
- Какими способами может быть выполнена петля на конце каната?
- Каким способом выполняется сопряжение петли стропа с крюком?
- Как должно выполняться сопряжение петли стропа с крюком?
- Изготовление петли стропа с крюком заплеткой
- Как выполняется соединение концов стальных канатных стропов
- Технология заплетки
- Технология опрессовки втулкой
- Временные соединения
- Изготовление петель стропов.
- Книга: Стропальные и такелажные работы в строительстве и промышленности
- Навигация: Начало Оглавление | Другие книги | Отзывы:
- 2.4. Стропы и грузозахватные устройства
Какими способами может быть выполнена петля на конце каната?




![]()
![]()
Петля на конце каната (заделка каната) при креплении его на кране, а также петля стропа может быть выполнена следующими способами:
Ø заплетка свободного конца каната (рис. 3.5, а) с установкой в петлю коуша 1;
Ø применение клиновой втулки (рис. 3.5, б);
Ø установка винтовых зажимов (рис. 3.5, в);
Ø заливка легкоплавким сплавом в конусной втулке (рис. 3.5, г). Этот способ применяют для канатов большого диаметра;
Ø другие способы в соответствии с нормативными документами.
Клиновая втулка 3 должна быть стальной кованой, штампованной или литой, применение сварных втулок не допускается. Канат закрепляется во втулке клином 2. Клиновая втулка и клин должны иметь маркировку, соответствующую диаметру каната. Втулки и клинья не должны иметь острых кромок, о которые может перетираться канат. Ось рабочей ветви 5 каната должна совпадать с осью отверстия втулки, в противном случае канат будет деформироваться.
При установке винтовых зажимов 4 их число зависит от диаметра каната, но не должно быть менее трех. Шаг расположения зажимов и длина свободного конца каната должны составлять не менее шести диаметров каната (6dK). Скобы 6 зажимов должны устанавливаться со стороны свободного конца каната. Усилие затяжки гаек зажимов 8 указывают в технической документации.

Как устроены круглозвенные грузовые цепи?
Для изготовления съемных грузозахватных приспособлений используют круглозвенные грузовые цепи (рис. 3.6). Они изготавливаются из конструкционных сталей марок СтЗсп, СтЗпс и стали 20 кузнечно-горновой или контактной сваркой. Для сращивания цепей используются сварка или специальные соединительные звенья.
Цепь характеризуется диаметром прутка d, из которого она изготовлена, величиной шага цепи Р и длиной звена L.
Источник
Каким способом выполняется сопряжение петли стропа с крюком?
В ходе выполнения производственного задания стропальщиком, ему нужно обязательно знать и уметь выполнять сопряжение стропа со специальным крюком, которые применяется в подъемном механизме. Для этой процедуры нужно пройти специальное обучение и получить удостоверение, допускающее выполнение такого вида работы. Обучение предусматривает действующее законодательство в сфере безопасности осуществления работ на высоте. Большинство манипуляций стропальщик производит на высоте, и они относятся к производственным заданиям повышенной безопасности.
Как должно выполняться сопряжение петли стропа с крюком?
Данная процедура может производиться разными методами:
- С использованием оправки.
- Без оправки.
- С применением только зажимов.
- Другими проверенными методами.
Изготовление петли стропа с крюком заплеткой
Из всех вышеперечисленных проверенных технологий заплетка самая легкая даже для стропольщика дилетанта. Такой способ позволяет выполнить процедуру максимально оперативно. При изготовлении строповой петли из нескольких прядей, в нашем примере возьмем 6, необходимо сделать нужное количество проколов. Число этих проколов зависит от окружности каната:
- Длина каната до 15 мм – ≥ 4 прокола (1 прядь).
- Длина каната 15 – 28 мм – ≥ 5 проколов (1 прядь).
- Длина каната 28 – 60 мм – ≥ 6 проколов (1 прядь).
Последний прокол нужно делать половинным числом проволок прядей. В качестве захватного устройства используется крюк. Он может иметь разную форму и размер. Приведем пример: каждая прядь состоит из 38 проволок, соответственно, в последний прокол надо вплетается 19 проволок. Это следует делать для завершения заплетки. Между вторым и третьим проколами необходимо вплести бирку. После того, как стропы изготовлены, производится их проверку качества. Во время тщательной проверки нужно сконцентрироваться на оставшихся концах прядок и размерах петель.
