
- Способы сварки низколегированных сталей
- § 75. Сварка низколегированных сталей
- Сварка низколегированных сталей. Как сваривать низколегированную сталь
- Распространённые марки низколегированных сталей, применяемых при сварке металлоконструкций
- Особенности сварки низколегированных сталей
- Сварка конструкционных сталей 15ХСНД, 15ГС, 14Г2, 14Г2АФ, 16Г2АФ
- Сварка низколегированных сталей 09Г2С, 10Г2С1, 10Г2С1Д
- Сварка хромокремнемарганцовистых низколегированных сталей 25ХГСА, 30ХГСА, 35ХГСА
- Сварка низколегированных сталей
- Читайте также
- сварка
- Холодная точечная сварка (сварка внахлестку)
- Дугопрессовая сварка
- Сортамент проката. Классификация и маркировка сталей
- Классификация сталей
- Маркировка сталей
- Аргонодуговая сварка
- Глава 15 Технология производства сварки легированных сталей
- Сварка среднелегированных и высоколегированных сталей
Способы сварки низколегированных сталей




§ 75. Сварка низколегированных сталей
Легированные стали подразделяются на низколегированные (легирующих элементов в сумме менее 2,5%), среднелегированные (от 2,5 до 10%) и высоколегированные (более 10%). Низколегированные стали делят на низколегированные низкоуглеродистые, низколегированные теплоустойчивые и низколегированные сред неуглеродистые.
Механические свойства и химический состав некоторых марок низколегированных сталей приведены в табл. 33.

33. Механические свойства низколегированных низкоуглеродистых сталей при данном химическом составе
Содержание углерода в низколегированных низкоуглеродистых конструкционных сталях не превышает 0,22%. В зависимости от легирования стали подразделяют на марганцовистые (14Г, 14Г2), кремнемарганцовистые (09Г2С, 10Г2С1, 14ГС, 17ГС и др.), хромокремнемар-ганцовистые (14ХГС и др.), марганцовоазотнованадиевые (14Г2АФ, 18Г2АФ, 18Г2АФпс и др.), марганцовониобиевая (10Г2Б), хромокремненикельмедистые (10ХСНД, 15ХСНД) и т. д.
Низколегированные низкоуглеродистые стали применяют в транспортном машиностроении, судостроении, гидротехническом строительстве, в производстве труб и др. Низколегированные стали поставляют по ГОСТ 19281 — 73 и 19282 — 73 и специальным техническим условиям.
Низколегированные теплоустойчивые стали должны обладать повышенной прочностью при высоких температурах эксплуатации. Наиболее широко теплоустойчивее стали применяют при изготовлении паровых энергетических установок. Для повышения жаропрочности в их состав вводят молибден (М), вольфрам (В) и ванадий (Ф), а для обеспечения жаростойкости — хром (X), образующий плотную защитную пленку на поверхности металла.
Низколегированные среднеуглеродистые (более 0,22% углерода) конструкционные стали применяют в машиностроении обычно в термообработанном состоянии. Технология сварки низколегированных среднеуглеродистых сталей подобна технологии сварки среднелегирован-ных сталей.
Особенности сварки низколегированных сталей. Низколегированные стали сваривать труднее, чем низкоуглеродистые конструкционные. Низколегированная сталь более чувствительна к тепловым воздействиям при сварке. В зависимости от марки низколегированной стали при сварке могут образоваться закалочные структуры или перегрев в зоне термического влияния сварного соединения.
Структура околошовного металла зависит от его химического состава, скорости охлаждения и длительности пребывания металла при соответствующих температурах, при которых происходит изменение микроструктуры и размера зерен. Если в доэвтектоидной стали получить нагревом аустенит (рис. 100), а затем сталь охлаждать с различной скоростью, то критические точки стали снижаются.
