
- Сферы применения, выбор и монтаж алюминиевых труб
- Сферы использования алюминиевых труб
- Основные критерии выбора
- Методы изготовления труб
- Подбор основных параметров
- Способы соединения алюминиевых труб
- Как состыковать алюминиевые трубы. Как соединить алюминиевые трубки. Способы соединения алюминиевых труб
- Способы соединения тонкостенных алюминиевых труб
- Способы соединения тонкостенных алюминиевых труб
- Сварка алюминия — не простая задача
- Основные критерии выбора
- Методы изготовления труб
- Подбор основных параметров
- Внимание
- Фитинги все могут
- Монтаж при помощью резьбового соединения
- Ремонтно-монтажная обойма
- Как соединить без резьбы и сварочных работ
- Разновидности фитингов
- Соединение газовой магистрали из металла
- Состыковка труб глушителя без сварки
- Обжимные фитинги для трубных систем
- Пайка алюминия в домашних условиях, технологии, способы
- Что такое муфта Гебо
- Порядок применения муфты Гебо
- Основные преимущества муфты Гебо
- Соединение медных труб: инструкции и сравнение различных монтажных технологий
- Ремонтно-монтажная обойма с отводом
- Сталь
- Электросварка
- Газовая сварка
- Особый случай
- Муфта
- Фланцы
- Компрессионные фитинги
- Особый случай
- Американка
- Крабы
- Пайка
- Компрессионные фитинги
- Поливинилхлорид
- Кольцевые уплотнители
- Клеевые соединения
- Чугун
- Раструбное соединение с чеканкой
- Раструбное соединение с резиновым кольцом
- Полипропилен
- Полиэтилен
- Стыковая сварка
- Компрессионные фитинги
- Нержавейка
- Металлопластик
- Компрессионные фитинги
- Применение фланцев
Сферы применения, выбор и монтаж алюминиевых труб
Алюминиевая труба благодаря своим качествам является достаточно распространенным строительным материалом. Она может использоваться при строительстве различных трубопроводов, систем дренажа и вентиляции, а также для изготовления различных конструкций. Как правильно подобрать трубы, произвести стыковку и прокладку труб, читайте далее.

Сферы использования алюминиевых труб
Трубы, изготовленные из алюминия, обладают следующими положительными качествами:
- неподверженность коррозии. Этот фактор значительно увеличивает область использования труб и срок их эксплуатации;
- малый вес, что отражается на простоте доставки труб и их монтаже;
- устойчивость к химическим веществами и агрессивным средам. Благодаря этому фактору трубы можно использовать для прокладки подземных трубопроводов;
- высокая проходимость. Благодаря гладкой внутренней поверхности трубы из алюминия могут пропускать больше жидкости, чем трубы, изготовленные из иных материалов аналогичного диаметра;
- возможность обработки. Трубы можно покрасить, зашить какими-либо материалами, вмонтировать в стену и так далее. Любой способ не окажет негативного влияния и не снизит срок их использования.
Положительные характеристики изделий из алюминия обуславливают область их применения. Трубы из этого металла могут быть использованы:
- для сооружения систем водоснабжения, водоотведения, отопления, вентиляции, причем как бытового, так и промышленного назначения;
- для строительства дренажных систем;
- для сооружения ливневой канализационной сети;
- для прокладки трубопроводов нефтедобывающей и нефтеобрабатывающей отрасли;
- для изоляции электрокабеля;
- для сооружения каркасов зданий;
- для строительства беседок, скамеек, теплиц и иных малых архитектурных форм.

Каркас теплицы, изготовленный из алюминиевых труб
Основные критерии выбора
При выборе алюминиевых труб для строительства того или иного объекта следует учитывать такие аспекты, как:
- метод изготовления труб;
- диаметр, форму и иные размеры.
Методы изготовления труб
В современном производстве используются следующие методы изготовления алюминиевых труб:
- холодной деформации. Труба с заданными параметрами изготавливается из алюминиевого круга методом вытягивания и последующей калибровки. Данный способ позволяет изготавливать трубы с точными размерами, в том числе и с минимальным диаметром и высоким качеством. Основной недостаток – высокая стоимость;

Технология изготовления труб методом холодной деформации
- прессованием. Разогретые алюминиевые заготовки пропускаются через специальный пресс с заданными параметрами. Прессованные трубы отличаются повышенной устойчивостью к механическому воздействию;
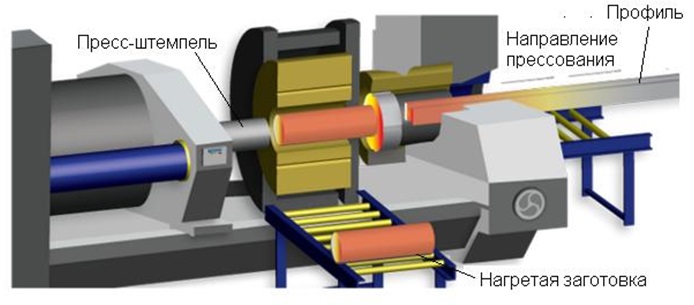
Изготовление труб методом прессования
- сваркой. Алюминиевая заготовка с заданными размерами сгибается в форму трубы. Концы заготовки свариваются между собой. Трубы, изготовленные методом сварки, наиболее подвержены образованию трещин при высоком давлении или механической нагрузке. Поэтому применять их рекомендуется исключительно в бытовых целях и в зонах досягаемости для осмотра и ремонтных работ.

Изготовление труб методом сварки
Подбор основных параметров
Алюминиевые трубы могут быть круглыми, квадратными, прямоугольными:
- круглая и овальная трубы преимущественно используется при сооружении трубопроводов и вентиляционных систем;
- квадратная и прямоугольная (профильные) трубы применяются для прокладки кабеля, сооружения каркасов зданий, строительства различных сооружений.

Различные формы труб из алюминия
Перед сооружением какой-либо конструкции также следует учитывать такие параметры, как:
- диаметр используемой трубы. Особое значение данный параметр имеет при сооружении систем канализации, водоснабжения и так далее, так как именно от диаметра зависит пропускная способность системы;
- толщина стенки алюминиевой трубы. От этого параметра зависит размер максимальной нагрузки, что имеет принципиальное значение при прокладке трубопроводов под землей или строительства различных конструкций.
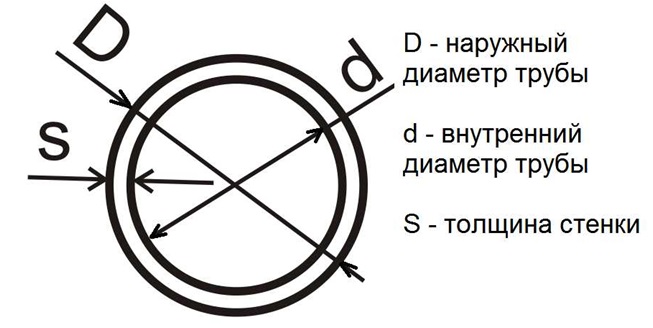
Основные параметры алюминиевых труб
Каждый вид труб изготавливается в соответствии с ГОСТ, которым также регламентируются и типовые размеры выпускаемой продукции. Так:
- холоднодеформированные трубы из алюминия должны соответствовать ГОСТ 18475 – 82;
- прессованные трубы изготавливаются по ГОСТ 18482 – 79;
- сварная труба соответствует ГОСТ 23697 – 79.
