
- Виды сращивания древесины, технологический процесс и оборудование
- Технологические особенности сращивания
- Основные виды дефектов
- Выбор схемы сращивания в зависимости от нагрузки на готовое изделие
- Выбор сырья для получения клееных пиломатериалов
- Технологические циклы процессов сращивания древесины
- Соединение деревянных деталей: виды соединения, назначение, техника выполнения, необходимые материалы и инструменты, пошаговая инструкция работы и советы специалистов
- Виды соединения
- Сращивание по длине
- Наращивание по высоте
- Сплачивание по ширине
- Вязка
- Соединение угловое в торец
- Соединение Т-образное внакладку
- Соединение вполдерева
- Соединение в шпунт
- Соединение «гнездо-шип»
- Склеивание
- Необходимые инструменты и приспособления
- Заключение
Виды сращивания древесины, технологический процесс и оборудование
Сращивание древесины по длине все чаще применяют для изготовления крупных деталей из дерева. Это позволяет значительно экономить сырьё. Помимо экономии материалов, такой способ позволяет также улучшить потребительские качества древесины – она меньше подвержена деформациям. Использование высококачественного клея дает возможность склеивания кусочков дерева без видимых швов, что создает иллюзию цельного бруса или доски.
Технологические особенности сращивания
Соединение деталей по длине называют сращиванием. Выбирают способ сращивания доски в зависимости от того, где будут применяться изготовленные из нее детали. Например, при изготовлении плинтуса, который не несет на себе никакой нагрузки, доску сращивают на ус: торцы соединяемых досок обрезаются под углом 45 градусов и соединяются внахлест с помощью клея. Существует несколько способов сращивания:

а — ступенчатое; б — на ус с затуплением; в — ступенчатое с выступом; г — ступенчатое на ус с затуплением; д — ступенчатое с выступом и клиньями; е — ступенчатое на ус с затуплением и клиньями; ж — впритык.
Для изделий, которые будут испытывать серьезные нагрузки при эксплуатации, применяют сращивание на шип (клиновидный или зубчатый). При этом за счет увеличения площади склеиваемых деталей соединение получает повышенную прочность, экономично используется дерево.
Все дефекты на коротких обрезках сращиваемых досок удаляются – так получают черновые заготовки для сращивания. Далее их соединяют в ламели нужной длины, используя соединение на микро-шип. Нарезка микро-шипов производится с помощью специальных фрез на шипорезных агрегатах. В результате получают соединение, обладающее способность к самозаклиниванию под действием пресса с сохранением полученного эффекта. Процесс подвергается контролю по ГОСТ 6449, 1 – 82 «Изделия из древесины и древесных материалов. Поля допусков для линейных размеров и посадки».

Автоматическая линия сращивания OptiCut 200
С помощью технологии продольного сращивания из второсортного сырья получают заготовки нужной длины и высокого качества. Для продольного сращивания применяют автоматические или полуавтоматические линии, самые известные из них следующие: Dimter, Paul, Irion, Reinhardt, Grecon, Ledinek. При этом необходимо соблюдать следующие требования:
- Материал, предназначенный для сращивания на микро-шип, должен быть тщательно отсортирован по качеству и породам деревьев, цвету древесины, размерам заготовок, текстуре материалов.
- Требования к заготовкам, сращиваем в одно изделие:
- Допускается применение только одной породы дерева.
- Только равноценные по сортам заготовки сращивают в одном изделии.
- Необходимо правильно соединять заготовки. Так, чтобы все дефекты заготовок оказались с одной стороны изделия, а бездефектные участки — с другой.
- Заготовки с обзолом должны быть скомпонованы таким образом, чтобы только одно ребро сращенного изделия включало в себя такие участки.
- Обязательно при сращивании следить за текстурой заготовок (только те, что распилены одинаковым способом, могут быть сращены в одну ламель).
- Только заготовки одинаковой толщины и ширины пригодны для сращивания в одном изделии. При этом перепад высоты заготовок не должен превышать 1 мм.
