
- Детали машин
- Соединения деталей машин
- Понятия и определения соединений деталей машин
- Область применения различных соединений
- Требования к соединениям деталей машин
- Соединения деталей машин
- Резьбовые соединения
- Резьба Основные определения и классификация по геометрической форме
- 6 Соединения деталей машин
- Рекомендуемые файлы
- Соединения деталей машин
Детали машин
Соединения деталей машин
Понятия и определения соединений деталей машин
Каждая машина состоит из деталей, число которых зависит от сложности и размеров машины. Так автомобиль содержит около 16 000 деталей (включая двигатель), крупный карусельный станок имеет более 20 000 деталей и т.д.

Чтобы выполнять свои функции в машине детали соединяются между собой определенным образом, образуя подвижные и неподвижные соединения. Например, соединение коленчатого вала двигателя с шатуном, поршня с гильзой цилиндра (подвижные соединения) . Соединение штока гидроцилиндра с поршнем, крышки разъемного подшипника с корпусом (неподвижное соединение) .
Подвижные соединения определяют кинематику машины, а неподвижные – позволяют расчленить машину на отдельные блоки, элементы, детали.
Соединения состоят из соединительных деталей и прилегающих частей соединяемых деталей, форма которых подчинена задаче соединения. В отдельных конструкциях специальные соединительные детали могут отсутствовать.
С точки зрения общности расчетов все соединения делят на две большие группы: неразъемные и разъемные соединения.
Неразъемными называют соединения, которые невозможно разобрать без разрушения или повреждения деталей . К ним относятся заклепочные (клепаные), сварные, клеевые соединения, а также соединения с гарантированным натягом. Неразъемные соединения осуществляются силами молекулярного сцепления (сварка, пайка, склеивание) или механическими средствами (клепка, вальцевание, прессование) .
Разъемными называют соединения, которые можно многократно собирать и разбирать без повреждения деталей . К разъемным относятся резьбовые, шпоночные и шлицевые соединения, штифтовые и клиновые соединения.
По форме сопрягаемых поверхностей соединения делят на плоское, цилиндрическое, коническое, сферическое, винтовое и т.д.
Выбор типа и вида соединения определяется условиями взаимодействия деталей, требованиями к прочности соединения, условиями работы, требованиями к надежности, долговечности и др.
Область применения различных соединений
Как уже указывалось выше, подвижные и неподвижные соединения деталей машин для различых узлов, агрегатов и механизмов подбираются с учетом наибольшей целесообразности — прочностных характеристик, особенностей монтажа, экономичности (стоимости изготовления и эксплуатации) и т. д.
Сварные соединения применяются обычно для соединения деталей, испытывающих значительные по мощности, но постоянные по направлению нагрузки. Получают сварные соединения при помощи сварочных аппаратов различных типов (электродуговая сварка, газосварка и т.д.). Сварные швы могут быть сплошными, прерывистыми, круговыми.
 Бывает так же точечная сварка; применяются т.н. «электрозаклепки», представляющие собой сварные швы, уложенные внутри отверстия одной из соединяемых деталей на поверхность другой детали.
Бывает так же точечная сварка; применяются т.н. «электрозаклепки», представляющие собой сварные швы, уложенные внутри отверстия одной из соединяемых деталей на поверхность другой детали.
Пайка , в общем, по технологии и характеристикам сходна со сваркой, но отличается тем, что для пайки применяются специальные составы (припои), как правило на основе олова, свинца и флюсовых добавок. Наиболее широко пайка применяется в радиотехнике, электронике, при соединении деталей гидравлических систем (пайка трубок и штуцеров) и т.д.
Заклепочное (клепаное) соединение применяется в случаях, когда соединяемые детали испытывают знакопеременные нагрузки малой и средней мощности (в том числе вибрации), или знакопеременные нагрузки большой мощности, исключающие работу на срез. Пример: рамы, корпуса, крепление несъемных облицовок и т.п.
Резьбовые соединения применяются повсеместно и являются наиболее распространенным видом соединения в технике. Суть резьбового соединения в применении пары дополнительных деталей, соединяющихся посредством вворачивания одной детали в другую по резьбе, и тем самым соединяющих основные детали.
