
- Соединение двутавровых балок
- Методы соединения двутавровых балок
- Сварка
- Болтовое соединение
- Комбинированное соединение
- Особенности применения разных разновидностей стыковки
- Как самостоятельно сделать двутавр сварной — этапы и особенности
- Особенности стыков балки при сварке.
- Изготовление и применение
- Порядок работ при сваривании стыков балки.
- Способы соединения двутавров
- Встык
- Под прямым углом
- Сваривание двутавра со швеллером под прямым углом
- Формулы для расчета стыков балки.
- Замена швеллерами
- Сваривание стыков балки автоматами под флюсом.
- Технология производства
- Возможные проблемы и особенности
- Преимущества двутавровых балок
Соединение двутавровых балок
Череповецкий завод металлоконструкций занимается проектированием, изготовлением и доставкой изделий. В данной статье рассмотрим понятие двутавровых балок, технологии работы с ними и особенности применения.
Двутавровая балка – это металлический прокат Н-образного сечения, который отличается особой прочностью и жесткостью. Изделие подходит для применения в возведении жилых и нежилых зданий, тоннелей и других сооружений с высокими нагрузками.
Двутавровые балки, используемые в строительстве, должны быть практически одинаковой прочности с телом металлопроката. Изготавливаются двутавры в соответствии с требованиями ГОСТ.
Двутавры соединяются между собой двумя способами:
- при помощи сварки;
- при помощи болтов.
Изготовить комплектующие для соединения двутавровых балок не всегда возможно, особенно в условиях площадки для строительства. Поэтому для усиления стыковочных узлов применяют заводские стыковочные элементы.
Методы соединения двутавровых балок
Прочность и надежность двутавровых балок зависит не только от характеристик и качество самого металлопроката, но и правильности соединения двутавров между собой. Монтаж производится методом сварки либо путем болтовых или клепочных соединений.
Сварка
Сварка – это один из самых надежных методов соединения балок. Для создания более качественного шва используют заводские накладки. Метод можно осуществлять соединением встык (когда балку нужно удлинить) или перекрестным креплением второстепенного изделия к основному.

Соединение балок встык происходит двумя способами:
1. Через прокладку.
Между концами двутавровых балок размещается пластина из стали, которая по габаритам выходит за границы их профиля. Затем пластину приваривают угловых швом с обеих сторон. Такой метод используется для работы металлических прокатов разных размеров.
Преимущества такого способа:
- простое исполнение (достаточно соблюсти прямизну продольной оси);
- высокая скорость работы (предварительная разделка кромок не требуется).
2. С помощью накладок.
Чтобы усилить сварные стыки, можно применять накладки. Перед этим происходит скос на кромке двутавровой балки, чтобы обеспечить более высокое качество провара. Сварка металлопроката осуществляется с соблюдением прямизны. На верх и низ полок устанавливаются накладки из листовой стали в форме ромба или прямоугольника с соблюдением симметричности формы относительно оси, проходящей вдоль. Затем происходит обварка накладок по периметру.
Первый и второй методы подходят в том случае, когда не требуется высокая нагрузка на конструкцию, и она является неответственной.
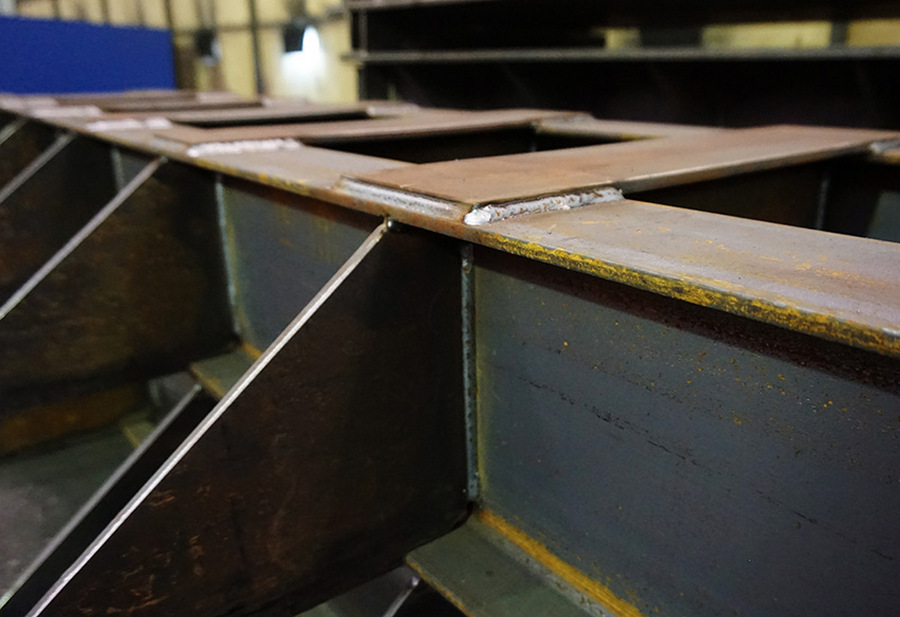
3. Крепление второстепенного изделия к основному.