Если ничего не изменилось, то после завершения проведенных испытаний и осмотра оставшиеся кончики прядок срезают, эти места оплетается специальной оцинкованной проволокой. На бирке стропольщик указывают маркировку и строп записывается в специальный учетный журнал. Не стоит забывать, что перечисленные действия предполагают строповку грузоподъемных механизмов, и работа сложная и опасная. Поэтому, необходимо не только знать, как выполнять сопряжение петли стропа с крюком, но и выполнять это максимально безопасно. Только с удостоверением стропольщик сможет выполнять все правильно и быть допущен к соединению петлей каната.
Источник
Как выполняется соединение концов стальных канатных стропов
Изготовление канатных строп подразумевает использование нескольких способов заделки концов каната. Чаще всего производители используют наиболее простые методы, которые заключаются в применении заплетки и опрессовки при помощи специальной втулки.
| Тип соединения | Пример | Диаметр каната | Коэффициент эффективности |
|---|---|---|---|
| U-образные зажимы | 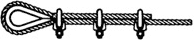 | Все | 0.8 |
| Алюминевая втулка Стальная втулка | 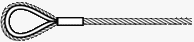 | Все | 0.9 |
| Ручная заплетка | 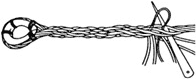 | ≤ 60 | 0.8 |
| Муфта с заливкой | 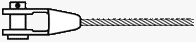 | Все | 1 |
| Запрессовка стальных фитингов | 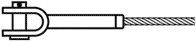 | Все | 0.9 |
| Клиновая ≤ Н/мм 2 2 |  | Все | 0.85 0.80 |
Технология заплетки
Если петля на конце канатного стропа изготавливается методом заплетки, то предварительно концы изделия распускают, после чего получившиеся пряди вплетают непосредственно в сам канат. В данном случае нужно методично прокалывать канат. Число проколов зависит от характеристик изделия, в частности, от диаметра стропа:
- если диаметр меньше 0,15 см, то канат прокалывают в четырех точках;
- если окружность изделия от 0,15 до 0,28 мм, то строп прокалывают в пяти точках;
- при окружности каната от 0,28 до 0,6 см выполняют шесть и более проколов.
Все операции по заделке концов каната происходят в ручном режиме при помощи специального станка. Когда заплетаются концы канатов крупного сечения, то для упрощения и ускорения операций используется оборудование с гидравлическим приводом.
Технология опрессовки втулкой

Соединение концов каната путем опрессовки проводится с применением вспомогательного элемента – цилиндрической втулки, которая выполняется из сплава алюминия. Процедура достаточно простая и состоит в том, чтобы продеть канатную ветвь через отверстие втулки, создав таким образом петлю. На завершающем этапе заготовку помещают под пресс, чтобы сдавить втулку и тем самым обеспечить надежную фиксацию концов каната.
Чтобы продлить эксплуатационный ресурс канатных стропов, защитить петли от перетирания, скручивания, деформаций, дополнительно применяется стальной коуш. Он подбирается в соответствии с диаметром канатной стропы.
Временные соединения
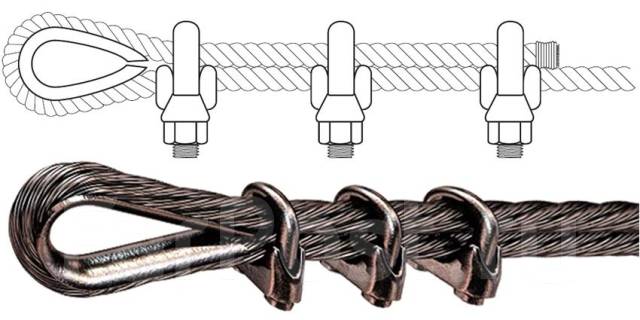
Для создания временных соединений при невысокой нагрузке на канат допускается использовать специальные винтовые зажимы. Количество зажимов выбирают в зависимости от типа стропа, но для надежного соединения их потребуется не менее трех штук. Они располагаются последовательно, шаг между зажимами рассчитывается таким образом, чтобы расстояние между ними было не менее шести диаметров каната стропа. Перемычку зажимной скобы всегда размещают так, чтобы она находилась на той стороне, которая несет на себе основную нагрузку.