Надежность резьбового соединения обеспечивается за счет силы трения в витках резьбы. Коэффициент трения в правильно соединенных деталях должен превышать коэффициент сдвига основных деталей. Величина коэффициента трения зависит от момента затяжки резьбового соединения, размеров и свойств резьбовой пары.
Наиболее распространенными элементами резьбовых соединений являются болты, винты, шпильки, гайки.
Шпоночные и шлицевые соединения применяются при соединении деталей совместного вращения. Чаще всего это валы и зубчатые колеса, валы и шкивы, валы и муфты, а так же валы и всевозможные рукоятки, толкатели и т.п. Шлицевое соединение обеспечивает передачу значительно большего момента, чем шпоночное и применяется в более нагруженных узлах.
Штифтовое соединение обеспечивает неподвижность и точную ориентацию деталей относительно друг друга и применяется, например, для обеспечения соосности отверстий в деталях разъемных корпусов (корпуса редукторов, коробок перемены передач и т.д.).
Требования к соединениям деталей машин
Проектирование соединений является очень ответственной задачей, поскольку большинство разрушений в машинах происходит именно в местах соединений.
К соединениям в зависимости от их назначения предъявляются требования прочности, плотности (герметичности) и жесткости.
При оценке прочности соединения стремятся приблизить его прочность к прочности соединяемых элементов, т. е. стремятся обеспечить равнопрочность конструкции.
Требование плотности является основным для сосудов и аппаратов, работающих под давлением. Уплотнение разъемного соединения достигается за счет:
- сильного сжатия достаточно качественно обработанных поверхностей;
- введения прокладок из легко деформируемого материала.
При этом рабочее удельное давление q в плоскости стыка должно лежать в пределах q = (1,5. 4)p , где: p – внутренне давление жидкости в сосуде .
Экспериментальные исследования показали, что жесткость соединения во много раз меньше жесткости соединяемых элементов, а поскольку жесткость системы всегда меньше жесткости наименее жесткого элемента, то именно жесткость соединения определяет жесткость системы.
Источник
Соединения деталей машин
Детали, составляющие машину, связаны между собой тем или иным способом. Эти связи можно разделить на подвижные, к которым относятся различного рода шарниры, подшипники, зацепления, и неподвижные – резьбовые, сварные, шпоночные и др.
Наличие подвижных связей в машине обусловлено ее кинематической схемой. Неподвижные связи (жесткие или упругие) вызываются потребностью расчленения машины на узлы и детали. Это делают для того, чтобы упростить производство машины, облегчить ее сборку, ремонт, транспортировку и т.д.
Неподвижные связи в технике называют соединениями.
По признаку разъемности все виды соединений можно разделить на разъемные и неразъемные.
Разъемные соединения позволяют разбирать узлы без повреждения деталей. К ним относятся резьбовые, штифтовые, клиновые, клеммовые, шпоночные, шлицевые и профильные соединения.
Неразъемные соединения не позволяют разбирать узлы без разрушения или повреждения деталей. Применение неразъемных соединений обусловлено в основном технологическими и экономическими требованиями. К этой группе соединений относятся: заклепочные, сварные и прессовые.
По типу соединяемых деталей можно выделить:
а) соединения деталей типа вал и ступица: шпоночные, шлицевые, профильные и прессовые;
б) соединения всех других деталей (корпусных, листовых, трубчатых и т.д.): резьбовые, сварные, заклепочные.
Основным критерием работоспособности и расчета соединений является прочность – статическая и усталостная.
Необходимо стремиться к тому, чтобы соединение было равнопрочным с соединяемыми элементами.
Желательно, чтобы соединение не искажало форму изделия, не вносило дополнительных элементов в его конструкцию и т.п.
Резьбовые соединения
Соединения деталей с помощью резьбы являются одним из старейших и наиболее распространенных видов разъемного соединения. К ним относятся соединения с помощью болтов, винтов, винтовых стяжек и т.д.
