
- Пайка медных труб своими руками при помощи газовой горелки
- Особенности труб из меди
- Методы пайки медных деталей
- Инструменты и приспособления
- Материалы для соединения меди
- Флюс и паяльная паста
- Виды припоев
- Соединительные фитинги
- Технология пайки медных труб
- Недопустимые ошибки
- Техника безопасности
- Медные трубы: механические способы соединений без применения пайки
- Механические разъёмные соединения медных труб
- Способ #1: соединение конической развальцовкой
- Способ #2: соединение накатными канавками (Roll Groove)
- Подготовка и выполнение соединения накатной канавкой
- Тестирование законченной системы с накатными канавками
- Способ #3: соединение связывающим обжимом (Press-connect)
- Пошаговое создание соединения связывающим обжимом
- Шаг 1: подгон заготовки по размеру
- Шаг 2: отметка глубины вставки и подбор кулачков
- Шаг 3: сочленение медной трубы с фитином и процесс обжима
- Соединения связывающим обжимом под высокое давление
- Способ #4: соединение вставкой нажимом (Push-connect)
- КРАТКИЙ БРИФИНГ
Пайка медных труб своими руками при помощи газовой горелки
 Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
 долговечность эксплуатации;
долговечность эксплуатации;- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
 долговечность эксплуатации;
долговечность эксплуатации;Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
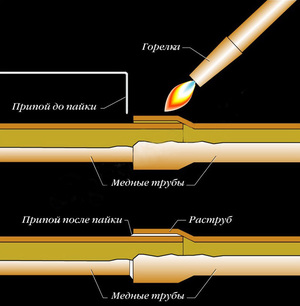
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
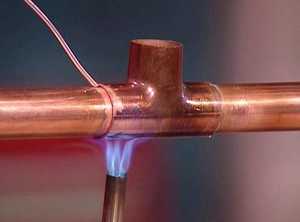
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Originally posted 2018-03-28 15:01:27.
Источник
Медные трубы: механические способы соединений без применения пайки
Главная страница » Медные трубы: механические способы соединений без применения пайки

Несмотря на частое использование технологии пайки для соединений, медная труба нередко соединяется с фитингами и арматурой посредством механических способов без применения нагрева газовой горелкой. Причём, по мере технологического развития, механические способы соединений узлов медных труб становятся всё более практичными и рациональными для работы. На текущий момент соединения медных труб, фитингов и арматуры доступно выполнить несколькими опробованными механическими способами разъёмных соединений. Рассмотрим такие варианты механической сборки без нагрева более подробно.
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Способ #1: соединение конической развальцовкой
Развёрнутые по концам трубки — уширенные в сторону торца, рассматриваются приемлемой альтернативой организации соединения, когда использование пайки нежелательно, либо нецелесообразно.
Системам водоснабжения обычно присущи соединение между трубой и раструбом при подключении, например, счётчика расхода воды. Кроме того, медную трубу нередко приходится соединять с латунными фитингами раструбной посадкой концевых частей труб, развальцованных на конус под 45°.
 Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подобного рода соединение медной трубы с фитингом (арматурой) выполняется при помощи соответствующего инструмента, посредством которого делается коническая развальцовка концевой части медной трубы. Для каждого размера трубы применяется инструмент, соответствующий наружному диаметру медной трубы и углу наклона развальцовки — обычно 45º.
Инструмент включает в набор следующие элементы:
- раздвижные металлические планки с отверстиями разных диаметров;
- ярмо, оснащённое подвижным расширяющимся конусом;
- зажимной винт раздвижных планок.
Медная трубка предварительно отрезается дисковым труборезом для получения ровного торца под прямым углом относительно оси трубы. Затем на тело медной трубы надевается гайка латунного фитинга и производится развальцовка концевой части медной трубы до полного внутреннего диаметра без остаточных внутренних заусенцев.
 Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Процедура развальцовки проста. Основные моменты:
- точно по широкой кромке раздвижного стержня выставить торец медной трубы;
- ярмо установить по контрольным боковым отверстиям точно над срезом медной трубы;
- стянуть крепёжным винтом половины зажимных металлических планок;
- винт ярма с конусом плавно вкручивать по резьбе до характерного щелчка.
Следует отметить – не все инструменты обеспечивают функцию проскальзывания при достижении полной развальцовки — дают характерный контрольный «щелчок». Поэтому следует дополнительно контролировать процесс развальцовки.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
 Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
 Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»



Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K |
минус 30 / плюс 80 для L
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
 Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Способ #3: соединение связывающим обжимом (Press-connect)
Соединение медной трубы и арматуры из медного сплава посредством обжимного связывающего способа является быстрым, экономичным и не требует технологии пайки. Метод соединения связывающим обжимом (Press-connect) появился в Европе в конце 1950-х годов и до сих пор успешно применяется. С конца 1990-х годов этот способ соединений распространился по всему миру.
