
- Способы соединения оптических волокон
- Сварка оптических волокон
- Технология процесса сварки оптических волокон состоит из следующих шагов:
- Механическое соединение оптических волокон – механический сплайс
- Технология процесса соединения оптоволокон при помощи механического сплайса состоит из следующих шагов:
- Сравнение использования сварки или механического соединения оптических волокон
- Применение описанных в статье способов применения
- Способы соединения оптических волокон
- Cоединение с помощью механических соединителей
- Cваривание оптических волокон
- Технология оконцовывания оптических волокон коннекторами
Способы соединения оптических волокон
Для объединения сетей, расположенных в разных зданиях, в единое информационное пространство, не обойтись без построения магистральных кабельных линий. В зависимости от требуемой скорости передачи данных или сигналов, расстояний между портами активного оборудования для магистрали могут применяться различные технологии и среды передачи данных: коаксиальные кабели, кабели витая пара, оптические кабели и беспроводные технологии.
С функциональной точки зрения, когда расстояния между сетями свыше 150 метров, и когда требуется передать данные свыше 10 мбит/сек, самым лучшим вариантом на сегодняшний день является применение оптических кабелей и построение волоконно-оптических линий связи (ВОЛС). Средой передачи данных в ВОЛС является оптическое волокно (оптоволокно).
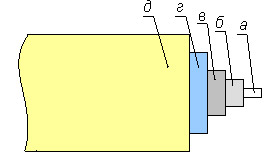
Рис. 1 Структура оптоволокна
Конструкция оптического волокна изображена схематично на рисунке 1, а и б – сердцевина и оболочка оптоволокна; в, г и д – буферная, упрочняющая и защитная оболочки. При построении магистрали в СКС стандартами допускается использовать два типа оптических волокон: одномодовое и многомодовое оптоволокно.
Преимущества использования оптических кабелей очевидны, это и широкая полоса пропускания, на сегодняшний день ограниченная исключительно возможностями оконечного оборудования, низкий уровень затухания, позволяющий использовать линию связи на расстоянии нескольких десятков километров без усиления оптического сигнала, хорошую защищенность информации, которую нельзя считать из линии не нарушив ее целостность, и многое другое. Но у ВОЛС есть и недостатки, одним из которых являются некоторые сложности при соединении отдельных участков кабеля. И одна из самых ответственных работ после прокладки кабеля, требующая наличия на фирме высококвалифицированных специалистов, соединение оптических волокон.
На сегодняшний день существует множество технологий соединения оптических волокон. Я в данной статье рассмотрю две из них – это дуговая сварка, осуществляемая при помощи сварочного аппарата и механическое соединение внутри специальной муфты – сплайса (не путайте с кабельной муфтой, служащей для соединения, двух или нескольких оптических кабелей).
Сварка оптических волокон
Для сварки оптических волокон применяется специальный сварочный аппарат. Это комплексное устройство, содержащее в себе микроскоп, служащий для юстировки волокон, зажимы с v-образными желобками для надежной фиксации волокон и микроприводами, служащими для автоматизации процесса, дуговую сварку, термоусадочную камеру для прогрева защитных гильз, микропроцессор, служащий для управления аппаратом и систему контроля качества.
Технология процесса сварки оптических волокон состоит из следующих шагов:
- Снятие оболочек, изображенных на рис. 1 в-г с помощью стриппера буферного слоя – инструмента, предназначенного для работы с волокнами различных диаметров.
- Подготовка волокна к сварке. Сначала на один из концов одевается термоусадочная гильза, необходимая для защиты места сварки. Затем зачищенные концы оптоволокон обезжириваются с помощью безворсовой салфетки, смоченной в спирте. После обезжиривания торец волокна скалывается особым приспособлением – скалывателем. Угол скола должен составлять 90°±1.5°, в противном случае на месте сварки образуется неоднородность, приводящая к большому затуханию и обратным отражениям. После скола оптические волокна укладываются в сварочный аппарат.
- Сварка. Сначала волокна в аппарате выравниваются. Если аппарат автоматический, то он сам оценивает угол скола, юстирует волокна друг относительно друга и, после подтверждения со стороны оператора, проводит процесс сварки. Если аппарат неавтоматический, то все эти операции производятся специалистом вручную. В процессе сварки волокна нагреваются и плавятся электрической дугой, затем совмещаются, и место сварки дополнительно прогревается для устранения внутренних напряжений.
- Контроль качества сварки. Автоматический сварочный аппарат анализирует изображения, полученные от микроскопа и выдает приблизительную оценку уровня потерь. Более точно результат можно оценить с помощью оптического рефлектометра – прибора, позволяющего выявить неоднородности и степень затухания на протяжении всей линии.
- Защита места сварки. Защитная гильза, одетая на один из концов кабеля, сдвигается на место сварки и помещается в термоусадочную печь примерно на минуту. После остывания гильза помещается в защитную сплайс-пластину муфты или оптического кросса, где укладывается технологический запас волокна.
Механическое соединение оптических волокон – механический сплайс
Для механического соединения оптических волокон используется специальное устройство – сплайс (splice), схематичная конструкция которого изображена на рисунке 2.
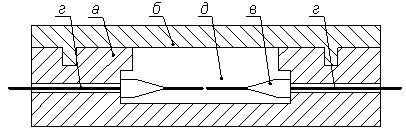