Резьба Основные определения и классификация по геометрической форме
Цилиндрическая резьба (рис.2.1) – поверхность, образованная при винтовом движении плоского контура (например, abc) по цилиндру. Профиль резьбы– контур
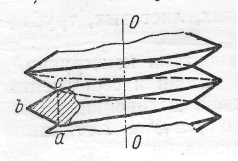
сечения резьбы в плоскости, проходящей через ось цилиндра. По форме профиля резьбы разделяют на треугольные, прямоугольные, трапецеидальные, круглые и др.
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространенной является правая резьба. Левую резьбу применяют только в специальных случаях.
Если по параллельным винтовым линиям перемещают два или несколько рядом расположенных профилей, они образуют многозаходную резьбу. По числу заходов резьбы делят на однозаходную, двухзаходную и т.д. наиболее распространенной является однозаходная резьба. Все крепежные резьбы однозоходные. Многозаходные резьбы применяют преимущественно в винтовых механизмах. Число заходов больше трех применяется редко.
Кроме цилиндрической, изготавливают коническую резьбу, основной поверхностью для которой служит конус. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для плотных соединений труб, масленок, пробок и т.п.
Источник
6 Соединения деталей машин
2 Соединения деталей машин
2.1 Классификация. Типы соединений
Детали, составляющие машину, связаны между собой тем или иным способом. Эти связи можно разделить на подвижные (различного рода шарниры, подшипники, зацепления и пр.) и неподвижные (резьбовые, сварные, клеммовые и др.). Наличие подвижных связей в машине обусловлено ее кинематической схемой. Неподвижные связи обусловлены целесообразностью расчленения машины на узлы и детали для того, чтобы упростить производство, облегчить сборку, ремонт, транспортировку и т. п.
Неподвижные связи в технике называют соединениями.
По признаку разъемности все виды соединений можно разделить на
Разъемные соединения позволяют разъединять детали без их повреждения. К ним относятся резьбовые, штифтовые, клеммовые, шпоночные, шлицевые и профильные соединения. Неразъемные соединения не позволяют разъединять детали без их повреждения. Применение неразъемных соединений обусловлено в основном технологическими и экономическими требованиями. К этой группе соединений относятся:
Рекомендуемые файлы
— соединения пайкой или склеиванием;
— соединения с натягом.
Соединения являются важными элементами конструкций. Многие аварии и прочие неполадки в работе машин и сооружений обусловлены неудовлетворительным качеством соединений.
Так, например, опытом эксплуатации отечественных и зарубежных самолетов установлено, что долговечность фюзеляжа определяется прежде всего усталостными разрушениями, из которых до 85% приходится на резьбовые и заклепочные соединения. Отметим, также, что в конструкциях тяжелых широкофюзеляжных самолетов (например, ИЛ-96, АН-124) насчитывается до 700 тыс. болтов и до 1,5 млн заклепок.
Основным критерием работоспособности и расчета соединений является прочность. Необходимо стремиться к тому, чтобы соединение было равнопрочным с соединяемыми элементами. Наличие соединения, которое обладает прочностью, составляющей, например, 0,8 от прочности самих деталей, свидетельствует о том, что 20% нагрузочной способности этих деталей или соответствующая часть металла конструкции не используется.
Желательно, чтобы соединение не искажало форму изделия, не вносило дополнительных элементов в его конструкцию и т. п. Например, соединение труб болтами требует образования фланцев, сверления отверстий под винты, установку самих винтов с гайками и шайбами. Соединение труб сваркой встык не требует никаких дополнительных элементов. Оно в наибольшей степени приближает составное изделие к целому. С этих позиций соединение болтами может быть оправдано только разъемностью.
Источник
Соединения деталей машин
Понятия и определения соединений деталей машин
Каждая машина состоит из деталей, число которых зависит от сложности и размеров машины. Так автомобиль содержит около 16 000 деталей (включая двигатель), крупный карусельный станок имеет более 20 000 деталей и т.д.
