
Монтаж проводов воздушных линий
 Для воздушных линий напряжением до 1 кВ применяют преимущественно алюминиевые, сталеалюминиевые и стальные провода.
Для воздушных линий напряжением до 1 кВ применяют преимущественно алюминиевые, сталеалюминиевые и стальные провода.
В комплекс работ по монтажу проводов воздушных линий входят: раскатка на трассе ВЛ и соединение проводов, подъем, регулирование стрелы провеса и крепление проводов на изоляторах.
Раскатку проводов производят по обеим сторонам установленных опор вдоль воздушной линии. Для раскатки бухт проводов служат конусные вертушки или переносные станки, а проводов, доставленных на трассу в барабанах, — разборный барабанный подъемник.
При длине линии не более 0,5 км и сечении проводов до 50 мм2 устанавливают вертушку, станок или барабан с проводом на барабано-подъемнике у первой опоры в начале линии и, захватив конец провода, протягивают его до последней опоры, т. е. до конца линии. При большой протяженности линии эти приспособления располагают в кузове автомашины с опущенным задним бортом и по мере продвижения машины вдоль опор разматывают провод, следя за тем, чтобы в проводе не образовались петли («барашки»).
Одновременно с раскаткой провода его внимательно осматривают, чтобы выявить в проводе дефекты в виде обрывов отдельных жил, больших вмятин и т. п. Обнаруженные в проводе дефекты отмечают краской, а затем устраняют до подъема проводов на опору.
Если провод доставлен к месту работ в барабане, установленном на домкратах, то его, не снимая с автомашины, раскатывают, предварительно подняв барабан на 10 — 15 см над настилом кузова при помощи домкратов и трубы, продетой сквозь осевое отверстие в барабане.
Конец сматываемого с барабана провода перед началом движения автомашины прикрепляют к анкерной опоре, от которой и производят раскатку провода к последующим по направлению трассы ВЛ опорам. Если длина раскатанного провода окажется недостаточной, то к нему присоединяют провод аналогичной конструкции, марки и сечения с другого барабана.
Для соединения проводов ВЛ до 1 кВ применяют: скрутку, бандажирование, соединение в овальном соединителе (гильзе) с последующей опрессовкой и сваркой концов проводов в петле, сварку встык концов проводов и последующей опрессовкой их вместе с шунтом в двух отдельных соединительных гильзах, сварку встык концов проводов и опрессовку их вместе с вставкой в овальной соединительной гильзе, соединение проводов внахлестку с спрессовыванием в соединительной гильзе, соединение проводов болтовым зажимом.
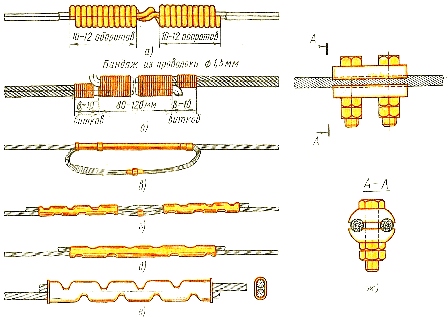
Рис. 1. Соединение проводов ВЛ до 1 кВ: а — скруткой, б — бандажированием, в — опрессовкой в гильзе и сваркой в петле, г — опрессовкой провода вместе с шунтом, д — сваркой встык и опрессовкой в гильзе, е — опрессовкой внахлестку в гильзе, ж — болтовым зажимом
Скрутка (рис. 1, а) является наиболее простым способом соединения однопроволочных стальных и биметаллических проводов, при котором накладывают внахлестку концы проводов на длине 180-200 мм, а затем, зажав их пассатижами в середине участка соединения, навертывают один провод на другой (слева и справа от пассатижей), укладывая витки плотно друг к другу.
Бандажирование (рис. 1, б) применяют при соединении однопроволочных проводов. Концы проводов загибают под прямым углом и накладывают один на другой на длине 80- 120 мм в зависимости от их сечения. Далее наматывают на один из соединяемых проводов — 5 — 6 витков мягкой оцинкованной проволоки диаметром 1,5 мм и переходят этой проволокой на бандажирование участка соединения. Покрыв витками проволоки весь участок соединения, делают 5 — 6 витков на втором из соединяемых проводов. Для увеличения прочности соединения медных проводов в больших пролетах бандаж пропаивают припоем ПОС-ЗО или ПОС-40.
Соединения в овальной гильзе (рис. 1, в) применяются для многопроволочных алюминиевых проводов. Для выполнения соединения вводят провода в овальную гильзу, подобранную по сечению проводов, и проталкивают их вперед навстречу друг другу так, чтобы концы проводов вышли из противоположных (выходных) отверстий гильзы. Затем гильзу опрессовывают, а свободные концы проводов сваривают встык в петле.