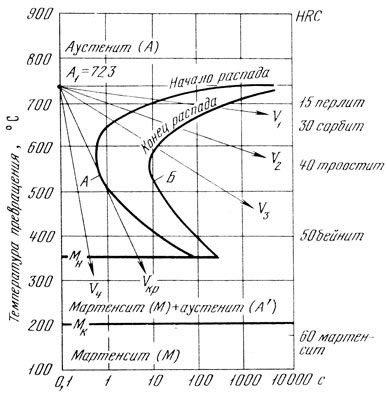
Рис. 100. Диаграмма изотермического (при постоянной температуре) распада аустенита низкоуглеродистой стали: А — начало распада, Б — конец распада, A1 — критическая точка стали, Мн и Мк — начало и конец превращения аустенита в мартенсит; 1, 2, 3 и 4 — скорости охлаждения с образованием различных структур
При малой скорости охлаждения получают структуру перлит (механическая смесь феррита и цементита). При большой скорости охлаждения аустенит распадается на составляющие структуры при относительно низких температурах и образуются структуры — сорбит, троостит, бейнит и при очень высокой скорости охлаждения — мартенсит. Наиболее хрупкой структурой является мартенситная, поэтому не следует при охлаждении допускать превращения аустенита в мартенсит при сварке низколегированных сталей.
Скорость охлаждения стали, особенно большой толщины, при сварке всегда значительно превышает обычную скорость охлаждения металла на воздухе, вследствие чего при сварке легированных сталей возможно образование мартенсита.
Для предупреждения образования при сварке закалочной мартенситной структуры необходимо применять меры, замедляющие охлаждение зоны термического влияния, — подогрев изделия и применение многослойной сварки.
В некоторых случаях в зависимости от условий эксплуатации изделий допускают перегрев, т. е. укрупнение зерен в металле зоны термического влияния сварных соединений, выполненных из низколегированных сталей.
При Высоких температурах эксплуатации изделий для повышения сопротивления ползучести (деформирование изделия при высоких температурах с течением времени) необходимо иметь крупнозернистую структуру и в сварном соединении. Но металл с очень крупным зерном обладает пониженной пластичностью и поэтому размер зерен допускается до известного предела.
При эксплуатации изделий в условиях низких температур ползучесть исключается и необходима мелкозернистая структура металла, обеспечивающая увеличенную прочность и пластичность.
Покрытые электроды и другие сварочные материалы при сварке, низколегированных сталей подбираются такими, чтобы содержание углерода, серы, фосфора и других вредных элементов в них было ниже по сравнению с материалами для сварки низкоуглеродистых конструкционных сталей. Этим удается увеличить стойкость металла шва против кристаллизационных трещин, так как низколегированные стали в значительной степени склонны к их образованию.
Технология сварки низколегированной стали. Низколегированные низкоуглеродистые стали 09Г2, 09Г2С, 10ХСНД, 10Г2С1 и 10Г2Б при сварке не закаливаются и не склонны к перегреву. Сварку этих сталей производят при любом тепловом режиме, аналогично режиму сварки низкоуглеродистой стали.
Для обеспечения равнопрочности соединения ручную сварку выполняют электродами типа Э50А. Твердость и прочность околошовной зоны практически не отличаются от основного металла.
Сварочные материалы при сварке порошковой проволокой и в защитном газе подбирают такими, чтобы обеспечить прочностные свойства металлу шва на уровне прочности, достигаемой электродами типа Э50А.
Низколегированные низкоуглеродистые стали 12ГС, 14Г, 14Г2, 14ХГС, 15ХСНД, 15Г2Ф, 15Г2СФ, 15Г2АФ при сварке могут образовывать закалочные микроструктуры и перегрев металла шва и зоны термического влияния. Количество закаливающихся структур резко уменьшается, если сварка выполняется с относительно большой погонной энергией, необходимой для уменьшения скорости охлаждения сварного соединения. Однако снижение скорости охлаждения металла при сварке приводит к укрупнению зерен (перегреву) металла шва и околошовного металла вследствие повышенного содержания углерода в этих сталях. Это особенно касается сталей 15ХСНД, 14ХГС. Стали 15Г2Ф, 15Г2СФ и 15Г2АФ менее склонны к перегреву в околошовной зоне, так как они легированы ванадием и азотом. Поэтому сварка большинства указанных сталей ограничивается более узкими пределами тепловых режимов, чем сварка низкоуглеродистой стали.
Режим сварки необходимо подбирать так, чтобы не было большого количества закалочных микроструктур и сильного перегрева металла. Тогда можно производить сварку стали любой толщины без ограничений при окружающей температуре не ниже — 10°С. При более низкой температуре необходим предварительный подогрев до 120 — 150°С При температуре ниже — 25°С сварка изделий из закаливающихся сталей запрещается. Для предупреждения большого перегрева сварку сталей 15ХСНД и 14ХГС следует проводить на пониженной погонной тепловой энергии (при пониженных значениях тока электродами меньшего диаметра) по сравнению со сваркой низкоуглеродистой стали.