Чтобы выполнять свои функции в машине детали соединяются между собой определенным образом, образуя подвижные и неподвижные соединения . Например, соединение коленчатого вала двигателя с шатуном, поршня с гильзой цилиндра (подвижные соединения) . Соединение штока гидроцилиндра с поршнем, крышки разъемного подшипника с корпусом (неподвижное соединение) .
Подвижные соединения определяют кинематику машины, а неподвижные – позволяют расчленить машину на отдельные блоки, элементы, детали.
Соединения состоят из соединительных деталей и прилегающих частей соединяемых деталей, форма которых подчинена задаче соединения. В отдельных конструкциях специальные соединительные детали могут отсутствовать.
С точки зрения общности расчетов все соединения делят на две большие группы: неразъемные и разъемные соединения .
Неразъемными называют соединения, которые невозможно разобрать без разрушения или повреждения деталей . К ним относятся заклепочные (клепаные), сварные, клеевые соединения, а также соединения с гарантированным натягом. Неразъемные соединения осуществляются силами молекулярного сцепления (сварка, пайка, склеивание) или механическими средствами (клепка, вальцевание, прессование) .
Разъемными называют соединения, которые можно многократно собирать и разбирать без повреждения деталей . К разъемным относятся резьбовые, шпоночные и шлицевые соединения, штифтовые и клиновые соединения.
По форме сопрягаемых поверхностей соединения делят на плоское , цилиндрическое , коническое , сферическое , винтовое и т.д.
Выбор типа и вида соединения определяется условиями взаимодействия деталей, требованиями к прочности соединения, условиями работы, требованиями к надежности, долговечности и др.
Область применения различных соединений
Как уже указывалось выше, подвижные и неподвижные соединения деталей машин для различных узлов, агрегатов и механизмов подбираются с учетом наибольшей целесообразности — прочностных характеристик, особенностей монтажа, экономичности (стоимости изготовления и эксплуатации) и т. д.
Сварные соединения применяются обычно для соединения деталей, испытывающих значительные по мощности, но постоянные по направлению нагрузки. Получают сварные соединения при помощи сварочных аппаратов различных типов (электродуговая сварка, газосварка и т.д.). Сварные швы могут быть сплошными, прерывистыми, круговыми.
Бывает так же точечная сварка; применяются т.н. «электрозаклепки», представляющие собой сварные швы, уложенные внутри отверстия одной из соединяемых деталей на поверхность другой детали.
Пайка , в общем, по технологии и характеристикам сходна со сваркой, но отличается тем, что для пайки применяются специальные составы (припои), как правило на основе олова, свинца и флюсовых добавок. Наиболее широко пайка применяется в радиотехнике, электронике, при соединении деталей гидравлических систем (пайка трубок и штуцеров) и т.д.
Заклепочное (клепаное) соединение применяется в случаях, когда соединяемые детали испытывают знакопеременные нагрузки малой и средней мощности (в том числе вибрации), или знакопеременные нагрузки большой мощности, исключающие работу на срез. Пример: рамы, корпуса, крепление несъемных облицовок и т.п.
Резьбовые соединения применяются повсеместно и являются наиболее распространенным видом соединения в технике. Суть резьбового соединения в применении пары дополнительных деталей, соединяющихся посредством вворачивания одной детали в другую по резьбе, и тем самым соединяющих основные детали.
Надежность резьбового соединения обеспечивается за счет силы трения в витках резьбы. Коэффициент трения в правильно соединенных деталях должен превышать коэффициент сдвига основных деталей. Величина коэффициента трения зависит от момента затяжки резьбового соединения, размеров и свойств резьбовой пары.
Наиболее распространенными элементами резьбовых соединений являются болты, винты, шпильки, гайки.
Шпоночные и шлицевые соединения применяются при соединении деталей совместного вращения. Чаще всего это валы и зубчатые колеса, валы и шкивы, валы и муфты, а так же валы и всевозможные рукоятки, толкатели и т.п. Шлицевое соединение обеспечивает передачу значительно большего момента, чем шпоночное и применяется в более нагруженных узлах.
