
- Валы-шестерни и зубчатые колеса
- 1. Валы-шестерни
- 2. Зубчатые цилиндрические колеса
- 3. Сварные цилиндрические зубчатые колеса
- 4. Зубчатые конические колеса
- 5. Червячные колеса и червяки
- 4.6. Сборка валов и зубчатых колёс
- Характерные повреждения рабочих поверхностей
- Силы в зубчатом зацеплении
- Расчёт зубьев на изгиб
- Сборка зубчатых передач
- Основные требования к точности сборки зубчатых передач
Валы-шестерни и зубчатые колеса
1. Валы-шестерни
Недостатком объединенной конструкции является необходимость изготовлять вал из того же материала, что и шестерню, часто более высококачественного и дорогого, чем требуется. Кроме того, при замене шестерни, например, вследствие износа или поломки зубьев приходится заменять и вал. Несмотря на это, в редукторах шестерню часто выполняют заодно с валом и даже при толщине, значительно превышающей указанные нормы. Это объясняется большей жесткостью и прочностью, а также технологичностью вала-шестерни, что в конечном итоге оправдывает ее стоимость.
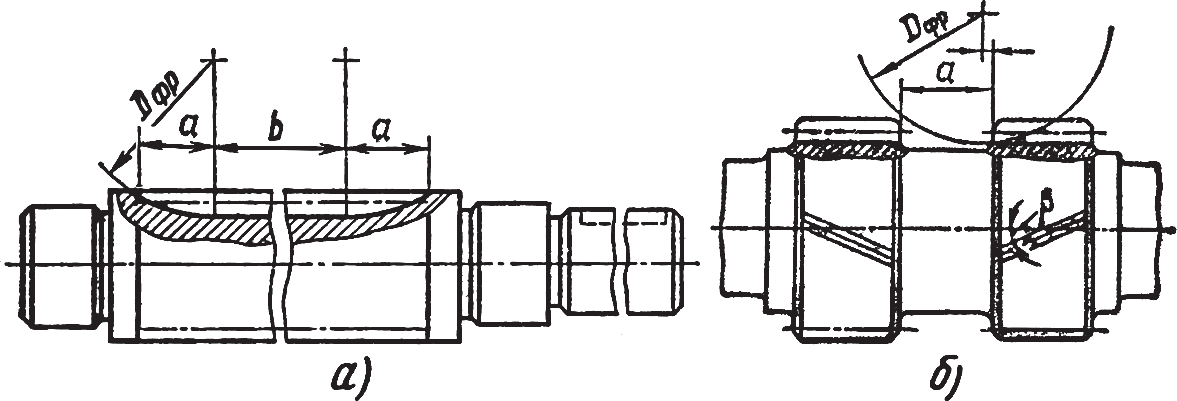
Рис. 1. Условия нарезания зубьев на вале-шестерне
В некоторых случаях зубчатый венец углубляется в тело вала. При углублении зуба в тело вала следует учитывать участки входа и выхода фрезы (табл. 1). Возможность выхода фрезы следует учитывать также при нарезании рядом расположенных венцов на вале-шестерне (рис. 1; а, б).
Таблица 1. Протяженность дорожки а, мм, для выхода фрезы (рис. 1)
| m, мм, фрезы | 2 | 3 | 4 | 5 | ≥ 6 |
| a/m | 15 | 14 | 13 | 12 | 10 |
Обычно зубья вала-шестерни располагаются на выступающем венце. В этом случае для возможности выхода фрезы рекомендуется выдержать следующее соотношение размеров внутреннего диаметра шестерни или червяка с посадочным диаметром под подшипники (рис. 2):
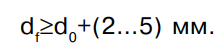
Остальные конструктивные элементы вала-шестерни определяют так же, как конструктивные элементы валов.
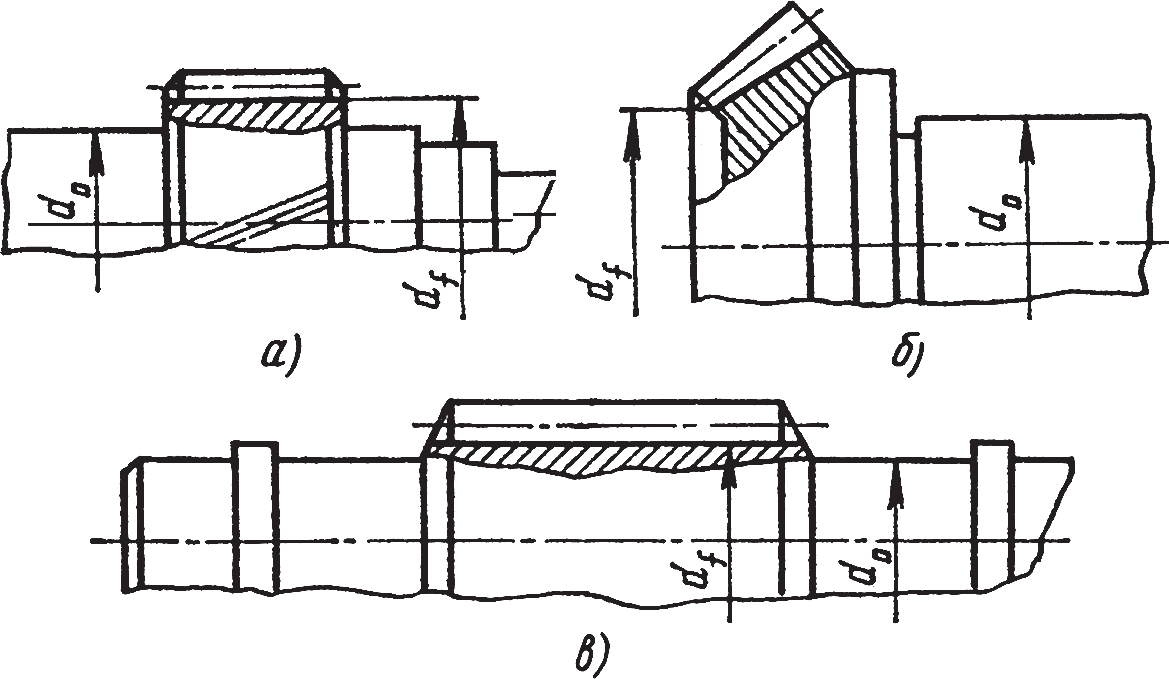
Рис. 2. Основные размеры для нарезания: вала-шестерни (а, б); червяка (в)
2. Зубчатые цилиндрические колеса
Форму зубчатых колес в большинстве случаев определяют в зависимости от способа получения заготовки. В свою очередь способ получения заготовки выбирают с учетом материала и размеров колес, а также объема выпуска. В единичном и мелкосерийном производстве зубчатые колеса диаметром da ≈ 200 мм изготовляют из круглого проката, поковок и сварные. При da ≈ 150 ÷ 600 мм заготовку получают ковкой в виде круглых поковок. В крупносерийном и массовом производстве заготовки колеса небольших и средних диаметров (da до 600 мм) получают штамповкой в двусторонних штампах, а больших размеров – литьем или сваркой.
