
- Виды сращивания древесины, технологический процесс и оборудование
- Технологические особенности сращивания
- Основные виды дефектов
- Выбор схемы сращивания в зависимости от нагрузки на готовое изделие
- Выбор сырья для получения клееных пиломатериалов
- Технологические циклы процессов сращивания древесины
- Соединение досок между собой по ширине и длине. Основные требования к рабочему процессу
- Основные требования к рабочему процессу
- Варианты проведения работ
- Соединение по ширине
- Соединение по длине
- Вывод
Виды сращивания древесины, технологический процесс и оборудование
Сращивание древесины по длине все чаще применяют для изготовления крупных деталей из дерева. Это позволяет значительно экономить сырьё. Помимо экономии материалов, такой способ позволяет также улучшить потребительские качества древесины – она меньше подвержена деформациям. Использование высококачественного клея дает возможность склеивания кусочков дерева без видимых швов, что создает иллюзию цельного бруса или доски.
Технологические особенности сращивания
Соединение деталей по длине называют сращиванием. Выбирают способ сращивания доски в зависимости от того, где будут применяться изготовленные из нее детали. Например, при изготовлении плинтуса, который не несет на себе никакой нагрузки, доску сращивают на ус: торцы соединяемых досок обрезаются под углом 45 градусов и соединяются внахлест с помощью клея. Существует несколько способов сращивания:

а — ступенчатое; б — на ус с затуплением; в — ступенчатое с выступом; г — ступенчатое на ус с затуплением; д — ступенчатое с выступом и клиньями; е — ступенчатое на ус с затуплением и клиньями; ж — впритык.
Для изделий, которые будут испытывать серьезные нагрузки при эксплуатации, применяют сращивание на шип (клиновидный или зубчатый). При этом за счет увеличения площади склеиваемых деталей соединение получает повышенную прочность, экономично используется дерево.
Все дефекты на коротких обрезках сращиваемых досок удаляются – так получают черновые заготовки для сращивания. Далее их соединяют в ламели нужной длины, используя соединение на микро-шип. Нарезка микро-шипов производится с помощью специальных фрез на шипорезных агрегатах. В результате получают соединение, обладающее способность к самозаклиниванию под действием пресса с сохранением полученного эффекта. Процесс подвергается контролю по ГОСТ 6449, 1 – 82 «Изделия из древесины и древесных материалов. Поля допусков для линейных размеров и посадки».

Автоматическая линия сращивания OptiCut 200
С помощью технологии продольного сращивания из второсортного сырья получают заготовки нужной длины и высокого качества. Для продольного сращивания применяют автоматические или полуавтоматические линии, самые известные из них следующие: Dimter, Paul, Irion, Reinhardt, Grecon, Ledinek. При этом необходимо соблюдать следующие требования:
- Материал, предназначенный для сращивания на микро-шип, должен быть тщательно отсортирован по качеству и породам деревьев, цвету древесины, размерам заготовок, текстуре материалов.
- Требования к заготовкам, сращиваем в одно изделие:
- Допускается применение только одной породы дерева.
- Только равноценные по сортам заготовки сращивают в одном изделии.
- Необходимо правильно соединять заготовки. Так, чтобы все дефекты заготовок оказались с одной стороны изделия, а бездефектные участки — с другой.
- Заготовки с обзолом должны быть скомпонованы таким образом, чтобы только одно ребро сращенного изделия включало в себя такие участки.
- Обязательно при сращивании следить за текстурой заготовок (только те, что распилены одинаковым способом, могут быть сращены в одну ламель).
- Только заготовки одинаковой толщины и ширины пригодны для сращивания в одном изделии. При этом перепад высоты заготовок не должен превышать 1 мм.
- Если сращиваются породы с твердой древесиной, необходимо особенно тщательно подбирать их по цвету.