Компания «КАСКАД» реализует широкий ассортимент канатных стропов, а также предлагает различные варианты зажимов для соединения их концов. Заказывайте нужные варианты с доставкой по Москве и в остальные города России.
В производственном объединении КАСКАД можно купить стропы:
Источник
Изготовление петель стропов.
Изготовлением петель стропов занимается специалист – заплётчик.
Способы изготовления:
1). С помощью зажимов.
2). С помощью заплётки.
3). С помощью втулки.
Эти способы только для стропов из стальных канатов.
Изготовление петли стропов с помощью зажимов.
Зажимы могут использоваться при быстром изготовлении стропов и при изготовлении временных стропов, но только если они не будут использоваться для обвязки грузов и для протягивания их в отверстия грузов.
Виды зажимов:
1). Г– образный
2). U – образный
При установке зажимов необходимо соблюдать следующие правила:
1).На каждую петлю должно устанавливаться определенное число зажимов, которое зависит от диаметра каната:
| d каната, мм | число зажимов |
| до 16 | ≥ 3 |
| 16 – 27 | ≥ 4 |
| 27 – 37 | ≥ 5 |
| > 37 | ≥ 6 |
2).Между зажимами должен оставаться интервал (шаг) не менее 6 диаметров каната.
L (интервал, шаг) ≥ 6dк
если dк = 20мм, то L ≥ 6 х 20мм ≥ 120мм
3).После последнего зажима должен быть оставлен свободный конец каната, длина которого не менее 6 диаметров каната.
4).Между вторым и третьим зажимами должна находиться бирка.
После изготовления строп испытывают и осматривают. При осмотре обращают внимание на шаг между зажимами, длину свободного конца каната и размер петли.
Если изменений никаких не произошло, то после этого на бирке набивают маркировку и строп записывают в «Журнал учёта и осмотра СГП и тары».
Изготовление петли стропа заплёткой.
При изготовлении петли стропа заплёткой для каждой из 6 прядей делается определенное число проколов, которое зависит от диаметра каната:
| d каната, мм | Число проколов для 1 пряди |
| до 15 | ≥ 4 |
| 15 – 28 | ≥ 5 |
| 28 – 60 | ≥ 6 |
Последний прокол делается половинным числом проволок прядей.
Например: в каждой пряди было по36 проволок, значит, в последний прокол будет вплетено по 18 проволок.
Это делается, для того чтобы завершить заплётку и получить плавный переход от заплётки к канату.
Междувторым и третьим проколами вплетается бирка.
После изготовления строп испытывают и осматривают. При осмотре обращают внимание на заплётку, оставшиеся свободные концы прядей и размер петель.
Если изменений никаких не произошло, то после этого оставшиеся концы прядей срезают, это место оплетают бензельной проволокой, на бирке набивают маркировку и строп записывают в «Журнал учёта и осмотра СГП и тары».
Испытание стропов.
Цель испытания – проводится, для того чтобы проверить правильность изготовления и качество выполненного ремонта (цепные стропы).
Следовательно, стропы испытываются один раз после их изготовления, и каждый раз после ремонта (цепные стропы).
Порядок испытания стропов.
Для испытания стропа берется контрольный груз, вес которого на 25%больше Q стропа.
Этот груз навешивается на крюк подъемного сооружения (крана) с помощью стропа. Поднимают на высоту 50 -100мм, останавливают и делают выдержку 10 минут. По истечении этого времени груз опускают, строп с крюка ПС (крана) снимают и осматривают.
Если строп прошёл испытание, то после этого делают соответствующую запись в «Журнале учёта и осмотра СГП и тары».
Дата добавления: 2016-03-27 ; просмотров: 5747 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Книга: Стропальные и такелажные работы в строительстве и промышленности
Навигация: Начало Оглавление | Другие книги | Отзывы:
2.4. Стропы и грузозахватные устройства
Стропы — отрезки канатов или цепей, соединенные в кольца или снабженные концевыми и навесными звеньями, которые обеспечивают быструю, удобную и безопасную строповку или расстроповку грузов.
Термин «строп» пришел в русский язык как морской термин, означающий устройство для подвешивания грузов к крюкам, траверсам, скобам.