Колеса больших диаметров изготовляют обычно литыми, колеса сравнительно тихоходных и малонагруженных передач – литыми и при меньших диаметрах. В индивидуальном производстве колеса больших диаметров выполняют также сварными.
В конструкции зубчатых колес различают (рис. 3) зубчатый венец или обод, ступицу и диск, который соединяет зубчатый венец со ступицей. Зубчатые колеса конструируют двух видов: зубчатый венец выполнен непосредственно на валу (вал-шестерня) и зубчатый венец выполнен совместно с диском и ступицей для соединения с валом при сборке (насадная шестерня).
Рис. 3. Элементы зубчатого колеса
Зубчатый венец шестерни обычно шире на 3…10 мм зубчатого венца колеса. На торцах зубчатого венца выполняют фаски размером f=(0,6…0,7)m. На прямозубых колесах выполняют фаски под углом αφ=45°, на косозубых колесах при твердости рабочих поверхностей НВ 350 выполняют фаски под углом αφ=15°.
При диаметрах d>500 мм тяжело нагруженные колеса могут выполняться бандажированными. Бандаж (обод) выполняется из легированной стали или бронзы, центр – из дешевой углеродистой стали литым или сварным, а также литым чугунным (рис. 3, в).
Толщина бандажа (мм) по впадинам зубьев: при z 150
Ступица. Наружный диаметр ступицы (рис. 4) для стальных колес – dст=(1,55…1,7)d мм и для чугунных – dст=(1,7…1,8)d мм; толщина – δст ≈ (0,3…0,4)d мм; длина – lст=(1,0…1,2)d мм.
Для обеспечения нормальной работы зубчатые и червячные колеса должны быть установлены на валах без перекосов. Если ступица колеса имеет достаточно большую длину lст≥0,8d мм (в редукторах это отношение принято lст=(1…1,5)d мм), то зубчатое или червячное колесо будет сидеть на валу без перекосов.
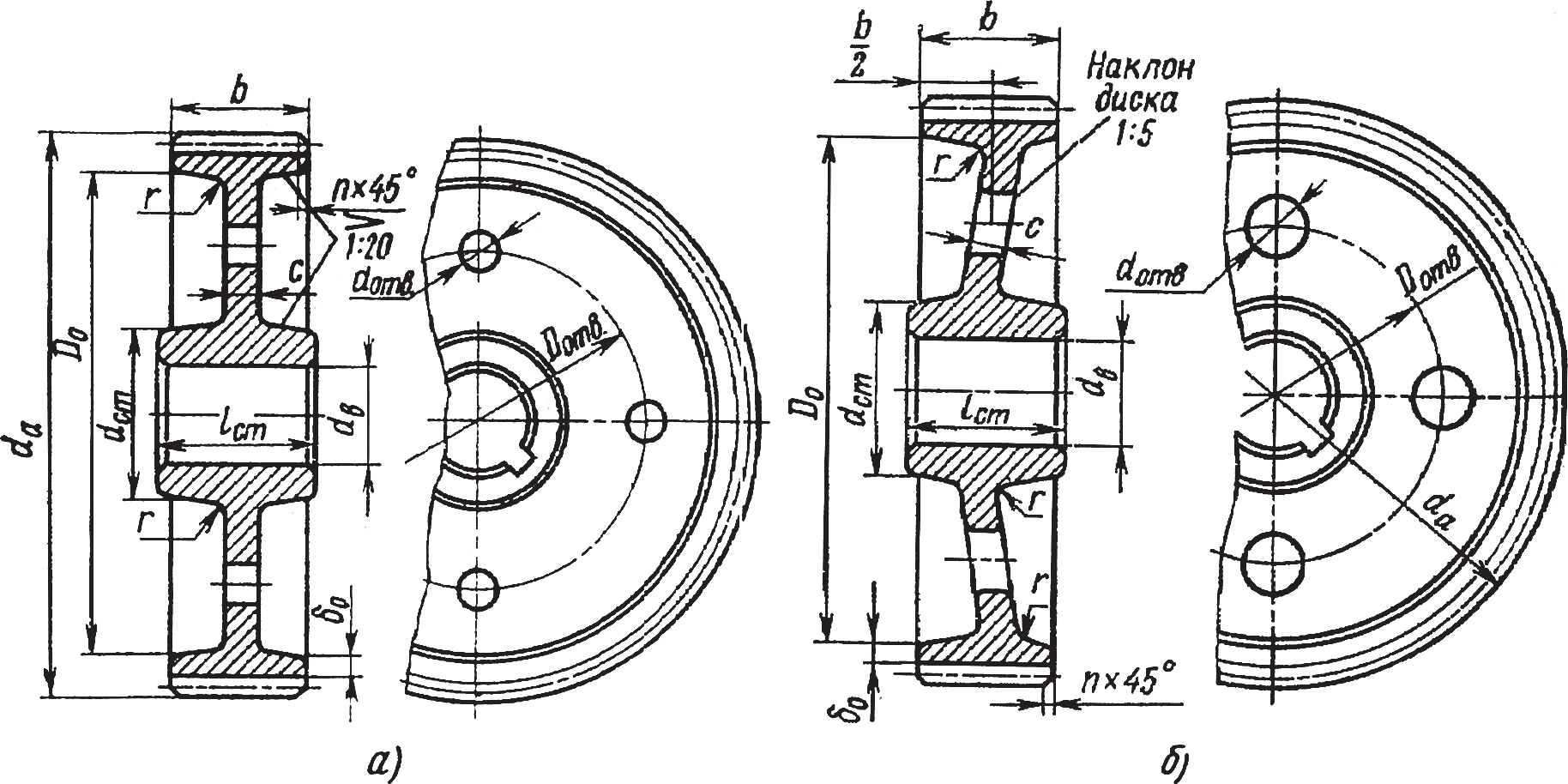
Рис. 4. Конструкция зубчатого колеса: а – с прямым диском; б – с наклонным диском
В приводах производственных машин и в редукторах применяются зубчатые колеса относительно небольших диаметров, насаживаемые на валы. Их изготовляют из круглого или листового проката, из поковок или сварными. В зависимости от требования конструкции зубчатый венец насадного колеса может располагаться симметрично относительно ступицы или несимметрично. В результате это определяет положение и форму диска, который должен обеспечить устойчивость зубчатого колеса к воспринимаемым нагрузкам.