Сращивание заготовок радиального распила

Сращивание заготовок радиального и тангетального распила
Основные виды дефектов
Качественное соединение обеспечивает сращенной ламели прочность исходного дерева и не должно быть сильно заметным. При нарушении технологии или невнимательности оператора, в готовой продукции, полученной с линии сращивания, могут присутствовать следующие дефекты:
| Дефект | Причина возникновения |
|---|---|
| Между шипами остается пустое пространство | Недостаточное прессование, либо неравномерное нанесение клеевого состава |
| Полученное изделие не обладает необходимой прочностью | На шипы поступило меньше необходимого количества смолы (клея) |
| Ступенчатость — ступенчатая поверхность готовой детали | На сращивание подаются некалиброванные заготовки (разной толщины). Полученное изделие отбраковывается и используется в дальнейшей переработке |
| Винтоватость – ламели имеют плоскости с уклоном — конечный продукт может иметь форму пропеллера. | Некачественная заготовка получается от использования деталей с конусными плоскостями или при неправильной начальной настройке станка, когда не выдержан прямой угол между плоскостью режущего инструмента и кромкой заготовок. Допустимые отклонения на один метр заготовки по длине составляет 3 мм, по ширине – 2 мм. Такие изделия также подвергаются вторичной переработке |
| У готовых деталей могут появиться участки с вырванными волокнами древесины в шиповых соединениях. | Образуются при работе тупыми инструментами или нарушении технологий. Изделия с вырванными волокнами также отбраковываются. Бракованные изделия сращивают повторно, добиваясь получения качественного изделия. |
Все сращенные заготовки должны вылежаться в течение двух-трех дней, чтобы используемый клей успел полимеризоваться и приобрести рабочие качества. После выдержки заготовки подвергают чистовой обработке и получают из него полностью готовую для применения продукцию. Ассортимент готовой продукции может включать в себя окрашенные половые рейки, наличники, плинтуса, клееный брус или клеёные щиты.
Использование автоматических и полуавтоматических линий сращивания позволяет найти применение несортовой или неразмерной древесине и значительно расширить ассортимент выпускаемой продукции.
Выбор схемы сращивания в зависимости от нагрузки на готовое изделие
 Если изделие будет подвергаться только сжиманию, то достаточно применить самый простой вид сращивания, соединяя детали внакладку (косыми или прямыми срезами). Чтобы повысить стойкость изделия при боковых нагрузках, применяется соединение типа накладного замка. При этом делается накладка с применением скошенных торцов или с торцевым шипом.
Если изделие будет подвергаться только сжиманию, то достаточно применить самый простой вид сращивания, соединяя детали внакладку (косыми или прямыми срезами). Чтобы повысить стойкость изделия при боковых нагрузках, применяется соединение типа накладного замка. При этом делается накладка с применением скошенных торцов или с торцевым шипом.
Для изделий, рассчитанных на растягивающие нагрузки, применяют соединения накладной замок (зубчатый или простой). Для его выполнения на соединяемых заготовках вырезают углубления и выступы. Схема зубчатого накладного замка позволяет достичь высокой прочности соединения, которая выдерживает сжимающие, растягивающие и боковые нагрузки.
Соединение «двойной сковородень» — прямая накладка с шипом, называемым ласточкин хвост. Показывает высокую прочность при разных нагрузках – боковых смещениях, растяжении и сжатии.
Схема соединения «сдвижной замок» в виде накладки со скошенным упором способна придать прочность изделию, подвергающемуся растяжению и поперечным нагрузкам.
Существует схема, при которой добиваются повышенной жесткости конструкции накладных замков, вбивая дополнительные клинья между выступами. Называют такие замки натяжными. Делают их либо разъемными, либо склеивают. Разъемные натяжные замки следует проолифить или покрасить, что поможет защитить замок от влаги.
Выбор сырья для получения клееных пиломатериалов
Качество конечной продукции напрямую связано с качеством сырья. Несмотря на то, что клееная древесина подразумевает использование несортовых отходов, для большего выхода качественной продукции все-таки существуют критерии отбора к сырью. Склеить можно и опилки, но тогда это будет совсем другая продукция. Поскольку нашей задачей является получение качественных пиломатериалов, то с целью снижения себестоимости при выборе сырья надо придерживаться определенных норм:
- Древесина, в которой слишком много сучков, потребует слишком больших трудозатрат по ее подготовке, и большая ее часть уйдет в отходы. Поэтому берем только древесину первого и второго резов.