Рис. 2 Конструкция сплайса для механического соединения оптических волокон
Сплайс состоит из корпуса (а), в который, через специальные каналы и направляющие в вводятся сколотые концы волокон (г). Направляющие служат для прецизионной стыковки торцов в камере, заполненной иммерсионным гелем (д), необходимым для сведения к минимуму переходного затухания и герметичности соединения. Показатель преломления геля близок к показателю сердцевины волокна, что позволяет свести к минимуму обратное отражение. Сверху корпус закрывается крышкой (б).
Технология процесса соединения оптоволокон при помощи механического сплайса состоит из следующих шагов:
1. и 2. Аналогично пунктам 1 и 2 при использовании сварки волокон. Концы волокон зачищаются, обезжириваются и у них скалываются торцы. Допуски по углам скола так же очень жесткие. Отличие механического сплайса от сварного сплайса – не требуется использование термоусадочной гильзы, так как механический сплайс выполняет функцию механической защиты оптических волокон.
3. Механическое соединение. Подготовленные концы волокон вводят с разных сторон через боковые каналы сплайса в камеру, заполненную иммерсионным гелем. Волокна вводятся до взаимного контакта. После введения крышка сплайса закрывается и надежно скрепляет место соединения.
4. Укладка. Собранный сплайс устанавливается на сплайс-пластину муфты или кросса, вместе с ним укладывается технологический запас волокна.
Качество механического соединения можно проверить с помощью оптического тестера или рефлектометра.
Сравнение использования сварки или механического соединения оптических волокон
Каждый из двух приведенных способов имеет свои достоинства и недостатки.
К достоинствам сварного соединения можно отнести низкое переходное затухание, высокую надежность и быстрая скорость соединения волокон. Недостатком является высокая стоимость оборудования (сварочного аппарата), наличие квалифицированного оператора, необходимость в большей площади для выполнения работ и электропитание (либо подзарядка) сварочного аппарата.
Достоинствами механического соединения являются простота и малые затраты времени на монтаж, меньшая длина технологического запаса волокна, недостатки – более высокий уровень переходного затухания.
Применение описанных в статье способов применения
Сварное соединение имеет смысл использовать при построении длинных участков магистралей. В случаях, требующих высокого качества линии, например, при построении высокоскоростных ВОЛС для ЦОД, где требуются низкие параметры затухания и обратных отражений.
Сращивание при помощи механического сплайса применимо чаще всего для временных соединений, например, при срочном устранении повреждений кабеля, для монтажа малобюджетных линий и при работе в труднодоступных местах.
Источник
Способы соединения оптических волокон
В этой статье мы детально остановимся на разных способах сращивания оптических волокон, если Вы нуждаетесь в сварке оптоволокна или ищете нужное для этого оборудование, обращайтесь к специалистам компании OPTOKON по телефону +38(050) 385 32 99 или присылайте свои запросы на почту info@optokon.ua
При прокладке волоконно-оптического кабеля постоянно возникает необходимость соединения его отдельных сегментов в единую линию. Процедура сращивания оптических волокон, при выполнении практически любых строительно-монтажных работ, связанных с ВОЛС – фактически неизбежна. На сегодняшний день наибольшее распространение получили несколько способов – соединение с помощью механических соединителей, сваривание оптических волокон, а также оконечивание волокна с использованием коннекторов и соединение волокон непосредственно на оптическом кроссе. Также оконеченное волокно используется при подключении к активному оборудованию с использованием тех или иных коннекторов.
Cоединение с помощью механических соединителей
Этот способ не получил широкого применения, так как со временем гель, содержащийся в механических соединителях высыхает и параметры стыка оптических волокон значительно ухудшаются. Механические соединители (или как их еще называют механические сплайсы) обеспечивают значительно худшие характеристики, чем сварка, но монтаж их намного проще и для него требуется достаточно простые приспособление для фиксации оптоволокна и сплайса во время монтажа (монтажный столик). В связи с тем, что механические сплайсы могут иметь самую различную конструкцию (в зависимости от производителя), монтажный столик нужно приобретать у их производителя со всем необходимым инструментом. Нужно отметить, что некоторые производители не считают необходимым применение каких-либо приспособлений при монтаже их сплайсов, так как фиксация волокна в механическом соединителе происходит без использования какого-либо специализированного инструмента. После сращивания волокон, для их дополнительной защиты и фиксации механические соединители помещаются в специальные лотки, муфты или коробки, в которых предусмотрено посадочное место для установки механических соединителей или термоусадочных трубок. Справедливости ради стоит заметить, что данный тип соединения оптических волокон широко используется как временное соединение, на пример при выполнении ремонтно-восстановительных работ на ВОЛС. Поскольку некоторые механические соединители (в зависимости от производителя) могут применяться многократно, то с их помощью выполняется подключение ремонтных кабельных вставок для быстрой организации обходов поврежденных участков.

