Завершающие работы
На завершающем этапе происходит очистка шва от образовавшегося шлака путем его отбивки молотком и последующей зачистки с использованием щетки по металлу. Такая зачистка необходима для обнаружения непроваренных элементов. Кроме того, выполнение такой зачистки необходимо в случае осуществления многоэтапных сварочных швов перед каждым следующим проходом.
Источник
Порошковая сварка
В настоящее время имеется масса сварочных устройств, работа которых основана на разных принципах. У каждой технологии имеются свои достоинства и недостатки. К тому же иногда возникают ситуации, когда подходит определенный тип сварки. Наиболее популярной является порошковая сварка со специальной проволоки.
Сварка порошковой проволокой
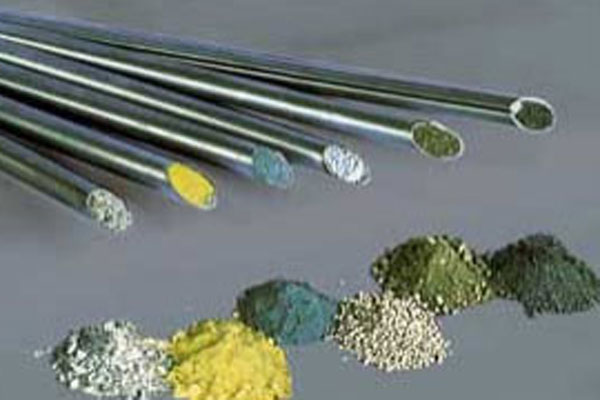
Порошковая проволока, используемая для дуговой сварки – это трубка, где внутренняя часть наполнена металлическим порошком и флюсом. В основу материала входит металлическая лента, обрабатываемая по технологии холодной формовки и заполняемая смесью флюса с порошком. На завершительном этапе производства порошковая проволока растягивается до необходимых параметров.
Порошковая проволока, используемая для сварки без газа, цена которой доступна, классифицируется по назначению, способу используемой защиты, технологии сварки порошковой проволокой в разных пространственных положениях и механическим свойствам. Применяется сварка порошковой проволокой в монтаже низколегированной и низкоуглеродистой стали. Также материал может подразделяться по условиям использования (для простой или специальной сварки – под водой, с принудительным выполнением шва, монтажа арматуры и пр.).
Требования к расходным материалам и их преимущества
Проволока порошковая, используемая для дуговой сварки, производится в соответствии с основными требованиями:
- С созданием равномерного плавления материала без крупных брызг;
- Стабильный нагрев и легкое возбуждение дуги;
- Должен получаться аккуратный шов, без дефектов (пор и трещин);
- Образующийся при плавке шлак должен равномерно размещаться по шву и отделяться при охлаждении.
Такие требования являются основными параметрами для сварочных материалов, определяют использование порошковой проволоки при сваривании стали в разных условиях.

Сварка порошковой стали способствует решению проблем строительства и производства, повышает производительность процесса, снижает трудоемкость ручной очистки изделий от брызг. По типу использования и защите от внешних факторов, проволока бывает газо- и самозащитной.
Сварка самозащитной порошковой проволокой
Газозащитная проволока применяется в порошковой сварке полуавтоматом и автоматом для соединения низколегированных и углеродистых сталей в углекислом газе или его сочетании с аргоном. Для этого материала характерной является порошковая сварка с высокой проплавкой, обеспечивающая его использование в производстве нахлестов, стыков и углов за 1 или несколько подходов в автоматическом или полуавтоматическом режиме. Сварка порошковой проволокой в среде с газом характеризуется низким разбрызгиванием, стабильным переносом струи, быстрым отделением корки, стойкостью к появлению шлака и пор.

Условно проволоки подразделяются на следующие виды:
- Для соединения низкоуглеродистых сталей с высоким уровнем наплавки применяется проволока с флюсовым сердечником;
- Для соединения низкоуглеродистых сталей в разных положениях используется проволока с флюсовым сердечником;
- Для монтажа низколегированных сталей применяется проволока с сердечником из металлического порошка;
- Для монтажа низколегированных сталей применяется проволока с флюсовым сердечником;
- Для сваривания низкоуглеродистых сталей применяется проволока с сердечником из металлического порошка.

