
Сварка изделий из металлического уголка
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.

Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
 Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Сварка профилей под углом 90 °
 Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Приварка к трубам и плоскостям
 Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Соединение уголка с плоской поверхностью не вызывает затруднений. Если требуется приварить уголок с прилеганием полки к плоскости, швы вдоль полки надежно крепят уголок.
Если угловую заготовку нужно приварить торцом, сварка выполняется как при классическом тавровом соединении, которое подробно описывает ГОСТ.
Источник
Соединения металлических конструкций




![]()
![]()
В процессе возведения сооружений элементы металлических конструкций необходимо соединять между собой. Эти соединения осуществляются с помощью электросварки, болтовых и заклепочных соединений.
Сварные соединения.
Это самый распространенный вид соединений на строительных площадках. Он обеспечивает надежность, прочность и долговечность соединений, обеспечивает плотность соединений (водо- и газонепроницаемость), при применении высокопроизводительного оборудования способствует сокращению сроков и стоимости строительства. Основным видом сварных соединений является электродуговая сварка, основанная на возникновении электрической дуги между свариваемыми элементами и электродом. Дуга обеспечивает высокую температуру, порядка тысяч градусов по Цельсию и благодаря этому происходит расплавление электрода и проплавление металла свариваемых деталей. Получается общая сварочная ванна жидкого металла, который при охлаждении превращается в сварной шов.
Около 70% всех сварочных работ выполняется с помощью ручной дуговой сварки (РДС). Этот вид сварки требует минимум оборудования: сварочные трансформаторы, электрические кабели, электроды с соответствующей обмазкой и организацию сварочного поста. Обмазка электрода во время сварки расплавляется и частично испаряется образуя жидкий шлак и газовое облако вокруг места сварки. Это обеспечивает устойчивое горение дуги, защиту зоны сварки от атмосферного воздуха и очистки металла шва от вредных примесей (фосфора и серы). Недостаток этого вида сварки – сравнительно низкая производительность. Для получения более качественных швов и повышения производительности труда применяется автоматическая (АДС) и полуавтоматическая сварка под слоем флюса и в среде углекислого газа.
При этих видах сварки сварной электрод в виде проволоки автоматически подается в зону сварки, туда же подается флюс или углекислый газ. Эти вещества выполняют ту же функцию, что и обмазка электрода. При полуавтоматической сварке, движение электрода вдоль шва осуществляется вручную. Для сварки тонких листов (до 3 мм) применяется либо контактная точечная сварка либо валиковая. В зависимости от расположения стыкуемых элементов различают соединения встык, внахлестку, в угол и комбинированные стыки. В стыковых соединениях стыкуемые элементы находятся в одной плоскости, а в нахлесточных перекрывают друг друга. Основные типы сварных соединений представлены на рис.5.1. В зависимости от того какие кромки сопрягаемых элементов свариваются а) б) в) г)

Рис.5.1 Виды сварных соединений:
а – встык, прямой и косой швы; б — внахлестку с фланговыми швами; в – внахлестку с лобовыми швами; г – стык с накладками с фланговыми швами

д – стык с накладкой с лобовыми швами; е – с накладкой комбинированный; з – стык угловой в тавр; ж – стык в угол различают лобовые и фланговые швы, а в зависимости от положения в пространстве во время выполнения сварочных работ — швы нижние, горизонтальные, потолочные, и вертикальные, рис. 5.2.

Рис. 5.2. Положение: а – стыковых и б – угловых сварных швов в пространстве;
1 – нижний шов, 2 – горизонтальный, 3 – вертикальный, 4 — потолочный
Элементы металлических конструкций из алюминия свариваются с помощью аргоно-дуговой сварки.
Расчет сварных соединений зависит от типа стыка и от ориентации шва по отношению к действующим усилиям. Расчет стыковых швов на действие осевой силы выполняется по формуле:
где N – расчетное значение усилия; t — наименьшая толщина свариваемых листов;
lw — расчетная длина шва, Rwy — расчетное сопротивление стыковых сварных соединений и ?c — коэффициент условий работы. Расчетная длина шва равна его физической длине за вычетом начального участка шва – кратера и конечного участка – непровара. В этих зонах процесс сварки нестабилен и качество шва не удовлетворяет требованиям. В данном случае lw = l — 2t. Разрушение лобовых и фланговых швов происходит от усилий среза, см. рис. 5.3. Срез может происходить по двум плоскостям – по металлу шва и по металлу на границе сплавления, сечения 1 и 2 рис. 5.4.