 Структурный вид механического связывающего обжимного соединения («press-connect»), где высокая герметичность достигается за счёт использования элестомерного уплотнения
Структурный вид механического связывающего обжимного соединения («press-connect»), где высокая герметичность достигается за счёт использования элестомерного уплотнения
Практика применения связывающего обжимного соединения показывает удовлетворительные результаты. Как и в предыдущем (#2) варианте, здесь используется эффект пластичности и выраженной прочности меди при холодной обработке. Соединение связывающим обжимом предусматривает наличие:
- специального фитинга,
- эластомерной прокладки,
- инструмента обжима,
- специальных губок.
Типичные диапазоны значений давления и температуры для соединений связывающим обжимом приведены в таблице ниже:
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Обжимное связывающее, D = 12,7 – 101,6 мм | 0 – 1375 | минус 18 / плюс 120 |
| Обжимное связывающее под высокое давление, D = 6,35 – 31,75 мм | 0 — 4826 | Минус 32 / плюс 150 |
Пошаговое создание соединения связывающим обжимом
Медную трубу под соединение связывающим обжимом следует внимательно осмотреть на предмет наличия вмятин, глубоких царапин, грязи, масел, жира, других дефектов снаружи и внутри. Если обнаружена лёгкая овальность медной трубы в области обжима, соответствующим инструментом необходимо выправить дефект.
Шаг 1: подгон заготовки по размеру
Точно подогнать медную трубу по длине с учётом упора в основание чаши соединительного узла. Отрезать заготовку по размеру дисковым труборезом, соблюдая перпендикулярность торцевой кромки. Удалить заусенцы, снять фаску торцевой части медной трубы, чтобы исключить вероятность повреждения прокладки при вставке медной трубы в фитинг.
Шаг 2: отметка глубины вставки и подбор кулачков
РИС8 Подбор соответствующего кулачкового механизма и отметка глубины вставки концевой части в процессе применения способа связывающего обжима
Проверить фитинг под использование в узле, убедиться в целостности уплотнительной прокладки и правильном расположении. Глубину вставки концевой части медной трубы внутрь фитинга необходимо отметить на поверхности, прежде чем вставлять медную трубу внутрь фитинга. Выбрать подходящий размер прессующего кулачка, вставить в инструмент прессования.
Шаг 3: сочленение медной трубы с фитином и процесс обжима
Медную трубу следует вставить до упора внутрь фитинга, выровнять до момента наложения прижимных губок на фитинг. Поместить прижимные губки на буртик фитинга под углом 90° (перпендикулярно) относительно центральной осевой линии медной трубы. Активировать пусковой механизм прессующего инструмента.
По завершении цикла прессования ослабить зажимные губки, снять инструмент и визуально осмотреть шов, ориентируясь по ранее выставленной метке на поверхности медной трубы.
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
 Результат изготовления соединительного узла техникой двойного обжима на 360º
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Способ #4: соединение вставкой нажимом (Push-connect)
Отличительная особенность способа сборки вставкой нажимом — для установки не требуется никаких дополнительных инструментов, горелок, специальных топливных газов или электроэнергии. Сборка вставкой нажимом обеспечивается встроенным эластомерным уплотнением и захватным кольцом из нержавеющей стали.
 Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Типичные диапазоны значений давления и температуры для узлов, выполненных вставкой нажимом, приведены в таблице:
| Тип сборки | Диапазон давлений, кПа | Диапазон температур, ºC |
| Вставкой нажимом, D = 12,7 – 50,8 мм | 0 – 1375 | минус 18 / плюс 120 |
Существует два распространенных типа фитингов для этого типа сборки. Оба варианта создают прочные надёжные сборки узлов. Однако если один тип фитинга для способа вставки нажимом позволяет легко снимать сборку после установки, например, для обслуживания системы, второй не поддерживает такой конфигурации. Этим моментом фитинги отличаются один от другого.
 Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Перед сборкой узла требуется выполнить все подготовительные процедуры с медной трубой, как уже было описано выше. Здесь следует уделить особое внимание очистке скошенного конца медной трубы с помощью наждачной бумаги, нейлоновой абразивной ткани или сантехнической ткани. Этими действиями обеспечивается целостность уплотнительной прокладки в момент вставки медной трубы в тело фитинга.
Сборка предполагает исполнение жёсткого толкающего, одновременно закручивающего движения, направленного в тело фитинга. Движение медной трубы внутрь фитинга выполняется до момента, пока медная труба не упрётся в заднюю часть чашки фитинга. Этот момент обычно указывает предварительно сделанная отметка глубины вставки на поверхности меди.
При помощи информации: Сooper
КРАТКИЙ БРИФИНГ
Z-Сила — публикации материалов интересных полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мульти-тематическая информация — СМИ .
Источник



