
- Детали машин
- Предотвращение самоотвинчивания резьбы
- Способы стопорения резьбовых деталей
- Стопорение резьбовых соединений и его виды
- Стопорение стопорными винтами
- Стопорение шплинтами
- Стопорение деформацией металла
- Стопорение проволокой
- Государственные стандарты
- Стопорение резьбового соединения
- Гайки с отверстиями под шплинты
- Гайки прорезные
- Гайки корончатые
- Размерные характеристики
- Болты с отверстиями в стержне
- Размерные характеристики
- Болты с отверстием в головке
- Размерные характеристики
- Установочные винты
- Размерные характеристики
- Пружинные шайбы
- Стопорные шайбы с лапками
- Стопорение контргайками
- Кернение
- Стопорение сваркой
- Заключение
Детали машин
Предотвращение самоотвинчивания резьбы
Способы стопорения резьбовых деталей
Все крепежные резьбы удовлетворяют условию самоторможения ψ , так как в резьбах этого типа угол ψ подъема резьбы значительно меньше приведенного угла трения φ’ .  Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается, и происходит самоотвинчивание гаек и винтов вследствие микросмещений поверхностей трения. Условие самоторможения нарушается.
Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается, и происходит самоотвинчивание гаек и винтов вследствие микросмещений поверхностей трения. Условие самоторможения нарушается.
Стопорение резьбовых деталей осуществляют различными способами, при которых используют дополнительное трение в резьбе или фиксирующие детали и материалы. Иногда применяют комбинацию этих способов.
Дополнительное трение в резьбе
Дополнительное трение в резьбе, создают с помощью контргаек, пружинных шайб, фрикционных вставок в винты или гайки и т. п.
Контргайка (рис. 1, а) устанавливается на шпильку или болт после затяжки соединения основной гайкой. При этом между элементами крепежа создается натяг, способствующий увеличению силы трения в резьбе и между контактирующими плоскостями деталей. Этот способ практически не используется в машиностроении, а применяется, преимущественно, в быту, поскольку не является эффективным и существенно повышает стоимость соединения за счет дополнительной гайки. Нередко его применяют совместно с другими способами стопорения резьбовых деталей.
Пружинные шайбы (шайбы Гровера, гроверы) представляют собой один виток цилиндрической винтовой пружины с квадратным сечением и заостренными краями (рис. 1, б, изображение вверху) . Вследствие большой упругости они обеспечивают сохранение сил трения в резьбе, удерживая определенный натяг в соединении.
Острые края шайбы, врезаясь в торцевую плоскость гайки и детали, дополнительно препятствуют самоотвинчиванию гайки. Пружинные шайбы изготовляют разными для правой и левой резьбы.

Пружинные стопорные шайбы изобрел английский инженер Джон Гровер (1836-1892) , именем которого иногда и называют эти детали в обиходе.
Стопорение пружинными шайбами недостаточно надежно, и при высоких уровнях вибрации не исключает самоотвинчивание соединения.
Самоконтрящимися являются гайки с завальцованным пластмассовым стопорным кольцом. Резьба в кольце образуется при навинчивании на гайки винт.
Применение фиксирующих деталей
Широко распространены для предотвращения самоотвинчивания фиксирующие детали, т. е. шплинты, проволоку, стопорные шайбы с лапками, которые отгибают после завинчивания гаек или винтов. Подобные устройства обладают достаточно высокой надежностью, простотой конструкции, удобством сборки и разборки соединения.
Некоторые из этих способов приведены на рисунке 1 (в-л) : стопорение специальными винтами, вворачиваемыми в гайку, штифтами, шплинтами, различными шайбами.
Приварка и деформирование резьбы
Еще один способ предотвращения самоотвинчивания резьбы – приварка или пластическое деформирование деталей расклепыванием и кернением.
Подобные методы применяют в тех случаях, когда не требуется частый демонтаж соединения в процессе эксплуатации, поскольку соединительные элементы крепежа повреждаются в той или иной степени и, зачастую, требуют замены после разборки и последующей сборки.
