
- Способы сварки для закладных деталей
- ЧАСТЬ I. ТЕХНОЛОГИЯ ЗАВОДСКОЙ И МОНТАЖНОЙ СВАРКИ СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
- 1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
- 1 Область применения
- 2 Нормативные ссылки
- 3 Термины и определения
- 4 Типы и обозначение
- Как сваривают закладные детали?
- Условия для качественного сварного шва
- Правила сварки
- ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
- Крестообразное
- Любое
- Любое
- Горизонтальное
- Вертикальное
- Горизонтальное
Способы сварки для закладных деталей
РУКОВОДЯЩИЕ ТЕХНОЛОГИЧЕСКИЕ МАТЕРИАЛЫ ПО СВАРКЕ И КОНТРОЛЮ КАЧЕСТВА СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Настоящие Руководящие технические материалы (РТМ 393-94) разработаны в НИИЖБ Госстроя России «Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций (СН 393-79)», а также в развитие:
ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры»;
ГОСТ 10922-90* «Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия»;
* На территории Российской Федерации документ не действует. Действует ГОСТ 10922-2012, здесь и далее по тексту. — Примечание изготовителя базы данных.
ГОСТ 23858-79 «Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки»;
а также в части требований к арматуре и закладным изделиям:
СНиП 2.03.01-84* «Бетонные и железобетонные конструкции»;
* На территории Российской Федерации документ не действует. Действуют СНиП 52-01-03, здесь и далее по тексту. — Примечание изготовителя базы данных.
СНиП 3.03.01-87 «Несущие и ограждающие конструкции»;
СНиП 3.09.01-85 «Производство сборных железобетонных конструкций и изделий».
РТМ 393-94 разработаны коллективом авторов:
кандидаты технических наук: A.M.Фридман, Т.И.Мамедов;
инженеры: Г.Г.Гурова, В.М.Скубко.
РТМ 383-94 подготовлены к изданию и выпуску Фондом помощи строительному делу и прогрессивным начинаниям.
РТМ 393-94 рекомендованы секцией НТС НИИЖБ Госстроя России к применению в качестве основного технологического документа по сварке арматуры и закладных изделий железобетонных конструкций и контролю их качества на предприятиях строительной индустрии, в монтажных и проектных организациях, а также при лицензировании деятельности предприятий и сертификации выпускаемой ими продукции.
ЧАСТЬ I. ТЕХНОЛОГИЯ ЗАВОДСКОЙ И МОНТАЖНОЙ СВАРКИ СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Настоящие «Руководящие технологические материалы по сварке арматуры и закладных изделий железобетонных конструкций» составлены в развитие ГОСТ 14098-91, ГОСТ 10922-90, ГОСТ 23858-79, а также СНиП 2.03.01-84, СНиП 3.03.01-87 и СНиП 3.09.01-85.
1.2. Руководящие технологические материалы содержат требования по технологии сварки соединений арматуры между собой и с плоскими элементами проката при изготовлении арматурных изделий (сеток, каркасов, стыковых соединений стержней) и закладных изделий, а также при монтаже элементов сборных и возведении монолитных железобетонных конструкций. Устанавливают методы и объемы контроля качества сварных соединений.
Конструкции сварных соединений, класс и марка арматурной стали и металлопроката должны быть указаны в проектной документации.
1.3. В «Руководящие технологические материалы. » включены все регламентированные ГОСТ 14098-91 сварные соединения, представленные в виде чертежей и таблиц, а также приложения 1 и 2.
1.4. Способы и технологию сварки, а также область применения арматуры различных классов и марок стали с учетом эксплуатационных качеств сварных соединений надлежит выбирать, пользуясь табл.1.1 и приложением 2 настоящих РТМ.
Наименование сварного соединения
Обозначение типа соединения по ГОСТ 14098
Способ и технологические особенности сварки
Положение стержней
при сварке
Пункты РТМ, где изложены требования
по технологии сварки
Источник
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10922-2012 * Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
* На территории Российской Федерации действует ГОСТ Р 57997-2017 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 10922.
