
Технология механизированной сварки самозащитной порошковой проволокой (МПС)




![]()
![]()
9.6.1 Способ механизированной сварки самозащитной порошковой проволокой при применении труб как с заводской разделкой кромок, так и со специализированной разделкой кромок и предназначен для сварки корневого, заполняющих и облицовочного слоев шва стыков труб диаметром от 325 до 1220 мм с толщинами стенок от 6 до 22 мм. Сварка труб с толщиной стенки свыше 19 выполняется только в специальную (узкую) разделку кромок.
9.6.2 Сварка самозащитной порошковой проволокой может быть использована для выполнения специальных сварочных работ – сварке разнотолщинных соединений труб и захлестов (раздел 10).
9.6.3 Сварка самозащитной порошковой проволокой осуществляется способом сверху — вниз на постоянном токе прямой полярности. Перед началом сварки на механизме подачи проволоки следует установить два параметра: скорость подачи проволоки и напряжение на дуге.
9.6.4 Перед выполнением первого слоя шва порошковой проволокой необходимо осуществить тщательную шлифовку корневого слоя (горячего прохода) абразивным кругом до состояния «чистый металл».
9.6.5 В связи с неравномерностью заполнения разделки по периметру стыка и ослаблением сечения шва в вертикальном положении перед выполнением облицовочного слоя в положении 1.00 − 4.30 час выполняется дополнительный (корректирующий) слой.
9.6.6 Заполняющие и облицовочный слои шва стыков труб с толщинами стенок до 13 мм включительно следует выполнять по методу «слой за один проход».
9.6.7 В случае использования труб с заводской разделкой кромок при сварке стыков с толщинами стенок более 14 мм заполняющие слои начиная со второго (третьего при использовании проволоки диаметром 2мм) выполняются по методу «слой за два прохода», а облицовочный слой по методу «слой за два (три) прохода». Ширина каждого прохода облицовочного слоя не должна превышать 4 диаметров применяемой проволоки.
9.6.8 Состав оборудования: источник питания, механизм подачи порошковой проволоки, сварочная горелка со шлангом и кабелями.
9.6.9 Механизированная сварка самозащитной порошковой проволокой типа Innershield в стандартную разделку.
9.6.9.1 Вылет проволоки, в зависимости от пространственного положения, должен составлять:
— 20 мм в положении 0.00-4.30 (5.00) час;
— 25-30 мм в положении 4.30 (5.00) – 6.00 час.
9.6.9.2 Угол наклона горелки от перпендикуляра (углом назад), в зависимости от пространственного положения, должен составлять:
— от 25 0 до 45 0 в положении 0.00-4.30 (5.00) час;
— от 25 0 до 0 0 в положении 4.30 (5.00) – 5.30 час;
— от 5 до 10 углом вперед в положении 5.30 − 6.00 час.
9.6.9.3 Режимы, при сварке в стандартную заводскую разделку различной проволокой, приведены в таблице 9.29.
Таблица 9.29 – Параметры режимов при сварке самозащитной порошковой проволокой
| Наименование Слоя | Марка проволоки | ||||
| Innershield NR-207 и Innershield NR-208 Special диаметром. 1,7 мм | Innershield NR-208 Special диаметром 2,0 мм | Innershield NR-208 XP диаметром 2,0 мм | |||
| Скорость подачи проволоки, дюйм/мин | Напряжение В | Скорость подачи проволоки, дюйм/мин | Напряжение В | Скорость подачи проволоки, дюйм/мин | Напряжение В |
| «Горячий проход» | |||||
| Заполняющие | |||||
| Корректирующий, Облицовочный |
9.6.9.1 Количество слоев в зависимости от толщины стенки трубы и диаметра применяемой проволоки приведено в таблицах 9.30 и 9.31 (уточняется в процессе производственной аттестации технологии сварки).
Таблица 9.30 – Количество заполняющих и облицовочных слоев шва при сварке самозащитной порошковой проволокой диаметром 1,7 мм
| Толщина стенки, мм | Наименование слоя | |
| заполняющие* | корректирующий | облицовочный |
| — | ||
| 1-2 | ||
| 2-3 | ||
| 3-4 | ||
| * Количество заполняющих слоев зависит от величины зазора при сборке, угла разделки кромок и ряда других параметров. |
Таблица 9.31 – Количество заполняющих и облицовочного слоев шва при сварке самозащитной порошковой диаметром 2,0 мм
Источник
Инспектору по сварке
Инспектор по сварке – это инспектор, который проводит контроль от хранения сварочных и основных материалов до контроля проведения неразрушающих испытаний на уже готовом сварном изделии. Я подготовил для Вас целую серию статей, в которых постарался вкратце изложить суть задачи инспектора по сварке. В данной статье познакомимся с классификацией основных способов сварки, с принципами основных способов электродуговой сварки плавлением и с международными кодами и аббревиатурами для основных процессов сварки.