Соединение проводов опрессовкой в двух гильзах вместе с шунтом (рис. 1, г) применяют преимущественно при монтаже многопроволочных алюминиевых проводов сечением 70 мм2 и выше. Операция опрессовки гильз выполняется опрессовочными механизмами.
Соединение проводов в овальной гильзе путем предварительной сварки проводов встык и последующей опрессовки гильзы и проводов вместе с вставкой (рис. 1, д) применяют чаще всего в середине большого пролета при монтаже многопроволочных проводов ВЛ, находящейся в III или IV районе гололедности и при возможном воздействии на провода линии больших ветровых нагрузок.
Соединение проводов опрессовкой внахлестку в овальной гильзе (рис. 1, е) является наиболее простым по исполнению способом, применяемым при монтаже многопроволочных проводов сечением 16 — 50 мм2.
Приведенные на рис. 1, а, б, в, г, д, е способы могут использоваться для соединения проводов в пролете ВЛ. Гильзы и провода должны быть из одного и того же металла: медные (СОМ) — для медных проводов, алюминиевые (СОА) — для алюминиевых, стальные (СОС) — для стальных.
Соединение голых многожильных проводов может осуществляться также при помощи болтовых зажимов. Болтовым зажимом (рис. 1, ж) допускается соединять провода только на опорах и при условии, что провода не будут испытывать механических нагрузок. Болтовой зажим состоит из двух или трех (в зависимости от сечения проводов) оцинкованных болтов с гайками и двух плашек с продольными канавками.
Для обеспечения необходимого контакта в зажиме диаметры отверстий, образуемых при соединений плашек, должны быть несколько меньше диаметров проводов. При монтаже зажимов контактные поверхности плашек непосредственно перед соединением проводов промывают бензином и смазывают тонким слоем технического вазелина.
Поверхности зажимов для соединения алюминиевых проводов зачищают стальной щеткой по слою вазелина и также обрабатывают поверхности проводов. Затяжка болтов должна вестись ключом с усилием, не превышающем 25 кгс. Применять при этом какие-либо приспособления, увеличивающие силу затягивания, не допускается во избежание смятия соединяемых проводов или срыва резьбы болтов. Резьба болтов и гаек зажима должна быть смазана вазелином или солидолом. Применение контргаек обязательно.
После затяжки болтов между плашками должен оставаться зазор 3 — 5 мм. Полное примыкание плашек зажима будет свидетельствовать об отсутствии требуемого контакта и зажим необходимо сменить. Для предохранения контактных поверхностей от окисления наружные зазоры и места выхода проводов из зажима покрывают 1 — 3-миллиметровым слоем пасты — свинцового сурика, разведенного на натуральной олифе.
Через 8 — 10 дней после монтажа зажима рекомендуется дополнительно подтянуть его болты, так как вследствие уменьшения упругости проводов давление между плашками и проводами несколько снизится, что приведет к ухудшению контакта между ними и возможному нагреву участка соединения.
При раскатке проводов воздушной линии нередко возникает необходимость пересекать железнодорожные пути, шоссейные дороги с интенсивным движением автотранспорта, а также линии связи, работу которых нельзя прерывать даже на непродолжительное время. В таких случаях для раскатки проводов сооружают временные переходные устройства.
Вблизи действующих воздушных электрических сетей, контактных сетей, электрифицированного транспорта и открытых подстанций провода следует раскатывать с соблюдением особых мер предосторожности, исключающих возможность случайного прикосновения монтируемых проводов к токоведущим частям этих электроустановок.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Способы соединения проводов
Соединение проводов воздушных линий (одной марки и одинакового сечения) производится с помощью трубчатого соединителя, методом наложения бандажа, сваркой, а также с помощью соединительных зажимов.
Соединение проводов трубчатым соединителем, в зависимости от марки соединяемых проводов, выполняется методом скрутки, обжатия или опрессовки (табл. 16.3).
Соединение проводов с помощью овального трубчатого соединителя про изводится следующим образом:
1. Перед установкой соединителя концы соединяемых проводов (на длине равной 1,5 кратной длине соединителя) очищаются от грязи, промываются в бензине (на алюминиевые и сталеалюминевые провода наносится слой технического вазелина) и зачищаются до блеска проволоки верхнего и следующих повивов стальной щеткой; металлические опилки и излишки вазелина удаляются с поверхности провода. Аналогично обрабатывается внутренняя поверхность соединителя. После установки овального соединителя накладываются на концы соединяемых проводов бандажи из проволоки диаметром 1 мм (не менее 6 витков). Концы соединяемых проводов ровно обрезаются и зачищаются от заусенцев.