- Подбираем заготовки такой длины, которая даст возможность получить приемлемое качество изделия. Слишком короткие обрезки увеличат расход клея и понизят качество. Плюс к этому значительная часть такого сырья в процессе изготовления превратится в опилки.
- В переработку принимать древесину с припуском, размер которого исключает образование дополнительных отходов производства.
Правильная технология сращивания включает в себя весь цикл производства. Имеет значение все, начиная от правильно отведенных мест под сырье и полуфабрикатов до количества и качества изготовленной продукции и процента отходов.
Технологические циклы процессов сращивания древесины
Весь цикл включает в себя следующие этапы:
- Подбор и сортировка исходного сырья;
- Сушка пиломатериала, отобранного для сращивания;
- Черновая обработка по выравниванию сырья;
- Удаление дефектов сырья;
- Торцовка и изготовление шипов для соединений;
- Сортировка полученных ламелей;
- Сам процесс сращивания – укладка, проклейка, прессование;
- Выдержка сращенных изделий до полной полимеризации клея;
- Чистовая обработка сращенной древесины.
Пиломатериал после сортировки и сушки до влажности 8-16% поступает в цех для производства сращенной древесины. Существует поставка в пакетах древесины с прокладками и без таковых. При поставке пакетов с прокладками, возникает необходимость введения дополнительной операции – снятие древесины с прокладок. В конкретном случае все зависит от выбранной технологии.
Следующий этап – черновая обработка. Необходима для выравнивания поверхностей со всех сторон. Основная задача – убрать неровности, возникшие в процессе сушки пиломатериала от коробления. После проведения черновой обработки допускаются мелкие дефекты в виде недостаточно качественной простружки. Далее убираем те дефекты, которые повлияют на качество конечного изделия. Получаем новую, готовую к дальнейшей обработке ламель.
В зависимости от того, какой вид продукции предполагается получить на выходе, технолог дает указание на характер дефектов, которые должны быть вырезаны из заготовок, либо отсортированы на получение более дешевых материалов. Так, клееная древесина под покраску может содержать большее количество дефектов, чем высококачественный клееный брус или щит:

Допустимые дефекты древесины для производства клееного бруса под покраску
- синеву;
- сучки;
- смолистость;
- наличие обзолов;
- другие виды повреждений.
Торцовка ламелей происходит в автоматическом или полуавтоматическом режиме. Автоматический режим предполагает раскрой деталей по заданной программе. При работе в полуавтоматическом режиме, задача оператора станка распределить в какой карман направить ту или иную ламель для торцевания.
Для того чтобы использовать древесину по максимуму, ламели с дефектами склеивают по технологии – одна сторона готовой продукции (лицевая) не должна содержать дефектов, а все дефекты должны оказаться на изнаночной стороне изделия. Для этого важно не ошибиться при компоновке сращиваемого материала. Также поступают при наличии обзола. Укладывают ламели так, чтобы все детали с обзолом оказались на одном из торцов готового изделия.
В цеху для каждого сорта ламелей должно быть специально отведенное место складирования.
Все полученные ламели складываются по сортам на поддоны и подписываются. Такой подход позволяет четко отслеживать процесс производства. Сращивание ламелей производится только после накопления объемов, достаточных для работы смены. В иных случаях это нерационально, так как требует много лишних операций по перестановке оборудования и сырья.
В производстве клееного бруса неизбежно возникают потери при нарезке шипов для соединения и при обрезке сращенных ламелей в готовый размер. Гораздо выгоднее изготавливать продукцию большей длины, поскольку при этом значительно сокращается количество отходов.
Источник
Соединение досок между собой по ширине и длине. Основные требования к рабочему процессу









Иногда при проведении строительных и других работ с использованием древесины требуется сделать элементы длиннее или шире, а как это правильно делается, знают очень немногие. Именно поэтому мы рассмотрим, как провести сращивание доски самостоятельно и какие способы и методики существуют. Важно выбрать вариант, который лучше всего подойдет в той или иной ситуации и потребует минимальных затрат времени и средств.