- Если сращиваются породы с твердой древесиной, необходимо особенно тщательно подбирать их по цвету.

Сращивание заготовок радиального распила

Сращивание заготовок радиального и тангетального распила
Основные виды дефектов
Качественное соединение обеспечивает сращенной ламели прочность исходного дерева и не должно быть сильно заметным. При нарушении технологии или невнимательности оператора, в готовой продукции, полученной с линии сращивания, могут присутствовать следующие дефекты:
| Дефект | Причина возникновения |
|---|---|
| Между шипами остается пустое пространство | Недостаточное прессование, либо неравномерное нанесение клеевого состава |
| Полученное изделие не обладает необходимой прочностью | На шипы поступило меньше необходимого количества смолы (клея) |
| Ступенчатость — ступенчатая поверхность готовой детали | На сращивание подаются некалиброванные заготовки (разной толщины). Полученное изделие отбраковывается и используется в дальнейшей переработке |
| Винтоватость – ламели имеют плоскости с уклоном — конечный продукт может иметь форму пропеллера. | Некачественная заготовка получается от использования деталей с конусными плоскостями или при неправильной начальной настройке станка, когда не выдержан прямой угол между плоскостью режущего инструмента и кромкой заготовок. Допустимые отклонения на один метр заготовки по длине составляет 3 мм, по ширине – 2 мм. Такие изделия также подвергаются вторичной переработке |
| У готовых деталей могут появиться участки с вырванными волокнами древесины в шиповых соединениях. | Образуются при работе тупыми инструментами или нарушении технологий. Изделия с вырванными волокнами также отбраковываются. Бракованные изделия сращивают повторно, добиваясь получения качественного изделия. |
Все сращенные заготовки должны вылежаться в течение двух-трех дней, чтобы используемый клей успел полимеризоваться и приобрести рабочие качества. После выдержки заготовки подвергают чистовой обработке и получают из него полностью готовую для применения продукцию. Ассортимент готовой продукции может включать в себя окрашенные половые рейки, наличники, плинтуса, клееный брус или клеёные щиты.
Использование автоматических и полуавтоматических линий сращивания позволяет найти применение несортовой или неразмерной древесине и значительно расширить ассортимент выпускаемой продукции.
Выбор схемы сращивания в зависимости от нагрузки на готовое изделие
 Если изделие будет подвергаться только сжиманию, то достаточно применить самый простой вид сращивания, соединяя детали внакладку (косыми или прямыми срезами). Чтобы повысить стойкость изделия при боковых нагрузках, применяется соединение типа накладного замка. При этом делается накладка с применением скошенных торцов или с торцевым шипом.
Если изделие будет подвергаться только сжиманию, то достаточно применить самый простой вид сращивания, соединяя детали внакладку (косыми или прямыми срезами). Чтобы повысить стойкость изделия при боковых нагрузках, применяется соединение типа накладного замка. При этом делается накладка с применением скошенных торцов или с торцевым шипом.
Для изделий, рассчитанных на растягивающие нагрузки, применяют соединения накладной замок (зубчатый или простой). Для его выполнения на соединяемых заготовках вырезают углубления и выступы. Схема зубчатого накладного замка позволяет достичь высокой прочности соединения, которая выдерживает сжимающие, растягивающие и боковые нагрузки.
Соединение «двойной сковородень» — прямая накладка с шипом, называемым ласточкин хвост. Показывает высокую прочность при разных нагрузках – боковых смещениях, растяжении и сжатии.
Схема соединения «сдвижной замок» в виде накладки со скошенным упором способна придать прочность изделию, подвергающемуся растяжению и поперечным нагрузкам.
Существует схема, при которой добиваются повышенной жесткости конструкции накладных замков, вбивая дополнительные клинья между выступами. Называют такие замки натяжными. Делают их либо разъемными, либо склеивают. Разъемные натяжные замки следует проолифить или покрасить, что поможет защитить замок от влаги.