Порошковая сварка с помощью газозащитной проволоки способствует получению хорошей формы шва и низкого разбрызгивания. Также расходный материал отличается от остальных видов высоким коэффициентом наплавления, оперативностью ведения шва и малым дымлением.
Самозащитная порошковая проволока представляет собой вывернутый электрод. Сварка самозащитной порошковой проволокой может проводиться в ветреную погоду, при экстремальных температурах или на открытом воздухе. В состав сердечника входят диоксидирующие, шлакообразующие и защитные присадки, что исключает использование флюса и газа. Таким образом, проводится сварка порошковой проволокой без газа.
К достоинствам самозащитной проволоки относят следующее:
- Проведение сварки в разных положениях;
- Аккуратное перемещение наплавляемого металла благодаря открытой дуге;
- Проведение жесткого контроля химического состава позволяет получать точный состав шлака;
- Отсутствует дополнительное устройство для поступления газа и флюса;
- Специальное покрытие на проволоке устойчиво к высокому давлению от роликов.
Проволоки классифицируются по общему назначению, могут применяться для соединения труб или металлоконструкций и пр.
Техника производства порошковой проволоки
В порошковой проволоке внутренний сердечник – шихта должен выполняться из определенных компонентов, подобранных по грануляции и химическому составу. Поставка некоторых материалов (глинозем, крахмал, флюоритовый концентрат, рутиловый концентрат, железный порошок, кремнефтористый натрий и пр.) осуществляется в порошках, которые должны просеиваться и просушиваться. Готовый состав отправляется на участок наполнения проволоки.
Состоит порошковая проволока из внешнего покрытия и сердечника. Для внешнего слоя используется неполированная холоднокатаная лента, выполняемая из низкоуглеродистой стали. В производственной технологии проволоки указанного диаметра определяется ширина и толщина ленты. Реализуется лента со специальной смазкой в виде кругов или рулонов с внутренним диаметром от 15 см, перед использованием очищается от грязи и масел. Для очистки ленты применяется химический и механический ультразвук. При механической очистке лента проходит через барабаны с венской известью, обезжириваясь.
Порошковая проволока часто используется в создании металлургических комплексов, реакторных корпусов на атомных электростанциях, в изготовлении больших емкостей, тяжелых кранов, угольных комбайнов, строительной и сельскохозяйственной техники. Производство сплошной проволоки легированного и высоколегированного типа является затратным процессом, поэтому оно осуществляется на крупных метизных предприятиях.
Изготовление высоколегированных электродов для механизированного наплавления осуществляется из порошковой проволоки, состоящей из покрытия и порошкового сердечника (смеси карбидов, металлов, боридов, сплавов железа). Для выполнения самозащитной проволоки в сердечник добавляются шлако- и газообразующие составы, после чего осуществляется сварка порошковой проволокой без газа.
Часто люди принимают решение купить порошковую проволоку, которую применяют для сварки со следующими характеристиками: диаметром 3,6 мм (для наплавления флюсом) и размером 0,2-0,3 см (для соединения открытой дугой).

Особенности дуговой сварки
Дуговая техника сварки порошковыми проволоками применяется часто, так как у нее имеется много достоинств. К примеру, проведение сварочных работ с флюсом может быть осложнено точным направлением электрода в необходимую точку. Также надо контролировать формирование шва. Такие сложности часто появляются, если осуществляется порошковая сварка полуавтоматом. Но затруднительной будет сварка порошковой проволокой в защитном газе, так как возможно нарушение защиты из-за сквозняков или засорение сопел, подающих газ.
В этом случае оптимальным вариантом считается сварка порошковой стали без газа и флюса, где не нужен баллон, редукторы, шланги, флюсовая арматура. Потребуется лишь направление электрода в разделку и контроль формирования сварочного шва.
Расплавка порошковой проволоки будет происходить так же, как и было заложено при ее изготовлении. Конструкция материала является основополагающим фактором при его расплавке дугой. Внутри металлической оболочки находится около 70% неметаллических материалов, из-за чего сопротивляемость к току у сердечника будет намного выше, чем у внешнего слоя. Из-за этого металлическое покрытие расплавляется быстрее. Сердечник расплавляется в результате теплового излучения от дуги и теплопередачи от нагретого металла. В результате при сварочных работах внутренний материал будет соприкасаться с ванной расплавленного металла, и поступать в него нерасплавленным.
Технология сварочных работ с применением порошковой проволоки
В основном сварка порошковой проволокой гост выполняется на шланговом полуавтомате. Поэтому человек должен постоянно следить за качеством сварного шва. Технология сварки порошковых металлов и соединения углов и стыков почти не отличается от соединения деталей в защитном газе.
Но у сварки порошковой проволокой есть некоторые особенности – на поверхности сварного шва появляется шлак, который может попадать в зазор между парой кромок спереди сварочной ванны.
Если работы выполняются поэтапно, то перед каждым началом сварки нужно зачищать от шлаков полученный шов. Но у такого процесса, как сварка порошковой проволокой, отзывы пользователей отмечают некоторые недостатки. У самого материала прочность не очень высокая, из-за чего требуется автоматическая подача проволоки с ограниченным сжатием подающими роликами.
При использовании обычной порошковой проволоки диаметром от 2,6 мм, нужно применять дугу с высоким током (для постоянного горения). Поэтому материалом можно пользоваться в нижнем положении и иногда – в вертикальном. Подобное ограничение можно объяснить большим объемом сварочной ванны и образованием на поверхности текучих шлаков.
Следующий недостаток метода основан на вероятности появления пор в сварочном шве (из-за наличия неравномерного заполнения и пустот в пространстве металлической оболочки). В этом случае следует подбирать режимы сварки порошковой проволокой в углекислом газе. Это значительно сократит риск появления пор в сварных швах. Следует учитывать, что от состава наполнителя в основном материале будет зависеть выбор нескольких параметров (тип и полярность сварки порошковой проволокой).
При применении порошковой проволоки в дуговой сварке, цена которой оптимальна, можно пользоваться током высокой плотности (200 А/мм2). Это позволяет плавить много металла и способствует повышению производительности (до 10-11 кг/час) при силе тока 400-500 А. При этом получаются материалы, химический состав которых не удается повторить в обычной промышленности.
Источник