2. Производится соединение проводов методом скрутки или опрессовки (обжатия), рис. 16.1.
2.1. Стыковка проводов скруткой выполняется с помощью специального приспособления. Концы овального соединителя закрепляются в зажиме приспособления так, чтобы они выступали не более 10 мм, и закручиваются на 4 — 4,5 оборота.
Биметаллических сталемедные провода марки БСМl и БСМ2 диаметром 4 мм соединяют методом скрутки медной трубкой (вблизи морского побережья, соленых озер и химических предприятий).
2.2. Стыковка проводов обжатием (опрессовкой) выполняется с помощью специальных клещей (МИ-19А) или пресса (РПГ — 7м, МГП- 12): в пресс (или клещи) вставляются парные вкладыши (соответствующие марке и сечению соединяемых проводов) и про изводится двустороннее обжатие овального трубчатого соединителя по специальным рискам. При применении пресса МГП -12 производится одностороннее обжатие (используется половина соединителя). При стыковке алюминиевых (сталеалюминевых) проводов между ними в соединителе устанавливается алюминиевый вкладыш.
Соединение проводов, методом наложения бандажа (рис. 16.2):
— марки ПС-25, ПС-З5, СТ.-Ф4 и СТ.-Ф5 мм в качестве бандажа используется оцинкованная проволока диаметром 1 мм с последующей пропайкой по месту бандажа (рис. 16.2.а).
— сталемедных биметаллических проводов марки БСМ-4 в качестве бандажа используется медная про волока диаметром 1,5 мм с последующей пропайкой припоем ПОС-З- или ПОС-40 по месту бандажа (рис. 16.2.6).
Соединение термитной сваркой применяется для сталеалюминевых проводов непосредственно на опоре в случаях, когда узел соединения проводов не испытывает нагрузки от натяжения проводов. Стыковку проводов выполняют в приспособлении длятермитной сварки.
Примечания:
1. Соединение проводов из разных материалов и разных диаметров производится на опоре с применением болтовых зажимов или на разъединителе.
2. Соединение стальных канатов на опоре выполняется при помощи стального оцинкованного зажима. Концы каната должны быть заделаны бандажами из спаечной проволоки диаметром 1 .мм и выступать из зажимов на 30 мм
Таблица 16.3 (рис. 16.1)
| Марка соединителя | Размер А, мм | Марка соединяемых проводов | Размер b, мм | Размер b (шаг обжатия), мм | Число обжатий | Способ соединения |
| СОАС-16 | АС-16 | Скрутка | ||||
| СОАС-25 | АС-25 | Скрутка | ||||
| АС-35 | Скрутка | |||||
| СОАС-35 | АС-35 | 40,5 | Обжатие | |||
| АЖ-50 | 20,0 | Обжатие | ||||
| АС-50 | Скрутка | |||||
| СОАС-50 | АС-50 | 46,0 | Обжатие | |||
| АЖ-50 | 24,0 | Обжатие | ||||
| АС-70 | Скрутка | |||||
| СОАС-70 | АС-70 | 52,0 | Обжатие | |||
| АЖ-70 | 50,0 | Обжатие | ||||
| СОС-25 | ПС-25 | 15,0 | Скрутка, | |||
| обжатие | ||||||
| СОС-35 | ПС-35 | 18,0 | Скрутка, | |||
| обжатие, | ||||||
| опрессовка |

Транспозиция проводов выполняется в пролёте, укороченном на 25 -30% относительно расчетного
. 
Крепление проводов к изоляторам производится следующим образом: провода должны быть прикреплены к головке или шейке изолятора со стороныопоры, а в местах изменения направления линии — к шейке изолятора с наружной стороны угла (рис. 16.4). На участках, подверженнь1Х ветровому воздействию, должно быть рессорное крепление. Двойное крепление проводов применяют над пассажирскими платформами, при пересечении железнодорожных путей, шоссейных дорог, в населенной местности и т.п., а на участках, подверженных автоколебаниям проводов — двойное рессорное крепление.