Стальные канатные стропыполучили широкое распространение при выполнении строительно-монтажных и погрузочно-разгрузочных работ, подъеме и перемещении различных твердых грузов (оборудования, труб, строительных деталей, металла и т.п.) кранами. Стальные канатные стропы менее трудоемки в изготовлении, имеют высокую несущую способность и гибкость, более удобны в работе, а их долговечность выше, чем у канатов из органических растительных волокон или грузовых стальных цепей. Стальной проволочный канат сглаживает динамические нагрузки и обладает большой надежностью, так как разрушение происходит не внезапно, как у цепи, а постепенно, что позволяет следить за состоянием каната и выбраковывать его задолго до обрыва.
По числу ветвей стальные канатные стропы (рис. 2.22) подразделяются:
· на одноветвевые (1 СК);
· двухветвевые (2 СК);
· трехветвевые (3 СК);
· четырехветвевые (4 СК);
Цепные стропычаще всего применяют в металлургическом и машиностроительном производстве при подъеме и перемещении кранами листового и сортового металла металлоизделий, заготовок и деталей с острыми кромками, ковшей для металла и другой тары.
По числу ветвей цепные стропы (рис. 2.23) подразделяют:
на одноветвевые (1 СЦ);
двухветвевые (2 СЦ);
трехветвевые (3 СЦ);
Простые стропы (СК, СЦ) применяют для строповки грузов, имеющих специальные приспособления (петли, крюки, рым-болты и т.п.), универсальные — для строповки грузов обвязкой.
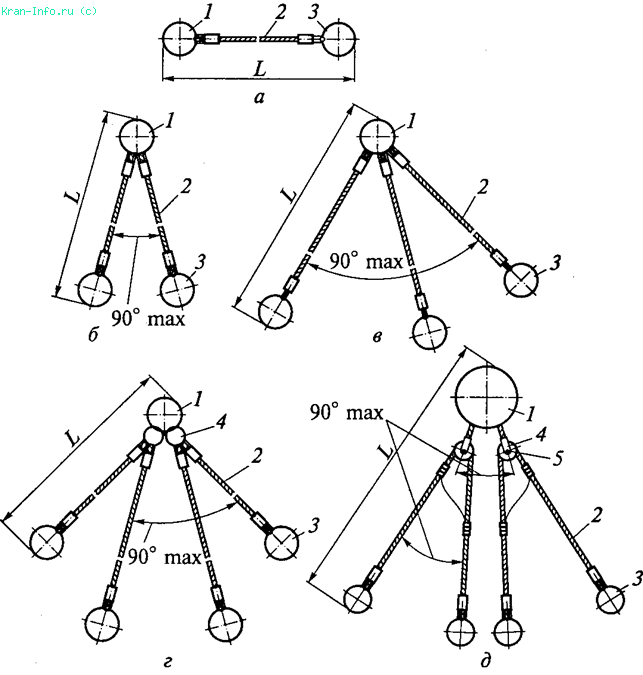
Рис. 2.22. Стальные канатные стропы (типа СК):
а — одноветвевые (1 СК); б — двухветвевые (2 СК); в — трехветвевые (3 СК); г — четырехветвевые (4 СК исполнения 1); д — четырехветвевые (4 СК исполнения 2, с уравнительными блоками); 1 — навесное звено; 2 — канатная ветвь; 3 — захват; 4 — соединительное звено; 5 — уравнительный блок; L — длина стропа
Одноветвевые стропы обычно применяют для захвата и транспортировки грузов, снабженных монтажными петлями или пружинами, скобами и т. п.
Многоветвевые стропы применяют для подъема и транспортировки станков, аппаратов, строительных деталей и конструкций, имеющих две, три и четыре точки крепления.
Они широко применяются для строповки элементов зданий (панелей, блоков, ферм и т.п.), снабженных петлями или проушинами.