Рис. 5.3. Схема среза сварных швов:
а – разрушение фланговых швов, в – лобовых
Прочность по металлу шва проверяется по формуле:
а по границе сплавления по соотношению:
где lw — расчетная длина шва; kf – катет шва; ?w и ?wz – коэффициенты условий работы шва; ?c — коэффициент условий работы; Rwf — расчетное сопротивление сварного шва сдвигу; Rwz — расчетное сопротивление по границе сплавления; βf и βz — коэффициенты зависящие от вида сварки, диаметра сварочной проволоки, высоты катета шва и предела текучести стали.

Рис. 5.4. К расчету сварного соединения с угловым швом:
1 – сечение по металлу шва; 2 – сечение по границе сплавления
При конструировании сварных швов в стальных конструкциях необходимо соблюдать ряд конструктивных требований. Толщина свариваемых элементов не должна быть менее 4 мм и не превышать 25 мм. Минимальная расчетная длина углового шва не должна быть менее 40 мм, а максимальная не более 85 βf kf . Толщина сварного шва ограничена максимальным значением его катета kf ≤ 1,2 t, где t — наименьшая толщина соединяемых элементов.
Болтовые соединения. Это такие соединения в которых элементы конструкций сопрягаются между собой с помощью болтов. По сравнению со сварными соединениями болтовые соединения выигрывают простотой сопряжения элементов и большой заводской готовностью и проигрывают большим расходом металла и большей деформативностью. Повышенный расход металла обусловлен ослаблением стыкуемых элементов отверстиями под болты и расходом металла на накладки, болты, гайки и шайбы, а повышенная деформативность обусловлена тем, что под воздействием нагрузки происходит выбирание неплотностей примыкания болтов и стенок соединяемых элементов.
Болты бывают обыкновенные и высокопрочные. Обыкновенные болты изготавливают из углеродистой стали холодной или горячей высадкой. Высокопрочные болты изготавливаются из легированной стали. Болты, кроме самонарезающих, изготавливают диаметром от 12 до 48 мм с длиной стержня от 25 до 300 мм. Болты различаются по классам точности. Класс С — грубой точности, нормальной точности — класс В и класс А — высокоточные болты. Разница в классах заключается в отклонениях диаметра болтов и отверстий для них от проектного диаметра. Для болтов классов С и В отклонения по их диаметру могут достигать 1 и 0,52 мм соответственно. Отверстия в стыкуемых элементах для болтов классов С и В делаются на 2 — 3 мм больше диаметра болта, а для класса А диаметр отверстий не должен быть больше 0,3 мм чем диаметр болта.
Плюсовой допуск для диаметра болта и минусовой допуск для отверстия в этом случае не допускается. Разница в диаметрах болта и отверстия облегчает сборку соединений, однако эта разница и обуславливает повышенную деформативность болтовых соединений, так как под воздействием нагрузки происходит выбирание неплотностей примыкания стенок отверстий и болтов. Эта же разница в размерах приводит к неравномерности работы отдельных болтов в соединении. Поэтому болты классов В и С не рекомендуется использовать в ответственных соединениях, работающих на сдвиг. В ответственных сооружениях применяют обыкновенные болты класса А или высокопрочные болты.
Высокопрочные болты являются болтами нормальной точности, их ставят в отверстия большего диаметра. Затягивают эти болты с помощью тарировочного ключа, позволяющего контролировать усилие затяжки и силу натяжения болта. Высокопрочные болты применяют для увеличения несущей способности соединений. Достигается это тем, что при контролируемом натяжении гаек стыкуемые листы стягиваются настолько плотно, что обеспечивают восприятие сдвиговых усилий в стыке за счет трения. При таких стыках необходимо чтобы толщина стыкуемых элементов была строго одинаковой, иначе невозможно достаточно плотно прижать стыковую накладку к обоим элементам.
Кроме этого необходима специальная обработка стыкуемых поверхностей (очистка от масла, грязи, ржавчины и окалины) для увеличения их способности к сцеплению. Помимо фрикционных соединений на высокопрочных болтах существуют соединения воспринимающие усилия совместной работой сил трения, смятия и среза болтов. Еще одним типом болтовых соединений являются клееные соединения. В этом случае элементы металлических конструкций сначала склеиваются, а затем стягиваются с помощью болтов. Наконец для соединения тонких и листовых соединений применяются самонарезающие болты, которые обычно изготавливаются диаметром 6 мм.
Обыкновенные болты при приложении нагрузки на узел работают на изгиб и отрыв головки, срез болта, смятие поверхностей болта и отверстия, на растяжение, рис. 5.5, а стыкуемые листы на вырывание кромки. По мере увеличения нагрузки, работу болтового соединения на сдвиг можно разбить на четыре этапа. На первом этапе, когда силы трения между соединяемыми листами не преодолены, болт испытывает только