Штифтовое соединение обеспечивает неподвижность и точную ориентацию деталей относительно друг друга и применяется, например, для обеспечения соосности отверстий в деталях разъемных корпусов (корпуса редукторов, коробок перемены передач и т.д.).
Требования к соединениям деталей машин
Проектирование соединений является очень ответственной задачей, поскольку большинство разрушений в машинах происходит именно в местах соединений.
К соединениям в зависимости от их назначения предъявляются требования прочности, плотности (герметичности) и жесткости.
При оценке прочности соединения стремятся приблизить его прочность к прочности соединяемых элементов, т. е. стремятся обеспечить равнопрочность конструкции.
Требование плотности является основным для сосудов и аппаратов, работающих под давлением. Уплотнение разъемного соединения достигается за счет:
· сильного сжатия достаточно качественно обработанных поверхностей;
· введения прокладок из легко деформируемого материала.
При этом рабочее удельное давление q в плоскости стыка должно лежать в пределах q = (1,5. 4)p , где: p – внутренне давление жидкости в сосуде .
Экспериментальные исследования показали, что жесткость соединения во много раз меньше жесткости соединяемых элементов, а поскольку жесткость системы всегда меньше жесткости наименее жесткого элемента, то именно жесткость соединения определяет жесткость системы.
Неразъемные соединения деталей машин
Сварные соединения
Сваркой называют процесс соединения металлических и пластмассовых деталей путем установления межатомных связей между соединяемыми частями при местном нагреве, пластической деформации или одновременном действии того и другого .
Различают термическую, термомеханическую и механическую сварки. Наиболее распространенными видами сварки являются электродуговая, электронно-лучевая, газовая (термические); контактная и термокомпрессионная (термомеханические); трением, холодная и ультразвуковая (механические).
При электродуговой сварке электрической дугой в месте контакта электрода и соединяемых деталей расплавляется металл деталей и электрода и образуется прочный шов .
Защитная обмазка металлического электрода образует при сварке большое количество шлака и газа, которые обеспечивают устойчивое горение дуги и защищают расплавленный металл от окисления. В месте сварки сильно окисляющихся при нагреве алюминиевых и магниевых сплавов, сплавов титана, высоколегированных сталей электрическую дугу окружают слоем инертного газа, аргона или гелия, что сильно удорожает сварку.
При газовой сварке для нагрева и плавления металлов используют теплоту газового пламени при сжигании ацетилена в кислороде. Такую сварку часто применяют для тонкостенных и легко окисляющихся деталей из металлов, обладающих различными температурами плавления, в частности, для сварки деталей из конструкционных сталей толщиной до 2 мм , меди – до 4 мм . Газовая сварка вызывает небольшие деформации и структурные изменения.
Электронно-лучевую (лазерную) сварку производят потоком электронов (частиц света) большой энергии. Этим способом обычно сваривают тугоплавкие и сильно окисляющиеся металлы и сплавы. Сварку производят в вакууме или в атмосфере аргона.
Контактная сварка – самый производительный способ сварки в массовом производстве.
Различают точечную, стыковую и роликовую (шовную) контактные сварки.
При точечной сварке тонкостенные детали соединяют внахлестку. Под действием давления электродов, проводящих ток к месту сварки, образуются точечные сварные соединения. Так как высокие температуры действуют на небольших участках (точках), отсутствует коробление соединяемых деталей. Точечную сварку используют при изготовлении кожухов, панелей, шасси, стоек и других деталей.
При стыковой сварке соединяемые детали сжимают и в зоне контакта при прохождении электрического тока выделяется большое количество теплоты. Стыковой сваркой соединяют детали различных форм и сечений (круг, квадрат, труба, уголок и т.д.) .
Шовную сварку осуществляют вращающимися дисковыми электродами. При этом получается непрерывный сварной шов, обеспечивающий герметичное соединение тонкостенных деталей.
Разновидностью контактной сварки является конденсаторная сварка – ток к месту сварки подается в виде короткого импульса при разряде конденсаторов. Контактная сварка позволяет сваривать разнородные материалы, детали малых толщин и сечений (сварка в «шарик» монтажных приводов) и детали различных сечений.