Способы соединения алюминиевых труб
Перед строительством каких-либо трубопроводов и иных видов сооружений следует ознакомиться с возможными способами соединения алюминиевых труб.
Основным способом соединения при строительстве трубопроводов является сварка, которая выполняется по следующей схеме:
- производится подготовка труб к выполнению сварных работ: резка, зачистка и так далее;
- подготовка аппарата. Сварка труб из алюминия может быть произведена при помощи газовой горелки (аргонная сварка) или обычного сварочного оборудования (электродуговая сварка). В последнем случае необходимо приобрести специальные электроды;
- стыковка труб и нанесение сварного шва.

Соединение труб при помощи газовой горелки
Более подробно процесс сварки представлен на видео.
Профильная труба, используемая при сооружении каркасов и иных форм, помимо сварки может быть соединена при помощи болтов. Для этого необходимо:
- нарезать трубы в соответствии с размерами, заданными схемой будущей конструкции;
- обработать края труб наждачной бумагой;
- просверлить отверстия для установки болтов;
- произвести сборку конструкции при помощи соединительных пластин.
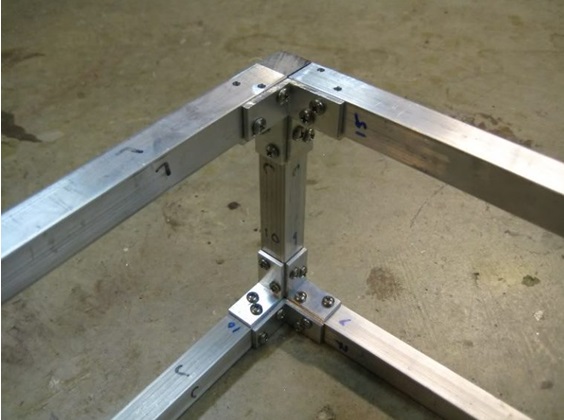
Методы соединения профильных труб из алюминия
При монтаже различных конструкций можно воспользоваться и иными способами, например, обустройство соединения резьбовым фитингом, но все аналогичные способы трудозатраты и могут привести к нарушению герметизации системы.
Источник
Как состыковать алюминиевые трубы. Как соединить алюминиевые трубки. Способы соединения алюминиевых труб
Здравствуйте уважаемые посетители. Давным-давно, в те еще времена, когда в России, только что было разрешено использование CВ диапазона радиосвязи, срочно потребовалась простенькая антенна. Естественно самая простая и не требующая СУ (согласующих устройств), это GP. В распоряжении были трубки от старого «Волнового канала» и разломанная раскладушка.
Нужно было соединить три трубки в единое целое, т.е. получить штырь длиной 2,7м. Внутренний диаметр трубок от раскладушки был на 2мм больше наружного диаметра трубок от старой антенны. Вот здесь и пришла идея использовать разрезной патрубок, который мог иметь внутренний диаметр, как больше наружного диаметра соединяемых трубок, так и меньше его. В первом случае в патрубке необходимо сделать пропил такой ширины, при которой бы при сжатии патрубка хомутами, он плотно обжимал соединяемую трубку.
Соединенные таки способом трубки имеют хороший электрический контакт. Соединение получается прочным. При необходимости вся система очень быстро разбирается. Надеюсь все понятно из фото 1 и 2. На фото 1 показан как раз один из патрубков антенны GP, видны следы от старых хомутов. Таким способом можно соединять и деревянные детали.
Используя такое соединение (смотрим фото 3), можно изготовить разборные, легкие подпорки под ветви плодовых деревьев. В магазинах продаются черенки для граблей, которые имеют длину 1,2… 1,5 метра, диаметр от 3 до 4см.
Используя пару таких черенков, пару червячных хомутов и разрезной патрубок из алюминиевой трубки подходящего диаметра, можно сделать прекрасную подпорку. Еще одно преимущество такого соединения, это возможность подтянуть хомуты, когда, например, усыхает древесина черенка. Пару оборотов отвертки – и соединение опять становится жестким. Иногда ломаются черенки лопат, особенно, когда они сделаны из березы, а под рукой нового нет, в этом случае тоже можно применить такое соединение в месте излома. Получается своего рода бандаж.
Три года у меня сломалось косовище у косы в том месте, где была врезана рукоять. Пересаживать косу дело очень серьезное и кропотливое. Опять вспомнил про разрезной патрубок. Думал временно, а получилось как у русских. Косовище сломалось так, что пришлось его укоротить, поэтому вместо разрезного патрубка я использовал трубку с разрезанными концами. Вот, как все выглядит.
Популярность и востребованность алюминиевых труб обуславливаются рядом отличительных характеристик. Они же конкурентные достоинства, к которым можно отнести:
- прочность,
- малый вес,
- высокую коррозийную стойкость,
- удобство
- легкость монтажа.
О последнем и поговорим
Основной метод соединения алюминиевых труб – сварка. Многие сварщики не любят этот металл, так как работа с алюминием в силу его физико-химического характера имеет свои специфические сложности. Малейшая оплошность может привести не только к частичной порче изделия, но и его полной последующей непригодности.
Нередкими бывают случаи, когда электрод или газовый резак передерживаются, вследствие чего образуется пробоина. Заделать этот недостаток очень сложно. Чтобы не допустить этих и подобных проблем, важно соблюдать некоторые рекомендации.
Какой вид сварки подходит для монтажа алюминиевых труб
Самым удобным и целесообразным способом соединения и монтажа алюминиевых труб считается газовая сварка. В этих целях одинаково эффективно могут использоваться такие газы, как ацетилен, аргон или пропан-бутан-кислородная смесь. Естественно, данный метод сварки предполагает применение специализированного оборудования, которое стоит очень дорого. Это редукторы, шланги, баллоны, сменные мундштуки и пр. Если с алюминиевыми трубами вы работаете редко, то рекомендуем применять электродуговую сварку.
Покупные или собственноручно изготовленные электроды
Для электродуговой сварки алюминия используются специальные электроды (один из них — УАНА). Стоят они недешево, да и найти порой их довольно сложно. Если электроды нужны срочно, можно прибегнуть к следующему способу изготовления. Берем алюминиевую проволоку (диаметр 3-4 миллиметра), обычный мел и силикатный клей (иногда его называют жидким стеклом). Нарезаем проволоку длиной 25-30 сантиметров, мел мелко растираем и смешиваем с клеем, получая однородную обмазку, которую далее наносим на проволоку слоем 1-2 миллиметра и хорошо просушиваем. Электрод готов к применению. Перед монтажом алюминиевых труб стыкуемые изделия тщательно очищают от окисленной пленки и прочих загрязнений. Можно использовать наждачную бумагу или металлическую щетку. Когда очистка закончена, необходимо прогреть трубы. Можно использовать традиционную бензиновую горелку. Важно не перегреть изделия.
Особенности монтажа алюминиевых труб
Сваривание алюминиевых труб имеет свои особенности:
- Электроды сгорают быстро, запаситесь большим количеством;,
- Сварочный шов застывает молниеносно;
- В конце шва электрод стоит отрывать плавно, без резких движений, чтобы не образовался негерметичный и некрасивый кратер;
- Скорость движения электрода 3-4 сантиметра в секунду.