Cваривание оптических волокон
Cпособ, основанный на применении специализированных сварочных аппаратов для сваривания оптического волокна, получил наибольшее распространение. Этот этап (соединения оптических волокон) входит в общий процесс прокладки и монтажа волоконно-оптических линий связи и является самым ответственным и требует от персонала достаточно высокого уровня квалификации. Сварка оптических волокон осуществляется с помощью специальных сварочных аппаратов, которые проводят весь комплекс работ от сплавления волокна до защиты места соединения оптических волокон специальными термоусаживающимися гильзами.

Технологически, весь процесс сварки оптических волокон, можно разделить на три основных этапа:
- подготовка и зачистка кабеля, получение «качественного» торца волокна;
- непосредственно само сваривание волокон специальным сварочным аппаратом;
- оценка результата.
Если параметры полученного соединения не соответствует требованиям – то в этом случае оно ломается, и процесс сваривания осуществляется заново.
Более подробно о процессе сварки оптических волокон и самих сварочных аппаратах можно прочитать на нашем сайте, или статье «Краткий обзор сварочных аппаратов компаний INNO Instrument и Vytran», опубликованной в журнале IT-Partner №4 (4) 2010.
Практически одновременно с методом сварки был разработан метод клеевого соединения оптических волокон.
Технологически процесс клеевого соединения волокон можно разделить на следующие этапы.
1. Зачистка оптического волокна с помощью специализированного инструмента – «стриппера буферного слоя», который позволяет снимать защитный слой с оптических волокон диаметром 250 и 900 мкм, не повреждая непосредственно само волокно .

2. С использованием безворсовых салфеток, смоченных в изопропиловом спирте необходимо удалить остатки защитного слоя и загрязнений.

3. При помощи шприца или специального дозатора, в корпус оптического разъема вводят необходимое количество эпоксидного клея, находящегося в жидком состоянии.

Основная сложность приготовления двухкомпонентных клеевых смесей для монтажа оптических вилок состоит в поиске компромисса между удобством установки и скоростью затвердевания клея. Клей, который используется для оптических волокон, должен иметь коэффициент преломления, близкий к коэффициенту преломления оптических волокон.

После затвердения клея, оптическое волокно фиксируется как внутри корпуса разъема, так и внутри наконечника. В идеале, он должен обеспечивать фиксированное положение соединенных оптических волокон, защищать место сращивания от воздействий окружающей среды, гарантировать прочность сростка при воздействии нагрузок в осевом направлении.
- Чтобы ускорить окончательное отвердевание эпоксидного клея, прибегают к подогреву установленного разъема, для чего используются специальные печи.

