
- Сварка двутавровых балок
- Область применения
- Виды металлических сварных балок
- Технология производства сварных балок двутаврового сечения
- Возможные дефекты
- Сварка двутавровых балок между собой
- Сварка балок двутаврового сечения
- Что представляет собой двутавровая балка
- Изготовление
- Дефекты сварочных работ
- Преимущества применения сварных балок
- Область применения
- Возможности
Сварка двутавровых балок
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.

Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
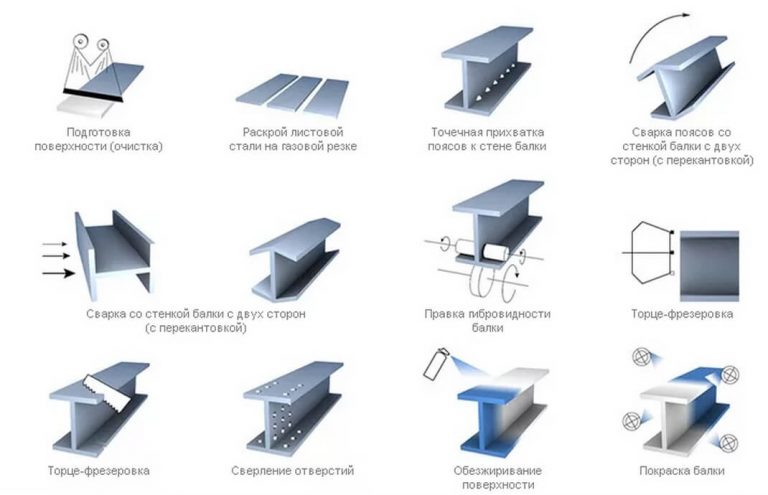
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
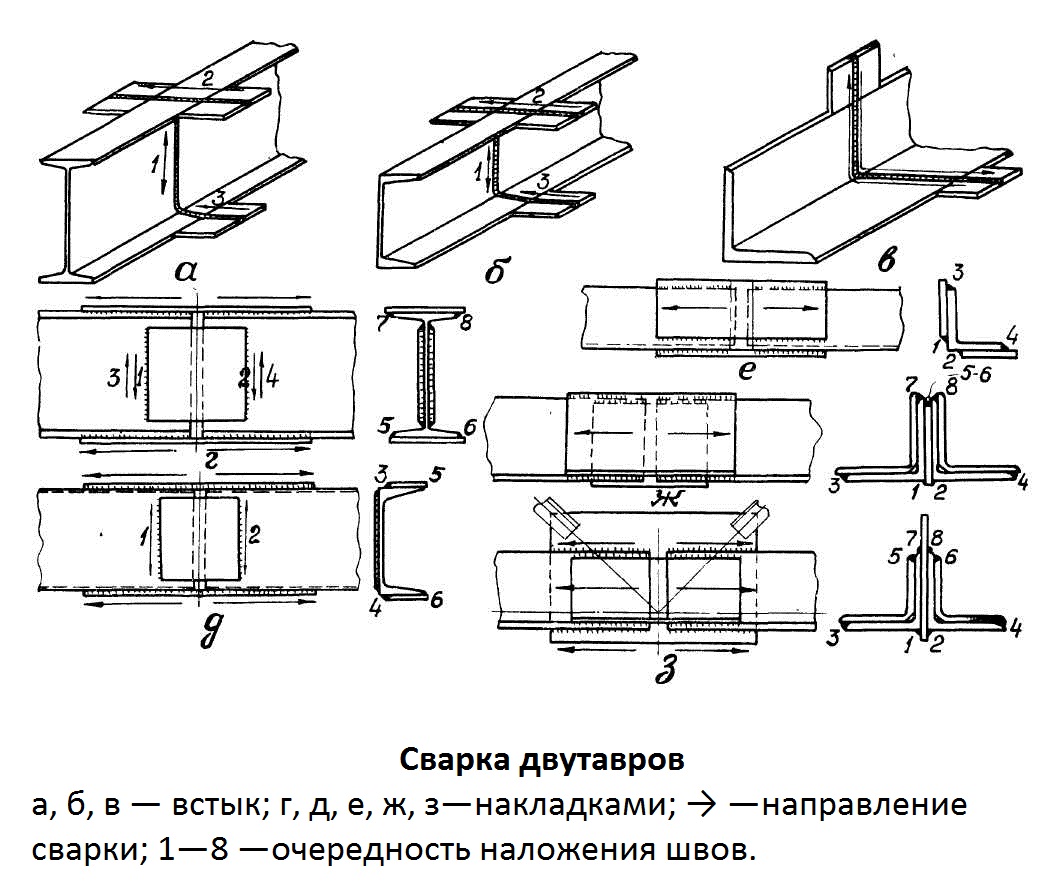
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Источник
Сварка балок двутаврового сечения

