
- Пайка. Основы
- Как правильно паять паяльником — технология пайки от А до Я: выбор мощности, подготовка к работе, заточка жала, лужение, припой
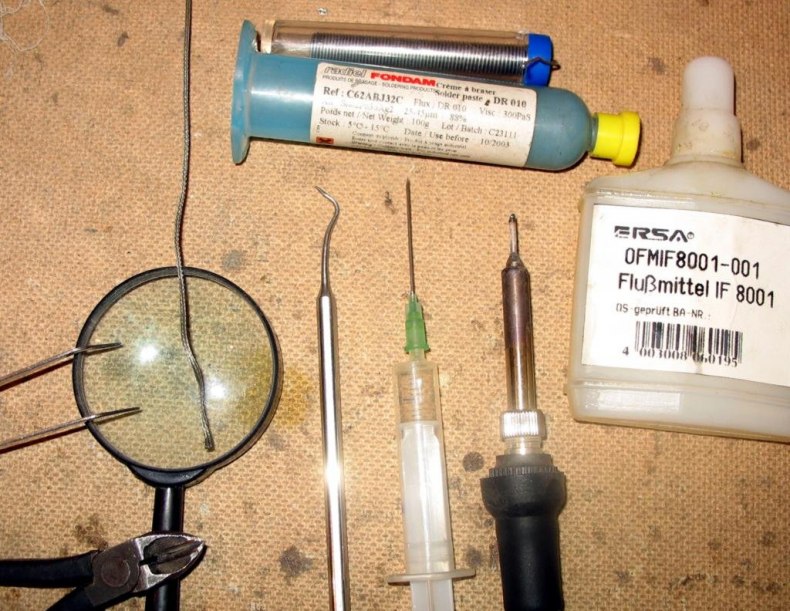
- Инструменты и материалы
- Паяльник
- Припой
- Оплётка для удаления припоя
- Выбор мощности паяльника
- Подготовка паяльника и деталей
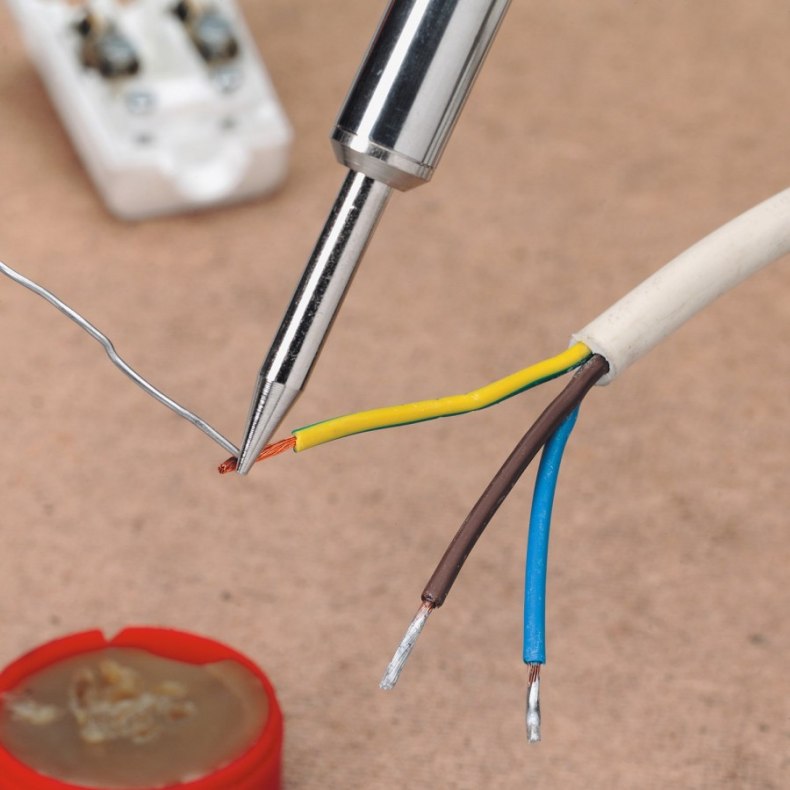
- Техника пайки проводов
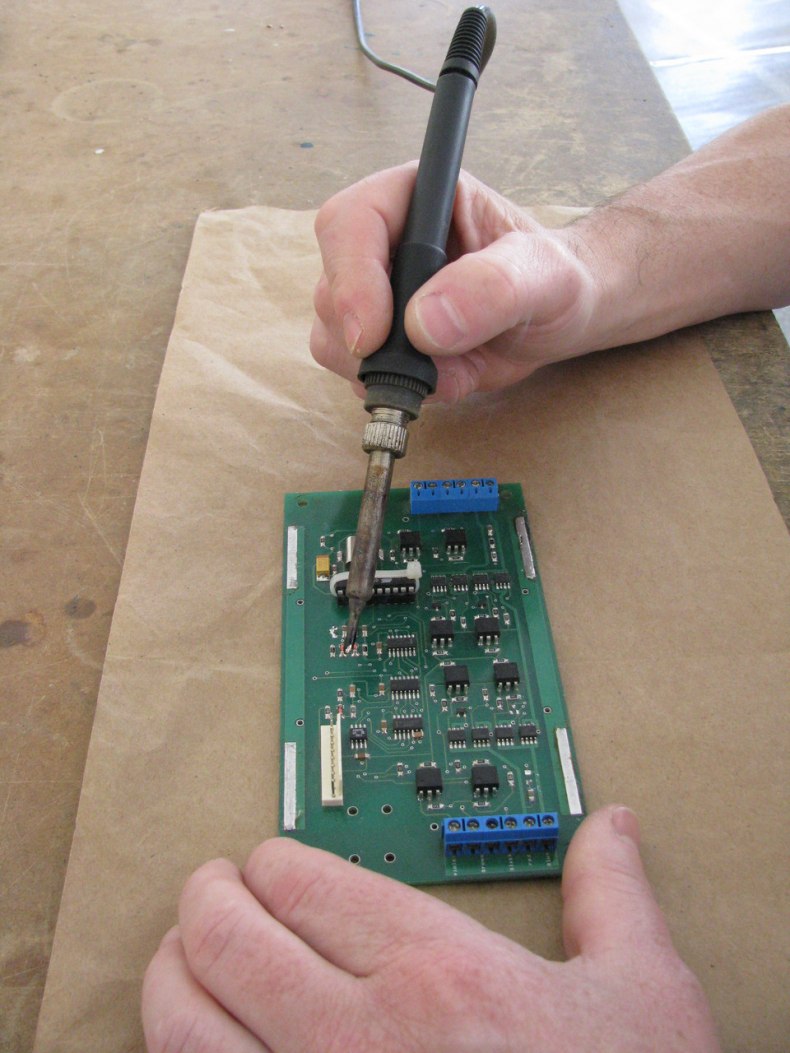
- Пайка плат
- Распространённые проблемы
Пайка. Основы
Пайка — процесс соединения металлов припоями , которые при расплавлении затекают в зазор, смачивая спаиваемые поверхности, а при охлаждении, застывая, образуют паяный шов .
Пайка выполняется при температуре ниже температуры плавления материалов соединяемых деталей. Вместе с тем температура припоя, с помощью которого осуществляется пайка, должна быть несколько выше точки его плавления, а температура соединяемых деталей должна быть близка к температуре плавления припоя. Соблюдение этого условия необходимо для получения такой подвижности припоя, чтобы заполнялись зазоры в швах между контактными элементами и происходило обтекание их поверхностей.
Соединение деталей с использованием припоя, имеющего температуру плавления ниже 450 °С, называют мягкой пайкой . Сцепление припоя с металлом происходит в результате адгезии припоя к металлу. Следует заметить, что температура плавления припоя для мягкой пайки — 450 °С — принята условно.