Рис. 5.5. Виды напряженного состояния болтового соединения:
а – изгиб стержня болта; б – срез стержня болта; в – смятие стенок отверстий сопрягаемых листов; г – центральное растяжение болта растягивающие напряжения от затяжки гайки, а все соединение работает упруго.
При увеличении нагрузки силы внутреннего трения оказываются преодоленными и наступает сдвиг всего соединения на величину зазора между болтом и отверстием. На следующем третьем этапе стержень болта и края отверстия постепенно обминаются, болт изгибается и растягивается, чему препятствуют головка и гайка болта. При дальнейшем увеличении нагрузки болт переходит в упругопластическую стадию работы и разрушается от среза, смятия, выкола одного из соединяемых элементов или отрыва головки болта.
Расчет болтового соединения производится следующим образом. Определяется несущая способность одного болта, а затем необходимое количество болтов в соединении.
Несущая способность болта из условия работы на срез определяется по соотношению:
где Nb – расчетное усилие воспринимаемое одним болтом на срез; Rbs – расчетное сопротивление материала болта на срез; ?b – коэффициент условий работы соединения; A – площадь сечения стержня болта ( по ненарезанной части ); ns – число расчетных срезов одного болта; ?c – коэффициент условий работы конструкции.
Несущая способность соединения по смятию обычно определяется исходя из смятия стенок стыкуемых элементов (материал болта обычно прочнее)
где Rbp – расчетное сопротивления болтового соединения на смятие; db — диаметр болта;
∑ t — наименьшая суммарная толщина сминаемых в одном направлении элементов.
Расчетное усилие, воспринимаемое болтом на растяжение, определяется по формуле Nb = Rbt Abn ?c , ( 5.6 )
где — Rbt расчетное сопротивление материала болта на растяжение, Abn – площадь сечения болта нетто с учетом нарезки.
Число болтов в соединении n при действии сдвигающей силы N, приложенной в центре тяжести соединения, определяют исходя из условия равнопрочности всех болтов по формуле
где Nmin — наименьшее значение из определенных по соотношениям ( 5.5 ) и ( 5.6);
а при работе болтов на растяжение значение из соотношения ( 5.6 ).
При работе стыка на сдвиг кроме проверки прочности болтов в соединении необходимо проверить прочность стыкуемых элементов на растяжение с учетом ослабления их сечений отверстиями и прочность на выкол (на срез) краев стыкуемых элементов. Последняя проверка обычно не производится, так как расстояние первого ряда болтов от края листа выбирается таким образом, чтобы прочность на выкол была гарантирована.
Заклепочные соединения по характеру работы аналогичны болтовым соединениям и расчет заклепочных соединений аналогичен расчету болтовых.
В настоящее время они почти не применяются из-за большой трудоемкости и малой производительности. Интересны тем, что во-первых, обеспечивают плотное соединение, так как при остывании заклепка сокращается и стягивает стыкуемые элементы и, во-вторых, тело заклепки полностью заполняет отверстие в стыкуемых элементах благодаря пластическим деформациям разогретого металла в процессе клепки. В настоящее время заклепочные соединения применяются в стальных конструкциях, подверженных вибрационным и знакопеременным нагрузкам и в алюминиевых конструкциях, так как применение высокопрочных алюминиевых сплавов исключает применение электросварки.

Рис.5.6. Стыки листовых элементов:
а – с двухсторонней накладкой; в – с односторонней накладкой
По конструктивным признакам различают два типа болтовых и заклепочных соединений – стыки и прикрепление элементов друг к другу. Стыки листового металла осуществляются с помощью накладок: односторонних или двухсторонних, рис. 5.6. Предпочтительнее двухсторонние накладки, так как они обеспечивают симметричное напряженное состояние стыка. Стыки с односторонней накладкой дают эксцентричное соединение, в нем возникают изгибающие моменты и поэтому необходимое по расчету число болтов увеличивают на 10%. Стыки профильного металла, рис.5.7 выполняют с помощью накладок — уголковых или листовых. Прикрепление элементов друг к другу

Рис. 5.7. Болтовые и заклепочные стыки прокатных профилей:
а – уголковых профилей; в – швеллеров; 1 – уголковая накладка; 2 – фаска; 3 – прокладка;
4 – листовые накладки также осуществляется с помощью листовых накладок, косынок или уголковых элементов.
Болты или заклепки в соединениях размещают в рядовом или в шахматном порядке на минимальном расстоянии друг от друга, которое обеспечивает прочность на выкол и удобство постанови болтов. Схема стыковых соединений листовых и уголковых элементов работающих на сдвиг приведена на рис. 5.8.