Для обеспечения прочного сопряжения ступиц зубчатых колес с валами при шпоночном соединении рекомендуют применять следующие посадки (в скобках – для реверсивных передач):
- для цилиндрических прямозубых колес H7/p6 (H7/r6);
- для цилиндрических косозубых и червячных колес H7/r6 (H7/s7);
- для конических колес H7/s7 (H7/t6).
Для обеспечения возможности перемещать колесо на валу в процессе передачи вращения используют посадки H7/g6 (H7/f7).
Диск. Колеса с диаметром вершин зубьев da≤250 мм выполняют в виде дисков, со спицами и без них. У этих стальных колес выполняют углубления на 2…5 мм, чтобы выделить
обрабатываемый торец, который служит технологической базой при нарезании и монтаже колес. Литые зубчатые колеса d ≤500 ÷ 600 мм выполняют (рис. 4) с прямым (а) и наклонным (б) диском.
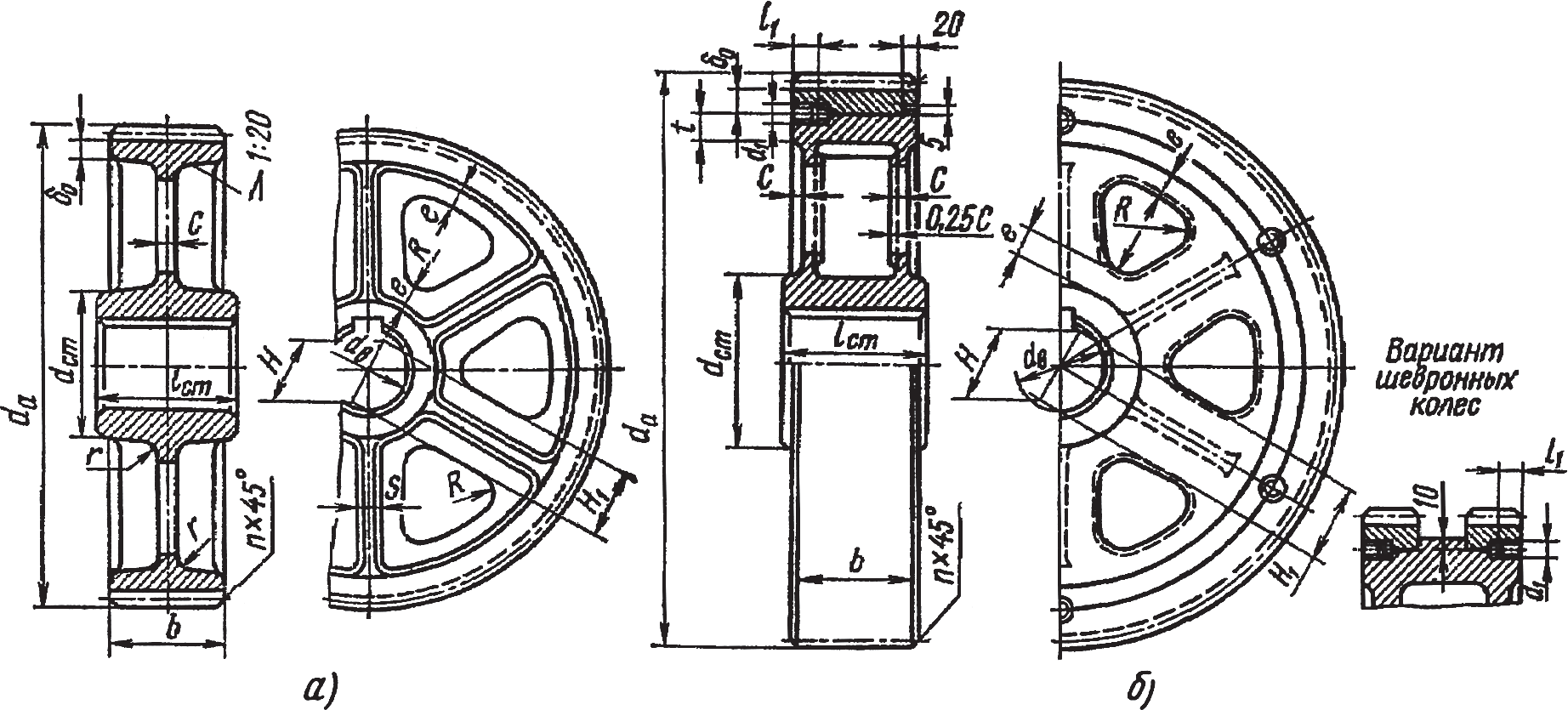
Рис. 5. Литые зубчатые колеса d ≥500 ÷ 1000 мм: цельное (а); с бандажом (б)
Чугунные колеса, применяемые в тихоходных малонагруженных передачах, наиболее часто открытых, изготовляют литыми. У колес литой конструкции в дисках делают 4…6 отверстий (рис. 5). Отверстия служат для крепления колеса при обработке заготовки и позволяют обрабатывать отверстие под вал и наружную поверхность обода с одной установки, а также используются при транспортировке колес. При больших размерах отверстий они служат для уменьшения массы колес, в литых колесах – для выхода литейных газов при отливке.
Форма спиц для литых колес приведена на рис. 6. Спицы эллиптического сечения применяют при малых нагрузках, крестообразного и таврового сечения – при средних нагрузках, а спицы двухтаврового сечения применяют при работе передачи в тяжелых условиях.
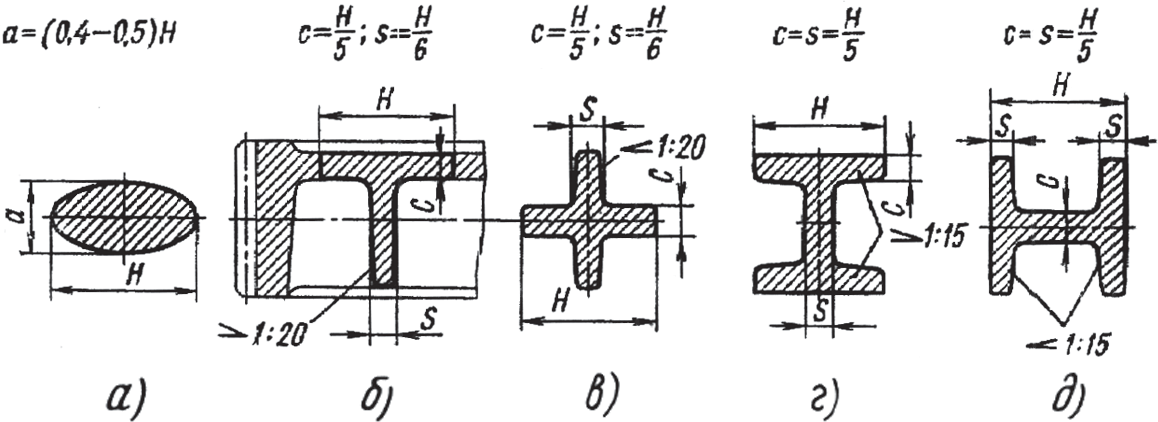
Рис. 6. Формы сечения спиц литых зубчатых колес: а – эллиптическая; б – тавровая; в – крестообразная; г, д – двутавровая
Конструкция кованых зубчатых цилиндрических колес приведена на рис. 7.