Соединение деталей с использованием припоя, имеющего температуру плавления выше 450 °С , называют твердой пайкой . Соединение припоя с металлом в этом случае обусловливается как адгезией, так и диффузией припоя в металл.
При пайке почти не происходит расплавления соединяемых элементов, поэтому паяные соединения легче ремонтировать.
Пайка — широко распространенный способ соединения и одинаковых, и разных металлов.
К числу металлов, которые легко паяются, относится медь. Однако добавление к меди легирующих элементов (примесей) затрудняет процесс пайки, так как последние изменяют свойства оксидных пленок, препятствующих образованию надежного соединения. В связи с этим при пайке контактных соединений следует тщательно выбирать флюсы и припои.
Пайка алюминия связана с двумя трудностями: во-первых, на алюминии имеется тугоплавкая оксидная пленка, во-вторых, алюминий обладает высокой теплопроводностью при сравнительно низкой теплоемкости и большим коэффициентом линейного расширения. Поэтому в процессе пайки алюминиевых контактных элементов нагрев должен быть локализован, выбор флюса следует производить в зависимости от легирующих присадок, введенных в металл. Особенности различных соединяемых металлов предопределяют выбор как технологического процесса пайки, так и припоев, флюсов и оборудования.
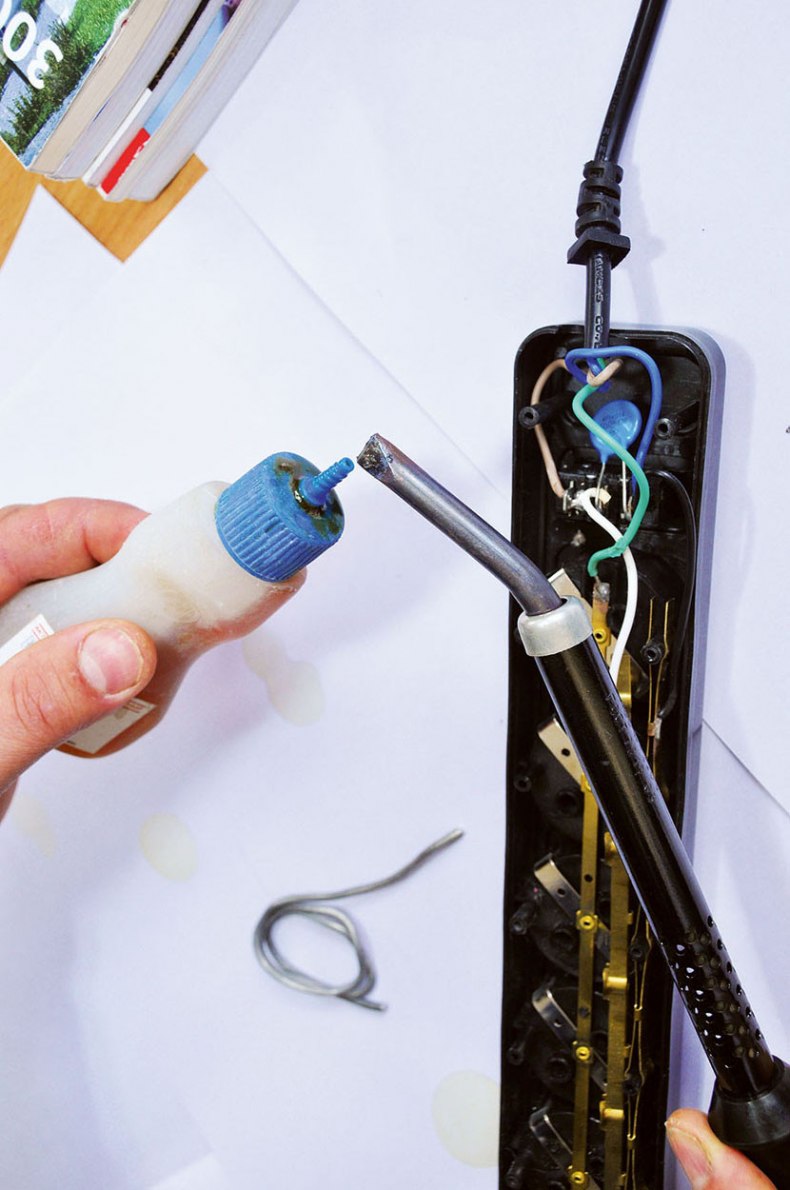