Метод подходит для ответственных конструкций, способных выдерживать серьезные нагрузки. Несмотря на это, выполняется он так же просто, как и два предыдущих способа.
На верхней полке основного двутавра необходимо сделать вырезы треугольной формы с равными сторонами. К нижней – устанавливается накладка.
Верхнюю полку дополнительного двутавра сжимают до формы треугольника, соответствующего вырезам на основной балке. Ее нижняя часть срезается по длине, которая равна расстоянию до стенки основной.
Соединение происходит в два этапа:
- монтаж основных двутавровых балок;
- соединение и приварка второстепенных.
Болтовое соединение
В отличие от соединения методом сварки, болтовое можно разъединять, поэтому чаще всего используется в тех случаях, когда потребуется демонтаж конструкции.
Демонтаж также осуществляется при помощи накладок. Соединение держится на заклепках, а для демонтажа в этом случае потребуется разрушение крепежа.

- простое исполнение (не требует особой квалификации мастера);
- отсутствие остаточных напряжений в узлах, который свойственны сварному шву;
- простая проверка качества соединений (в отличие от метода сварки);
- устойчивость к вибронагрузкам и ударам.
- постоянная проверка соединений и их подтяжка (в некоторых случаях выполняется очень сложно или вовсе невозможно);
- трудоемкость работ;
- большой расход металлопроката;
- постепенный износ изделий ввиду образования ржавчины на болтах.
Соединение с использованием болтов – это процедура, аналогичная применению накладок. Необходимо лишь соблюдать следующее:
- между центрами отверстий должно быть не менее 3 диаметров заклепок;
- расстояние между болтами должно быть достаточным, чтобы можно было удобно работать инструментом.
Комбинированное соединение
Комбинированный метод подходит для соединения пролетов крупных размеров. Он сочетает в себе сварку и стыковку при помощи болтов. Метод выполняется в несколько этапов:
- Соединение двутавров при помощи резьбового крепежа из очень прочной стали и накладок.
- Сварка поясов.
- Закрытие технологических окон при помощи накладок и прокладок.

Особенности применения разных разновидностей стыковки
Двутавровые балки чаще всего используются для монтажа пролетов и балочных клеток. Перед их соединением создают специальную опору, которая нужна для правильного распределения нагрузки.
Выбор разновидности стыковки двутавра зависит от обстоятельства, при котором будет эксплуатироваться конструкция. Например, соединение балок методом сварки применяется для постоянных сооружений, которые не будут демонтированы в течение всего срока использования. Стыковочный узел должен быть особой прочности и жесткости.
Болтовое соединение оптимально для тех конструкций, которые можно будет несколько раз разбирать и заново собирать в течение всего срока эксплуатации. Для обеспечения прочности применяют заводские накладки, изготовленные по специальным габаритам. Накладки можно использовать при любой разновидности соединения изделий между собой.
Комбинированные способы соединения используют в том случае, когда требуется монтаж крупногабаритных конструкций. Мастера могут применять сварочные швы и болты одновременно.
Завод по изготовлению металлоконструкций «ЧЗМК» предлагает услуги соединения балок обычных и нестандартных размеров. В нашей команде работают только квалифицированные мастера с большим опытом, поэтому нам доверяют многие крупные компании со всей России.
Преимущества работы с нами:
- Мы строго следим за сроками, прописанными в договоре. Доставку изделий производим по всей России в срок от 3 дней в зависимости от региона.
- Мы выдаем паспорт продукции с гарантией на срок от 12 до 24 месяцев. Вся продукция снабжается сертификатами соответствия.