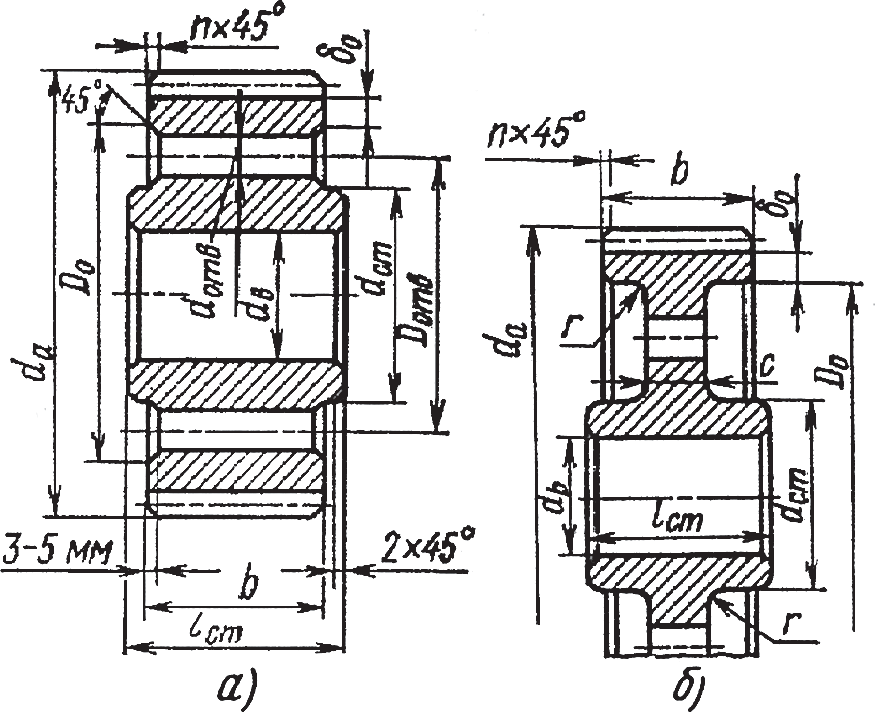
Рис. 7. Конструкция кованых зубчатых цилиндрических колес: а – dа≤200 мм; б – dа≤500 мм
3. Сварные цилиндрические зубчатые колеса
По сравнению с литыми колесами сварные колеса в обычном исполнении издают больше шума. Для уменьшения шума целесообразно снабжать колеса ребрами. Зубчатые колеса малого диаметра изготовляют со ступицей, приваренной к торцу колеса или со сквозной втулкой (рис. 8, а). Большие колеса могут быть сварены из нескольких частей – ступицы, одного или двух дисков с ребрами и венца, который может быть поковкой из нужного металла (рис. 8, б).
Зубчатое сварное колесо обычной конструкции имеет диаметр ступицы (рис. 8, в) d1=(1,55…1,7)d мм; диаметр ступицы с бортом d1=d1+10 мм; толщину венца (da–D0)/2 мм; толщину венца с бортом (da–D0)/2+5 мм; диаметр расположения отверстий в диске D1=(D0–d1)/2 мм; диаметр отверстий в диске d2 =(D0 – d1 )/5 мм; толщину диска с ≈ 0,4d-2 мм; углубление ребра s=0,8c мм; фаску n=0,5m мм.
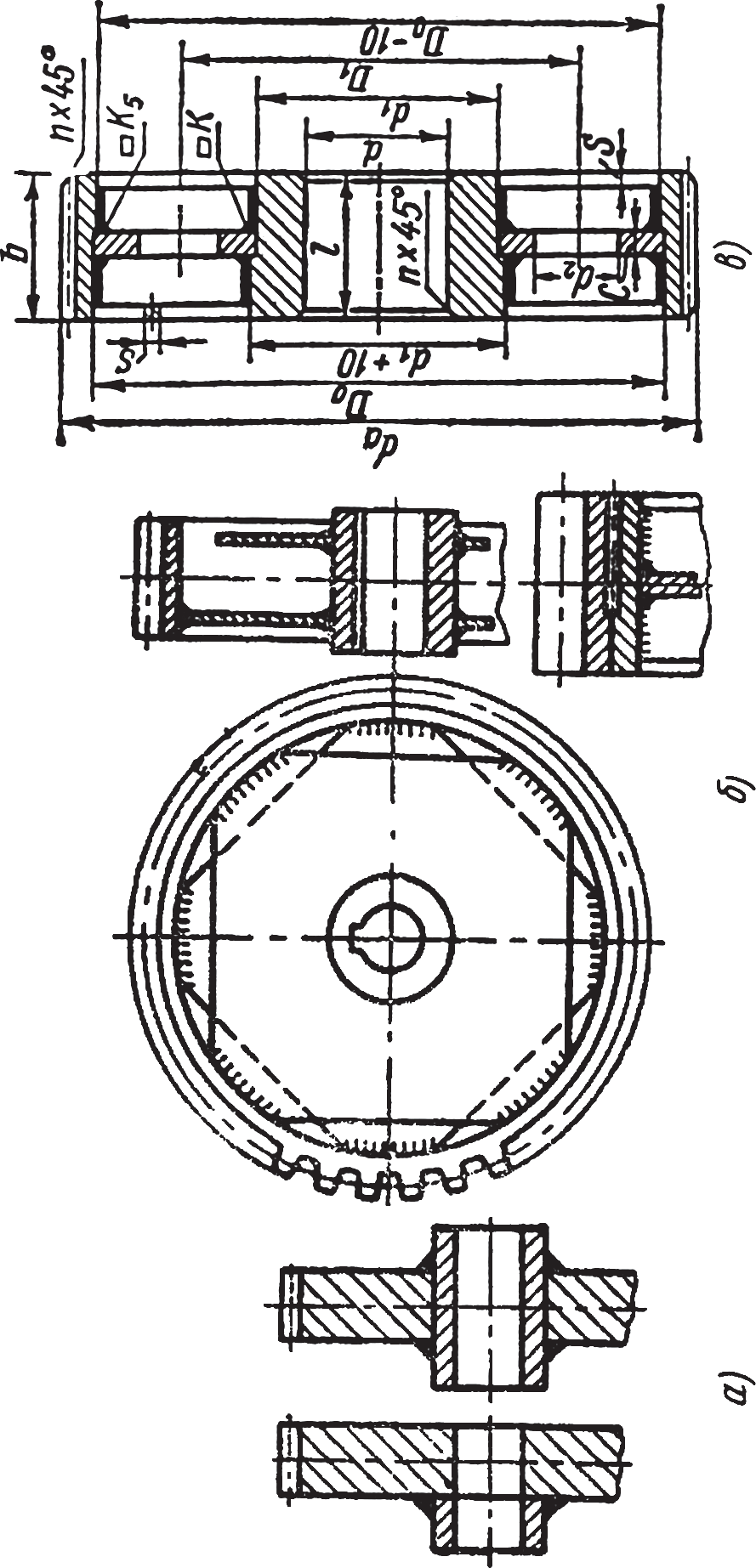
Рис. 8. Сварные цилиндрические зубчатые колеса
4. Зубчатые конические колеса
Конструкция конических зубчатых колес (рис. 9) отличается от конструкции цилиндрических зубчатых колес соотношениями в части зубчатого венца.