В этой статье я хочу рассказать о способах соединения труб, прежде всего — герметичного, применяющегося при монтаже водопровода и канализации. Материал носит обзорный характер и призван лишь познакомить читателя с разнообразием способов монтажа: я намеренно не стану упоминать тонкости технологий и рекомендовать тот или иной инструмент. Итак, в путь.
Способы соединения тонкостенных алюминиевых труб
Сергей Н писал(а): Зачетно! Не знал, что без флюса можно паять такие вещи! У него видать какой то припой волшебный, заточенный специально под алюминий. Интересно, в каком диапазоне температур может работать такое cоединение? По наивысшей температуре не больше 250С думаю. В вот по низкой как? Для кондиционеров такое соединение пойдет? Там регулярно приходится такие паять или похожие
Это соединение твердым припоем предназначено для холодильной техники в условиях отрицательных температур до минус 90 С. В большинстве случаев, как в промышленных больших холодильниках на сотни тонн хранимых грузов, так и в домашних на десятки и сотни килограммов хранимых продуктов питания температура в морозилке редко опускается ниже минус 30 С. Поэтому для бытовых холодильников и кондиционеров такое соединение практикуется. Однако в кондиционерах не пришлось лично мне столкнуться с такими соединениями, только медные трубки. Но есть еще и другие способы пайки алюминия уже мягкими припоями, например, в радиоконструкциях.
Способы соединения тонкостенных алюминиевых труб
Сергей Н писал(а): Никогда не встечал припоев для алюминия, почему то не распространены они на рынках или я просто плохо смотрел. Медь паяется стандартными оловянно-свинцовыми , с ними никогда еще проблем не было. А в качестве нагревателя годится любой электрический паяльник или газовая горелка или сварочный аппарат типа ГОРЫНЫЧ. С медь вообще проблем нет, очень податливый металл.
Припоев для пайки алюминия существует вообще-то несколько десятков. Причем и температуры достигают 500 — 600 С. В домашних условиях паять алюминий можно при более низких температурах. Паять алюминий можно чистым оловом, но перед этим надо с поверхностного слоя алюминия необходимо снять оксидную пленку Al2O3. Для этого используют насадку на паяльник
Зубцами которой под слоем канифоли снимают, соскабливают защитный слой, а затем паяльником с каплей олова делают лужение алюминия.
Фотография прекрасной девушки для привлечения вашего внимания
Сварка алюминия — не простая задача
Высокая электро- и теплопроводность алюминия, очень малый вес в сочетании с отличными механическими свойствами его сплавов, сделали этот материал просто незаменимым во многих сферах производства. Но при всех своих уникальных свойствах это металл очень трудно сваривается. Умение качественно варить алюминий — это то, что отличает сварщика высокой квалификации от сварщика-любителя.
Различают два основных способа сварки алюминиевых деталей:
- MIG сварка алюминия полуавтоматом
- Аргонодуговая TIG сварка алюминия
Иногда возникает необходимость соединить алюминиевые детали между собой, но при этом под рукой нет подходящего сварочного аппарата или профессионального сварщика, а прочность соединения не играет особой роли. В таком случае на помощь придет метод который описан в нашей видео-инструкции.
- Пропановая горелка
- Стержни для пайки алюминия
- Жидкость для обезжиривания поверхности
- Струбцины для удержания деталей между собой
Основные критерии выбора
При выборе алюминиевых труб для строительства того или иного объекта следует учитывать такие аспекты, как:
- метод изготовления труб;
- диаметр, форму и иные размеры.
Методы изготовления труб
В современном производстве используются следующие методы изготовления алюминиевых труб:
- холодной деформации. Труба с заданными параметрами изготавливается из алюминиевого круга методом вытягивания и последующей калибровки. Данный способ позволяет изготавливать трубы с точными размерами, в том числе и с минимальным диаметром и высоким качеством. Основной недостаток – высокая стоимость;
- прессованием. Разогретые алюминиевые заготовки пропускаются через специальный пресс с заданными параметрами. Прессованные трубы отличаются повышенной устойчивостью к механическому воздействию;
- сваркой. Алюминиевая заготовка с заданными размерами сгибается в форму трубы. Концы заготовки свариваются между собой. Трубы, изготовленные методом сварки, наиболее подвержены образованию трещин при высоком давлении или механической нагрузке. Поэтому применять их рекомендуется исключительно в бытовых целях и в зонах досягаемости для осмотра и ремонтных работ.
Подбор основных параметров
Алюминиевые трубы могут быть круглыми, квадратными, прямоугольными:
- круглая и овальная трубы преимущественно используется при сооружении трубопроводов и вентиляционных систем;
- квадратная и прямоугольная (профильные) трубы применяются для прокладки кабеля, сооружения каркасов зданий, строительства различных сооружений.
Перед сооружением какой-либо конструкции также следует учитывать такие параметры, как:
- диаметр используемой трубы. Особое значение данный параметр имеет при сооружении , водоснабжения и так далее, так как именно от диаметра зависит пропускная способность системы;
- толщина стенки алюминиевой трубы. От этого параметра зависит размер максимальной нагрузки, что имеет принципиальное значение при прокладке трубопроводов под землей или строительства различных конструкций.
Каждый вид труб изготавливается в соответствии с ГОСТ, которым также регламентируются и типовые размеры выпускаемой продукции. Так:
- холоднодеформированные трубы из алюминия должны соответствовать ГОСТ 18475 – 82;
- прессованные трубы изготавливаются по ГОСТ 18482 – 79;
- сварная труба соответствует ГОСТ 23697 – 79.
ГОСТом также регламентируются метолы проверки и испытаний труб, что гарантирует высокое качество выпускаемой продукции.
Внимание
На самом деле, это конечно же не сварка. Этот способ, пожалуй, можно назвать пайкой. Не смотря на это, такой метод вполне подойдет в случае когда соединяемые детали не будут испытывать сильные нагрузки, да и не сильные тоже. Например, для изготовления декоративных изделий, сувениров.
Так что, если вам нужно сварить детали из алюминия воспользуйтесь услугами профессионалов. Или купите сварочный аппарат и станьте профессионалом сами. Удачи!
Чтобы узнать, как соединить металлические трубы без сварки, нужно детально изучить методы соединения данных трубопрокатных материалов. Все дело в том, что трубопроводы являются сложной конструкцией из последовательного соединения трубопрокатного сортамента, измерительного оборудования, которые предусмотрены в проекте.
Состыковку можно осуществить различными методами. При выборе оптимального решения ориентируются на назначение магистрали и условия ее использования. Также в расчет берут диаметр трубопрокатного сортамента.
При прокладке магистрали метод соединения может быть разным. Часть из них могут быть неразъемными, но демонтаж с последующей повторной сборкой конструкции при этом возможен.
А есть монолитные стыки, которые без разрушения конструкции разобрать не получится. Самую большую популярность среди монолитных стыков завоевала сварка. Но, это далеко не единственный метод, который позволяет соединить участки трубопровода, есть и другие.