Соединение и ответвление медных однопроволочных проводов сечением 2,5—10 мм2 пайкой выполняются после того, когда их концы предварительно соединены двоичной скруткой так, чтобы в месте касания жил образовался желобок. Место соединения нагревают пламенем пропан-бутановой горелки или бензиновой лампой до температуры плавления припоя. Затем с усилием натирают поверхности соединения палочкой припоя, введенной в пламя. В результате трения желобок очищается от загрязнений и облуживается по мере прогрева соединения. Таким образом запаивается все соединение.
При соединении двух алюминиевых жил пайкой их концы либо срезают под углом 55°, либо производят ступенчатую разделку и только затем облуживают. Пайка ведется непосредственным сплавлением в форме или поливом предварительно расплавленным припоем. Соединение и ответвление алюминиевых многопроволочных полное усилие. Затем соединение следует ослабить, после чего вторично затянуть болты. При использовании болтов Мб—М10 обжатие производить не рекомендуется во избежание срыва резьбы.
Источник
Как правильно паять паяльником — технология пайки от А до Я: выбор мощности, подготовка к работе, заточка жала, лужение, припой
Пайка применяется для соединения проводов и радиотехнических деталей. Обеспечивает надёжное соединение компонентов и проводимость электрического тока между ними. С помощью пайки можно соединять радиодетали из меди, алюминия и других токопроводящих металлов.