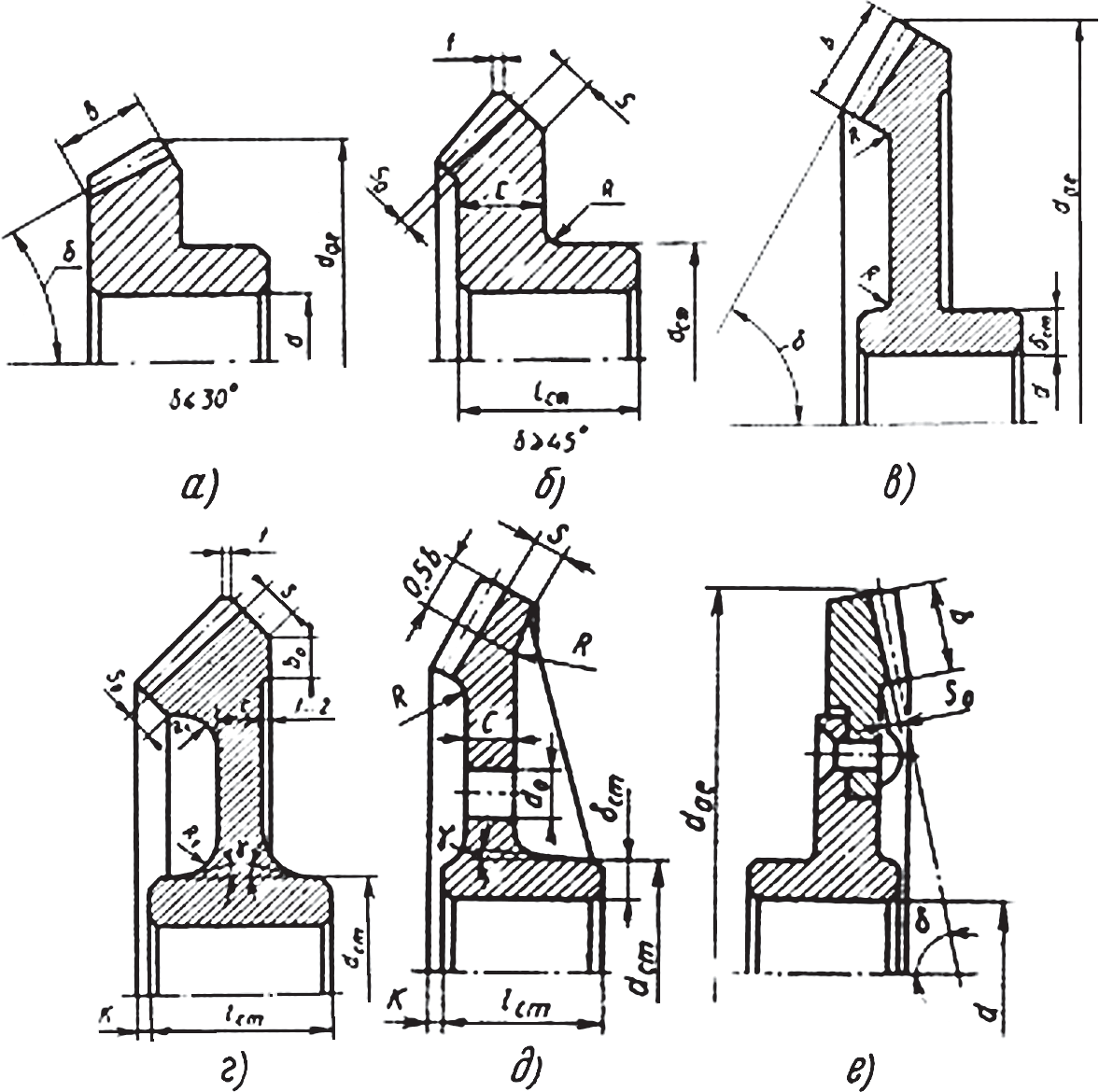
Рис. 9. Конструкция конических зубчатых колес: а, б, в – точеные; в, г – штампованные; г, д – литые; е – составные (сборные)
5. Червячные колеса и червяки
Зубчатый венец червячного колеса, по условиям работы червячной пары, должен изготовляться из антифрикционных материалов (бронза, латунь). Обычно червячные колеса выполняют составными: диск и ступица колеса – из стали или из серого чугуна, а венец – из антифрикционного материала.
Применяют следующие способы соединения венца с диском.
Бандажированная конструкция колеса, в которой бронзовый венец посажен на стальной или чугунный диск с натягом (рис. 10, а). Конструкция проста в изготовлении и применяют ее для колес относительно небольших диаметров, а также для колес передач, не испытывающих тепловые нагрузки. При нагреве до высокой температуры вследствие большего температурного коэффициента бронзы посадка может ослабнуть из-за большего линейного расширения бронзы, чем чугуна.
Обычно применяют легкопрессовую, реже прессовую посадку:
Посадочную поверхность выполняют с упорным буртиком (исполнение 1) (рис. 10, а) или без буртика (исполнение 2) (рис. 10, б). Буртик с размерами h=(0,15…0,2)b, t=0,1b предназначен для того, чтобы фиксировать относительное положение деталей при запрессовке, но в то же время он уменьшает посадочную поверхность, усложняет конструкцию и технологию. По этим соображениям конструкцию без буртика следует признать предпочтительной. Возможные неточности сборки устраняют последующей обработкой поверхностей после сборки.
Для предотвращения взаимного смещения венца и ступицы в плоскости соединения поверхностей стопорят 3…4 винтами с последующим срезанием головок (рис. 10, в). Размеры винтов: диаметр dB=(0,8…1,0)S, длина lВ=(2…3)dB.