Выбор сырья для получения клееных пиломатериалов
Качество конечной продукции напрямую связано с качеством сырья. Несмотря на то, что клееная древесина подразумевает использование несортовых отходов, для большего выхода качественной продукции все-таки существуют критерии отбора к сырью. Склеить можно и опилки, но тогда это будет совсем другая продукция. Поскольку нашей задачей является получение качественных пиломатериалов, то с целью снижения себестоимости при выборе сырья надо придерживаться определенных норм:
- Древесина, в которой слишком много сучков, потребует слишком больших трудозатрат по ее подготовке, и большая ее часть уйдет в отходы. Поэтому берем только древесину первого и второго резов.
- Подбираем заготовки такой длины, которая даст возможность получить приемлемое качество изделия. Слишком короткие обрезки увеличат расход клея и понизят качество. Плюс к этому значительная часть такого сырья в процессе изготовления превратится в опилки.
- В переработку принимать древесину с припуском, размер которого исключает образование дополнительных отходов производства.
Правильная технология сращивания включает в себя весь цикл производства. Имеет значение все, начиная от правильно отведенных мест под сырье и полуфабрикатов до количества и качества изготовленной продукции и процента отходов.
Технологические циклы процессов сращивания древесины
Весь цикл включает в себя следующие этапы:
- Подбор и сортировка исходного сырья;
- Сушка пиломатериала, отобранного для сращивания;
- Черновая обработка по выравниванию сырья;
- Удаление дефектов сырья;
- Торцовка и изготовление шипов для соединений;
- Сортировка полученных ламелей;
- Сам процесс сращивания – укладка, проклейка, прессование;
- Выдержка сращенных изделий до полной полимеризации клея;
- Чистовая обработка сращенной древесины.
Пиломатериал после сортировки и сушки до влажности 8-16% поступает в цех для производства сращенной древесины. Существует поставка в пакетах древесины с прокладками и без таковых. При поставке пакетов с прокладками, возникает необходимость введения дополнительной операции – снятие древесины с прокладок. В конкретном случае все зависит от выбранной технологии.
Следующий этап – черновая обработка. Необходима для выравнивания поверхностей со всех сторон. Основная задача – убрать неровности, возникшие в процессе сушки пиломатериала от коробления. После проведения черновой обработки допускаются мелкие дефекты в виде недостаточно качественной простружки. Далее убираем те дефекты, которые повлияют на качество конечного изделия. Получаем новую, готовую к дальнейшей обработке ламель.
В зависимости от того, какой вид продукции предполагается получить на выходе, технолог дает указание на характер дефектов, которые должны быть вырезаны из заготовок, либо отсортированы на получение более дешевых материалов. Так, клееная древесина под покраску может содержать большее количество дефектов, чем высококачественный клееный брус или щит:

Допустимые дефекты древесины для производства клееного бруса под покраску
- синеву;
- сучки;
- смолистость;
- наличие обзолов;
- другие виды повреждений.
Торцовка ламелей происходит в автоматическом или полуавтоматическом режиме. Автоматический режим предполагает раскрой деталей по заданной программе. При работе в полуавтоматическом режиме, задача оператора станка распределить в какой карман направить ту или иную ламель для торцевания.
Для того чтобы использовать древесину по максимуму, ламели с дефектами склеивают по технологии – одна сторона готовой продукции (лицевая) не должна содержать дефектов, а все дефекты должны оказаться на изнаночной стороне изделия. Для этого важно не ошибиться при компоновке сращиваемого материала. Также поступают при наличии обзола. Укладывают ламели так, чтобы все детали с обзолом оказались на одном из торцов готового изделия.
В цеху для каждого сорта ламелей должно быть специально отведенное место складирования.
Все полученные ламели складываются по сортам на поддоны и подписываются. Такой подход позволяет четко отслеживать процесс производства. Сращивание ламелей производится только после накопления объемов, достаточных для работы смены. В иных случаях это нерационально, так как требует много лишних операций по перестановке оборудования и сырья.