На фото: соединение в микрошип широко используется производителями различных изделий из древесины
Основные требования к рабочему процессу
Прежде чем мы начнем рассматривать конкретные варианты проведения работ, необходимо разобраться в том, соблюдение каких факторов гарантирует получение того результата, который и ожидается:
| Качество материала | Тут все просто: невозможно сделать из некачественного дерева прочные конструкции, особенно это касается мест соединения, если на них будут сучки, повреждения древоточцами, плесенью и другие проблемы, то ни о какой надежности и долговечности не может быть и речи. Подбирайте самые лучшие элементы, чтобы не тратить силы и средства попусту |
| Влажность | Еще один наиважнейший параметр, который всегда следует учитывать. Для работы походят только сухие элементы, так как повышенная влажность, во-первых, снижает прочность, во-вторых, уменьшает адгезию клеевого состава при его использовании, а в-третьих, после окончания работ никто не даст гарантию, что через неделю или месяц конструкцию не поведет или она не потрескается |
| Нагрузки на соединения | Именно от этого показателя во многом зависит выбор того или иного варианта соединения, чем больше нагрузка, тем выше требования к качеству сопряжения и тем сложнее процесс. Поэтому заранее решите, какой вариант будет использоваться, чтобы гарантированно обеспечить высокий результат |
| Использование качественного инструмента | От этого также зависит очень многое, особенно когда дело касается сложных вариантов, когда соединение вырезается специальными приспособлениями. Они должны обеспечивать максимальное качество резки и максимальную точность стыковки, так как от этого во многом зависит надежность |
Важно!
Помните одно простое правило, которое всегда используют специалисты: для получения наилучшего результата нужно, чтобы параметры соединяемых элементов были аналогичными, проще говоря, должна использоваться одна порода древесины.
![]()
Простейшим примером конструкций, где используется сращивание по ширине, является шпунтованная половая доска
Варианты проведения работ
Все мероприятия подобного рода можно разделить на две большие группы – сплачивание досок по ширине и по длине, мы рассмотрим их отдельно и расскажем, какие методики наиболее популярны и как их правильно реализовывать.
Соединение по ширине
Конечно, простейшим решением будет щитовой вариант сращивания, поэтому мы начнем именно с него, вначале представим схему основных вариантов, а ниже опишем их подробно:
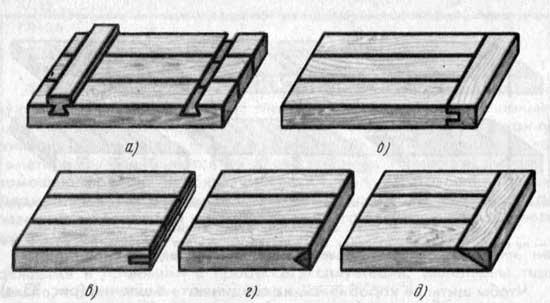
Это основные типы проведения работ, если можно использовать щитовой вариант соединения
- Первый способ предполагает вырезание с помощью фрезерного станка полости, которая имеет трапециевидную форму и позволяет использовать шпонку в качестве фиксатора . Плюсом этого решения можно назвать надежность, а минусом – необходимость в фрезерном станке или наличие ручного фрезера для проведения работ, ручным инструментом здесь не обойдешься;
- Сплачивание с использованием торцевого бруска, который соединяется с торцами доски методом паз-гребень, используется для элементов небольшой длины , так как данный вариант обеспечивает высокую надежность именно небольших конструкций. Для работы опять же понадобится фрезер для деревянных изделий. С его помощью она будет проведена быстро и качественно;
- Можно сделать вырез по торцу, подогнать под него рейку и посадить ее на столярный клей , это также довольно интересный вариант, который подходит для конструкций небольшого размера;
- Последние два варианта предполагают приклеивание треугольной рейки, только одна из них врезается в торец, а второй вариант предполагает зарезку торца под углом , нужно выбрать то, что лучше подойдет в той или иной ситуации.