Применение клеящих и фрикционных материалов
Для предотвращения самоотвинчивания резьбовых соединений нередко используют склеивающие материалы – пасты, лаки, краски и клеи, которые либо значительно увеличивают коэффициент трения в резьбе, либо склеивают между собой детали крепежа.
Склеивающие материалы наносятся на резьбу непосредственно перед завинчиванием.
Иногда на практике используют комбинацию перечисленных выше способов стопорения крепежных деталей, что позволяет повысить надежность резьбовых соединений от самоотвинчивания.
Источник
Стопорение резьбовых соединений и его виды
Работа механических соединений часто происходит при воздействии внешних нагрузок. Они приводят к снижению надёжности конструкций. Для предотвращения такого эффекта на этапе сборки предпринимают меры увеличивающие прочность крепления. Одним из способов, решающих такую задачу является стопорение.

Его используют с целью надёжной фиксации болтов, винтов, шпилек и гаек. Разработаны различные способы удержания скрепленных механических соединений. Их применяют при креплении штырей сцепных приборов. Все системы крепления (фиксации) стандартизованы. Для резьбовых соединений ГОСТ устанавливает порядок, правила, последовательность применения различных приспособлений.
На практике применяют два основных способа:
- позитивное или жёсткое;
- фрикционное.
Сущность первого основана на применении специального фиксирующего элемента. Разъединение двух деталей крепежа невозможно без удаления этого элемента. Чаще всего необходимо произвести деформацию или механическое разрушение детали.
Во втором создаётся повышенное сопротивление благодаря применению специальных шайб, контргаек, других изделий. Этот метод менее надёжен, чем первый. С его помощью возможна разборка резьбового соединения без разрушения отдельных частей. Одной из разновидностей этого способа является упругое стопорение. Контрующим устройством служит упругая деталь повышающая силу трения между составляющими крепления.


Повышения стойкости резьбового крепления добиваются применением комбинированного метода. Он объединяет отдельные способы, детали, конструктивные элементы обоих методов.
Стопорение стопорными винтами
Надёжной фиксацией механического узла считается применение специального винта. Его вкручивают в гайку, шплинт или другой крепёж. В боковой поверхности делают отверстие с соответствующей резьбой. Шаг резьбы выбирается значительно меньше основного шага. Его преимуществом является возможность контровки крепежа в произвольном положении. Недостатком специалисты отмечают нарушение части основной резьбы, снижение надёжности главного соединения.
Стопорение болтов зависит от назначения, формы головки, глубины вкручивания.
Выбор крепежа определяется государственными, отраслевыми стандартами, техническими условиями.
Стопорение шплинтами
Фиксация крепежных деталей может осуществляться с помощью специально подобранных шплинтов. Данное металлическое крепление, изготовленное из проволоки. Конструкция имеет форму стержня с полукруглой головкой. Крепление производится благодаря разжиманию концов шплинта. С помощью шплинта производят установку болта, винта, шпильки в требуемое положение. В них просверливают отверстие способное пропустить шплинт. Он должен достаточно свободно заполнять отверстие. Допускается небольшое применение усилия. Далее после его вставки края загибаются, обеспечивая надёжную фиксацию.

Стопорение деформацией металла
Данный метод предполагает изменение внешней геометрии закрепляемого узла. К нему относятся следующие способы стопорение:
- кернением;
- применением деформируемых шайб;
- изменение геометрии резьбового соединения (деформация одного из элементов).
Достоинством считается возможность получить надёжное соединение любой конструкции. Основным недостатком считается необходимость изменения начальной формы одного из элементов резьбового соединения без дальнейшего восстановления.
Большую популярность получил для закрепления потайных винтов, болтов, шпилек.
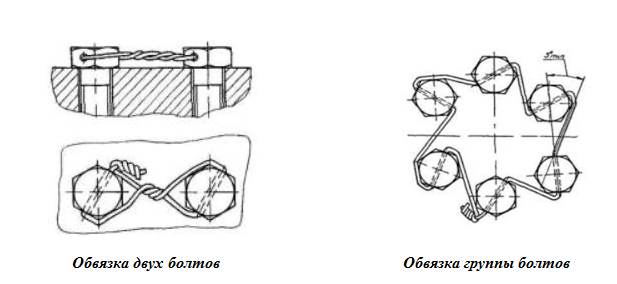
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.