Для классической пайки применяется паяльник. С его помощью можно выполнять большинство работ практически с большинством элементов. Технология предполагает нагрев точек контакта и заполнение пространства между ними припоем.
Содержимое обзора
Инструменты и материалы
Для пайки требуется высокотемпературный источник тепла. Самый распространённый тип такого оборудования – паяльник.

Используется для выполнения таких работ:
- Монтаж и восстановление всевозможных электронных схем;
- Сборка и ремонт электротехники;
- Лужение различных деталей, использующихся в электрических цепях.








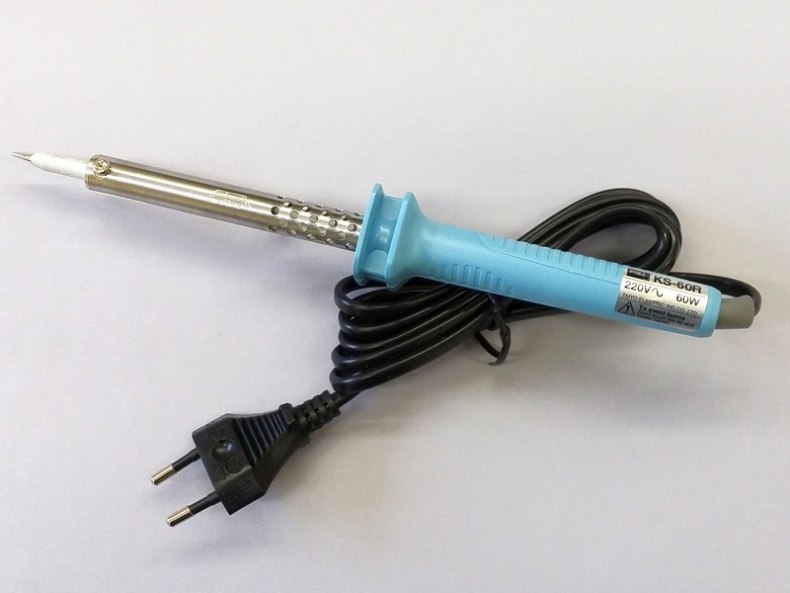
Паяльник
Классический ручной паяльник применяется для:
- Нагрева соединяемых деталей;
- Расплавления припоя;
- Нанесения расплавленного припоя на детали.

Конструкция паяльника включает такие элементы:
- Нагреватель из нихрома (спиральный или керамический);
- Жало, как правило, из меди;
- Ручка из пластика или дерева;
- Металлический кожух, в котором находится нагреватель и жало.
В зависимости от модели и функциональности паяльник может иметь различные дополнительные компоненты, такие как регулятор мощности и температуры, кнопка включения, гнездо для смены жал и другие. Бытовые паяльники работают от стандартной сети 220 В.

Припой
Припой – это оловянно-свинцовый сплав, продающийся, как правило, в виде проволоки разного диаметра.