- После отвердения клеевого состава необходимо производится скол имеющегося избытка волокна (выступающее волокно из торца коннектора) и последующая шлифовка ферулы
- Качество скола имеет огромное значение. Обычно, во время скалывания излишков волокна, используется сапфировый или алмазный карандаш, которым делается надрез на волокне. Данный метод является общепринятым, однако он требует точности и практики в достижении нужной глубины надреза. Надрез необходимо делать одним точным движением, не сильно надавливая на волокно, после чего необходимо отломить избыток волокна.
- Шлифовка.
- Предварительная шлифовка. Производится для того, чтобы сточить остаток сколотого волокна, торчащий из торца ферулы. Необходимо круговыми движениями, на весу (приблизительно 10-15 раз) «пройтись» оптическим волокном по абразивной пленке (film) в 10-5 мкм.
- Основная шлифовка. Ставьте коннектор типа ST/FC/SC в соответствующий полировальный диск-плашку (диаметр отверстия в центре составляет 2,5 мм), для коннекторов LC – используется диск-плашка (диаметр отверстия в центре составляет 1,25 мм). Необходимо держаться за полировальный фиксатор, и за основание коннектора. При этом слегка надавливая на коннектор. Поместите полировочный диск в 3-5 микрон (шершавой стороной вверх) на подложку для шлифовки, которая представляет собой стеклянно-резиновое основание. Также перед шлифовкой необходимо добавить небольшое количество дистиллированной воды на поверхность полировочной пленки.


- Конечная полировка. Микронную полировальную пленку поместите на полировальную подложку, слегка увлаженную водой (для сцепления полировальной пленки с подложкой). На заключительном этапе шлифовки, когда слой трудно определить по цвету, рекомендуется просматривать коннектор под углом, тогда на свету блестящая поверхность керамики контрастирует с шершавым остаточным слоем эпоксидной смолы. Как только слой исчезнет, сразу прекращайте полировку.
- Визуальный контроль отполированной поверхности. Вставьте отполированный коннектор в адаптер на 200 или 400 кратном микроскопе (хотя как показывает практика достаточно 200 кратного микроскопа для контроля качества полировки).

При положительном результате сердцевина не будет содержать видимых недостатков – царапин, сколов, грязи. При отрицательном результате на сердцевине будут видны точки, полоски, трещины или сердцевина может быть темной. Наличие темной сердцевины свидетельствует о том, что оптическое волокно сломано. Также можно посветить противоположный конец обычной лампой или даже направить на окно. В случае образования на поверхности волокна трещин, сколов, каверн (раковин) особенно в световедущей части волокна рекомендуется удалить коннектор. Небольшие дефекты в виде тонких царапин, снега можно исправить на 1 мкм алмазной шлифовальной пленке сделав несколько полировальных движений на плоской жесткой поверхности (например, стекле) или использовать кассеты CleTop, оснащенные сапфировыми лентами.

Если дефекты сильные – не стоит тратить время, проще заново установить коннектор.
В данном пункте мы рассмотрели ручную полировку коннекторов. Фактически все те же самые итерации необходимо проделать при механической полировке коннекторов, т.е. с использованием полировальной машинки.







Вся разница заключается в том, что полировка коннекторов происходит не ручным способом, а механическим, за один раз происходит полировка сразу нескольких коннекторов.
Для клеевых соединений собраны специальные наборы инструментов, включающие инструменты и расходные материалы, описанные выше.
Технология оконцовывания оптических волокон коннекторами
Также достаточно большое распространение получила технология оконцовывания оптических волокон коннекторами, с предустановленным в феруле волокном и заранее заданным типом полировки (SPC, UPC, APC). В данном методе оконечивания волокон используется тот или иной тип коннектров, в феруле которых предустановлен кусочек волокна и все, что необходимо сделать – это следуя инструкции зачистить волокно и ввести его в коннектор. Именно этот принцип был положен в основу коннекторов быстрого монтажа QuickQure производства чешской компании OPTOKON Co., Ltd. Дословно QuickQure можно перевести как быстрое отвердение.
Основным преимуществом данного типа сращивания оптических волокон является быстрота, простота, отсутствие специализированного инструмента (за исключением прецизионного скалывателя для получения максимально качественного скола на волокне перед вводом в коннектор QuickQure) Технологическим сам процес работы с коннекторами QuickQure можно описать следующим образом:
- зачистка волокна согласно инструкции, с использованием специальных мерных шаблонов, входящих в состав каждого коннектора QuickQure;
- удаление остатков защитного слоя и загрязнений с использованием безворсовых салфеток, смоченных в изопропиловом спирте;
- получение максимально качественного скола на волокне с использование прецизионного скалывателя;
- непосредственного ввод волокна в коннектор QuickQure (в процессе ввода волокно пробивает капсулу с клеем, находящуюся внутри коннектора, и стыкуется с предустановленным в коннекторе QuickQure кусочком волокна;
- окончательная комплектация коннектора QuickQure (одевание хвостовика и пр.);
- ожидание затвердевания клеевого состава в коннекторе QuickQure (приблизительно 5 мин.).