Условием соблюдения надёжности фиксации является натяжение проволоки по направлению завёртывания гайки. Соблюдение этого направления способствует увеличению момента силы способствующей завёртыванию гайки (болта).
В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.
Государственные стандарты
Система выбора необходимого способа определяется принятыми государственными, отраслевыми стандартами и изложена в Единой Системе Конструкторской документации (ЕСКД). Она включает:
- ЕСКД Изображение резьбы (ГОСТ 2.311-68);
- отраслевой стандарт (ОСТ) 39502-77 (определяет способы, параметры и возможности различных видов крепления);
- все крепёжные изделия оговорены в ГОСТ 27017-86.
Для каждого вида фиксации резьбового соединения предусмотрен свой стандарт. Например, выбор пружинной шайбы производится на основании ГОСТ 6402-70.
Следовательно, все резьбовые соединения ГОСТ ЕСКД стопорятся на основании руководящих документов. Единая система конструкторской документации позволяет определить существующие способы предотвращения разъединений и выбрать необходимые детали для решения этих задач.
Источник
Стопорение резьбового соединения
Крепежная резьба любого вида характеризуется углом трения (обозначение «ω») и углом подъема резьбы («α»). По причине того, что ω> α, всем им присуще самоторможение. Но в ходе эксплуатации узлов механизмов под воздействием вибрации и знакопеременных нагрузок коэффициент трения уменьшается. В результате происходит микросмещение соприкасающихся поверхностей, условие самостоятельного торможения нарушается и резьбовые крепежные элементы самопроизвольно отвинчиваются. Их стопорение, препятствующее данному явлению, осуществляется различными методами: с использованием в резьбе дополнительного трения либо выполняющих функцию фиксации материалов или деталей. Рассмотрим этот вопрос более подробно.
Гайки с отверстиями под шплинты
Способ стопорения гаек шплинтами характеризуется высокой надежностью и поэтому получил широкое распространение. В частности, такой вариант фиксации часто встречается в особо ответственных соединениях. Регламентируют производство гаек с отверстиями под шплинты положения ГОСТа 5918-73. Им предусмотрено два исполнения данных метизов.
Гайки прорезные
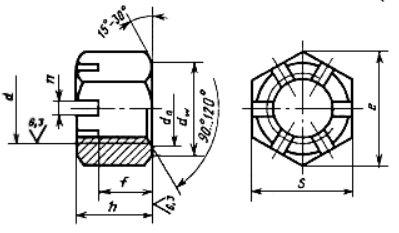
Отличается гайка прорезная наличием пазов во всех ее гранях. Шплинт вводится в один из них и в отверстие в ненагруженном сегменте стержня болта, которое расположено перпендикулярно его продольной оси. Концы фиксатора должны выступать за противоположную грань. При этом практикуется преимущественно, такой метод установки данного элемента: плоскость головки шплинта располагается параллельно продольной оси стержневой крепежной детали. Его один выступающий конец изгибается на боковую поверхность гайки, а второй – на плоский торец ввинченного болта. Шплинтование данным способом повышает уровень компактности конструкции.
Гайки корончатые
Получили такое название эти метизы ввиду схожести с головным убором царственной особы. По сравнению с предыдущим вариантом высота их граней ниже. Но они переходят в кольцо, в котором, собственно, и проделаны пазы. Методика фиксации шплинтами идентична варианту с прорезными гайками. Ранее было сказано, что для этого используются болты, в стержнях которых проделаны контровочные отверстия. Они будут описаны ниже.