В производстве клееного бруса неизбежно возникают потери при нарезке шипов для соединения и при обрезке сращенных ламелей в готовый размер. Гораздо выгоднее изготавливать продукцию большей длины, поскольку при этом значительно сокращается количество отходов.
Источник
Соединение деревянных деталей: виды соединения, назначение, техника выполнения, необходимые материалы и инструменты, пошаговая инструкция работы и советы специалистов

Деревянные детали используют во многих изделиях. И их соединение — важный процесс, от которого зависит прочность всей конструкции.
Для изготовления мебели и других изделий из дерева используют десятки различных соединений. Выбор способа соединения деталей из дерева зависит от того, каким изделие должно быть в итоге и какую нагрузку должно переносить.
Виды соединения
При соединении деревянных деталей нужно помнить важный момент — всегда тонкая деталь крепится к толстой, но не наоборот.
Согласно взаимному расположению элементов различают такие способы соединения деталей из дерева:
- наращивание — увеличение детали по высоте;
- сращивание — удлинение заготовки;
- сплачивание — увеличение элемента по ширине;
- вязка — соединение под углом.

Способы соединения деревянных деталей при изготовлении мебели чаще всего используют следующие:
- склеивание;
- «ласточкин хвост»;
- встык;
- пазовое;
- внахлест;
- глухое на шипах;
- сквозное шиповое.
Рассмотрим технологии некоторых соединений более детально.
Сращивание по длине
Такой вид соединения деревянных деталей имеет некоторые нюансы. По своей сути это удлинение элементов в горизонтальном направлении. Сращивание может быть:
- Впритык — срезы концов выполняются под прямым углом и совмещаются друг с другом. В оба бруса (бревна) забивают скобу.
- Косой притык — срезы выполнены под углом, а концы скрепляют штырем или гвоздем.
- Торцевой притык с гребнем.
- Прямая накладка — длина вырубки в 1,5-2 раза больше, чем толщина бруса (бревна).
- Косая накладка — концы срезают под углом и фиксируют болтами.
- Накладка с косым прирубом — на концах деталей выполняют торцевые гребни, имеющие ширину и длину в одну треть толщины бруса.
Наращивание по высоте
Из названия понятно, что суть заключается в удлинении брусьев или бревен в вертикальном направлении. Оси элементов находятся на одной вертикальной прямой. Виды наращивания такие:
- Наращивание впритык. Для восприятия случайных нагрузок по бокам вставляется заершенный штырь.
- Наращивание с одним или двумя шипами. Ширина и высота одного шипа должны быть не меньше одной трети толщины бруса. Глубина гнезда — чуть больше высоты шипа.
- Наращивание в полдерева. Концы обоих бревен нужно срезать на половину их толщины на 3-3,5 диаметра в длину.
- Наращивание языком. В одном брусе нужно выпилить развилку, в которую нужно вставить соответственно срезанный конец другой заготовки. Само соединение необходимо обернуть жестью.
Сплачивание по ширине
Применяют для увеличения изделия по ширине. Используя способы сплачивания, важно обращать внимание на расположение годовых колец дерева. Важно чередовать доски в зависимости от их направления. Варианты сплачивания такие:
- Впритык — детали нужно обтесать и прифуговать по угольнику.
- В шпунт — высота и ширина гребня равняется 1/3 толщины доски.
- В ножовку — кромки нужно обтесать под острым углом к широкой плоскости доски.
- Гребнем с высотой от 1/3 до половины доски.
- Четверть с уступом, равным половине толщины доски.
- В шпунт с рейками — в каждой доске выбрать пазы, в которые нужно вставить рейку, имеющую ширину вдвое больше глубины паза.
Вязка
Вязку используют, когда возникает необходимость в соединении деталей под углом. Виды вязки такие:
- вязка в полдерева с использованием потайного шипа;
- вязка в полулапу;
- одиночный и двойной прорезные шипы;
- прорезная лапа.