Параметры
Как показала практика (был проведен ряд испытаний коннекторов QuickQure на сетях операторов связи) если с первого раза в силу тех или иных причин не получилось нормально и качественно установить коннектор QuickQure, то есть шанс проделать всю процедуру заново (до момента отвердевания клеевого состава в коннекторе) начиная с зачистки волокна и заканчивая его вводом в коннектор.
Естественно, каждый из рассмотренных способов соединения оптических волокон имеет свои плюсы и минусы, а самое главное, соответственно свою нишу применения.
Механические соединители. Как писалось выше, этот способ не получил широкого применения, так как со временем гель, содержащийся в механических соединителях высыхает и параметры стыка оптических волокон значительно ухудшаются. Механические соединители (или как их еще называют механические сплайсы) обеспечивают значительно худшие характеристики чем сварка, но очень большое применение механические соединители получили во время проведения аварийно-ремонтных, а также восстановительных работ.
Сварное соединение. На сегодняшний день, сварка оптических волокон дает наилучшие показатели по качеству, долговечности, надежности соединения оптических волокон. Но, так же как и все имеет ряд недостатков. При сварке волокон неизбежно возникающий технологический запас волокна должен быть уложен в специальных кассетах или лотках в муфты, боксы или шкафы.
Да, это возможно сделать на магистралях. А если необходимо «подключить» волокно к абонентской розетке. Не все абонентские устройства оснащены специальными кассетами для укладки технологического запаса волокна. Поэтому самое оптимальное это оконечивание оптического волокна необходимой длинны по месту с использованием клеевой технологии или коннекторов QuickQure.
А каким образом соединить оптические волокна, к примеру, в шахте, где повышенные требования по пожарной безопасности, а все оборудование должно быть безыскровым?
Основным недостатком клеевой технологии соединения волокон является неудобство работы — пока клеевой состав не затвердел, необходимо успеть заполнить корпус коннектора и вставить волокно. К тому же значительная часть клеевого состава не расходуется (отвердевает в процессе монтажа коннекторов). Также существует ряд негативных технологических моментов, включая неравномерность отвердения клея, что в свою очередь, может привести к повреждению и даже к обрыву волокна. К тому же не везде есть 220 В, для подключения оборудования (та же печка, полировочная машинка и т.д.). Да и не всегда получается в полевых условиях добиться необходимой степени полировки.
К достоинствам клеевого метода следует отнести относительную оперативность и отсутствие деформации сердцевин соединяемых оптических волокон – в области стыка малые потери оптического сигнала, обеспечиваются хорошие механические свойства и т.п.
Использование коннекторов быстрого монтажа QuickQure сочетает в себе достоинства двух вышеперечисленных способов – это механических соединителей и клеевого соединения волокон. Основное преимущество использования коннекторов быстрого монтажа QuickQure заключается в простоте использования и монтажа коннекторов QuickQure (что присуще механическим соединителям), а также получение оконцованного волокна с тем или иным типом коннектора, с заранее заданным типом полировки (в отличии от клеевого способа быстрота и простота). Понятно, параметры стыка будут хуже, чем при использовании сварного соединения или оконечивания волокна с использованием клеевой технологии, но всегда ли оно надо… Как пример, оконцовывание кабеля в абонентской розетке, где нет возможности уложить технологический запас волокна.
Соответственно со всем выше перечисленным можно четко сегментировать использование того или иного способа соединения волокон:
- сварное соединение – оптические магистрали, когда необходимо получить минимальные параметры стыка оптических волокон;
- клеевое соединение (желательно проводить в стационарных, а не «полевых» условиях на объекте) при изготовлении патчкордов и пигтейлов, так как данный метод требует достаточно пространства и наличия разнообразного инструмента. А также проведения достаточно «ювелирных» и аккуратных операций;
- использование механических соединителей – можно конечно и магистрали соединять, но лучше использовать при аварийно-ремонтных и восстановительных операциях для организации обходов мест повреждения.
- использование коннекторов быстрого монтажа QuickQure – сегмент абонентского доступа для оперативности и простоты включения абонентов.
Более подробную информацию по сварному и клеевому способу соединения волокон а также по использованию коннекторов быстрого монтажа QuickQure можно получить на нашем сайте или получить квалифицированные консультации у сотрудников компании «ОПТОКОН УКРАИНА».
Источник