Не смотря на высокую популярность пластика, изделия из стали используют до сих пор. Сварное крепление применяется очень часто, но выполнение такого стыка невозможно без специальных знаний и навыков. Поэтому многие стараются использовать варианты, которые позволяют соединить по-другому.

Фитинги все могут
Чтобы быстро, надежно в домашних условиях соединить трубы из алюминия, созданы особые крепежные элементы — фитинги.
Их разделяют на два типа:
- по сечению соединяемых элементов: прямые (два одинаковых диаметра) и переходные (два разных диаметра),
- по назначению: углы и отводы, тройники, муфты, крестовины, штуцеры, переходники, заглушки, колпачки.
Фитинги не только продуктивно решают вопрос, как соединить алюминиевые трубы без сварки, но и упрощают процесс установки любых коммуникационных сетей или изготовления различных конструкций.
Наиболее популярны фитинги обжимного вида установки, а точнее — пресс-фитинги.
Почему советуют обжимные фитинги:
- стыкование труб получается полностью герметичным,
- прочность и надежность соединения,
- устойчивость к вибрации.
Монтаж при помощью резьбового соединения
О том, как соединить железные трубы без сварки, пойдет речь дальше, а в этой статье можете узнать . Чтобы произвести состыковку, этот способ является очень распространенным.
Резьбовое соединение может стоять в таких местах магистрали, где условия позволяют выполнять постоянный контроль стыка. Еще при этом должна быть возможность проведения ремонтных работ в случае необходимости.
Чаще всего резьбу накатывают на спецоборудовании, но такую работу можно выполнить самостоятельно.
Она выполняется в такой последовательности:
Ремонтно-монтажная обойма
Универсальное изделие, с помощью которого можно выполнить ремонт трубных металлических изделий без сварки, а также труб из полиэтилена – это ремонтно-монтажная обойма.
Она представляет собой две литые обоймы в форме полу-втулок, имеющие четыре ушка для болтового крепления. В комплект входит резиновое уплотнение в форме разрезанного по длине шланга и четыре болта.
По сути, представляет собой хомут, которым часто пользуются сантехники, только сделанный очень добротно. Выпускается для труб разного диаметра, давая возможность ремонтировать их без сварки и нанесения резьбы.
Изделие применяется для ремонта повреждённых трубопроводов различного назначения. При возникновении в трубе сквозного отверстия, на повреждённый участок надевается разрезной уплотнитель, ориентированный разрезом в сторону, противоположную повреждению.
Поверх уплотнителя устанавливаются обоймы, и производится затяжка болтов. Для такого ремонта не требуется сварка, а иногда его можно выполнить под давлением, не перекрывая трубопровод.
Как соединить без резьбы и сварочных работ
Дальше можно будет узнать, как соединить металлические трубы без сварки и резьбы. Говоря о соединении металлических трубопрокатов, этот способ обойти нельзя, ведь он пользуется большой популярностью при монтажных работах.
Монтажные работы выполняются в такой последовательности:
- Подготовленные к скреплению металлические трубы отрезают на концевых частях. Срез на них следует делать перпендикулярно и следить, чтобы он проходил ровно.
- В область соединения прикладывают муфту. Центр соединительного элемента должен размещаться точно по зоне состыковки трубопроката.
- На трубах маркером выполняют разметку, она будет указывать положение фитинга.
- Смазкой из силикона покрывают конечные части соединения.
- В соединительную деталь по показатель метки вставляют одну трубу. После чего, вторую выставляют в одну осевую линию с первой, и только после этого ее крепят с муфтой. Ориентиром при одевании будет проставленная маркером метка.
Разновидности фитингов
Муфты — наиболее часто используемый вид фитинговых элементов. Высококачественные муфты с крепежными элементами позволяют быстро и надежно обеспечить надежную стыковку двух и более труб. Используется нередко и такая ее разновидность, как муфта Гебо.
Фланцы с прокладками из резины позволяют обеспечить надежное стыкование труб. Такие элементы предпочтительно выбирать при большом сечении.
Также на вопрос, как соединить алюминиевую трубу между собой, может дать ответ такое приспособление, как ремонтно-монтажная обойма. Это муфтовый или тройной вид фитинга, состоящий из 2 частей, крепящихся между собой. Это очень хороший способ для экспресс-варианта стыковки труб — например, при аварии или другой экстренной ситуации.
Не менее эффективен и прост способ стыковки труб посредством хомута, который обеспечивает надежное соединение. Он затягивается с одной стороны, чем не похож на обойму. Соединение поэтому считается более прочным.
Соединение газовой магистрали из металла
- Правильность соединения проверяют так. На стыковую область наносят мыльный раствор. Когда на поверхности появляются мыльных пузырей, стык советуют протянуть сильнее.
Состыковка труб глушителя без сварки
Если пришла распространенная проблема с прогнившим фланцем «глушака», то стоит подумать, как соединить трубы глушителя без сварки. Все дело вот в чем. В данной ситуации вариантов есть несколько.
Первый вариант – варить. Следующий вариант – это покупка нового глушителя. Третий вариант – искать альтернативные выходы. В обоих случаях необходимо платить большие деньги. Если на глушителе нет сильной ржавчины, то можно воспользоваться хомутом.
Как показала практика, такие хомуты уже давно используются автокомпаниями с мировым именем такие, как «Фольксваген» и «Ауди». И нужно отметить, что данные приспособления во многих случаях успешно заменили сварку при ремонте автомобилей.
Чтобы состыковать трубы под углом и для ответвления устанавливают иные разновидности фитингов: угольники, переходные и другие. Торцевые части деталей для стыка должны быть очищенными, а резьба должна быть проделана с высоким показателем точности.
Для повышения прочности стыка данных изделий его проматывают прядью из льна, только резьбу перед этим покрывают белилами.
Короткая резьбовая часть характеризуется такими особенностями. В области двух витков в конце, которые имеют название сбег резьбы, глубь, как правило, короче. Это дает возможность обеспечить более прочный стык без сварки, не используя сбеги и уплотнители.
Две детали на удлиненной резьбовой части можно скрепить без сварки посредством сгона. На первой его части короткая резьба, а на другой – большая. Короткая предназначена для крепления с муфтой. На удлиненную резьбу одевается муфта с контргайкой. А большая резьба позволяет выполнять регулирование длины заготовки.
Сгоны чаще всего используют при ремонте пришедшей в негодность отрезка магистрали. Состыковочный элемент и контргайку сгоняют на большую резьбу.
Чтобы смонтировать сгон применяют уплотнительную нить. Она накручивается до конца короткой резьбовой нарезки на металлическом изделии.
Иногда при монтаже сгона между контргайкой и муфтой прокладывают жгут из ФУМ ленты. Его укладывают в тремя слоями. Такой стык выполняют так:
- На большую резьбовую нарезку накручивают муфту и контргайку.
- При этом берут и уплотнительную нитку. Ее наматывают на торцевой части муфты, которую плотно подгоняют контргайку.
- Жгут должен лечь в фаску, только так не сможет просочиться ни жидкость, ни пар.
Говоря о том, как соединить две металлические трубы без сварки, стоит отдельно остановиться на таком варианте, как Гебо. В частях магистрали, где соединение находится в труднодоступной зоне, данный метод оказывается довольно эффективным.