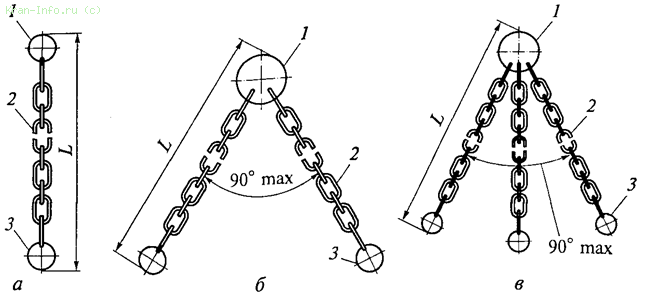
Рис. 2.23. Цепные стропы (типа СЦ):
а — одноветвевые (1 СЦ); б — двухветвевые (2 СЦ); в — трехветвевые (3 СЦ); 1 — звено стропа; 2 — звено цепи; 3 — захват; L — длина стропа
Универсальные стропы применяют при подъеме груза, обвязка которого обычными стропами невозможна (трубы, доски, металлопрокат, аппараты и т.п.).
Хлопчатобумажные, пеньковые и капроновыестропы используют для обвязки мягких и легких грузов.
Грузовые стропы должны изготавливаться в соответствии с требованиями РД 10-33-93, РД 10-231-98, Правил безопасного устройства и эксплуатации грузоподъемных кранов, а также конструкторской документации, утвержденной в установленном порядке.
2.4.2. Изготовление и браковка стропов
Процесс изготовления стропов включает в себя следующие операции.
· Выбор каната нужного качества. Стропы изготавливают из нетолстых гибких канатов (чем больше проволок при одном и том же диаметре, тем более гибок канат). Например: канат двойной свивки типа ТЛК-О 6×19+1 о.с, в котором 6 прядей по 19 проволок и один органический сердечник; типа ЛК-РО 6х36+1 о.с; ТЛК-О 6х37+1 о.с; ТЛК-О 36х37+1 о.с. Допускается применение канатов других типов.
· Определение длины каната. Длина заготовки должна включать в себя длины стропа и отрезка, необходимого для образования петель, заплетки и технологического припуска.
· Определение диаметра каната. При этом нужно учитывать массу груза, число ветвей, угол наклона между ветвями, коэффициент запаса прочности (не ниже 6 для стальных, 8 — для пеньковых канатов и 5 — для цепей).
· Выбор концевого (захватного) элемента. При этом учитывают места крепления и способы обвязки груза (для деталей с фланцами — струбцины или штыри, с отверстиями — коромысла, с проушинами или цапфами — крюки), а также необходимость наличия коушей в петле. В стропах с концевыми элементами канаты вплетают в отверстия концевых элементов без коушей. Диаметр отверстия, которое вплетают строп, должен быть равен 1,25 диаметра каната, длина петли стропа — не меньше длины петли, заплетенной под коуш; определяют толщину и величину отверстия концевого элемента. Определяют их при помощи расчета или конструктивно. Толщину отверстия можно регулировать привариванием дополнительных шайб (коротким прерывистом швом в четырех-пяти точках). Для получения закругления отверстие вначале раззенковывают под углом 90° на глубину фаски, а затем острые кромки закругляют по радиусу (на участке рабочего положения петли стропа). Поверхность сопряжения обрабатывают не ниже 10-го класса шероховатости. При правильном выборе и обработке отверстий канат на участке соединения петли и концевого элемента под нагрузкой принимает форму, близкую к эллипсу, не деформируется и при двухветвевом стропе имеет 12. 16-кратный запас прочности без коушей.
· Крепление зажимами. Его применяют при изготовлении стропов временных, работающих без обвязок, не предназначенных к протягиванию через отверстия, с маленьким расстоянием между петлями (если невозможно выполнить заплетку), при креплении стропов к траверсе, а также грузовых канатов в грузоподъемных механизмах. Крепление заплеткой — наиболее распространенный способ.
· Выбор способа резки. Резку канатов производят с помощью абразивных кругов, зубила, а также газовой резкой. Электродуговая резка запрещается, так как при этом по проволокам и прядям проходит ток большой силы, что приводит к их нагреву, отжигу, потере прочности. Чтобы предотвратить раскручивание каната после резки, предполагаемое место резки обвязывают (8. 10 витков) мягкой проволокой диаметром 1,5. 2 мм с двух сторон от места резки на расстоянии 1. 4 диаметра каната (см. рис. 2.15, в).
Стропы следует подбирать такой длины, чтобы угол между ветвями не превышал 90° (рис. 2.24).
Недопустимые дефекты грузозахватных устройств показаны на рис. 2.25.
Источник