Размерные характеристики
Основные размерные характеристики гаек обоих видов, отображенные на чертежах исполнения, изменяются по нормам ГОСТа 5918-73 в следующих диапазонах:
номинальный диаметр резьбовой накатки (обозначение d) – от 4,0 мм до 48,0 мм;
шаг резьбы: мелкий: минимальный 1,0 мм; максимальный 3,0 мм; крупный: min 0,7 мм; max 5,0 мм;
размер под рожковый ключ (параметр S): 7,0 мм…75,0 мм;
высота (обозначение m) – от 5,0 мм до 50,0 мм;
диаметр опорной поверхности без фаски (параметр d w ) – минимальный 6,3 мм; максимальный 69,4 мм;
диаметр описанной окружности (обозначение е) – min 7,5 мм; max 82,6 мм;
диаметр фаски (параметр d a ) – не меньше 4,0 мм; не больше 51,8 мм;
диаметр коронки (обозначение D): 16,0 мм…65,0 мм;
ширина прорези (параметр n) – от 1,2 мм до 9,0 мм;
рекомендуемый размер шплинта для гайки прорезной: минимальный 1×12; максимальный 8×90; корончатой: min 3,2×25; max 8×80.
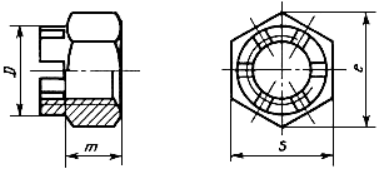
Болты с отверстиями в стержне
Данные крепежные детали используются совместно с вышеописанными гайками. Нормируют производство этих крепежных деталей положения Государственных стандартов под номерами:
7811-70, 7808-70: исполнение №5, класс точности «А»;
7795-70, 7805-70: исполнение №2, класс точности «В»;
15590-70, 15591-70: исполнение №3, класс точности «С»;
15589-70: исполнение №2, класс точности «С».
Чертеж исполнения этих соединительных элементов во всех нормативных документах выглядит одинаково.
Размерные характеристики
Все вышеуказанные стандарты устанавливают определенные значения рабочих параметров данных соединительных элементов. Для конкретики приведем диапазоны изменения размерных характеристик, прописанных ГОСТом 7805-70.
Номинальный диаметр резьбовой накатки: от 1,6 мм до 48,0 мм.
Шаг резьбы мелкий: минимальный1,0 мм; максимальный 3,0 мм; крупный: минимальный 0,35 мм; максимальный 5,0 мм.
Размер под рожковый/гаечный ключ: min 3,2 мм; max 75,0 мм.
Высота шляпки: 1,1 мм…30,0 мм.
Диаметр описанной вокруг шляпки окружности: не меньше 3,4 мм; не больше 83,9 мм.
Диаметр контровочного отверстия в стержне: от 1,0 мм до 8,0 мм.
Что же касается параметра l 1 – удаленность оси контровочного отверстия от опорной поверхности шляпки –, то в рассматриваемом стандарте указаны его значения, начиная с болта общей длиной, равной 10,0 мм. В данном случае l 1 =7,5 мм. Максимальная величина этой характеристики у болта с общей длиной, составляющей 300,0 мм, такая: l 1 =288,0 мм.
Болты с отверстием в головке
Методика стопорения резьбовых соединений прописана положениями Отраслевого стандарта за номером 1 39502-77. Они предусматривают использование болтов, в шляпке которых проделаны сквозное отверстие между противоположными гранями. В эти отверстия продевается проволока и закручивается, формируя натяг необходимого уровня. Вышеуказанный нормативный документ утверждает два варианта обвязки – с двумя и несколькими болтами.
При их реализации нужно соблюдать важное условие, обеспечивающее надежность стопорения. Формулируется оно так: направление натяжения проволоки должно совпадать с направлением завинчивания болта. Иначе может произойти его самопроизвольное откручивание, в результате чего соединение ослабеет.
Производство болтов с контровочными отверстиями в шляпке нормируют положения Государственных стандартов за номерами:
7811-70, 7808-70, 7805-70: исполнение №3, класс точности «А»;
7798-70, 7796-70, 7795-70: исполнение №3, класс точности «В»;
15589-70: исполнение №3, класс точности «С»;
15591-70, 15590-70: исполнение №4, класс точности «С».