Классификация основных способов сварки
Сварка является одним из процессов соединения материалов. Как указано ниже, все существующие способы сварки могут быть разделены на две основные группы:
- сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
- сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Принципы основных способов электродуговой сварки плавлением
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка — химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
Международные коды и аббревиатура для основных процессов сварки
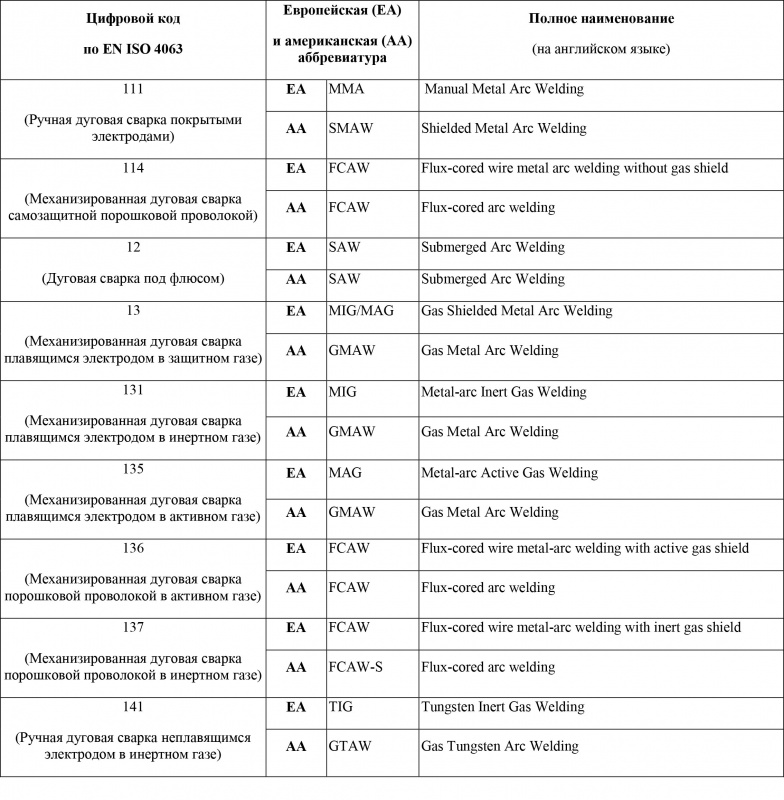
Виды (способы) сварки для металлов, согласно РД
РД — ручная дуговая сварка покрытыми электродами (111);
РДВ — ванная ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом
МП — механизированная сварка плавящимся электродом в среде актив-
ных газов и смесях (135);
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в среде активных
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АФ — автоматическая сварка под флюсом (12);
МФ — механизированная сварка под флюсом;
МФВ — ванная механизированная сварка под флюсом;
МПС — механизированная сварка самозащитной порошковой проволокой
МПГ — механизированная сварка порошковой проволокой в среде актив-
МПСВ — ванная механизированная сварка самозащитной порошковой
МСОД — механизированная сварка открытой дугой легированной
П — плазменная сварка (15);
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
Г — газовая сварка (311);
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом.
КТС – контактно-точечная сварка;
КСС – контактная стыковая сварка сопротивлением;
КСО – контактная стыковая сварка оплавлением;
ВЧС – высокочастотная сварка;
Условные обозначения положений сварки:
Н1 (РА) — нижнее стыковое и в “лодочку”;
Н2 (РВ) — нижнее тавровое;
Г (РС) — горизонтальное;
П1 (РЕ) — потолочное стыковое;
П2 (PD) — потолочное тавровое;
В1 (PF) — вертикальное снизу вверх;
В2 (PG) — вертикальное сверху вниз;
Н45 (H-L045) — наклонное под углом 45 градусов.
Источник
Способы сварки мп мпс
Аттестованные технологии сварки, применяемые ООО «Сургутское РСУ»
Технология механизированной (полуавтоматической) сварки самозащитной порошковой проволокой (МПС) соединений металлоконструкций резервуаров при строительстве и ремонте.
Комбинированная технология сварки кольцевых стыков труб с последовательным применением механизированной сварки проволокой сплошного сечения в среде углекислого газа методом STT и полуавтоматической сварки порошковой проволокой в среде защитных газов
Технология сварки соединений при замене листов центральной части днища в процессе ремонта и строительства резервуара
Технология сварки соединения окраечных листов днища с листами 1-го пояса стенки вкруговую в процессе ремонта и строительства резервуара
Технология сварки стыков труб, выполняемых по комбинированной технологии «полуавтоматическая сварка в среде углекислого газа методом STT +полуавтоматическая сварка самозащитной порошковой проволокой»
Технология сварки полиэтиленовых труб на конструкциях и трубопроводах из полимерных материалов
Ручная дуговая сварка покрытыми электродами при монтаже, ремонте, реконструкции нефтегазодобывающего оборудования, включая ремонт сваркой (наплавкой) поверхностных дефектов в зоне сварного соединения
Технология ремонта ручной дуговой сваркой электродами с основным видом покрытия дефектов кольцевых стыков сварных соединений трубопроводов.
Технология ручной дуговой сварки электродами с основным видом покрытия неповоротных кольцевых стыков сварных соединений труб при строительстве и капремонте трубопроводов.
Технология ручной дуговой сварки кольцевых стыков с различной нормативной толщиной стенки и различных групп материалов.