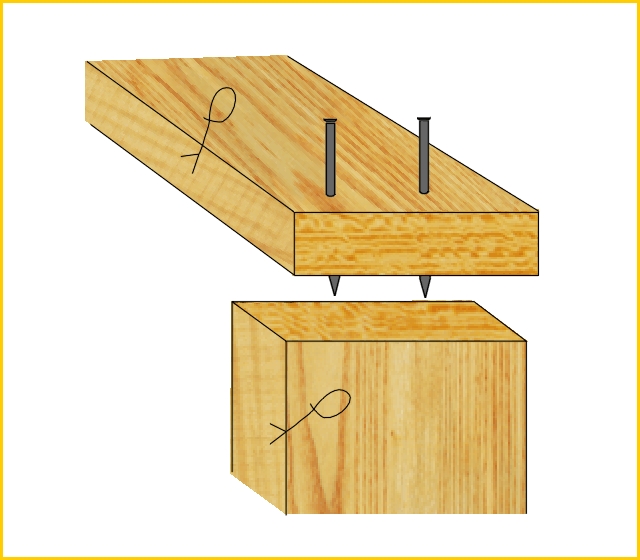
Соединение угловое в торец
Самый простой способ сплачивания двух деталей. Соединение деревянных деталей под прямым углом выполняется с использованием этого метода. Поверхности двух деталей тщательно подгоняют друг к другу и плотно прижимают. Происходит соединение деревянных деталей гвоздями или шурупами. Длина их должна быть такой, чтобы пройти через первую деталь и углубиться во вторую где-то на 1/3 длины.
Чтобы крепление было надежным, необходимо вбить не меньше двух гвоздей. Расположить их нужно по сторонам от осевой линии. Толщина гвоздя не должна вызвать растрескивание древесины. Поэтому рекомендуется заранее сделать отверстия в диаметре 0,7 от толщины используемого гвоздя.
Для усиления фиксации следует смазать поверхности, которые соединяются, клеем. Для помещений, которые не будут находиться под влиянием влаги, можно использовать столярный, казеиновый или мездровый клей. В случае использования изделия в условиях повышенной влажности лучше использовать влагостойкий клей, к примеру, эпоксидный.
Соединение Т-образное внакладку
Чтобы выполнить такое соединение деревянных деталей, нужно наложить одну заготовку на другую и скрепить их друг с другом, используя болты, шурупы или гвозди. Располагать деревянные заготовки можно как под определенным углом друг к другу, так и по одной линии.
Чтобы угол соединения деталей не менялся, применяют не менее 4 гвоздей. В случае если есть всего два гвоздя, то их вбивают по диагонали. Чтобы фиксация была более прочной, гвозди должны пройти сквозь обе детали, а выступающие концы необходимо загнуть и углубить в дерево.
Соединение вполдерева
Чтобы выполнить такое соединение двух деревянных деталей, требуются определенные навыки и наличие опыта. Выполняется оно следующим образом. В обеих заготовках выполняются выборки глубиной, которая соответствует половине их толщины. Ширина выборки должна быть равна ширине детали.
Способ соединения деревянных деталей вполдерева можно выполнить под разными углами. В таком случае важно следить, чтобы угол был одинаковый на обеих деревянных заготовках, а ширина соответствовала ширине детали. Благодаря этому детали плотно прижимаются одна к другой, а их кромки расположены в одной плоскости.

Кроме того, такое соединение может быть полным или частичным. В случае частичного соединения конец одной заготовки срезают под определенным углом, а на конце другой делают соответствующую выборку. К таким соединениям относят угловое в ус вполдерева. Суть заключается в подрезке обоих шипов под углом в 45 о , вследствие чего шов между ними располагается по диагонали. При использовании этого способа нужно быть особо аккуратным, а угловые надрезы выполнять специальным инструментом — стуслом.
Соединение в шпунт
Такой вид соединения деревянных деталей применяют для крепления досок обшивки или при настилке пола. Грань одной доски имеет шип, а грань другой — паз. Соответственно, крепление происходит, когда шип входит в паз. Такое соединение смотрится очень аккуратно, так как между досками нет щелей.