Термокомпрессионная сварка – это сварка под давлением с местным нагревом участка соединения за счет теплопередачи от нагретого электрода.
Применяется для присоединения металлических проводников толщиной в десятки микрон к полупроводниковым кристаллам, к напыленным пленкам,
т.е. при монтаже элементов микросхем.
При сварке трением нагрев в месте соединения осуществляется за счет теплоты, выделяемой в месте контакта прижатых друг к другу и вращающихся по отношению друг к другу деталей.
Холодная сварка осуществляется без нагрева соединяемых деталей за счет их сжатия с помощью механических и гидравлических прессов до появления пластических деформаций. Холодной сваркой сваривают металлы с хорошими пластическими свойствами – алюминий и его сплавы, медь и ее некоторые сплавы; никель; олово; серебро; разнородные металлы, например, алюминий и медь.
Для получения прочных и плотных швов необходимо предварительно очистить поверхности контакта от окислов. Прочность соединения при точечной холодной сварке может быть выше, чем при точечной контактной сварке, но при этом значительно хуже внешний вид соединения из-за вмятин и пластической деформации.
Ультразвуковая сварка основана на создании в месте соединения деталей переменных напряжений сдвига с частотой ультразвуковых генераторов, преобразующих колебания электрических величин в механические колебания. Ультразвуковая сварка позволяет сваривать металлы с различными, в том числе неметаллическими покрытиями, пластмассы.
В зависимости от выбранного вида сварки и требований, предъявляемых к соединению, применяют различные виды соединений.
В зависимости от взаимного расположения соединяемых элементов различают следующие виды сварных соединений: стыковые, нахлесточные, угловые и тавровые.
В зависимости от расположения по отношению к направлению нагрузки сварные швы делят на лобовые – шов перпендикулярен направлению нагрузки, фланговые – шов параллелен направлению нагрузки, косые и комбинированные.
Достоинствами сварных соединений являются высокая производительность, равнопрочность, герметичность, возможность соединения различных материалов и деталей разных форм.
Недостатки сварных соединений : появление остаточных напряжений в местах сварки за счет локального нагрева, что может привести к деформации свариваемых деталей; недостаточная вибрационная и ударная прочность; необходимость проведения термической обработки для снятия остаточных напряжений; сложность контроля дефектов и качества соединения.
Из неметаллических материалов сварке подвергаются только термопластические пластмассы (полиэтилен, полистирол, полипропилен и др.), при этом кромки деталей разогреваются до пластического вязкотекучего состояния, а затем подвергаются сжатию. Известны следующие способы сварки пластмасс: ультразвуком, токами высокой частоты, трением, газовыми теплоносителями и нагретыми инструментами.
Соединения пайкой
Пайкой называют процесс соединения металлических или металлизированных деталей с помощью дополнительного связующего материала – припоя, температура плавления которого ниже температуры плавления материала соединяемых деталей.
Хорошее соединение пайкой можно получить только при чистых поверхностях спаиваемых деталей, свободных от окислов и загрязнений и при заполнении зазора между деталями припоем. Для очистки и защиты соединяемых поверхностей и припоя от окисления, улучшения смачиваемости и лучшего растекания припоя применяют флюсы. Они способствуют очищению поверхностей от загрязнений, растворяют окисные пленки, улучшают смачиваемость поверхностей припоем, обеспечивают лучшее затекание припоя в зазоры между спаиваемыми деталями.
Достоинствами пайки являются простота и дешевизна технологического процесса, широкие возможности его механизации и автоматизации, возможность соединения всех металлов и разнородных материалов (металл с керамикой, стеклом, резиной), малые остаточные температурные напряжения и деформации, малое электросопротивление мест соединения.
Так как непосредственная пайка при соединении металлов с неметаллами невозможна, то на поверхности неметаллических материалов создают промежуточный слой из меди, никеля, серебра, который хорошо сцепляется с поверхностью этих материалов и обеспечивает качественную пайку с металлом.
Недостатком соединений пайкой является их невысокая механическая и термическая прочность.
Источник