Название Гебо получил специальный фитинг. Его ставят с единственной целью – соединить несколько труб. Всю работу можно проделать быстро и легко. Резьбовую нарезку при этом делать не нужно.
Бытует ошибочное мнение, что состыковать такой деталью стояк без сварки опасно. Но, правильно смонтированный данный элемент может выдержать очень большие нагрузки. Сюда же необходимо добавить, что такой механизм отличается высокой устойчивостью к влиянию осевых сил.
При сохранении норм температурного режима такая деталь прекрасно держит не только металлические изделия, но и пластиковые.
Используя материал, изложенный выше ясно, как соединить металлические трубы без сварки. Практически все предложенные способы подходят для малоопытных мастеров, и позволяют соединить изделия без дорогостоящих сварочных работ, которые требуют высокой квалификации и спецоборудования.
Обжимные фитинги для трубных систем
Технология применения обжимных деталей, позволяющая соединять металлические трубы без сварки и резьбы, появилась сравнительно недавно.
Пионером в области производства арматуры для трубных соединений без резьбы и сварки методом обжима стала фирма Gebo Armaturen GmbH, получившая первый патент на эту технологию ещё в 1937 году.
Сегодня название компании стало нарицательным, арматуру для обжимного соединения труб называют «муфта Гебо».
При производстве соединительных фитингов, Gebo Armaturen использует ковкий чугун. В ассортименте изделий фирмы – арматура для различных видов соединений и ответвлений.
Фитинги Gebo предназначены для работы с трубопроводами, изготовленными из разных материалов. С их помощью можно соединить пластиковые трубы, трубные изделия из стали, меди, алюминия. При этом нет необходимости использовать сварку или нарезать резьбу.
Пайка алюминия в домашних условиях, технологии, способы
1. Самым простым и надёжным способом, подключить что-то или прикрепить к алюминию или его сплавам — это, конечно, болт и гайка или заклёпки. Все другие методы требуют некоторой подготовки, приспособлений, специальных припоев, флюсов для пайки алюминия и т. п.
Как показывает практика, алюминий вообще не паяется обычным способом, оловянно- свинцовым припоем, причиной этому есть оксидная пленка, которая образуется практически мгновенно после очистки спаиваемой поверхности.
2. Поэтому, одним из способов пайки алюминия есть — покрытие поверхности, сразу же после зачистки, слоем расплавленной канифоли. Не самый лучший, но после многократных попыток, натирая жалом паяльника место пайки, можно добиться удовлетворительных результатов.
3. Далее, можно использовать для пайки алюминия раствор канифоли в диэтиловом эфире. Поверхность зачищаем и сразу же смазываем вот таким флюсом, а затем посыпаем медными опилками, которые служат в качестве абразива для снятия оксидной плёнки, и лудим место пайки, обычным припоем (оловянно-свинцовым). После, к залуженной площадке припаиваем медный провод или что-то ещё.
4. Следующая технология пайки алюминия — использование специального припоя для пайки алюминия и флюса. Большинство таких припоев является низкотемпературными, но, температура их плавления выше, чем у оловянно-свинцовых, в пределах 300-600 гр. С. Залогом успеха также есть хороший прогрев и для этого используют газовую горелку или паяльную лампу.
Высокотемпературные припои используют для спаивания массивных деталей, ими ремонтируют и восстанавливают детали из алюминия и его сплавов любой сложности (автомобилей, мотоциклов и т. д.). Спайка получается очень прочной. Таким способом спаивают трубки, например алюминиевые и медные, вставив одна в другую и обпаяв вокруг. Но, при пайке алюминия с другими металлами смотрите, чтобы припой и флюс был предназначен для одного и другого металла.
Поверхность зачищается и покрывается специальным флюсом, как и в предыдущих случаях, а когда припой расплавится — можно поскрести место припоя ещё кончиком ножа из нержавеющей стали (или щёткой из нержавейки), чтобы лучше снялась оксидная плёнка. Таким образом залуживаем алюминиевую поверхность и припаиваем к ней все что нам надо.
На этом не заканчиваются способы пайки алюминия в домашних условиях. Можно применить электрохимический метод.
5. Зачищаем поверхность и наносим на место пайки несколько капель КОНЦЕНТРИРОВАННОГО раствора медного купороса. Затем, берем блок питания на 5-12В и ток примерно на 1 ампер (можно и больше), подключаем к блоку питания сопротивление на 4-5 Ом и мощн. 5-10 Вт, и наше приспособление готово. Нагрузку рассчитываем таким образом, чтобы БП не сгорел во время работы, т. е. примерно на ток 1-5 Ампер.
Теперь алюминиевую заготовку подключаем к отрицательному полюсу блока питания, а к положительному — присоединяем оголенный медный провод (можно скрутить его в небольшую плоскую спиральку), которую вводят затем в каплю раствора купороса так, чтобы конец не касался поверхности детали. Все готово, включаем блок питания и ждем несколько минут. Слой меди, в результате электролиза, осядет на место для пайки. А далее, смыть (но не пытаться стереть медь), лудим, и припаиваем провода или клемму. Этот метод, конечно, не годится для спаивания каких-то массивных деталей, а для контакта с проводами подойдёт.
6. Как вариант, вместо раствора купороса, можно использовать соляную кислоту: капнуть в место пайки и затем водить медным приводом по контактной площадке. Осаждение меди происходит быстрее, чем в первом случае, но с кислотой надо быть осторожно. А место пайки обязательно тщательно смыть водой.
Что такое муфта Гебо
Муфта Гебо — внешний вид
Муфтой Гебо называют одностороннюю муфту, в наличии у которой имеются такие элементы как компрессионные кольца и резьбовое соединение. У двухсторонней муфты Гебо компрессионные кольца расположены с обеих сторон.
Конструкция муфты Гебо
Конструкция муфты Гебо подразумевает наличие специального углубления для резинового уплотнителя, который и создаёт герметичность соединения. Уплотнитель выполнен в форме конуса, что способствует его проникновению даже в самые недоступные щели при затягивании муфты.
Порядок применения муфты Гебо
Чтобы эксплуатационный срок данного изделия был максимально продолжительным, необходимо знать процесс правильного монтажа, при котором сохранится требуемая герметичность соединения металлических труб.
- На обеих трубах следует сделать максимально ровный срез и зачистить его края, избавившись от мелких металлических заусениц. Также удаляется краска или эмаль, до самого металла. Для этого можно использовать мелкую наждачную бумагу или специальный круг для болгарки.
- Первой на трубу одевают гайку, которая идёт в комплекте с муфтой. Далее необходимо разместить на трубе конусообразное кольцо, так, чтобы верхняя часть конуса смотрела на гайку.
- Вторым одевают прижимное кольцо, за которым идёт уплотнитель. Уплотнитель следует развернуть в сторону фитинга.
- Далее следует зажать фитинг так, чтобы при затягивании гайки он не проворачивался. Гайку затянуть так, чтобы осталось 1-2 витка резьбы.
Муфта установлена и следует проверить её на качество, подав воду в систему. При появлении капель жидкости из-под муфты, необходимо немного подтянуть гайку и заново проверить на соединение на герметичность. При повторном появлении влаги, муфту следует снять и повторно зачистить участок под ней.