Размерные характеристики
Для получения представления о порядке цифр, установленных вышеуказанными нормативными документами, приведем в качестве примера размеры, прописанные в ГОСТе 7798-70.
Номинальный диаметр резьбовой накатки: от 6,0 мм до 48,0 мм.
Шаг резьбы мелкий: минимальный 1,0; максимальный 3,0; крупный: минимальный 1,0 мм; максимальный 5,0 мм.
Длина стержня болта: минимальная 8,0 мм; максимальная 300,0 мм.
Размер под гаечный ключ: min 10,0 мм; max 75,0 мм.
Высота шляпки: 4,0 мм…30,0 мм.
Диаметр окружности, описанной вокруг шестигранника шляпки: от 10,9 мм до 89,6 мм.
Диаметр контровочного отверстия в шляпке (параметр d 4 ): минимальный 2,0 мм; максимальный 5,0мм.
Удаленность оси контровочного отверстия от опорной поверхности шляпки (обозначение l 2 ): min 2,0 мм; max 15,0 мм.
Установочные винты
Основной особенностью данных винтов является отсутствие шляпки. Для обеспечения возможности вкручивания на их торце проделывается плоский, шестигранный либо крестообразный шлиц. Противоположный конец имеет конусообразную конфигурацию.
Стопорение резьбового соединения предусматривает выполнение такой последовательности действий:
В одной из граней гайки, которая совместно с болтом сформирует резьбовое соединение элементов конструкции, просверливается отверстие с диаметром под установочный винт.
В этом отверстии метчиком нарезается резьба с параметрами, идентичными резьбе на стопорящей детали.
Объекты скрепляются с использованием болта и подготовленной гайки.
После затягивания с требуемым усилием в отверстие на ее грани вкручивается установочный винт до упора в стержень болта.
В результате будет предотвращено самопроизвольное отвинчивание гайки. Очевидно, что от давления конусообразного конца установочного винта, резьба на стержне болта может повредиться. Чтобы не допустить это, рекомендуется сначала вставить в отверстие на грани гайки шарик из мягкого металла, например, алюминия и лишь после этого вкрутить стопорящую деталь.
Размерные характеристики
Рабочие параметры установочных винтов с плоским шлицем и конусообразным наконечником, изготовленных с повышенной и нормальной точностью (классы «А» и «В» соответственно), утверждены нормами ГОСТа 1476-93.
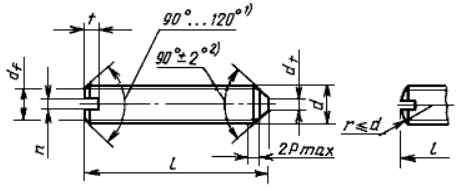
Величины отображенных на чертеже исполнения размерных характеристик изменяются в следующих пределах:
номинальный диаметр резьбовой накатки (параметр «d»): минимальный 1,0 мм; максимальный 12,0 мм;
шаг резьбы: 0,25 мм…1,75 мм;
глубина шлица (обозначение «t»): от 0,4 мм до 3,6 мм;
ширина шлица (параметр «n»): min 0,2 мм; max 2,31 мм;
общая длина изделия (обозначение «l»): минимальная 2,0 мм; максимальная 60,0 мм;
Пружинные шайбы
Пружинными называются разрезные шайбы с концами, находящимися в разных плоскостях. Эти детали препятствуют самопроизвольному отвинчиванию элементов резьбового соединения за счет воздействия на них распорным усилием, возникающим от упругой деформации материала изготовления под внешней нагрузкой.
Но существует еще один фактор, обеспечивающих безотказность работы пружинных разрезных шайб. Пространственное положение срезов витков препятствует вращению гайки в сторону откручивания. Кромки впиваются в ее опорную поверхность, стопоря при этом резьбовое соединение. А вот вращению гайки по направлению закручивания они не мешают.

Согласно положениям ГОСТа 6402-70 шайбы пружинные выпускаются с поперечным сечением, имеющим конфигурацию в виде:
прямоугольника – легкие, обозначаются литерой «Л»;
квадрата: особо тяжелые – маркируются сочетанием букв «OT»; тяжелые – обозначаются литерой «T»; нормальные – маркировка осуществляется буквой «H».