Балки двутаврового сечения производятся методом проката и при помощи сварки. Каждый из них имеет свои достоинства. Но сварочная технология получает все большее распространение из-за большого числа преимуществ.
Сварочные технологии имеют большое значение для развития металлургии, особенно в части строительства больших, прочных и тяжелых металлических конструкций. Благодаря применению сварки многие производственные процессы создания металлоконструкций значительно ускоряются. Немаловажен и тот факт, что сварочное производство не требует большого количества оборудования и существенных капиталовложений. Применение сварочных технологий позволяет снизить расчетную стоимость готового изделия. Именно в силу перечисленных фактов производство сварных балок за последнее время увеличилось в несколько раз и постоянно растет.
Что представляет собой двутавровая балка
В строительстве этот элемент применяется очень часто. Он представляет собой металлическое соединение, состоящее из трех частей: верхней и нижней полок, между которыми заключена вертикальная стенка. Конструкция является монолитной. Может производиться прокатным или сварным способом.
Прокатные балки производятся в промышленных цехах из цельного бруса металла. Предварительно разогретую до технологической температуры заготовку пропускают через прокатные петли. В результате она меняет свою форму. В итоге получается двутавр – цельное изделие из металла с большим запасом прочности.

Сварка конструкций выполняется из отдельных ранее подготовленных элементов. Пояс и две металлические полки собираются воедино. Для производства двутавровой сварной балки используются разные сорта стали.
Изготовление
Производство двутавровых балок с помощью сварки является достаточно сложным процессом. Нужно соблюдать большое количество нормативов, правил техники безопасности и технологических требований. Готовый продукт должен иметь строго определенную жесткость, прочность, плотность и многие другие показатели.
Среди всех характеристик особое место занимает плотность – чем она выше, тем лучшего качества балка. Наряду с этим всегда актуальным остается вопрос бережного использования сырья и энергоресурсов. На данный момент профильными институтами большое внимание уделяется разработке новых видов двутавровых балок. Основное направления научной работ – уменьшение металлоемкости конструкции при сохранении показателей прочности и надежности.

Что касается серийного производства сварных балок, то этот процесс является достаточно экономным. Сегодня технология успешно конкурирует с традиционным прокатным методом производства. Изготовление сварных балок можно разделить на несколько этапов:
- Предварительно просчитываются оптимальные параметры жесткости и прочности будущей конструкции. Проверяется марка стали, которая будет использоваться в производстве.
- Готовятся элементы будущего двутавра. Из металла определенной марки отрезаются полосы нужной длины.
- Торцы элементов будущей конструкции фрезеруются. Это важный момент: необходимо, чтобы элементы прочно скреплялись один с другим. Соединение должно быть максимально прочным и жестким. Обрабатываются торцы на специальном оборудовании – торцовочно-фрезерных станках.
- Сборка. Важно правильно выставить и зафиксировать элемента. Полки должны располагаться параллельно по отношению одна к другой, а стенка – строго перпендикулярно. Нужно соблюсти симметричность стенок. Если речь идет о небольшом производстве, то целесообразно отдать предпочтение ручной сборке. Серийное производство организовывается на автоматизированных сборочных линиях. К примеру, на серийном производстве используется стан Z15, предназначенный для сборки балок. Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.