Для обеспечения равнопрочности основного металла и сварного соединения при сварке этих сталей надо применять электроды типа Э50А или Э55.
Технология сварки низколегированных среднеуглеродистых сталей 17ГС, 18Г2АФ, 35ХМ и других подобна технологии сварки сред не легированных сталей.
Источник
Сварка низколегированных сталей. Как сваривать низколегированную сталь
Сварка низколегированных сталей нашла широкое применение при изготовлении конструкций в строительстве. Связано это с тем, что низколегированные конструкционные стали обладают повышенной прочностью и, благодаря этому, металлоконструкции получаются облегчёнными, а, следовательно, более экономичными.
Как правило, свариваемость низколегированных конструкционных сталей удовлетворительная. Но, необходимо учесть, что при содержании углерода в составе стали более, чем 0,25%, возникает риск образования и развития закалочных структур и горячих трещин в сварном шве. Кроме того, ставится вероятным появление других дефектов сварного шва, например, образование пор. И получается это вследствие выгорания углерода при сварке.
Распространённые марки низколегированных сталей, применяемых при сварке металлоконструкций
Низколегированные стали, из которых сваривают строительные конструкции, содержат в своём составе углерода не более 0,25% и легирующих элементов — не более 3%.
Для изготовления металлоконструкций промышленных и гражданских сооружений больше всего подходят такие марки сталей, как 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 10Г2С1Д, 16ГС, 14Г2АФ, 16Г2АФ и др.
Для изготовления сварных газопроводных труб хорошо подходят такие марки стали как 18Г2С, 25Г2С, 35ГС, 20ХГ2Ц и др. Эти же марки применяют и при изготовлении арматуры для железобетонных плит.
Особенности сварки низколегированных сталей
Сварка конструкционных сталей 15ХСНД, 15ГС, 14Г2, 14Г2АФ, 16Г2АФ
Для сварки низколегированных сталей марок 15ХСНД, 15ГС, 14Г2, 14Г2АФ, 16Г2АФ и т.п. хорошо подходит ручная дуговая сварка электродами Э50А или Э44А. Но наиболее качественные сварные соединения получаются при сварке электродами УОНИ-13/55 и ДСК-50. Но, лучшие результаты получаются при сварке постоянным током при обратной полярности. При этом, сварку необходимо проводить при пониженных токах, 40-50 А на миллиметр диаметра электрода.
Автоматическую дуговую сварку данных марок сталей выполняют сварочной проволокой Св-08ГА или Св-10ГА под флюсами АН-348-А или ОСЦ-45.
Металлоконструкции из сталей 15ХСНД, 15ГС, 14Г2, 14Г2АФ, 16 Г2АФ можно сваривать при температуре окружающей среды не ниже -10°C. Если же температура окружающей среды находится в пределах от -10°C до -25°C, то при сварке необходим предварительный подогрев. Ширина подогрева зоны сварки составляет 100-120 мм по обе стороны шва. Температура предварительного подогрева 100-150°C. При температуре окружающей среды ниже, чем -25°C, сварка вышеуказанных сталей не допустима.
Сварка низколегированных сталей 09Г2С, 10Г2С1, 10Г2С1Д
Оценку свариваемости сталей таких марок, как 09Г2С, 10Г2С1, 10Г2С1Д и т.п. можно дать хорошую (см. таблицу свариваемости сталей), и связано это с тем, что они не подвержены закаливанию, не склонны к перегреву и устойчивы к образованию горячих и холодных трещин в сварном шве и зоне термического влияния. Сварку низколегированных конструкционных сталей данных марок можно выполнять как ручной дуговой сваркой, так и автоматической.
При ручной сварке хорошо подходят электроды марок Э50А и Э55А. При автоматической сварке используют сварочную проволоку марок Св-08ГА, Св-10ГА или Св-10Г2. Для защиты зоны сварки применяют флюсы АН-348-А или ОСЦ-45.
Сварка листов из сталей 09Г2С, 10Г2С1, 10Г2С1Д, толщиной менее 40 мм выполняется без разделки кромок. И, при соблюдении технологии и режимов сварки, механические свойства сварочного шва почти не уступают механическим свойствам основного металла. Равнопрочность сварного шва обусловлена переходом легирующих элементов из электродной проволоки в металл сварного шва.