Основные преимущества муфты Гебо
Муфты Гебо часто используют из-за практичного соотношения ценовой политики и качества изделия. При правильном монтаже, муфта способна прослужить долгие годы, спустя которые достаточно на ней заменить резиновый уплотнительное кольцо и можно заново монтировать на трубопровод.
Также ценится широта применения данного изделия. Как и обыкновенные фитинги, муфта Гебо применяется не только в водопроводах, но и в компрессионных системах. Чтобы выполнить соединение потребуется минимум времени, и при этом не обязательно наличие специального инструмента.
Соединение медных труб: инструкции и сравнение различных монтажных технологий
Чтобы кислота не разъела лишнюю площадь, её можно заклеить скотчем или залить парафином, а нужную площадь оголить. Т. о. можно сделать пайку алюминия с медью и другими металлами, а контактные площадки будут иметь красивую аккуратную форму.
Вот и всё, а если есть ещё какие-то способы пайки алюминия или дополнения к выше сказанному — пишите.
Виктор Донской www.masteru.org.ua
В этой статье я хочу рассказать о способах соединения труб, прежде всего — герметичного, применяющегося при монтаже водопровода и канализации. Материал носит обзорный характер и призван лишь познакомить читателя с разнообразием способов монтажа: я намеренно не стану упоминать тонкости технологий и рекомендовать тот или иной инструмент. Итак, в путь.
Ремонтно-монтажная обойма с отводом
Это изделие отличается от предыдущего наличием на одной из чугунных обойм отвода с внутренней резьбой.
Уплотнитель в данном фитинге также имеет форму разрезанного шланга, но на противоположной разрезу стороне выполнено отверстие, которое при монтаже следует совместить с отводом.
Эта арматура помогает легко сделать отвод от трубопровода, достаточно просверлить в его стенке отверстие. Может использоваться при монтаже поливочной разводки. В резьбовые отводы можно непосредственно вкручивать краны или распылители воды.
Сталь
Несмотря на обилие полимерных труб, черная и оцинкованная сталь по-прежнему остается востребованной в сфере ЖКХ и при монтаже магистралей высокого давления. Применяемые способы соединения элементов стальных трубопроводов в большой степени зависят от сечения трубы.
Электросварка
Диаметры: любые, толщина стенки трубы: от 0,5 мм.
При сварке большими токами легко прожечь стенки тонкостенной трубы; уменьшение тока приводит к залипанию электрода. Поэтому электросварка тонкого металла требует определенного навыка.
Достоинство: дуговая сварка — единственный способ соединения труб большого диаметра со значительной толщиной стенок, обеспечивающий приемлемую прочность шва. Автоматизированная сварка используется при производстве шовных труб и при монтаже трубопроводов.
Недостаток: герметичный шов почти невозможно выполнить новичку. Сварка трубопроводов требует высочайшей квалификации.
Как обычно, есть ряд нюансов:
- Фаска может сниматься только снаружи трубы или снаружи и изнутри. Толстостенные трубы больших диаметров провариваются с обеих сторон;
- При сварке труб небольших диаметров плети нужно предварительно прихватить в двух-трех точках и выровнять их вдоль общей оси, затем приступать к провариванию шва по всей окружности. Из-за неравномерного нагрева область шва заметно ведет;
- Сварка может выполняться при непрерывной подаче аргона к области дуги. Инертный газ полностью исключает окисление шва.
Незначительные течи на магистралях холодного водоснабжения можно ликвидировать, натерев горячий шов куском битума. Он благодаря капиллярному эффекту мгновенно заполняет поры расплавом. На горячей воде эта инструкция бесполезна: при повторном нагреве битум снова расплавится и будет вытеснен из пор.
Газовая сварка
Диаметры: до 100 — 150 мм.
Толщина стенки трубы: до 3-4 мм.
Достоинство: нетребовательность к опыту сварщика. У меня герметичный шов получался уже после считанных часов практики.
Недостаток: невозможность варить газом толстостенные трубы. Горелка просто неспособна прогреть их стенки до оплавления краев.
- Труба обрезается перпендикулярно продольной оси;
- С толстостенных труб (более 2 мм) снимается наружная фаска;
- Края будущего шва прогреваются ацетиленовой горелкой до ярко-красного свечения и оплавления краев
; - В факел горелки вводится сварочная проволока, расплав которой заполняет шов. Ванна расплава не должна застывать: только в этом случае шов будет герметичным.
Особый случай
Неповоротные швы варятся с зеркалом или с помощью операционного шва. В последнем случае в трубе прорезается окно, затем шов проваривается изнутри, после чего окно заваривается снова.
Муфта
Диаметры: до 50 мм.
Толщина стенок: любая.
Достоинство: простейшее резьбовое соединение труб, которые могут соединяться последовательно и вращаться вокруг продольной оси.
Недостаток: муфтовая сборка длинной плети исключает разборку отдельного соединения. Трубы приходится выкручивать из муфт последовательно.
- Трубы торцуются под прямым углом к продольной оси;
- На токарном станке или своими руками, с помощью плашки, нарезается короткая (пять ниток) резьба на обеих соединяемых трубах;
- На одну из труб наворачивается резьбовая , в которую вкручивается вторая труба. Для герметизации используются сантехнический лен (желательно — с пропиткой краской или герметиком) или полимерная герметизирующая нить .
Муфты, в частности, устанавливались в домах со стальными подводками водоснабжения и служили для их соединения с эксцентриками при установке смесителя настенного монтажа.
Диаметры: до 50 мм.
Толщина стенок: любая.
Достоинство: делает соединение неповоротных труб разборным.
Недостаток: длинная резьба сгона наиболее уязвима для коррозии
благодаря минимальной толщине стенок и отсутствию защитного лакокрасочного покрытия. Оно, будучи нанесенным, нарушается при первой же разборке.
- На одной трубе нарезается короткая резьба (5 ниток), на другой — длинная (12-15 ниток);
- На длинную резьбу последовательно наворачиваются контргайка и муфта;
- Муфта до упора сгоняется на подмотанную короткую резьбу;
- Вслед за ней сгоняется контргайка, зажимающая подмотку резьбы перед муфтой.
Фланцы
Диаметр: 76 мм и более.
Толщина стенок: от 3 мм.
- Соединение остается разборным, в том числе на неповоротных плетях;
- Усилие, необходимое для монтажа или демонтажа, не привязано к диаметру трубы. С увеличением диаметра увеличивается количество стягивающих фланцы болтов;
- Фланцы могут использоваться для соединения с запорной арматурой или для установки подпорных шайб. В частности, именно шайбы обеспечивают циркуляцию в стояках ГВС большинства домов 80-х годов постройки и более новых.
Недостатки: монтаж фланца выполняется только электросваркой, что не всегда удобно в полевых условиях.
- Трубы торцуются перпендикулярно продольной оси;
- С них снимаются наружные (а при большом диаметре — и внутренние) фаски;
- Привариваются фланцы;
- После охлаждения и зачистки шва фланцы стягиваются через резиновую, силиконовую или паронитовую прокладку. Болты стягиваются поочередно, крест-накрест, по одному обороту за раз. Цена нарушения этого несложного правила — неравномерное сжатие прокладки и большая вероятность течей при скачках давления.
Компрессионные фитинги
Диаметры: до 32 мм.
Толщина стенок: любая.