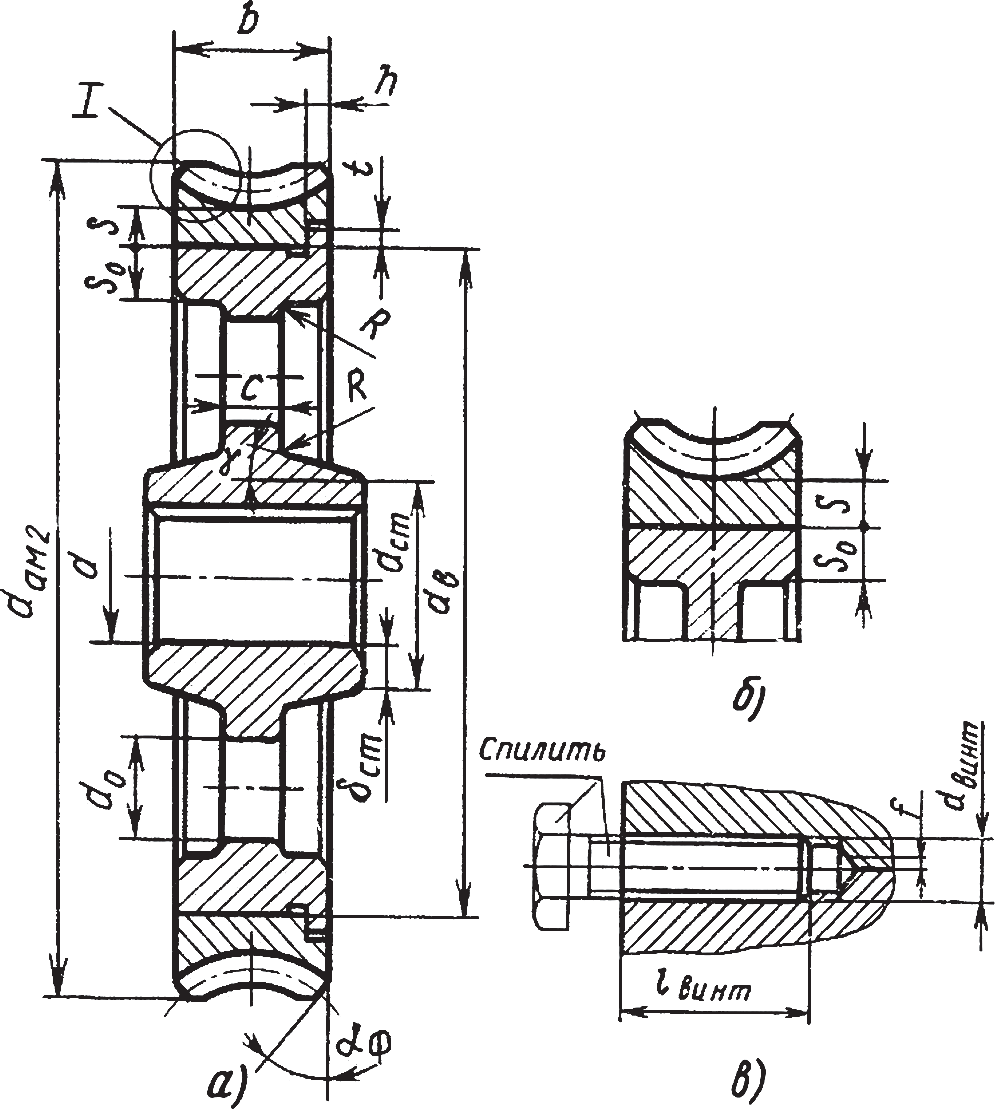
Рис. 10. Червячные колеса
В соединении без буртика винты ставят с двух сторон в шахматном порядке.
Червяк представляет собой вал с приложенной нагрузкой между опорами и на консоли. По конструкции на червяке, как на любом валу, необходимо выдержать расположение и размеры всех сопрягаемых элементов (заплечика, буртика, галтелей, проточек, посадок и др.), которые дадут возможность обеспечить соединение и работоспособность сопрягаемых деталей: шарикоподшипников, уплотнений, шпонок, муфт и др. для работы передачи.
Размеры выступающего из редуктора конца вала-червяка согласовывают с соответствующими размерами вала электродвигателя и соединительной муфты.
Червячные колеса, как правило, вращаются с небольшой скоростью, поэтому нерабочие поверхности обода, диска и ступицы колеса оставляют необработанными, но тщательно очищенными и делают конусными с большими радиусами закруглений.
Источник
4.6. Сборка валов и зубчатых колёс
Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. – Донецк: Юго-Восток, 2011. – 238 с.
Цилиндрические зубчатые передачи передают вращающий момент между параллельными валами. Основные виды цилиндрических зубчатых передач:
- прямозубая – применяют при невысоких и средних скоростях, когда динамические нагрузки от неточности изготовления невелики, при необходимости осевого перемещения колёс;
- косозубая – имеет большую плавность хода и применяется для ответственных механизмов при средних и высоких скоростях;
- шевронная – имеет достоинства косозубых колёс, уравновешивает осевые силы и используется в высоконагруженных передачах;
- внутренняя – колёса вращаются в одинаковых направлениях и применяются обычно в планетарных передачах.
Передаточное отношение U определяется соотношением угловых скоростей (ω) или частот вращения (n) ведомого и ведущего колёс U = ω1 / ω2 = n1 / n2. Индексы 1 и 2 расставлены в порядке передачи механической энергии: 1 – ведущее (шестерня), 2 – ведомое (колесо).
Задавшись числом зубьев шестерни Z1, определяем число зубьев колеса:
Передаточное число U ограничено габаритами зубчатой передачи (2…6). Ширина колеса задаётся коэффициентом ширины:
где b – ширина венца; Aw – межосевое расстояние.
Характерные повреждения рабочих поверхностей
Усталостное выкрашивание – наиболее распространённое повреждение поверхности зубьев. На рабочих поверхностях появляются небольшие углубления, которые превращаются в раковины. Выкрашивание носит усталостный характер и вызвано контактными напряжениями. Выкрашивание приводит к повышению контактного давления и нарушению работы передачи. В открытых передачах поверхностные слои истираются раньше, чем в них появляются усталостные трещины.
Для предупреждения выкрашивания необходимо повышать твёрдость материала термообработкой, либо повышать степень точности передачи, правильно назначать размеры из расчёта на усталость по контактным напряжениям.
Абразивный износ является основной причиной выхода из строя передач при плохой смазке. Это открытые передачи, а также закрытые, находящиеся в засорённой среде. У изношенных передач:
- повышаются зазоры в зацеплении, усиливаются шум, вибрация, динамические перегрузки;
- искажается форма зуба;
- уменьшаются размеры поперечного сечения, прочность зуба.