Рис. 5.8. Схема размещения болтов и заклепок в соединениях, работающих на сдвиг
Сварные, болтовые и заклепочные соединения имеют стандартизированные обозначения на строительных чертежах, рис.5.9.
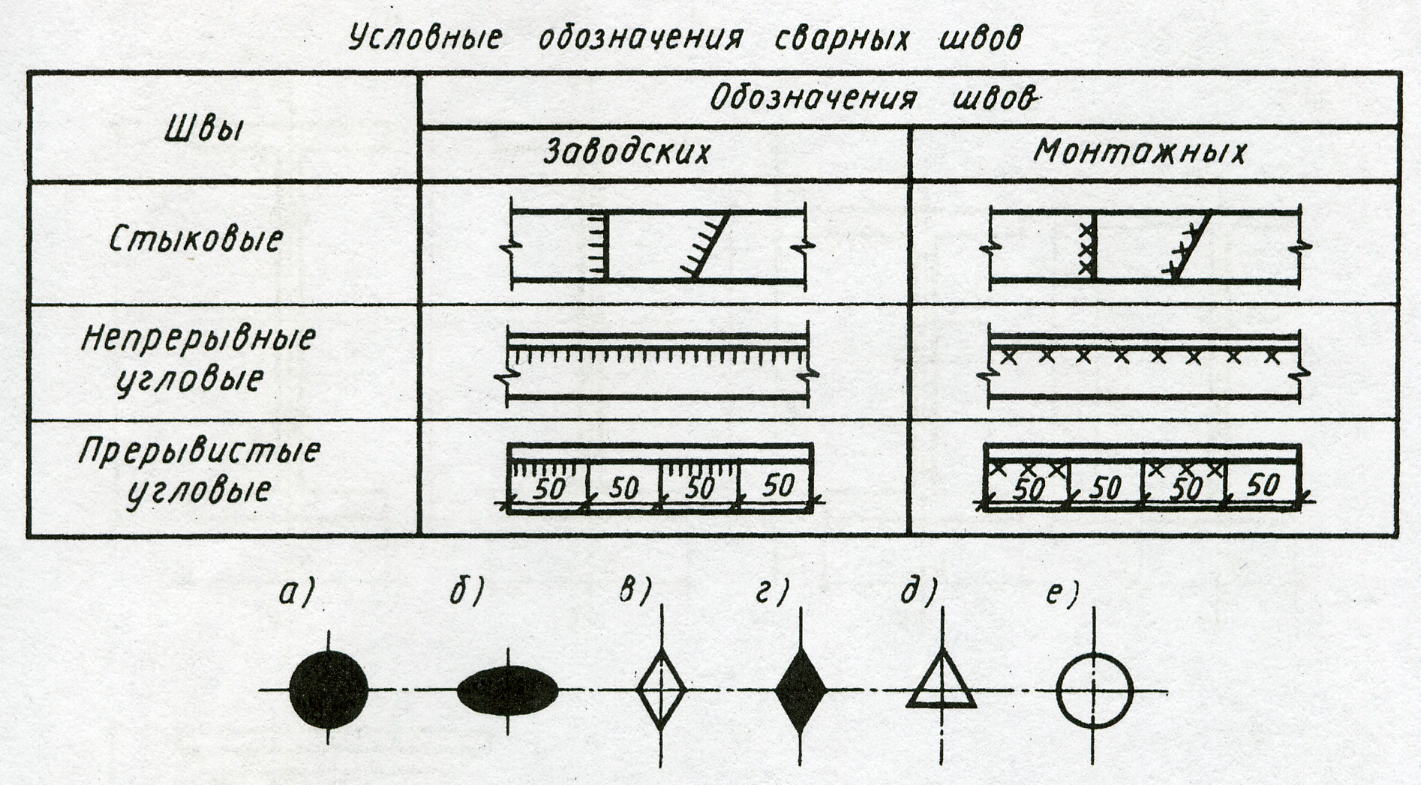
Рис. 5.9. Условные обозначения сварных швов, болтов и заклепок в соединениях:
а – круглое отверстие; б – овальное отверстие; в – постоянный болт; г – временный болт;
д – высокопрочный болт; е — заклепка
Промежуточное положение между болтовыми и заклепочными соединениями занимают соединения на лок-болтах (болтах с обжимными кольцами). Их применяют в основном для соединений в алюминиевых конструкциях и диаметр этих болтов находится в пределах 6 — 14 мм.
Источник