Выполнение шипов и пазов требует некоторого опыта. И кроме того, для изготовления потребуется специальный станок. Поэтому проще приобрести уже готовые детали.
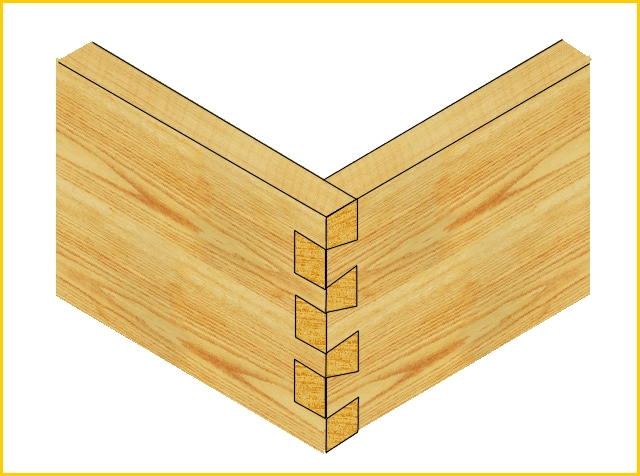
Соединение «гнездо-шип»
Наиболее часто используемый способ соединения деревянных деталей. Такое сочленение прочное, жесткое и выглядит максимально аккуратно. Чтобы выполнить такое соединение, нужно иметь некие навыки и опыт, а также быть внимательным. Неправильно выполненное соединение «гнездо-шип» непрочное и выглядит некрасиво.
Суть его следующая. В конце одной заготовки высверливается или выдалбливается паз, а в конце другой — шип. Лучше, когда элементы имеют одинаковую ширину. Если толщина разная, то шип проделывают в тонкой детали, а паз, соответственно, в толстой.

Последовательность шипового соединения:
- Используя рейсмус, прочертить две параллельные друг другу риски сбоку одной заготовки. Расстояние должно быть по ширине будущего шипа. Для его ровности следует сделать разметку с двух сторон.
- Наиболее оптимальный инструмент для выполнения шипов — ножовка, имеющая узкое полотно и мелкие зубья, или лучковая пила. В процессе работы зубья инструмента должны проходить по внутренней кромке разметочной линии. Для удобства деталь лучше зажать в тисках. Лучше всего шип изготовить чуть больше требуемого размера. Тогда в случае необходимости можно убрать лишнее. А вот если шип окажется короче, то весь процесс потребуется повторить заново.
- Используя долото или стамеску, во второй детали делают гнездо (паз). Естественно, размеры паза должны соответствовать размерам шипа. Лучше всего перед тем, как приступить к долблению, по всему периметру паза просверлить отверстия. Края аккуратно обрабатываются стамеской.
Если соединение деревянных деталей выполнено правильно, то поверхности кромок шипов прилегают плотно к стенкам гнезда. Это дает хорошее сцепление при склеивании. Чтобы посадка шипов была более тугой, их размеры должны быть на 0,2-0,3 мм больше размеров гнезда. При превышении этой величины может произойти раскол тетивы, при допуске меньше крепление потеряет свою прочность в процессе эксплуатации.
Кроме того, такое соединение предполагает еще склеивание и крепление шурупами, гвоздями или деревянными нагелями. Для упрощения работы перед ввинчиванием шурупов следует просверлить отверстия. Головки шурупов скрывают в потай (выполненный с помощью зенковки). Направляющее отверстие должно быть равно 2/3 диаметра винта и быть меньше на 6 мм (приблизительно) его длины.
Склеивание
Склеивание деревянных деталей проводят следующим образом:
- Склеиваемые поверхности очищают тряпкой без ворса, а шероховатости зачищают мелким наждаком.
- Используя картонную палочку, наносят столярный клей ровным тонким слоем по всем необходимым поверхностям.