Основные меры предупреждения износа – повышение твёрдости поверхности зубьев, защита от загрязнения, применение специальных масел. В расчёте на контактную выносливость абразивный износ учитывается занижением допускаемых контактных напряжений.
Заедание происходит в высоконагруженных и высокоскоростных передачах. В месте контакта зубьев возникает повышенная температура, приводящая к молекулярному сцеплению металла с последующим отрывом. Вырванные частицы затем царапают трущиеся поверхности.
Обычно заедания происходят вследствие выдавливания масляной плёнки между зубьев. Меры предупреждения – правильный выбор сорта масла и охлаждение.
Излом зуба – поломка связана с напряжениями изгиба, имеющими пульсирующий характер. Излом зуба может привести к весьма тяжким последствиям, вплоть до разрушения валов и подшипников. Для предупреждения излома проводится расчёт зуба по напряжениям изгиба. Такой расчёт для закрытых передач выполняется в качестве проверочного после расчёта на контактные напряжения. Для открытых передач, где высока вероятность случайных перегрузок, этот расчёт выполняется как проектировочный. Усталостное выкрашивание, абразивный износ и заедание обусловлены поверхностной прочностью, а излом – объёмной прочностью зубьев.
Поскольку поверхностные повреждения – главный вид поломок для закрытых передач, то расчёт на контактную выносливость выполняют в качестве проектировочного; расчёт на изгиб – в качестве проверочного. Для открытых передач – наоборот.
Силы в зубчатом зацеплении
Движение передаётся зубчатым зацеплением посредством силы нормального давления в точке контакта зубьев Fn. Для определения силу нормального давления Fn раскладывают на три ортогональных проекции:
- осевую силу Fa, направленную параллельно оси колеса;
- радиальную силу Fr, направленную по радиусу к центру колеса;
- окружную силу Ft, направленную касательно к делительной окружности.
Легче всего вычислить силу Ft, зная передаваемый вращающий момент МВР и делительный диаметр dw:
Радиальную силу вычисляют, зная угол зацепления αw:
Осевая сила вычисляется через окружную силу и угол наклона зубьев β:
Зная все проекции, можно вычислить и модуль нормальной силы:
Нормальная сила распределена по длине контактной линии. Зная длину l∑ контактной линии, можно вычислить удельную погонную нормальную нагрузку:
где εa – коэффициент перекрытия, kε – отношение минимальной длины контактной линии к средней.
Для цилиндрических колёс в зацеплении одноимённые силы равны по значению, но противоположны по направлению. Окружная сила для шестерни противоположна направлению вращения, окружная сила для колеса направлена в сторону вращения.
Расчёт зубьев на контактную выносливость – определение давлений на площадке контакта для эвольвентных профилей проводится с использованием формулы Герца-Беляева:
где Епр = 2 × Е1 × Е2 / (Е1 + Е2) – приведенный модуль упругости материалов шестерни и колеса; ρпр = ρ1 × ρ2 / (ρ2 ± ρ1) – приведенный радиус кривизны зубьев (ρ1,2 = 0,5 × dW1,2 × sinαW); ν – коэффициент Пуассона, qn – удельная погонная нормальная нагрузка.
Расчёт зубьев на изгиб
Зуб представляют как консольную балку переменного сечения, нагруженную окружной и радиальной силами (изгибом от осевой силы пренебрегают). При этом окружная сила стремится изогнуть зуб, вызывая максимальные напряжения изгиба в опасном корневом сечении, а радиальная сила сжимает зуб, уменьшая напряжённое состояние:
где b – ширина зуба, m – модуль зацепления, YH – коэффициент прочности зуба.
В отличие от эвольвентных зацеплений, где преобладает контактное качение, виток червяка скользит по зубу колеса. Червячные передачи имеют один недостаток: высокое трение в зацеплении, что ведёт к низкому КПД (на 20…30% ниже, чем у зубчатых), износу, нагреву и необходимости применять дорогие антифрикционные материалы.
В червячных передачах движение передаётся только от червяка к колесу. Никакой вращающий момент, приложенный к колесу, не заставит вращаться червяк. Поэтому червячные передачи находят применение в подъёмных механизмах. Однозаходный червяк даёт наибольшее передаточное отношение. Наивысший КПД достигается при многозаходных червяках. Это связано с уменьшением трения за счёт роста угла трения. Основные причины выхода из строя червячных передач:
- поверхностное выкрашивание и схватывание;
- излом зуба.
Вследствие нагрева, вызванного трением, червячные передачи нуждаются в тепловом расчёте. Практика показывает, что механизм опасно нагревать выше 95 °С. Допускаемая температура 65 °C.
Оптимальная пара трения — “сталь по бронзе”. Поэтому при стальном червяке червячные колёса должны выполняться из бронзовых сплавов. Однако цветные металлы дороги, и поэтому из бронзы выполняется лишь зубчатый венец, который крепится на сравнительно дешёвой стальной ступице. Червячное колесо – сборочная единица. Способы крепления венца:
- центробежное литьё в кольцевую канавку ступицы;
- крепление венца к ступице болтами за фланец;
- посадка с натягом и стопорение винтами для предотвращения взаимного смещения венца и ступицы.
Сборка зубчатых передач
Для зубчатых колёс и передач предусматриваются степени точности: 5, 6, 7, 8, 9, 10, 11 (обозначение приведено в порядке убывания степени точности). Предъявляются нормы по кинематической точности колеса, плавности работы и контакту зубьев. Кинематическая точность – полная погрешность угла поворота зубчатых колёс за оборот. Плавность работы колеса определяют, проворачивая собранную передачу динамометрическим ключом. Нормы контакта зубьев определяют размеры пятна контакта сопряженных зубьев (таблица 4.4). Независимо от степени точности установлены нормы бокового (аН) и радиального (аP) зазоров: аН = (0,02…0,10) × m; аP = (0,15…0,30) × m (таблица 4.5).