Существует также трубчатый припой, представляющий собой проволоку, внутренняя полость которой заполнена флюсом.

Исходя из состава, припой может иметь разную маркировку, например, ПОС-60, где:
- П – припой;
- ОС – оловянно-свинцовый;
- 60 – 60% олова в составе.

Чем больше свинца и, соответственно, меньше олова содержится в припое, тем легче он плавится. Существуют также бессвинцовые припои, для расплавления которых требуется специальное высокотемпературное оборудование или паяльник повышенной мощности. Могут использоваться различные добавки, чаще всего кадмий и алюминий.
При пайке обязательно используется флюс, выполняющий такие функции:
- Растворение окислов на поверхности монтажных элементов;
- Улучшение соединения между припоем и монтажными компонентами;
- Способствование растеканию припоя небольшим слоем по поверхности контактных деталей.

Самый популярный флюс – канифоль. Подходит для проводов и крупных радиодеталей. Спиртовой раствор канифоли можно применять для пайки практически любых плат. Для микросхем и мелких деталей обычно используют специализированные пастообразные флюсы.

Флюсы бывают активными и неактивными. Активные после работы нужно обязательно смывать, поскольку они способны разъедать токопроводящие элементы, особенно сделанные из меди.

Оплётка для удаления припоя
Чтобы убирать лишний припой с области пайки, используется медная оплётка. Представляет собой плоскую косичку из тонкой медной проволоки. Прикладывается к месту пайки и при нагревании паяльником впитывает в себя лишний припой.

Может отличаться шириной, стандартный размер составляет 5 мм. Вместо покупной оплётки можно использовать экранирующую сетку от старого коаксиального (антенного) кабеля.

Выбор мощности паяльника
Мощность паяльника необходимо подбирать исходя из специфики работ:
- От 20 до 50 Вт – для плат, мелкой электроники и тонких проводов;
- 100 Вт – для медных слоёв толщиной до 1 мм;
- От 200 Вт – для крупных деталей и проводов.






Мощность всегда указывается на упаковке устройства. В большинстве моделей она также указана на рукоятке.

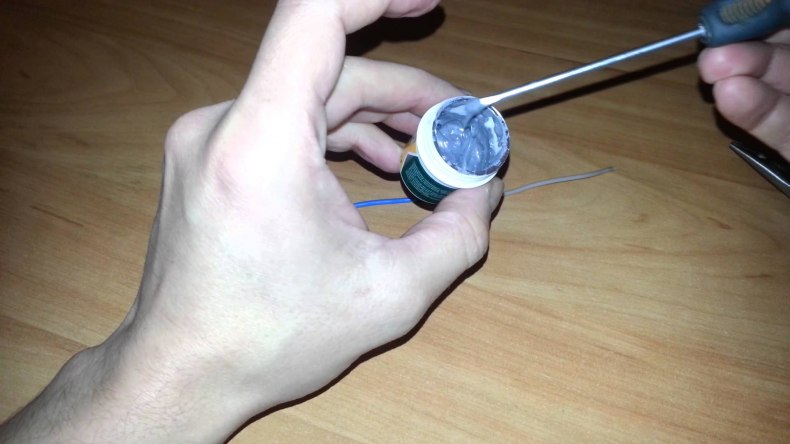
Подготовка паяльника и деталей
Если паяльник новый, его нужно включить на несколько минут и дать поработать «вхолостую». Это необходимо для выгорания заводской смазки. При такой подготовке паяльник может дымить, поэтому не стоит пугаться.

Обычно паяльники продаются уже с залуженным (покрытым слоем олова) жалом. Если жало непокрыто, его нужно слегка зачистить наждачной бумагой, нагреть, затем окунуть в флюс и покрыть припоем.

Иногда даже лужёное жало необходимо перед пайкой слегка зачистить. В процессе работы жало покрывается оксидной плёнкой, из-за которой ухудшается прилипание припоя. Для этого его слегка счищают наждачной бумагой или тряпочкой, в зависимости от степени загрязнения.