Сварка хромокремнемарганцовистых низколегированных сталей 25ХГСА, 30ХГСА, 35ХГСА
Сварка низколегированных сталей 25ХГСА, 30ХГСА, 35ХГСА и т.п. затруднена тем, что они склонны к образованию трещин при сварке и к появлению закалочных структур. И чем меньше толщина свариваемых кромок, тем выше риск образования закалочных зон и появления трещин в металле шва и, особенно, околошовной зоне.
Склонность данных сталей к сварным дефектам обусловлена повышенным содержанием углерода в их составе (0,25% и более). Сварку этих сталей можно выполнять сварочной проволокой Св-08 или Св08А, а также электродами данных марок.
Для особоответственных сварных швов рекомендуют применять электроды Св-18ХГСА или Св-18ХМА с защитным покрытием следующих видов: ЦЛ-18-63, ЦК18М, УОНИ-13/65, УОНИ-13/85, УОНИ-13/НЖ.
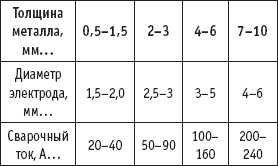
При сварке низколегированных хромокремнемарганцовистых сталей, в зависимости от толщины свариваемого металла, рекомендуются следующие режимы сварки:
Источник
Сварка низколегированных сталей
Сварка низколегированных сталей
Низколегированные стали содержат углерода до 0,25 % и легирующих примесей до 3 %. Они относятся к категории удовлетворительно свариваемых сталей. Стали этих групп относятся к хорошо сваривающимся практически всеми видами сварки сталям.
Основные требования при их сварке – обеспечение равнопрочности сварного соединения основному металлу, отсутствие дефектов, требуемая форма сварного шва, производительность и экономичность. Следует учитывать, что при содержании в стали углерода более 0,25 % возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
Сталь марки 15ХСНД сваривают вручную электродами типа Э50А или Э55А. Наилучшие результаты дают электрод типа УОНИИ–13/55 и электрод ДСК–50.
Сварку электродами типа ДСК–50 можно выполнять переменным током, но лучшие результаты дает сварка постоянным током обратной полярности. Многослойную сварку следует производить каскадным методом.
Чтобы предупредить перегрев стали, следует выполнять сварку при токах 40–50 А на 1 мм диаметра электрода. Рекомендуется применять электроды диаметром 4–5 мм. Автоматическую сварку сталей 15ХСНД, 15ГС и 14Г2 производят проволокой типа Св–08ГА или Св–08ГА под флюсом АН–348–А или ОСЦ–45 при высоких скоростях, но при малой погонной энергии. В зимних условиях сварку конструкций из стали марки 15ХСНД можно производить при температурах не ниже –10 °C. При более низких температурах применяют предварительный подогрев зоны сварки на ширине до 120 мм по обе стороны шва до температуры 100–150 °C. При температуре –25 °C сварка не допускается.
Стали марок 09Г2С и 10Г2С1 относятся к группе незакаливающихся, не склонных к перегреву и стойких против образования трещин. Ручная сварка электродами типов Э50А и Э55А выполняется на режимах, предусмотренных для сварки низкоуглеродистой стали. Механические свойства сварного шва не уступают показателям основного металла.
Автоматическая и полуавтоматическая сварки выполняются электродной проволокой типа Св–08ГА, Св–10ГА или Св–10Г2 под флюсом АН–348–А или ОСЦ–45. Сварку листов толщиной до 40 мм производят без разделки кромок. При этом равнопрочность сваренного шва обеспечивается за счет перехода легирующих элементов из электродной проволоки в металл шва.
Стали хромокремниемарганцовистые типа «хромансиль» относятся к низколегированным (марки 20ХГСА, 25ХГСА, 30ХГСА и 35ХГСА). Они дают закалочные структуры и склонны к образованию трещин. При этом чем меньше толщина кромок, тем больше опасность закалки металла и образования трещин, особенно в околошовной зоне. Для сварки могут применяться электроды НИАТ—ЗМ типов Э70, Э85. Для ответственных сварных швов рекомендуются электроды со стальными стержнями из проволоки типа Св–18ХГС или Св–18ХМА с покрытием следующих типов: ЦЛ–18–63, ЦК–18Мо, УОНИИ–13/65, УОНИИ–13/85, УОНИИ–13/НЖ.