Достоинства: предельно простой монтаж с помощью подручного инструмента, возможность монтажа на пораженные коррозией трубы.
Недостаток: низкая прочность соединения на разрыв.
- Края труб зачищаются от краски и ржавчины;
- Затем они вставляются в фитинг с ослабленными гайками;
- Гайки затягиваются. При этом они обжимают трубу резиновыми уплотнительными кольцами, герметизируя соединение.
Особый случай
Компрессионные фитинги применяются и для монтажа гофрированных труб из нержавеющей стали. Однако в этом случае прочность соединения не уступает прочности самой трубы: оно способно выдержать давление до 50-65 атмосфер. Секрет прост: силиконовый уплотнитель фитинга обжимает не гладкую поверхность, а гребень гофры, поэтому вырвать его из затянутого фитинга практически невозможно.
Многие фитинги используют дополнительную фиксацию гребня разрезным стопорным кольцом.
Американка
Диаметр: до 32 мм.
Именно такие размеры американок я видел в продаже. Возможно, они производятся и под диаметры 40 — 50 мм, однако в ассортименте местных строительных и интернет-магазинов я не встречал таких предложений.
Толщина стенок: любая.
Достоинства: предельно быстрая разборка соединения
. Для вскрытия трубопровода достаточно лишь отвернуть накидную гайку.
Недостаток: соединение труб американкой требует предварительной нарезки резьб.
Технология: половинки разобранного фитинга-американки накручиваются на подмотанные резьбы соседних труб, после чего стягиваются между собой накидной гайкой. Герметичность обеспечивается кольцевой резиновой прокладкой.
Крабы
Так называемые крабы — это стальные накладки, позволяющие выполнить соединение круглых и профильных труб болтами. Они используются при сборке каркасов теплиц, стеллажей (торговых, для инструмента и т.д.) и прочих конструкций, не требующих особой прочности или герметичности соединений.
Размеры труб: диаметр до 25 мм; сечения профильных труб до 20х40 и 25х25.
Толщина стенок: любая.
Достоинства: допускают быструю сборку и разборку с помощью пары рожковых или накидных ключей; допускают многократное повторное использование крепежа и труб.
Недостаток: ограниченная прочность.
Технология: концы трубы зажимаются между половинками «краба», после чего те стягиваются болтами и гайками.
Собранная на «крабах» теплица.
Соединение медных труб выполняется:
- Пайкой;
- Компрессионными фитингами.
Давайте познакомимся с обоими способами.
Пайка
Соединение требует следующей последовательности действий:
- Одна из труб развальцовывается. Зазор между раструбом и гладкой трубой должен составлять 0,1 — 0,15 мм. Как вариант, используются фитинги под пайку с готовыми раструбами;
- Внутренняя поверхность раструба и наружная поверхность трубы зашкуриваются тонким наждаком и покрываются флюсом. Он при нагреве очистит медь от окислов и обеспечит надежное сцепление между ней и припоем;
- Труба вставляется в фитинг;
- Раструб с вставленной в него трубой прогревается до температуры не менее 300С (для низкотемпературных припоев). Обычно для этой цели используется газовая горелка, однако ценой чуть больших затрат времени можно обойтись и строительным феном: большинство моделей от приличных производителей способны разогревать воздух до 550 — 600С;
- Пруток припоя вводится в факел горелки или поток горячего воздуха и прикасается к раструбу. Расплав припоя благодаря капиллярному эффекту быстро заполняет весь зазор.
Компрессионные фитинги
Эти изделия, в отличие от фитингов с резиновыми уплотнителями, хорошо переносят нагрев: герметичность обеспечивается кольцами из мягкой меди.
Как соединить медные трубы с помощью фитингов? Очень просто:
- На трубу последовательно надеваются накидная гайка и уплотнительное кольцо;
- Труба вводится в корпус фитинга;
- Накидная гайка затягивается, обжимая трубу медным кольцом. Благодаря своей пластичности металл заполняет малейшие неровности и обеспечивает полную герметичность соединения.
Поливинилхлорид
Трубы ПВХ известны, прежде всего, как наиболее доступное решение для монтажа внутренней и наружной . Однако напорные раструбные трубы применяются и для монтажа водопроводов.
Кольцевые уплотнители
Соединение ПВХ труб с помощью кольцевых уплотнителей практикуется и в безнапорной канализации, и в напорных трубопроводах. Различаются лишь толщина стенок трубы и усилие, необходимое для расстыковки раструба.
Диаметры: 50 — 600 мм.
Толщина стенок: любая.
Достоинства: трубы поставляются полностью готовыми к монтажу соединения, с установленными кольцевыми уплотнителями. При подрезке по размеру для монтажа используются муфты с двумя противонаправленными раструбами.
Недостатки: большое усилие, необходимое для сборки соединения при большом диаметре трубы; возможность самопроизвольной расстыковки соединения.
- Заводские торцы труб готовы к стыковке. На обрезанных по размеру трубах зачищаются заусенцы и снимается наружная фаска;
- На конец трубы и уплотнительное кольцо наносится небольшое количество жидкого мыла или силиконовой смазки;
- Труба запрессовывается в раструб.
При значительном усилии, необходимом для запрессовки, могут применяться:
- Системы хомутов и рычагов;
- Погрузочная техника.
Клеевые соединения
Они используются при монтаже напорных трубопроводов. Клей представляет собой раствор поливинилхлорида в органическом растворителе.
Диаметр: до 110 мм.
Толщина стенок: любая.
Достоинство: соединение прочностью почти не уступает цельному участку.
Недостаток: соединение делается неразборным.
Как соединить трубы ПВХ с помощью клея?
- Клей наносится на внутреннюю сторону раструба и на конец трубы со снятой наружной фаской;
- В раструб вставляется гладкий участок трубы и поворачивается на 90 градусов
; - Соединение фиксируется до схватывания клея (не более 1 минуты).
Чугун
В настоящее время чугунные трубы применяются преимущественно для прокладки канализации, и то весьма ограниченно: их серьезно потеснили более дешевые и легкие изделия из ПВХ и полипропилена.
Еще меньшей популярностью пользуются напорные чугунные трубы: их применяют для прокладки водопровода с небольшим заглублением в условиях значительной нагрузки на грунт.
Раструбное соединение с чеканкой
При монтаже безнапорной канализации соединение чугунных труб выполняется следующим образом:
Приведенная схема нуждается в нескольких комментариях:
- Вместо каболки (пропитанного маслом или битумом органического волокна) можно использовать более долговечный графитовый сальник;
- Чеканку легко изготовить, сплющив один конец стальной трубки диаметром 10 — 12 мм и загнув ее конец в форме клюшки;
Лично я для чеканки стыков всегда использовал широкую прочную отвертку. Она менее удобна, зато занимает меньше места в ящике с инструментами и полезна при многих других сантехнических работах.
- Для заделки раструба можно использовать чистый цемент, разведенный водой до консистенции очень густой сметаны;
- Раструб в процессе эксплуатации должен быть жестко зафиксирован
. Иначе он расшатается и даст течь.
Раструбное соединение с резиновым кольцом
Этот тип соединений характерен для труб ВЧШГ (из высокопрочного чугуна с шаровидным графитом). Благодаря сочетанию коррозионной стойкости и характерной для стали пластичности материал востребован, среди прочего, при монтаже водопроводов.