Но если требуется соединить доску более надежно, то подойдет один из следующих методов:
Такие варианты зарекомендовали себя лучше всего
- Первый вариант называется соединение на гладкую фугу, при его выполнении требуется очень тщательная шлифовка торцов для плотного прилегания, после чего они смазываются клеем и соединяются под прессом или с помощью специальных стяжек. Такое решение подойдет в случаях, когда высокая несущая способность не нужна;

Соединение на гладкую фугу часто применяется при изготовлении мебельного щита
- Второе решение – сращивание в четверть, для этого на торцах выбираются пазы примерно на половину толщины, этот вариант более трудоемкий, зато его надежность заметно выше, чем у предыдущего, инструкция по проведению работ проста: выбираются пазы с помощью фрезера, после чего торцы смазываются клеем, и конструкция плотно сжимается до высыхания состава;
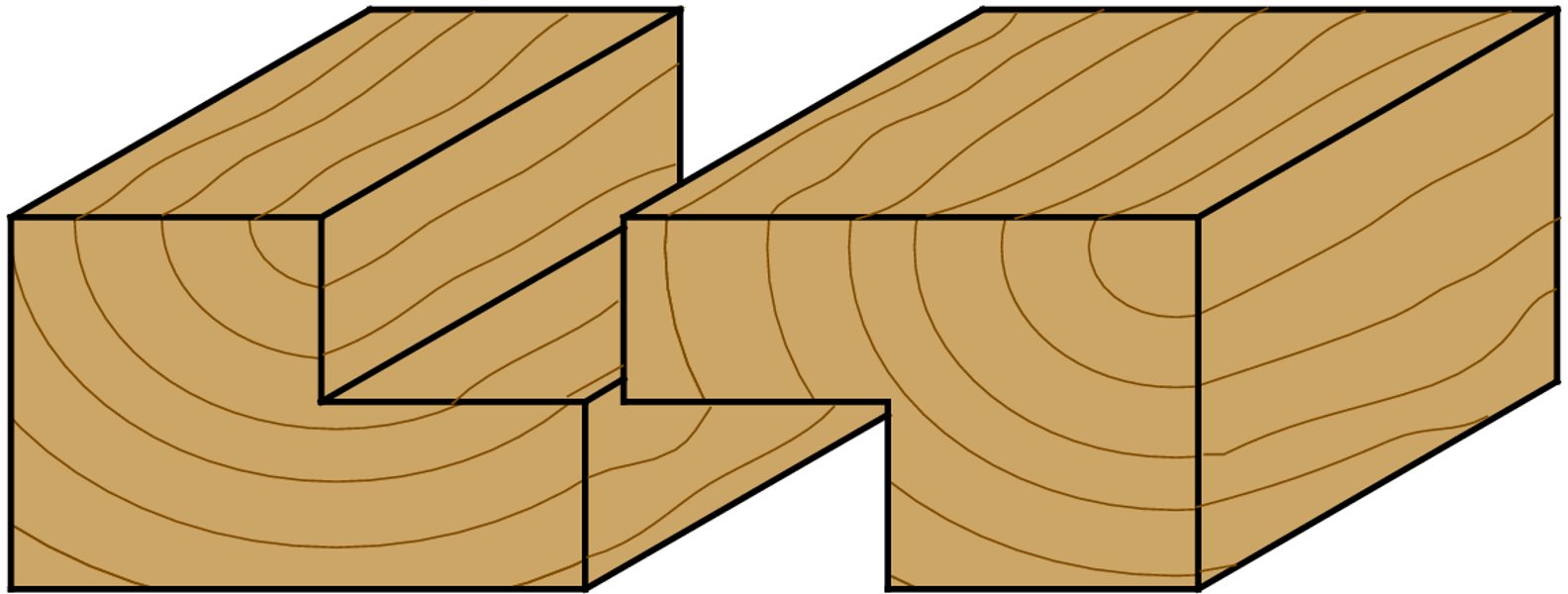
Вот так выглядит соединение на схеме
- Можно вырезать пазы с обеих сторон, а внутрь вставить рейку, которая опять же смазывается клеем для надежности. Такое решение неплохо зарекомендовало себя на элементах большой толщины, так как в таком случае толщина деревянной рейки будет значительной, следовательно, она сможет выдержать даже большие нагрузки без особых проблем. Важна точная подгонка всех элементов, поэтому для работы используется фрезерное оборудование;

Пример шпоночного соединения
- Соединение шип-паз хорошо знакомо многим по доске пола и отделочным материалам из древесины, тут важно правильно вырезать соединение, чтобы элементы совмещались максимально точно и плотно, отдельным вариантом является треугольный шип-паз, он отличается тем, что один торец делается в форме угла, а второй имеет углубление по форме выступа;
- Последний из рассматриваемых вариантов – ласточкин хвост, этот вид предполагает наличие паза, расширяющегося в глубину, в силу этой особенности доски вставляются с торца и задвигаются как по салазкам, их невозможно разъединить, не приложив значительное усилие, что также немаловажно.