- Смазанные клеем поверхности нужно потереть друг о друга. Это обеспечит ровное соприкосновение и прочное склеивание.
- Детали нужно стянуть друг с другом, чтобы на стыках удержание было надежным. Убедиться в прямоте углов позволит измерение диагоналей. Они должны быть равны. Если это не так, положение элементов нужно подправить.
- Соединение укрепляется путем высверливания направляющих отверстий, в которые вбиваются отделочные гвозди или вворачиваются шурупы. Головки шурупов должны быть утоплены, для этого отверстия нужно расточить. Гвозди углубляют, используя пробойник.
- Отверстия с гвоздями замазываются шпаклевкой для дерева. Отверстия, расточенные под шурупы, закрывают деревянными заглушками из твердых пород, смазанных клеем. Когда клей или шпаклевка высохнут, поверхность зачищают наждаком так, чтобы она была гладкой, и затем покрывают лаком.

Необходимые инструменты и приспособления
Инструменты для выполнения отличаются большим разнообразием. Выбирают их в зависимости от типа выполнения работ. Так как в плотничном деле обрабатываемые элементы более крупные, чем в столярном, соответственно, и инструмент должен быть подходящий.
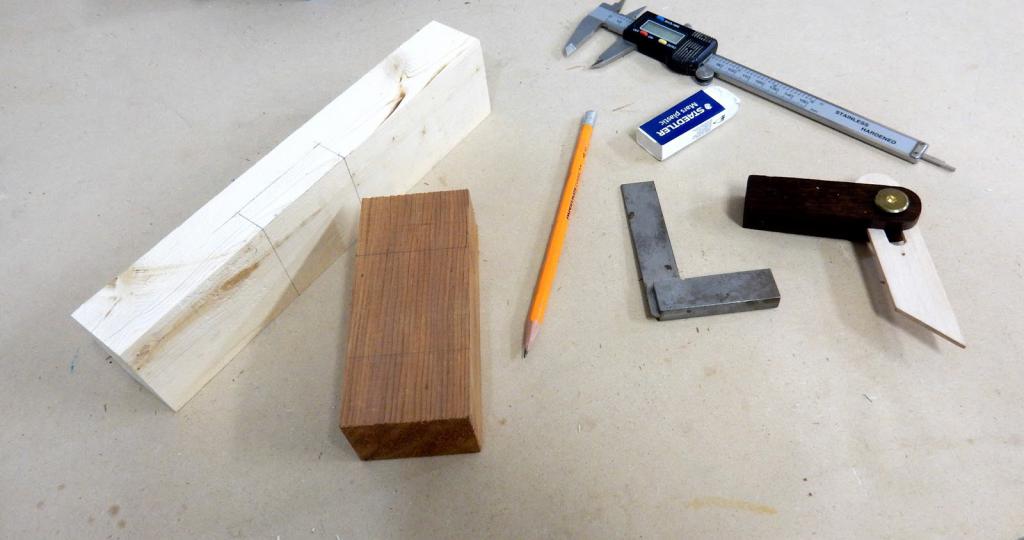
Для соединения деревянных деталей используют следующее:
- топор;
- рубанок, прямые и кривые струги, медведка, шерхебель — более тщательная обработка поверхностей;
- долото — долбление отверстий и гнезд;
- стамеска — для подчистки врубок;
- буры с различными наконечниками — для сквозных отверстий;
- различные пилы — для распиловки вдоль и поперек;
- молоток, молот, кувалда, киянка;
- угольник, циркуль, уровень и другие вспомогательные инструменты;
- гвозди, металлические скобы, болты с гайками, шурупы и другие изделия для крепления.
Заключение
На самом деле способов соединения деревянных деталей мебели или других конструкций существует гораздо больше. В статье описаны наиболее популярные методы и технологии выполнения. Важно помнить, что соединение деревянных деталей под покраску или покрытие лаком должно быть тщательно подготовлено, а все крепления должны быть прочными и выполненными на совесть.
Источник