Инструкция по сборке соединения предельно проста: гладкий конец трубы со снятой фаской запрессовывается в раструб с резиновым уплотнителем. Поскольку при больших диаметрах труб сборка соединения требует больших усилий, а масса труб исчисляется десятками и сотнями килограммов, для монтажа часто применяется погрузочная техника.
Раньше для монтажа водопроводов нередко применялись трубы из серого чугуна с раструбами под чеканку. Однако их заделка выполнялась не цементом, а свинцом.
Полипропилен
Единственный массово применяющийся способ соединения пропиленовых труб — раструбная сварка
. Для этой цели используется монолитная полипропиленовая муфта.
Диаметры: 20-110 мм.
Толщина стенок: любая.
Достоинство: соединение прочностью не уступает цельной трубе.
Недостатки: требуется специальный инструмент (низкотемпературный паяльник); соединение неразборное и может быть только вырезано.
- Труба обрезается ножницами-труборезом или обычной ножовкой;
- Снимается наружная фаска;
Для армированной алюминиевой фольгой трубы PN25 требуется зачистка от алюминиевой фольги в области сварки. Для этой цели используется ручной шейвер или аналогичная по функциональности насадка для дрели.
- Труба вставляется в разогретую до 240 градусов насадку паяльника соответствующего диаметра. Одновременно с этим вторая сторона насадки используется для оплавления муфты;
- Фитинг и труба совмещаются плавным поступательным движением и фиксируются до схватывания расплава полимера. Время фиксации, нагрева и охлаждения предсказуемо определяется сечением трубы. Для удобства читателя я соберу все рекомендованные параметры в одной таблице.
| Диаметр | Нагрев | Фиксация | Полное охлаждение |
| 20 мм | 7 сек | 6 сек | 2 мин |
| 25 мм | 8 сек | 10 сек | 2 мин |
| 32 мм | 8 сек | 10 сек | 4 мин |
| 40 мм | 12 сек | 20 сек | 4 мин |
| 50 мм | 18 сек | 20 сек | 4 мин |
| 63 мм | 24 сек | 30 сек | 6 мин |
| 75 мм | 30 сек | 30 сек | 6 мин |
| 90 мм | 40 сек | 40 сек | 6 мин |
| 110 мм | 50 сек | 50 сек | 8 мин |
Полиэтилен
Полиэтиленовые трубы используются:
- Для прокладки напорной канализации;
- Как материал для магистралей холодного водоснабжения;
- При организации дачных водопроводов;
- При монтаже безнапорной канализации.
При монтаже полиэтиленовой канализации соединение ПНД труб ничем не отличается от такового для раструбных ПВХ труб с кольцевыми уплотнителями.
Черная канализационная труба — полиэтиленовая.
Для напорных водопроводов используются два принципиально разных способа монтажа.
Стыковая сварка
Диаметр: от 40 до 2400 мм.
Толщина стенок: от 4 до 70 мм.
Достоинство: прочность шва достигает 80% прочности монолитной трубы.
Недостаток: при стыковке трубопроводов больших диаметров требуется дорогостоящее оборудование и механические или гидравлические устройства для центровки и прижима.
Усилие прижима трубы при стыковой сварке должно достигать 1,5 кгс/см. При этом площадь сечения среза трубы может исчисляться тысячами квадратных сантиметров.
- Труба торцуется только под прямым углом к продольной оси;
- Свариваемые торцы центруются;
- Между ними вводится зеркало нагревателя;
- После оплавления зеркало убирается, а торцы труб прижимаются друг к другу;
- После полного остывания стыка грат (выдавленный расплав полимера) механически зачищается на внутренней стороне трубы.
Компрессионные фитинги
Как соединить ПНД трубы при небольшом диаметре и незначительной толщине стенок?
В этом случае используются уже знакомые нам компрессионные фитинги.
Диаметр: 16 — 32 мм.
Толщина стенок: любая.
Достоинства: простой монтаж без применения инструмента, быстрая разборка.
Недостаток: сравнительно низкая прочность на разрыв.
- На трубу последовательно надеваются накидная гайка, стопорное кольцо и резиновый или полиэтиленовый уплотнитель;
- Ее торец вставляется в фитинг;
- Гайка затягивается, обжимая трубу уплотнителем.
Нержавейка
Гофрированная нержавеющая труба — прекрасная альтернатива оцинковке, выгодно отличающаяся от нее простотой монтажа и гибкостью. Прочность на разрыв при диаметре 15 мм достигает, по данным компании Lavita, 210 атмосфер. Поскольку все предлагаемые рынком нержавеющие трубы имеют одинаковую толщину стенок — 0,3 мм — от продукции других производителей можно ожидать похожих показателей прочности.
Вернемся к соединению труб с фитингами. Оно полностью идентично использованию компрессионного фитинга для стальной трубы: отрезанный по месту конец вставляется в фитинг с ослабленной накидной гайкой, после чего та затягивается. Инструменты — пара разводных или газовых ключей. Собранное соединение абсолютно герметично и не нуждается в обслуживании; оно может укладываться в штробу или стяжку .
Производители гарантируют неограниченный срок службы трубы из нержавейки. Уплотнители фитингов, впрочем, не вечны: через 30 лет вам или вашим детям придется озаботиться заменой силиконовых колец.
Металлопластик
Металлопластик — это два слоя сшитого (усиленного поперечными связями между молекулами полимера) полиэтилена с тонкой алюминиевой трубкой между ними. При монтаже используются три способа соединения.
Компрессионные фитинги
Толщина стенок: любая.
Достоинство: применение простейшего ручного инструмента. Я обычно использую для сборки фитинга пару разводных ключей
Недостаток: качество соединения зависит от правильной технологии сборки. Если не калибровать трубу, смещение резиновых уплотнительных колец по штуцеру приведет к появлению течи после нескольких циклов нагрева и охлаждения.
- Обрезаем трубу ножницами-труборезом;
- Калибруем ее и снимаем внутреннюю фаску
; - Надеваем на трубу накидную гайку и разрезное кольцо;
- Наносим на штуцер фитинга силиконовую смазку;
- Аккуратно, чтобы не сместить уплотнительные кольца, надеваем трубу на штуцер;
- До упора смещаем к фитингу разрезное кольцо и гайку;
- Затягиваем гайку до ощутимого сопротивления.
Применение фланцев
Фланцевое соединение применяется в тех случаях, когда его с некоторой периодичностью необходимо разбирать. Для выполнения такого соединения, на торцах труб должны быть установлены фланцы – круглые пластины с отверстиями под болты.
Крепить фланцы необходимо сваркой. Для последующей сборки и разборки соединения понадобятся только гаечные ключи для затяжки болтовой резьбы.
При монтаже фланцевого сопряжения, между ними помещается эластичная прокладка, после чего фланцы прижимаются друг к другу и зажимаются болтовой резьбой.
В системах водоснабжения и отопления фланцевые крепления часто имеют приборы учёта и циркуляционные насосы, которые каждый сезон необходимо снимать для профилактики, ремонта и поверки. Фланцы могут применяться при монтаже летних водопроводов, которые каждую осень подлежат демонтажу.
Источник