С целью повышения надежности электроснабжения устройств СЦБ при падении деревьев на провода ВЛ-6-10 кВ применяются самонесущие изолированные провода СИП-3, техническая характеристика которых приведена в табл. 16.4 (см. техническое указание ЦЭ МПС России № A-11ОО от 22.09.2000 г. ЦЭТ-2).
| Марка про вода | Номинальное сечение жилы, мм 2 | Наружный диаметр жилы/ провода, мм | Разрыв и ср. прочность, не менее, кН | Электрическое сопротивление пост. току, Ом/км | Допускаемый ток нагрузки, А | Односекундный ток к. з., не более, кА |
| СИП-3 lх50 | 8,1/12,6 | 14,2 | 0,720 | 4,3 | ||
| СИП-3 lх70 | 9,7/14,3 | 20,6 | 0,493 | 6,4 | ||
| СИП-3 lх95 | 11,3/16,0 | 27,9 | 0,363 | 8,6 | ||
| СИП-3 lх120 | 12,8/17,4 | 35,2 | 0,288 | 11,0 |
Изоляторы и арматура
Для изоляции проводов ВЛ СЦБ и ВЛ ПЭ от опор используют штыревые фарфоровые (ШФ) и стеклянные (ШС) изоляторы (рис. 17.1.), а также подвесные тарельчатые фарфоровые (ПФ) и стеклянные (ПС) изоляторы (см. раздел 3). Перед установкой подвесные тарельчатые фарфоровые изоляторы испытывают установленным порядком.
Первая буква означает вид изолятора: П — подвесной, Ш — штыревой. Вторая буква обозначает материал изолятора: Ф — фарфоровый, С — стеклянный.
Третья буква определяет конфигурацию изоляционной детали: В — с вытянутым ребром, Д -двукрылая, К — коническая, Н — нормального исполнения, С — сферическая.
Цифры указывают номинальное напряжение в кВ (или класс). Буквы А, Б, В, Г после класса обозначают модификацию изолятора.
Разрушающая нагрузка штыревых изоляторов при изгибе составляет -1014 кН.
Изоляторы типа ШЖБ 10 — С на напряжение 10 кВ применяются на железобетонных опорах (на деревянных траверсах), а изоляторы типа ШФ20В, ШД20 — наверху. Изоляторы типа ШФ20 применяются в местах активного загрязнения атмосферы промышленными выбросами, вблизи морей, в районах с повышенной грозовой активностью, а также при установке на металлические траверсы.
Волноводный провод крепится на изоляторах типа ТФ-20.
Для крепления штыревых изоляторов применяют следующую оснастку: штыри (рис. 17.2); полиэтиленовые колпачки; крючья с прокладкой из пропитанных суриком пеньки или пакли. В таблице 17.1 приведены типы штырей и колпачков, применяемых при креплении штыревых изоляторов. Основные размеры крючьев приведены в табл. 17.2.
Подвесные изоляторы закрепляют с помощью специальной арматуры.


| Тип | Тип | Тип | Тип | Тип | Тип |
| колпачка | И20лятора | штыря | колпачка | изолятора | штыря |
| К-1 | ШЖБ10-с | ШУ-21 | К-3 | ШЖБ 10-с | ШУ -22-1 |
| ШСI0-А | ШУ-21Д | ШСI0-А | ШУ-22Д-l | ||
| ШФI0-Г | ШФ10-Г | ШВ-22-3 | |||
| ШФ20-В | ШВ-22-4 | ||||
| К-2 | ШЖБl0-с | Ш-22 | К-4 | ШЖБ 10-с | ШУ-22-2 |
| ШСI0-А | Ш-22Д-1 | ШСI0-А | ШУ-22Д-2 | ||
| ШФ10-Г | Ш-22Д-2 | ШФ10-Г | |||
| ШФ20-В | ШВ-22-2 | ШФ20-В | |||
| ШВ-22-1 |
Таблица 17.2 (рис. 17.3)
| Размер, мм | Тип крюка | |
| КВ-25 | КН-18 | |
| L | ||
| К | ||
| m | ||
| r | ||
| R | ||
| Фn | ||
| ФB * | ||
| ФS, | ||
| А | ||
| Вес, кгс | 3,0 | 1,7 |
*\ — диаметр резьбы конической глухарного профиля с высотой рабочего профиля 1,2 мм на длине 60 мм (размер А)
Таблица 17.3 Болты для крепления подкосов (длина резьбы 100 м)
| L, мм | ||||||||
| Масса, кг | 0,5 | 0,68 | 0,75 | 0,83 | 0,91 | 1,0 | 1,07 | 1,15 |
Анкеровка проводов подвесными изоляторами и применяемая арматура приведены на рис. 17.4.

Таблица 17.4 Распределение напряжений на дефектных изоляторах гирлянды ВЛ — 35 кВ при контроле их измерительной штангой
| Количество | Напряжение на дефектном изоляторе | |||
| изоляторов | (считая от заземленной конструкции) и менее, кВ | |||
| в гирлянде | l-й | 2-й | 3-й | 4-й |
| — | — | |||
| — |
Примечание: Сумма напряжений, измеренных по элементам гирлянды, не должно отличаться от фазного напряжения (20 кВ) более чем на 10% для ВЛ, смонтированных на металлических конструкциях, и 20 % на деревянных конструкциях и опорах.
Источник