Технология ручной дуговой сварки при выполнении специальных соединений- врезка патрубков
Технология ручной дуговой сварки соединений арматуры и закладных изделий железобетонных конструкций
Технология ручной дуговой сварки соединений строительных конструкций при строительстве и ремонте
Технология ручной дуговой сварки покрытыми электродами ремонтных конструкций
Ручная дуговая сварка при строительстве и ремонте магистральных нефтепроводов
Технология ремонта магистральных нефтепроводов и нефтепродуктопроводов с давлением до 6,3 МПа
Источник
Способы сварки мп мпс
Введите свои контактные данные, выберите одну или несколько заявок для прохождения аттестации, и наш специалист свяжется с вами в ближайшее время.

Задать вопрос
Есть вопросы по аттестации?
Оставляйте заявку на вопрос, и наш специалист ответит в ближайшее время.

416474, Астраханская область, Приволжский район, Кулаковский промузел, шоссе Энергетиков, 5Ю, 1-й этаж.
Время работы с 8:00 до 17:00 Перерыв с 12:00 до 13:00
ООО «НАКС-Астрахань» соответствует требованиям Системы аттестации сварщиков и специалистов сварочного производства и зарегистрирован в реестре НАКС за № ЮР-13АЦ.
Аттестация проходит по следующим направлениям:
Аттестация сварщиков (I уровень) и специалистов сварочного производства II, III уровней профессиональной подготовки в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Группы технических устройств:
- ГДО — Горнодобывающее оборудование;
- ГО — Газовое оборудование;
- КО — Котельное оборудование;
- МО — Металлургическое оборудование;
- НГДО — Нефтегазодобывающее оборудование;
- ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств;
- ПТО — Подъёмно-транспортное оборудование;
- СК — Строительные конструкции.
Способы сварки (наплавки):
- ААД — Автоматическая аргонодуговая сварка неплавящимся электродом;
- ААДН — Автоматическая аргонодуговая наплавка;
- ААДП — Автоматическая аргонодуговая сварка плавящимся электродом;
- АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях;
- АПС — Автоматическая сварка самозащитной порошковой проволокой;
- АФ — Автоматическая сварка под флюсом;
- АФЛН — Автоматическая наплавка ленточным электродом под флюсом;
- АФПН — Автоматическая наплавка проволочным электродом под флюсом;
- Г — Газовая сварка;
- ЗН — Сварка с закладным нагревателем (полимерных материалов);
- МАДП — Механизированная аргонодуговая сварка плавящимся электродом;
- МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях;
- МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях;
- МПС — Механизированная сварка самозащитной порошковой проволокой;
- МСОД — Механизированная сварка открытой дугой легированной проволокой;
- МФ— Механизированная сварка под флюсом;
- НГ — Сварка нагретым газом;
- НИ — Сварка нагретым инструментом (полимерных материалов);
- ПАК — Пайка;
- РАД — Ручная аргонодуговая сварка неплавящимся электродом;
- РАДН — Ручная аргонодуговая наплавка;
- РД — Ручная дуговая сварка покрытыми электродами;
- РДН — Ручная дуговая наплавка покрытыми электродами;
- Т — Термитная сварка;
- ЭШ — Электрошлаковая сварка.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого сварщика:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого специалиста:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Копия протокола (удостоверения) промышленной безопасности;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Работодатель представляет в ООО «НАКС-Астрахань» кандидата и документально подтверждает достоверность информации о нем. Копии документов каждого аттестуемого заверяются Заказчиком или в центре при предъявлении оригиналов документов. При прохождении аттестации ООО «НАКС-Астрахань» обеспечивает аттестуемых необходимой нормативно-технической документацией.
Процедура аттестации
Перед аттестацией для сварщиков и специалистов, имеющих профессиональную подготовку в области сварочного производства и владеющих практическими навыками на уровне требований ПБ-03-273-99 и соответствующих нормативных документов, проводится специальная подготовка. Специальная подготовка должна проводиться перед аттестацией (первичной, дополнительной, периодической и внеочередной). После завершения специальной подготовки ЮР-2ЦСП (Центр Специальной Подготовки) выдает Свидетельство о прохождении специальной подготовки.
Аттестация сварщиков (согласно ПБ-03-273-99 и РД 03-495-02) включает в себя сдачу аттестуемым сварщиком практического, общего и специального экзаменов. Аттестация начинается со сдачи сварщиками практического экзамена. Если сварщик не выдерживает практический экзамен, то к дальнейшим экзаменам он не допускается и считается не прошедшим аттестацию. Сварщик может пройти аттестацию повторно после дополнительной практической подготовки, не ранее, чем через 1 месяц. Аттестация специалистов сварочного производства включает в себя проведение двух экзаменов: общего, специального (включающего практическое задание).
При успешном прохождении аттестации ЮР-13АЦ выдает:
- Аттестационное удостоверение, зарегистрированное в Реестре персонала системы аттестации сварщиков и специалистов сварочного производства Национального Агентства Контроля Сварки (НАКС).
- Протокол аттестации, подписанный председателем комиссии, членами комиссии.
Источник