- Предлагаем демократичные цены на услуги за счет уменьшения сроков изготовления металлопродукции.
- Работаем в собственных цехах с 34 камерами. Благодаря этому, вы можете наблюдать за нашей работой в онлайн-режиме и своевременно вносить свои коррективы.
- Мы работаем с заказами любых объемов и стараемся выполнить их как можно быстрее.
Для оформления заказа или получения консультации обращайтесь по телефону 8 800 222 04 45. Или оставляйте заявку на сайте, мы сами вам перезвоним.
Источник
Как самостоятельно сделать двутавр сварной — этапы и особенности
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.

Особенности стыков балки при сварке.
При сварке балок обычно используют прямой сварной стык, который при дополнительных условиях может выполняться с использованием специальных накладок ромбической формы. Эти накладки используются для тех участков балки, на которые будет приходиться наибольшее напряжение.
Стыки поясов балки обычно выполняются равнопрочными швами. Хотим заметить, что в нижнем поясе они делаются чаще всего косыми, а верхнем – обычно прямыми.
Сварка стыков балки обычно производится определенным типом электродом, например Э42.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.
Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Порядок работ при сваривании стыков балки.
При сваривании стыков балки соблюдение определенного порядка работ имеет очень большое значение.
Распишем эти этапы:
- На первом этапе собираются элементы, имеющие поперечные швы. Отметим, что сваривать их необходимо по отдельности: отдельно стыки поясов, стыки стенки, отдельно делается приварка ребер жесткости. Связано это с тем, что такие поперечные соединения дают усадку с максимальным значением.
- Когда сборка балки осуществлена, производят накладку поясных швов. Заметим, что когда для сваривания применяется автоматический способ, то ребра жесткости должны присоединяться уже после выполнения поясных швов.
Порядок сварочных работ также показан на рисунке 2. Цифрами от 1 до 5 обозначен порядок выполнения монтажных стыков балки. Мы видим, что сначала, как и говорилось, выполняются поперечные швы. Заметим, также, что швы под номерами 2 и 3 выполняют с небольшими пропусками: с двух сторон стыка оставляются незаваренные участки длиной до 30 сантиметров. Это необходимо для свободной усадки.
В последнюю очередь производится сваривание продольных швов (4 и 5), которые также имеют продольную усадку, но незначительную.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Формулы для расчета стыков балки.
Отметим, что стыки всех элементов балки должны рассчитываться отдельно. Однако изгибающий момент будет распределен между всеми элементами сварной балки пропорционально к инерции. Эта особенность диктует нам необходимость при расчетах стенки балки использовать формулу, показанную на рисунке.
В данной формуле мы используем обозначение Мб для полного расчетного момента в стыке сварной составной балки; Jст – для момента инерции стенки; Jб – для момента инерции балки целиком.
Отметим, что расчетная поперечная сила (Q), которая действует в стыке балки, обычно передается на стенку. Также заметим, что прочность стыка стенки рассчитывается по обычной формуле изгиба, когда применяется шов встык.
Для проверки стыков пояса специалисты применяют такую формулу:
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Сваривание стыков балки автоматами под флюсом.
Скажем несколько слов об автоматической сварке стыков. Если сваривание балки осуществляется под флюсом с применением сварочных автоматов, то могут применяться разные приемы, также как и последовательность может отличаться.
Сварка может осуществляться наклоненным электродом, что позволяет делать одновременно два шва. С другой стороны у этого способа есть и недостатки. При наклоненном электроде увеличивается риск подрезать полки или стенки балки.
Кроме того, швы могут выполнять в положении, называемом специалистами, «лодочка». Это создает лучшие условия для образования шва, проплавления и пр. Однако, среди минусов такого способа – необходимость проворачивать изделие после выполнения каждого сварного соединения. Данный недостаток решается использованием специальных позиционеров-кантователей.
Процесс сваривания стыков балки требует тщательной подготовки, проведения и проверки расчетов моментов инерции, изгибающего момента и пр. Важно соблюдать технологию сваривания балок, неправильность которой может повлиять на будущую металлоконструкцию в целом.
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Возможные проблемы и особенности
Чтобы не сталкиваться с основными проблемами, вы должны обеспечить, чтобы готовое соединение не работало на растяжение. Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Двутавры устойчивы к погодным перепадам и коррозии, невоспламеняемые. Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
Источник