Для подготовки деталей необходимо:
- Снять изоляцию (если паяются провода).
- Обезжирить.
- Покрыть деталь флюсом.
- Залудить с помощью паяльника.

Далее можно непосредственно приступать к пайке. Лудить обычно необходимо обе детали. Для удаления окислов можно использовать жало паяльника, наждачную бумагу или острый нож.






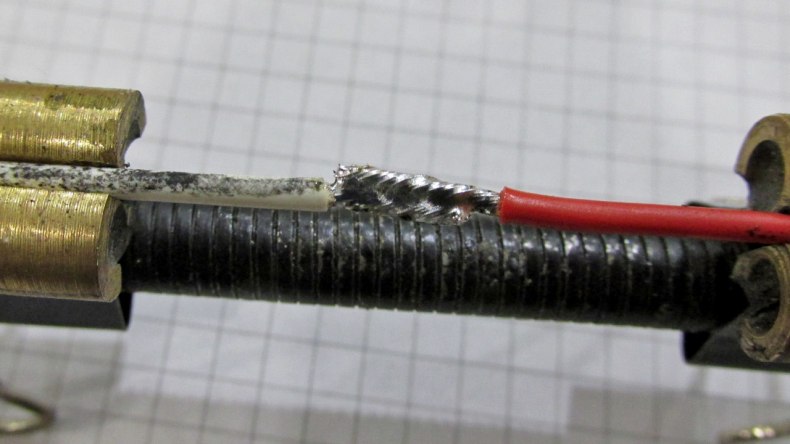
Техника пайки проводов
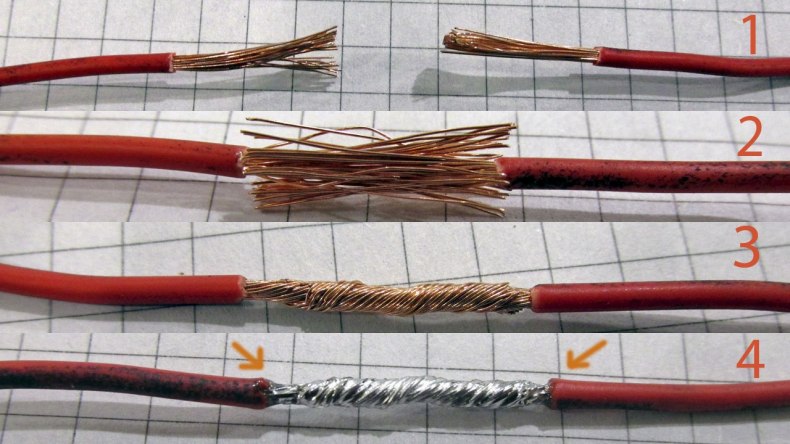
Порядок действий, как правильно паять провода:
- Удалить изоляцию на нужную длину, обычно 3-5 см.
- Если нужно, зачистить и обезжирить жилы (в зависимости от типа провода).
- Плотно скрутить провода между собой.
- Покрыть место пайки флюсом.
- Набрать припой на жало и пропаять скрутку. Важно равномерно прогреть провода, чтобы припой покрыл все поверхности и заполнил полости.
- Изолировать полученное соединение с помощью термоусадочной трубки (надевать нужно перед пайкой) или обычной изоленты.

Существуют разные способы соединения и пайки проводов. Их не всегда обязательно скручивать. Если жилы мягкие, к примеру из меди, их лучше скрутить для надёжности контакта.

Если провода твёрдые и хрупкие, их можно приложить друг к другу, а затем спаять без скрутки. Это исключит риск перелома в процессе скручивания.
При пайке без скрутки крайне рекомендуется предварительно залудить оба провода. Инструкция, как залудить провода паяльником:
- Очистить каждый провод от изоляции.
- При необходимости снять лаковое покрытие с проводов. Это лучше всего делать острым ножом или наждачной бумагой.
- Обработать жилу флюсом.
- Равномерно нанести расплавленный припой на поверхность с помощью паяльника.

Правильно залуженный провод должен быть полностью покрыт слоем припоя. Далее эти провода скручивают или плотно прикладывают друг к другу, и пропаивают. При этом не нужно использовать много припоя, поскольку каждый из проводов уже им покрыт.