Соединение по длине
Сращивание досок по длине также используется при проведении работ весьма часто, поэтому данному аспекту мы также уделим самое пристальное внимание.
- Самый простой – крепление внахлест, когда концы заводятся друг на друга и скручиваются саморезами, сбиваются гвоздями или скручиваются болтами. Конструкция не очень привлекательна, зато ее можно сделать своими руками за считанные минуты;
Самый быстрый вариант проведения работ
- Второе решение – соединение в так называемый минишип, это очень прочный и надежный вариант, но для проведения работ вам понадобится специальная фреза, цена которой велика, поэтому такой способ выбирают те, кому приходится сращивать элементы часто;
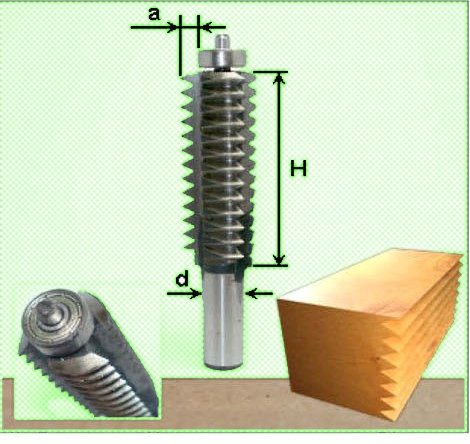
С помощью такой фрезы соединения делаются очень быстро
- Если элементы соединяются по длине не в один, а в два и более слоя, то можно использовать вариант впритык, такое соединение досок по длине хорошо подходит для многослойных систем, на рисунке оно под буквой А;
Некоторые способы соединения по длине
- Часто используется традиционный вариант паз-гребень, тут важно обеспечить оптимальную конфигурацию соединения, так ширина паза и соответственно шпунта не должна составлять больше третьей части общей толщины доски, важно делать нарезку очень точно, чтобы элементы совпадали идеально, это значительно увеличит прочность соединения;
Важно!
При работе чаще всего используется фрезер, но фрезы могут иметь разную конфигурацию, следует следить за состоянием их режущих кромок и своевременно точить их или заменять, так как от чистоты обработки во многом зависит качество соединения.
- Можно применять вариант зарезки под углом, он хорошо подходит там, где особая прочность не требуется, а нужно хорошо соединить между собой элементы, которые могут использоваться для отделки и т.д.;
- Треугольный шип-паз во многом напоминает обычный, различается лишь конфигурация торцов. Тут также важно, чтобы элементы идеально совмещались между собой, так как это обеспечит и аккуратность сопряжения, и его максимальную надежность;
- Соединение в четверть отличается простотой – делаются вырезы на половину толщины, длина выступов не должна сильно превышать толщину, элементы смазываются клеем и сжимаются до высыхания состава, это стандартная процедура практически для всех вариантов;
- Последний вид – шпоночное сплачивание, оно не отличается от вышеописанного варианта при проведении работ по ширине, требования те же.
Вывод
Правильно и надежно соединить доску, значит обеспечить ее максимальную прочность, важно выполнять все рекомендации и использовать только качественные материалы. Видео в этой статье покажет некоторые варианты проведения работ наглядно, а если у вас есть вопросы или дополнение – отписывайтесь в комментариях.
Источник



