
- Обзор фитингов для монтажа медных труб
- Где применяются медные трубы
- Особенности соединительных элементов для медных труб
- Виды фитингов
- Особенности разных методов соединения
- Сварное соединение медных труб
- Капиллярное соединение или пайка
- Использование резьбовых фитингов
- Обжимные фитинги
- Особенности применения пресс-фитингов
- Медные трубы: механические способы соединений без применения пайки
- Механические разъёмные соединения медных труб
- Способ #1: соединение конической развальцовкой
- Способ #2: соединение накатными канавками (Roll Groove)
- Подготовка и выполнение соединения накатной канавкой
- Тестирование законченной системы с накатными канавками
- Способ #3: соединение связывающим обжимом (Press-connect)
- Пошаговое создание соединения связывающим обжимом
- Шаг 1: подгон заготовки по размеру
- Шаг 2: отметка глубины вставки и подбор кулачков
- Шаг 3: сочленение медной трубы с фитином и процесс обжима
- Соединения связывающим обжимом под высокое давление
- Способ #4: соединение вставкой нажимом (Push-connect)
- КРАТКИЙ БРИФИНГ
Обзор фитингов для монтажа медных труб
Медные комплектующие для монтажа трубопроводов не уступают аналогам из других материалов, а по долговечности и устойчивости к температурам – даже опережают. Однако надежность и функциональность коммуникаций из меди полностью зависит от качества выполнения узлов соединения.

Где применяются медные трубы
Фитинги и трубы из высококачественной меди не уступают по техническим качествам комплектующим для трубопроводов из других популярных материалов. В отличие от сплавов на основе железа, медь совершенно не ржавеет. Кроме того, она не боится ультрафиолета, экстремально низких и высоких температур, тогда как для полимерных соединений одинаково губительны солнечный свет, мороз и сильный жар. Медные трубы мало весят, просты в транспортировке, хранении и монтаже.

Все эти положительные качества позволяют трубной продукции из меди сохранять популярность в качестве комплектующих для монтажа систем:
- горячего и холодного водоснабжения,
- кондиционирования воздуха,
- газораспределения,
- отопления.
Особенности соединительных элементов для медных труб
Так как комплектующие из меди применяют в сферах, где недопустимы даже малейшие утечки, к узлам медных трубопроводов предъявляются высокие требования. При соединении труб важно обеспечить не только максимальную надежность и герметичность, но и предотвратить химические процессы, которые негативно повлияют на состав рабочей среды и состояние трубопровода.
Для монтажа трубопровода можно использовать фасонные элементы из разных материалов:
- Медные. Это наилучший вариант – трубы и фитинги на узловых участках будут одинаково реагировать на температурные колебания, что снизит вероятность разгерметизации узлов. Кроме того, все комплектующие из меди, в том числе и соединительная арматура, делаются тонкостенными, так как медь не подвержена коррозии и не нужно при изготовлении изделий закладывать запас толщины. Чем тоньше стенки, тем легче фитинг, поэтому медная арматура – одна из самых легких, а значит, оказывает на трубопровод минимальную нагрузку.

- Стальные нержавеющие. Такие фитинги универсальны и подходят для соединения между собой медных изделий и для образования перехода между трубами из разных материалов. Однако из-за разницы в температурном расширении этих материалов может произойти разгерметизация узлов. Кроме того, нержавеющая сталь под воздействием горячей или химически агрессивной рабочей среды хоть и медленно, но разрушается.
- Латунные. Арматура из латуни, как и из нержавейки, универсальна. Латунные фитинги для соединения медных труб предпочтительнее стальных, так как ближе по температурному расширению и сроку эксплуатации.



Обратите внимание! Для сопряжения труб из меди нельзя применять фитинги из черной стали, даже если она хромирована или оцинкована. С нелегированной сталью медь вступает в реакцию, в результате которой фасонный элемент может разрушиться.
Виды фитингов
Вся соединительная арматура разделяется на несколько видов по выполняемым функциям:
- Прямые – для прямого соединения двух труб одного диаметра. Называют такие фитинги муфтами, корпус обычно имеет форму цилиндра.
- Переходные – для прямого соединения двух труб разных диаметров. Переходники, или редукторы, имеют сложную форму: два коротких разноразмерных цилиндра соединены усеченным конусом.
- Угловые, или поворотные, – для соединения одинаковых труб под углом. Такие фитинги называют отводами или уголками, угол изгиба корпуса – от 15 до 90 градусов.
- Разветвительные – для объединения двух и более потоков или разделения одного потока на несколько. Корпуса тройников имеют три патрубка, диаметры которых могут различаться. Корпуса крестовин состоят из четырех или более патрубков, соединенных под прямым углом.
- Герметизирующие – для перекрытия свободных патрубков. Эти фасонные элементы, называемые заглушками, представляют собой крышку или пробку.
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Обратите внимание! Сварной и капиллярный методы применимы только для соединения медных труб между собой или с медными фитингами. Резьбовые, обжимные и пресс-фитинги можно использовать не только медные, но и стальные или латунные.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
Обратите внимание! Медь легко остывает, поэтому нагрев и соединение следует проводить максимально быстро. Если свариваются толстостенные трубы, подключают вторую горелку, которой подогревают оплавленные срезы, не давая им остыть.
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
Обратите внимание! Название способа происходит от капиллярного эффекта – жидкость может преодолевать силу тяжести и двигаться вверх между двумя поверхностями при определенной дистанции между ними. Расплавленная медь является жидкостью и поэтому поднимается между стенками трубы и фитинга. Однако для этого метода необходимо, чтобы соединяемые элементы трубной сети имели раструбы, обеспечивающие необходимый зазор.
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.

Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
Обратите внимание! Резьбовые узлы склонны к разбалтыванию в ходе эксплуатации и требуют периодического подтягивания. Поэтому их можно устанавливать только на тех участках трубопровода, которые доступны для профилактики.
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.
Обратите внимание! Приложение избыточного усилия при затягивании обжимной гайки может привести к деформации трубы или срыву резьбы фитинга.
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.
Источник
Медные трубы: механические способы соединений без применения пайки
Главная страница » Медные трубы: механические способы соединений без применения пайки

Несмотря на частое использование технологии пайки для соединений, медная труба нередко соединяется с фитингами и арматурой посредством механических способов без применения нагрева газовой горелкой. Причём, по мере технологического развития, механические способы соединений узлов медных труб становятся всё более практичными и рациональными для работы. На текущий момент соединения медных труб, фитингов и арматуры доступно выполнить несколькими опробованными механическими способами разъёмных соединений. Рассмотрим такие варианты механической сборки без нагрева более подробно.
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Способ #1: соединение конической развальцовкой
Развёрнутые по концам трубки — уширенные в сторону торца, рассматриваются приемлемой альтернативой организации соединения, когда использование пайки нежелательно, либо нецелесообразно.
Системам водоснабжения обычно присущи соединение между трубой и раструбом при подключении, например, счётчика расхода воды. Кроме того, медную трубу нередко приходится соединять с латунными фитингами раструбной посадкой концевых частей труб, развальцованных на конус под 45°.
 Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подобного рода соединение медной трубы с фитингом (арматурой) выполняется при помощи соответствующего инструмента, посредством которого делается коническая развальцовка концевой части медной трубы. Для каждого размера трубы применяется инструмент, соответствующий наружному диаметру медной трубы и углу наклона развальцовки — обычно 45º.
Инструмент включает в набор следующие элементы:
- раздвижные металлические планки с отверстиями разных диаметров;
- ярмо, оснащённое подвижным расширяющимся конусом;
- зажимной винт раздвижных планок.
Медная трубка предварительно отрезается дисковым труборезом для получения ровного торца под прямым углом относительно оси трубы. Затем на тело медной трубы надевается гайка латунного фитинга и производится развальцовка концевой части медной трубы до полного внутреннего диаметра без остаточных внутренних заусенцев.
 Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Процедура развальцовки проста. Основные моменты:
- точно по широкой кромке раздвижного стержня выставить торец медной трубы;
- ярмо установить по контрольным боковым отверстиям точно над срезом медной трубы;
- стянуть крепёжным винтом половины зажимных металлических планок;
- винт ярма с конусом плавно вкручивать по резьбе до характерного щелчка.
Следует отметить – не все инструменты обеспечивают функцию проскальзывания при достижении полной развальцовки — дают характерный контрольный «щелчок». Поэтому следует дополнительно контролировать процесс развальцовки.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
 Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
 Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»



Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K |
минус 30 / плюс 80 для L
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
 Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Способ #3: соединение связывающим обжимом (Press-connect)
Соединение медной трубы и арматуры из медного сплава посредством обжимного связывающего способа является быстрым, экономичным и не требует технологии пайки. Метод соединения связывающим обжимом (Press-connect) появился в Европе в конце 1950-х годов и до сих пор успешно применяется. С конца 1990-х годов этот способ соединений распространился по всему миру.
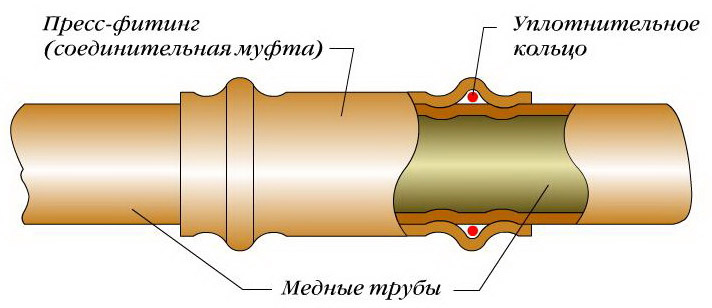
 Структурный вид механического связывающего обжимного соединения («press-connect»), где высокая герметичность достигается за счёт использования элестомерного уплотнения
Структурный вид механического связывающего обжимного соединения («press-connect»), где высокая герметичность достигается за счёт использования элестомерного уплотнения
Практика применения связывающего обжимного соединения показывает удовлетворительные результаты. Как и в предыдущем (#2) варианте, здесь используется эффект пластичности и выраженной прочности меди при холодной обработке. Соединение связывающим обжимом предусматривает наличие:
- специального фитинга,
- эластомерной прокладки,
- инструмента обжима,
- специальных губок.
Типичные диапазоны значений давления и температуры для соединений связывающим обжимом приведены в таблице ниже:
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Обжимное связывающее, D = 12,7 – 101,6 мм | 0 – 1375 | минус 18 / плюс 120 |
| Обжимное связывающее под высокое давление, D = 6,35 – 31,75 мм | 0 — 4826 | Минус 32 / плюс 150 |
Пошаговое создание соединения связывающим обжимом
Медную трубу под соединение связывающим обжимом следует внимательно осмотреть на предмет наличия вмятин, глубоких царапин, грязи, масел, жира, других дефектов снаружи и внутри. Если обнаружена лёгкая овальность медной трубы в области обжима, соответствующим инструментом необходимо выправить дефект.
Шаг 1: подгон заготовки по размеру
Точно подогнать медную трубу по длине с учётом упора в основание чаши соединительного узла. Отрезать заготовку по размеру дисковым труборезом, соблюдая перпендикулярность торцевой кромки. Удалить заусенцы, снять фаску торцевой части медной трубы, чтобы исключить вероятность повреждения прокладки при вставке медной трубы в фитинг.
Шаг 2: отметка глубины вставки и подбор кулачков
РИС8 Подбор соответствующего кулачкового механизма и отметка глубины вставки концевой части в процессе применения способа связывающего обжима
Проверить фитинг под использование в узле, убедиться в целостности уплотнительной прокладки и правильном расположении. Глубину вставки концевой части медной трубы внутрь фитинга необходимо отметить на поверхности, прежде чем вставлять медную трубу внутрь фитинга. Выбрать подходящий размер прессующего кулачка, вставить в инструмент прессования.
Шаг 3: сочленение медной трубы с фитином и процесс обжима
Медную трубу следует вставить до упора внутрь фитинга, выровнять до момента наложения прижимных губок на фитинг. Поместить прижимные губки на буртик фитинга под углом 90° (перпендикулярно) относительно центральной осевой линии медной трубы. Активировать пусковой механизм прессующего инструмента.
По завершении цикла прессования ослабить зажимные губки, снять инструмент и визуально осмотреть шов, ориентируясь по ранее выставленной метке на поверхности медной трубы.
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
 Результат изготовления соединительного узла техникой двойного обжима на 360º
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Способ #4: соединение вставкой нажимом (Push-connect)
Отличительная особенность способа сборки вставкой нажимом — для установки не требуется никаких дополнительных инструментов, горелок, специальных топливных газов или электроэнергии. Сборка вставкой нажимом обеспечивается встроенным эластомерным уплотнением и захватным кольцом из нержавеющей стали.
 Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Типичные диапазоны значений давления и температуры для узлов, выполненных вставкой нажимом, приведены в таблице:
| Тип сборки | Диапазон давлений, кПа | Диапазон температур, ºC |
| Вставкой нажимом, D = 12,7 – 50,8 мм | 0 – 1375 | минус 18 / плюс 120 |
Существует два распространенных типа фитингов для этого типа сборки. Оба варианта создают прочные надёжные сборки узлов. Однако если один тип фитинга для способа вставки нажимом позволяет легко снимать сборку после установки, например, для обслуживания системы, второй не поддерживает такой конфигурации. Этим моментом фитинги отличаются один от другого.
 Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Перед сборкой узла требуется выполнить все подготовительные процедуры с медной трубой, как уже было описано выше. Здесь следует уделить особое внимание очистке скошенного конца медной трубы с помощью наждачной бумаги, нейлоновой абразивной ткани или сантехнической ткани. Этими действиями обеспечивается целостность уплотнительной прокладки в момент вставки медной трубы в тело фитинга.
Сборка предполагает исполнение жёсткого толкающего, одновременно закручивающего движения, направленного в тело фитинга. Движение медной трубы внутрь фитинга выполняется до момента, пока медная труба не упрётся в заднюю часть чашки фитинга. Этот момент обычно указывает предварительно сделанная отметка глубины вставки на поверхности меди.
При помощи информации: Сooper
КРАТКИЙ БРИФИНГ
Z-Сила — публикации материалов интересных полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мульти-тематическая информация — СМИ .
Источник