Внутренний диаметр шайб пружинных (минимальный – 2,1 мм, а максимальный – 48,5 мм) позволяет размещать их под болты с резьбой от M2 до M48. Нормы ГОСТа 6402-70 устанавливают следующие требования к показателю твердости данных метизов:
у изготовленных из стали – НRС э 41,50…НRС э 49,50;
у бронзовых – не меньше 90НRВ;
Стопорные шайбы с лапками
Сфера применения данных фиксаторов – стопорение резьбовых соединений, испытывающих при эксплуатации воздействие значительных вибрационных нагрузок.
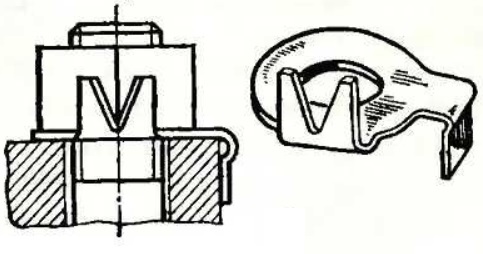
Осуществляется это путем загибания лапок на грани гайки и язычка на боковую поверхность скрепляемой детали.
Производство шайб с лапками регламентируют положения ГОСТа 13463-77. Они устанавливают такие значения внутреннего диаметра данных метизов: минимальный – 3,2 мм, максимальный – 50,0. Таким образом, фиксировать с их помощью можно соединения, сформированные на основе гаек и стержневых крепежных элементов с резьбой от M3 до M48
Стопорение контргайками
В данном случае самопроизвольному отвинчиванию основной гайки препятствует сила трения, возникающая между плотно контактирующими поверхностями обоих используемых подобных метизов, а также в резьбе. Недостатки этого способа очевидны:
при существенных вибрациях надежность стопорения низкая.
Между тем, и данный метод стопорения имеет право на жизнь.
Кернение
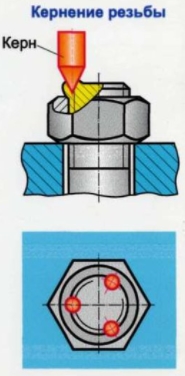
Кернение предполагает изменение геометрии стопоримого узла.
Соответственно, применяется этот способ в случае нечастой необходимости демонтажа резьбового соединения. Связано это с пусть даже небольшими, но все-таки имеющими место повреждениями резьбовой накатки как гайки, так и болта. Ведь подвергаются необратимой одновременной деформации контактирующие витки в обеих крепежных деталях. Требования Отраслевого Стандарта под номером 1 39502, принятого в 1977 году, формулируются в этом плане так: кернер нужно ставить в месте, где стержень с резьбой выходит из гайки. Причем кернить нужно в трех точках, как это показано на выше размещенном рисунке.
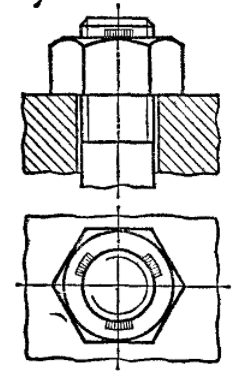
Стопорение сваркой
Применяется данный способ, когда демонтаж соединения никогда не предполагается. Предпочтительные точки сварки отмечены на рисунке.
Заключение
Для препятствования самопроизвольному отвинчиванию резьбовых соединений могут применяться материалы, обладающие клеящими свойствами. Например, разнообразные жидкие фиксаторы используются, когда установка стороннего предмета в конструкцию недопустима. Вопреки расхожему мнению, они тоже обеспечивают надежное стопорение резьбовых соединений. Большинство таких веществ обладают анаэробными свойствами. То есть, хранясь в емкости с присутствием воздуха, в химическую реакцию они не вступают. Иная ситуация наблюдается, когда после их нанесения на витки резьба затягивается. Тогда в условиях ограниченного доступа воздуха такие составы затвердевают, надежно фиксируя контактирующие поверхности.
Источник