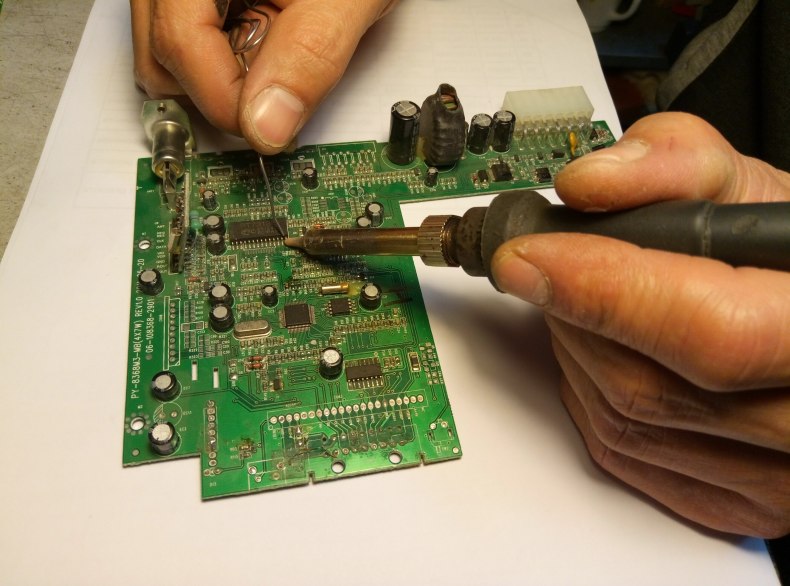
Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.

Если они имеют желтоватую окраску, сначала их необходимо покрыть флюсом, а затем залудить паяльником по аналогии с проводами. После этого можно припаивать детали.
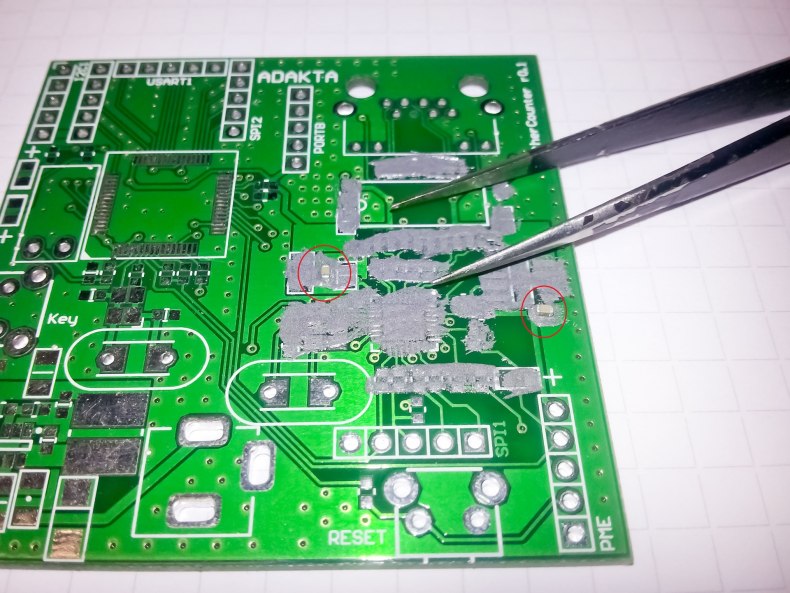
Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».
При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.
Распространённые проблемы
Часто начинающие сталкиваются с такими сложностями при пайке:
- Недостаточный прогрев компонентов. Из-за нехватки температуры происходит «холодная» пайка. Определить её можно по тусклому цвету припоя в месте пайки и его лёгкой разрушаемости при механическом воздействии.
- Перегрев деталей. В данном случае поверхность вовсе не покрывается припоем.
- Смещение деталей до застывания припоя, что часто приводит к разрыву контакта.

Для устранения данных проблем необходимо произвести повторную пайку.






Если происходит перегрев, нужно сократить время пайки или использовать менее мощный паяльник. При холодной пайке наоборот нужно использовать паяльник более высокой мощности.
Источник