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Таблица 1 — Обозначения типов сварных соединений и способов их сварки
Тип сварного соединения
Способ и технологические особенности сварки
Источник
Как сваривают закладные детали?

Во время изготовления закладных деталей может применяться два способа соединения элементов данных изделий – внахлест или втавр. Обязательным условием является плотное прилегание друг к другу свариваемых поверхностей.
Для более качественного соединения стальных пластин и анкерных стержней применяется особый метод. Он заключается в том, что сварка изделия производится под флюсом. Это позволяет электрической дуге быть в несколько раз мощнее в отличие от открытой дуги. Кроме того, высокая температура частично расплавляет флюс, а это в свою очередь, препятствует разбрызгиванию расплавленного металла.
При этом методе затрудняется доступ из воздуха азота и кислорода, что также улучшает качество сварного шва.
Условия для качественного сварного шва
Перед тем как начать работу, следует учесть ряд требований:
- Не допускается наличие на элементах, подлежащих свариванию, снега, инея или влаги. Если поверхность увлажнена, ее следует просушить путем нагревания до ста градусов.
- При выборе толщины электрода и сварочного тока необходимо отталкиваться от наименьшей толщины элемента. Как только она определена, выбирается электрод с такими же параметрами, и уже после этого определяют сварочный ток.
- Сварка оцинкованного металла имеет свои особенности. Электроды должны быть с особыми покрытиями – фтора и кальция, а показатели сварочных токов необходимо повысить.
При выполнении сварочных работ в нижнем положении первого слоя сварочный ток стоит увеличить на 15-20%, а при сварке в вертикальном положении его необходимо уменьшить на эту же величину.

Правила сварки
Для осуществления соединения закладных деталей с узлами сборных железобетонных изделий применяется ручная дуговая сварка длинными или короткими многослойными швами.
Дуговая сварка с применением протяженных швов используется для соединения в вертикальном и нижнем положении арматурных стержней с плоскими деталями либо с применением круглых накладок.
При выполнении работ по соединению узлов при помощи коротких швов сваривают арматурные стержни в вертикальном или в нижнем положении с использованием стальных скоб либо накладок.
Обычно все закладные детали, узлы соединения, арматура и другие металлические элементы нуждаются в специализированной защите от коррозии. Это может быть слой определенного защитного материала.
Источник
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТИПЫ, КОНСТРУКЦИИ И РАЗМЕРЫ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТРОИТЕЛЬСТВУ И ИНВЕСТИЦИЯМ
ТЕРМИНЫ И ПОЯСНЕНИЯ
ОЦЕНКА ЭКСПЛУАТАЦИОННЫХ КАЧЕСТВ СВАРНЫХ СОЕДИНЕНИЙ
Оценка эксплуатационных качеств сварных соединений при статической нагрузке
КОНСТРУКЦИЯ И РАЗМЕРЫ СОЕДИНЕНИИ АРМАТУРЫ С ОТНОШЕНИЕМ ДИАМЕТРОВ ОТ 0,5 ДО 0,8
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures.
Types, constructions and dimensions
Дата введения 01.07.92
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арма турной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железо бетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных кон струкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выпол няемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих ан керных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Тип сварного соединения
Способ и технологические особенности сварки
Положение стержней при сварке
Крестообразное
Контактная точечная двух стержней
Любое
То же, трех стержней
Дуговая ручная прихватками
Контактная стержней одинакового диаметра
То же, разного диаметра
Контактная стержней одинакового диаметра с последующей механической обработкой
То же, с предварительной механической обработкой
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней
Ванная одноэлектродная в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Продолжение табл. 1
Тип сварного соединения
Способ и технологические особенности сварки
Положение стержней при сварке
Ванно-шовная на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая ручная многослойными швами на стальной скобе-накладке
Дуговая ручная многослойными швами без стальной скобы-накладки
Дуговая ручная швами с накладками из стержней
Любое
То же, швами с удлиненными накладками из стержней
Дуговая ручная швами без дополнительных технологических элементов
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах .
Горизонтальное
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
Дуговая ручная швами
Контактная по одному рельефу на пластине
То же, по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом без присадочного металла
Вертикальное
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Контактная рельефная сопротивлением
Контактная непрерывным оплавлением
Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в СО2 в отверстие
То же, в цекованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
Ванная одноэлектродная в инвентарной форме
Горизонтальное
* Соединения Т4 и Т5 (в редакции ГОСТ 14098-85) исключены
2. Условное обозначение сварного соединения имеет следующую структуру:
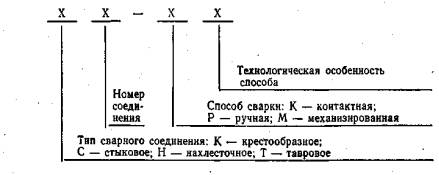
Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
d н — номер профиля (номинальный диаметр стержня) по ГОСТ 5781-82 (на рисунках таблиц изображен условно);
d — внутренний диаметр стержня периодического профиля по ГОСТ 5781-82;
d 1 — наружный диаметр стержня периодического профиля по ГОСТ 5781-82;
d ‘н — номинальный меньший диаметр стержня в сварных соединениях;
d 0 — меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D 0 — больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp — диаметр рельефа на плоском элементе;
D -диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D ‘ — диаметр обточенной части стержня;
R — радиус кривизны рельефа;
а — суммарная толщина стержней после сварки в месте пересечения;
b — ширина сварного шва; суммарная величина вмятин;
b ‘, b « — величина вмятин от электродов в крестообразном соединении;
h — величина осадки в крестообразном соединении; высота сечения сварного шва;
h 1 — высота усиления наплавленного металла;
h 2 — высота усиления корня сварного шва;
Н — высота скобы-накладки;
h св — глубина проплавления (Т8, Т9);
l — длина сварного шва;
l 1 , l 2 — зазоры до сварки между торцами стержней при различных разделках;
l ш — ширина флангового шва (С24 -С32);
l н — длина скоб-накладок, накладок и нахлестки стержней;
l ‘ — длина обточенной части одного стержня (С4);
L — общая длина обточенной части соединений СЗ и С4;
L 1 — длина вставки в соединениях типа С11-С13;
z — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s — толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k — высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 — С32иН1;
k 1 — зазор между стержнем и плоским элементом в соединениях Н2 и НЗ;
n — ширина рельефа на плоском элементе;
m — длина рельефа на плоском элементе;
g — высота наплавленного металла или «венчика» в тавровых соединениях;
с,с1 — размеры наплавленного металла в соединении Т13;
α, α1, α2, β, β1. γ, γ1 — угловые размеры конструктивных элементов сварных соединений.
4. Термины и пояснения должны соответствовать приложению 1 и ГОСТ 2601-84 .
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00, типа К2 — от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней 
для трех стержней 
где а — суммарная толщина стержней после сварки в месте пересечения, мм;
b — суммарная величина вмятин ( b ‘ + b «), мм.
Величины относительных осадок h / d н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h / d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 — 17.
12. В соединениях типа С2-Кн отношение d ‘ н / d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
13. Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 18- 21.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22- 29.
15. Механические свойства сварных соединений должны удовлетворять требованиям ГОСТ 10922-90.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264-80 и ГОСТ 8713-79 .
Обозначение типа соединения, способа сварки
Величина h/ d ‘н, обеспечивающая прочность не менее требуемой ГОСТ 10922-90. для соединения с отношением диаметров d ‘н/ d н
Минималь
ная вели
чина h/ d ‘н обеспечива
ющая ненорми
руемую проч
ность
Источник