- Далее собранные элементы балки привариваются. При этом могут применяться различные технологии сварки. Наиболее часто используются два:
- сваривание электродом с наклоном. Способ подходит для одновременной сварки двух швов. Только нужно учесть, что прогрев металла будет неглубоким;
- способ сварки «лодочкой». Данный вариант позволяет прогреть металл глубоко. Соответственно и шов получается более прочным. Но затраты времени на его формирование будут большими.
- На промышленном производстве применяются мощные сварочные установки, которые могут соединять детали под давлением. В настоящее время есть несколько вариантов исполнения сварочных агрегатов для серийного производства сварных двутавровых балок. Такими, к примеру, являются сварочные манипуляторы. Они характеризуются высокой степенью автоматизации. Другой вариант – самоходные трактора, предназначенные для сваривания заготовок большого размера. Хотя это простой и в то же время надежный способ для серийного производства он не пригоден. Малый бизнес делает упор на ручную сборку. Поэтому их продукция по цене заметно выше.
- По завершению всех выше перечисленных циклов корректируется геометрия конструкции. Во время сварки нагревание и охлаждение стенок может привести к изменению угла между элементами изделия. Требуется правка геометрической формы. Поэтому двутавровая балка пропускается через специальную правильную линию, представляющей собой систему роликов. На выходе получается готовый продукт с геометрически правильными формами.

Дефекты сварочных работ
Изъяны могут иметь место из-за нарушений требований технологического процесса, недобросовестном исполнении и другим причинам. Наиболее часто возникают проблемы, связанные с изменением кристаллической структуры металла под влиянием высокой температуры. Образуются новые кристаллические зерна, имеющие совершенно другие характеристики по сравнению с исходными.
Дефекты влияют на прочность и жесткость конструкции, снижая эти показатели. Страдает и устойчивость металла к коррозии. В совокупности количество дефектов делает эксплуатацию готового изделия невозможной. Все двутавровые балки проверяются на наличие подобных дефектов.
Преимущества применения сварных балок
Сварные двутавровые балки применяются в строительстве зданий разного типа. По сравнению с металлоконструкциями иной конфигурации они обладают важными преимуществами:
- не имеют ограничений по размеру, в то время как для сборных металлоконструкций и швеллеров такие параметры устанавливаются;
- готовый продукт отличается высоким качеством, прочностью, надежностью и долговечностью;
- в процессе производства практически нет вредных отходов, опасных для людей и окружающей среды;
- могут производиться на заказ с предопределенной длиной;
- при необходимости сечение готовой продукции может изменяться, что способствует созданию сложных архитектурных композиций.

Сваривать балки можно из стали разных марок. Для перекрытий с небольшой нагрузкой можно изготовить конструкцию из углеродистой стали, а в местах, где планируются большие механические нагрузки предпочтение отдать монтажу двутавров, выполненных из легированной стали. Такая вариативность позволяет оптимизировать стоимость строительства и снизить его по сравнению с тем, если бы балочные конструкции производились только из высокопрочных металлов. Кроме того, можно снизить материалоемкость за счет оптимизации сечения готовой продукции.
Область применения
Двутавровые балки сварного типа широко используются в различных областях строительства. Они востребованы в создании:
- несущих конструкций: каркас, фундамент, опоры и т.п.;
- перекрытий между этажами;
- жилых зданий;
- мостов, эстакад и путепроводов;
- складов и торговых центров;
- виадуков и тоннелей;
- стадионов и других сооружений.

Благодаря тому, что сварная балка обладает высокими показателями прочности и надежности она применяется практически во всех отраслях строительства.
В настоящее время широко распространены такие виды двутавровых балок:
- специальные для армирования шахт;
- для колонн;
- нормальной ширины (стенки и полки пропорциональны);
- для подвесных магистралей (полки меньше по сравнению с вертикальной стенкой).
В зависимости от класса точности изделия бывают обычными и высокоточными.
Возможности
Благодаря применению сварных двутавровых балок удается увеличить пролеты между несущим основанием и, соответственно, уменьшить количество стыков. Покупатели могут заказать готовый продукт нужного размера и сечения. Есть большое количество ГОСТов на изготовление двутавр, среди которых заказчик может выбрать наиболее подходящий вариант. Сварные двутавры могут использоваться в строительстве сооружений сложной архитектуры.

Их применение в разных областях строительства оправдано из-за большого числа достоинств. Балки позволяют улучшить эксплуатационные характеристики и надежность сооружения.
Источник