Таблица 4.4 – Нормы контакта зубьев в цилиндрических передачах, %, не менее
| Степень точности | По высоте | По длине |
|---|---|---|
| 3 | 65 | 95 |
| 4 | 60 | 90 |
| 5 | 55 | 80 |
| 6 | 50 | 70 |
| 7 | 45 | 60 |
| 8 | 40 | 50 |
| 9 | 30 | 40 |
| 10 | 25 | 30 |
| 11 | 20 | 25 |
Таблица 4.5 – Величина бокового зазора в зацеплении цилиндрических зубчатых передач, мм
| Межцентровое расстояние, мм | Класс точности | |
|---|---|---|
| 3 | 4 | |
| до 100 | 0,10…0,35 | 0,15…0,45 |
| 100…200 | 0,12…0,45 | 0,17…0,60 |
| 200…400 | 0,16…0,60 | 0,21…0,80 |
| 400…800 | 0,24…0,85 | 0,29…1,10 |
| 800…1200 | 0,32…1,20 | 0,37…1,60 |
| 1200…1600 | 0,44…1,60 | 0,45…2,10 |
| 1600…2000 | – | 0,53…2,60 |
Боковой зазор в крупных зубчатых передачах большого модуля проверяют путём прокатывания между зубьями свинцовых проволочек, устанавливаемых по длине зуба. Диаметр проволочек составляет 1,4…1,5 величины бокового зазора. Каждую проволочку смазывают техническим вазелином и в виде П-образной скобки надевают на зуб. Толщину сплющенных частей проволочек с обеих сторон зуба измеряют микрометром, что в сумме даёт боковой зазор. Одновременно определяют непараллельность и перекос осей.
При проверке норм контакта зубьев, зубья меньшего колеса покрывают тонким слоем краски и поворачивают зубчатую пару, после чего осматривают следы прилегания на зубьях большого колеса. Основная причина неправильного прилегания – непараллельность и перекос осей отверстий в корпусе или погрешности в узле “зубчатое колесо-вал”. Нагрев охватывающей детали выше температуры отпуска воспрещается.
Основные требования к точности сборки зубчатых передач
При монтаже и сборке зацеплений зубчатых передач предъявляются следующие требования по проверке правильности выполнения работ:
- проверка заданного межцентрового расстояния, параллельности осей валов и отсутствие перекосов (рисунок 4.35);
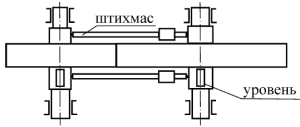
Рисунок 4.35 – Проверка параллельности валов
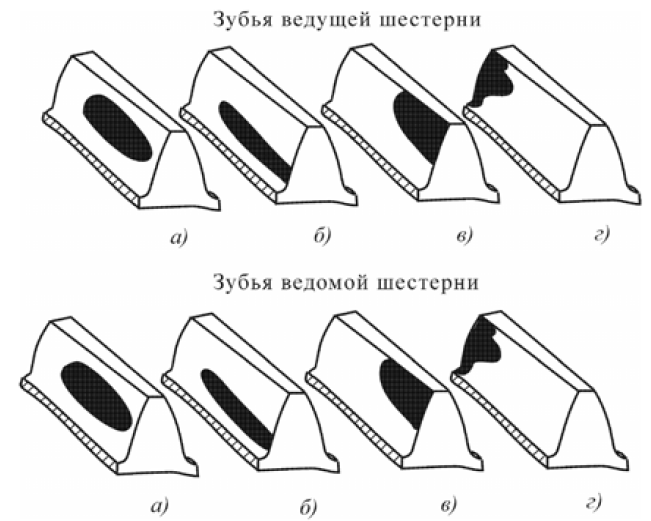
Рисунок 4.36 – Проверка при регулировке зацепления зубьев конической зубчатой передачи с помощью краски: а) правильно отрегулированное зацепление (чёткий отпечаток краски, смещённый к тонкой части зуба); б) уменьшенный радиальный зазор; в) увеличенный радиальный зазор; г) осевое смещение колёс (необходимо придвинуть ведущее колесо)
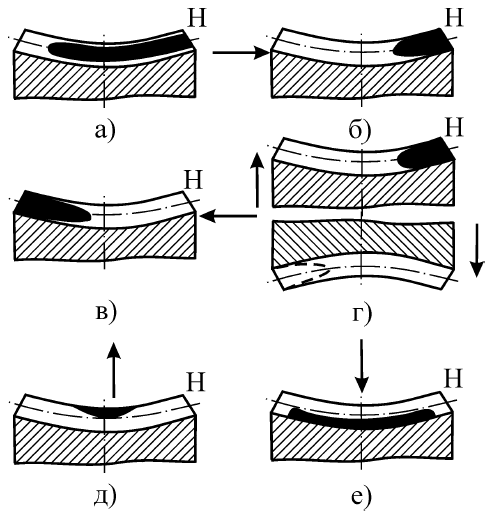
Рисунок 4.37 – Проверка правильности установки червячного колеса относительно червяка с помощью отпечатка краски на зубьях (Н – место входа витка червяка в зубья червячного колеса): а) правильное зацепление (пятно касания располагается симметрично и занимает 70…75% поверхности зуба); б), в) червячное колесо сдвинуто в сторону от оси (стрелкой показано направление сдвига для устранения дефекта); г) червячное колесо перекошено; д) увеличенное межцентровое расстояние; е) уменьшенное межцентровое расстояние
В цилиндрических зубчатых передачах непараллельность и перекос валов не должны превышать (на каждые 1000 мм длины) величин, указанных в таблице 4.6.
Таблица 4.6 – Допустимые значения перекоса и непараллельности
| Типы передач | Предельное значение, мм | |
|---|---|---|
| непараллельности | перекоса | |
| В редукторах | 0,3 | 0,25 |
| В открытых переддачах при модуле: | ||
| до 6 мм | 1,0 | 0,8 |
| от 6 до 14 мм | 0,8 | |
| от 14 до 20 мм | 0,6 | 0,5 |
Непараллельность валов может быть установлена штангенциркулем, при помощи натянутой струны и рейсмуса, штихмассом, а перекос валов – уровнем с ценой деления 0,1 мм на 1000 мм длины.
В червячных редукторах 2Ч-40, 2Ч-63, 2Ч-80 для экономии фрез и простоты сборки редукторов начальное пятно контакта расположено в средней части (рисунок 4.38а). Это является основной причиной зарождения задиров на поверхности зубьев, интенсивного выделения тепла, понижения КПД редуктора. Долговечность таких передач существенно снижается.
Рисунок 4.38 – Варианты расположения начального пятна контакта на боковой поверхности зубьев червячного колеса (для правого направления витков червяка), где 1 – направление вращения червяка; 2 – средняя плоскость червячного колеса; 3 – торец зубьев со стороны выхода витков червяка из зацепления с зубом колеса:
а) начальное пятно в типовых конструкциях редукторов 2Ч-40, 2Ч-63, 2Ч-80;
б) оптимальное начальное пятно контакта, применяемое в модернизированных редукторах 2Ч-40М, 2Ч-63М, 2Ч-80М
В редукторах 2Ч-40М, 2Ч-63М, 2Ч-80М используются червячные передачи с оптимальным расположением начального пятна контакта у торца зубьев на выходе витка червяка из зацепления (рисунок 4.38б) – предпосылка высокой работоспособности, надёжной и длительной работы модернизированных червячных редукторов.
Источник