При сварке рекомендуется следующие режимы:
При сварке более толстых металлов применяется многослойная сварка с малыми интервалами времени между наложением последующих слоев. При сварке кромок разной толщины сварочный ток выбирается по кромке большей толщины и на нее направляется большая часть зоны дуги. Для устранения закалки и повышенной твердости металла шва и околошовной зоны рекомендуется после сварки нагреть изделие до температуры 650–680 °C, выдержать при этой температуре определенное время в зависимости от толщины металла (1 ч на каждые 25 мм) и охладить на воздухе или в горячей воде. Сварку низколегированных сталей в защитном газе производят при плотностях тока более 80 А/мм 2 .
Сварка в углекислом газе выполняется при постоянном токе обратной полярности. Рекомендуется электродная проволока диаметром 1,2–2,0 мм марки Св–08Г2С или Св–10Г2, а для сталей, содержащих хром и никель, Св–08ХГ2С, Св–08ГСМТ.
Эффективной является сварка в углекислом газе с применением порошковой проволоки.
Электрошлаковая сварка сталей любой толщины успешно производится электродной проволокой марки Св–10Г2 или Св–18ХМА под флюсом АН–8 при любой температуре окружающего воздуха.
Газовая сварка отличается значительным разогревом свариваемых кромок, снижением коррозионной стойкости и более интенсивным выгоранием легирующих примесей. Поэтому качество полученных сварных соединений ниже, чем при других способах сварки.
При газовой сварке пользуются только нормальным пламенем при удельной мощности 75–100 л/(ч?мм) при левом способе, а при правом – 100–130 л/(ч?мм). Присадочным материалом служит проволока марок Св–08, Св–08А, Св–10Г2, а для ответственных швов – Св–18ХГС и Св–18ХМА. Проковка шва при температуре 800–850 °C с последующей нормализацией повышает механические качества шва.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
сварка
сварка крупнокалиберный пулемет ДШК Он рассказывал… о жутких обстрелах из ДШК, огонь которого сверху напоминает звездное сияние сварочного аппарата. [2, 188] Экономим, стреляем только по «сварке». [3,
Холодная точечная сварка (сварка внахлестку)
Холодная точечная сварка (сварка внахлестку) На рисунке 16 представлена схема холодной точечной сварки.Свариваемые детали (1) с тщательно зачищенной поверхностью в месте соединения помещают между пуансонами (2), имеющими выступы (3). При сжатии пуансонов усилием Р выступы
Дугопрессовая сварка
Дугопрессовая сварка Дугопрессовая сварка используется для присоединения деталей типа шпилька к пластине или к массивной плите. В качестве электрода выступает сама деталь. Для получения теплоты используется энергия электрической сварочной дуги.Схема процесса
Сортамент проката. Классификация и маркировка сталей
Сортамент проката. Классификация и маркировка сталей Почти весь сортамент (кроме специального назначения) выпускается в соответствии с ГОСТом (Государственным общесоюзным стандартом). В ГОСТах на сортамент проката приведены площадь поперечного сечения, размеры, масса 1
Классификация сталей
Классификация сталей Стали классифицируют по назначению, химическому составу, качеству. По химическому составу классифицируют главным образом конструкционные стали.Конструкционными называют стали, предназначенные для изготовления деталей машин и металлических
Маркировка сталей
Маркировка сталей Принятая буквенно-цифровая система обозначений сталей является простой и наглядной.• Стали обыкновенного качества (группа А) обозначают Ст0–Ст6.• Углеродистые стали.Углеродистые стали, за исключением сталей обыкновенного качества, маркируют по
Аргонодуговая сварка
Аргонодуговая сварка Во время аргонодуговой сварки постоянным током неплавящимся электродом используют прямую полярность. Дуга горит устойчиво, обеспечивая хорошее формирование шва. При обратной полярности устойчивость процесса снижается, вольфрамовый электрод
Глава 15 Технология производства сварки легированных сталей
Глава 15 Технология производства сварки легированных сталей Легирующие элементы Легированными называют стали, содержащие специально введенный элемент для придания стали определенных свойств и структуры. В зависимости от содержания легирующих элементов стали
Сварка среднелегированных и высоколегированных сталей
Сварка среднелегированных и высоколегированных сталей Сваривание этих видов сталей затруднено по ряду причин. В процессе сварки происходит частичное выгорание легирующих примесей и углерода. Вследствие малой теплопроводности возможен перегрев свариваемого металла.
Источник



