
- Портал газовиков
- Всё для безаварийной работы
- Всё для безаварийной работы
- Эксплуатация подъемных сооружений
- Крепление канатов к механизмам подъема и их деталям
- Как выполняется соединение концов стальных канатных стропов
- Технология заплетки
- Технология опрессовки втулкой
- Временные соединения
- Заделка каната (троса)
- Заделка концов стального каната троса
- 1. Опрессовка алюминиевыми втулками
- 2. Ручная заплетка (ручной заплет)
- 3. Использование канатных зажимов
- 4. Муфта с заливкой цинком/металлом с низкой точкой плавления/каучуком
- 5. Запрессовка стальных фитингов
- Эффективность различных видов концевой заделки троса/каната
- Способы заделки концов канатных строп
Портал газовиков
Всё для безаварийной работы
Всё для безаварийной работы

Эксплуатация подъемных сооружений



Крепление канатов к механизмам подъема и их деталям


Концевые крепления стальных канатов грузозахватных приспособлений
Для изготовления стропов и других грузозахватных приспособлений применяют два вида крепления канатов: разъемное и неразъемное.
В неразъемных соединениях на концах каната петли выполняют заплеткой, постановкой обжимной втулки или заливкой легкоплавкими сплавами в конусной втулке
Для обеспечения правильного формирования петли, предохранения каната от резкого изгиба и преждевременного износа в петлю каната вставляют коуш — специальное устройство в виде стальных изогнутых пластин, охватывающих канат.
При заплетке (рис.6.5,а) конец каната расплетают на пряди, вырезают сердечник, затем расплетенные пряди вплетают в рабочую ветвь каната, прокалывая ее специальным инструментом. Длина заплетки должна составлять 20…25 диаметров каната.
Наиболее прогрессивным является закрепление концов каната в обжимной втулке (рис.6.5,б). Основной деталью соединения является, овальная втулка из стали или алюминия. Конец каната пропускают через втулку, изгибают для образования петли и вновь пропускают во втулку с противоположной стороны, после чего обжимают в штампе.
Крепление концов каната путем заливки легкоплавкими сплавами в конусной втулке трудоемко и дорого, поэтому широкого распространения не получило.
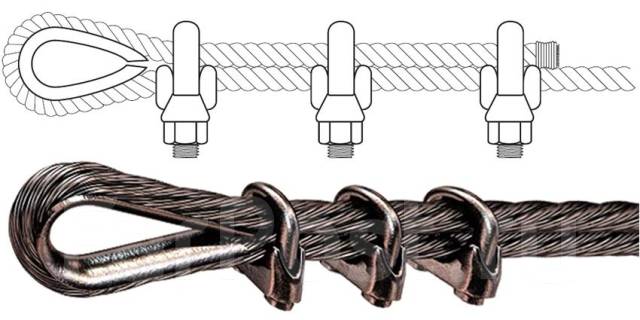
К разъемным концевым креплениям относятся болтовые зажимы (рис.6.5,в). Конец каната после закладки его в канавку коуша стягивают с канатом зажимами. Число зажимов должно быть не менее трех, а расстояние между зажимами и длина свободного конца каната от последнего зажима должны составлять не менее шести диаметров каната. Все гайки зажимов располагаются со стороны рабочей ветви, а плотность зажима считается нормальной, если поперечное сечение канатов после затяжки гаек составляет 0,6 от удвоенного номинального диаметра.
 Концевые крепления канатов а – заплеткой; б – обжимной втулкой; в – винтовыми зажимами; г — клиновой втулкой; 1 – ветвь каната; 2 – винтовой зажим; 3 – коуш; 4 – клин.
Концевые крепления канатов а – заплеткой; б – обжимной втулкой; в – винтовыми зажимами; г — клиновой втулкой; 1 – ветвь каната; 2 – винтовой зажим; 3 – коуш; 4 – клин.
Клиновые соединения (рис.6.5.г) в стальных втулках с клином соответствующей конфигурации. Свободный конец каната при таком креплении должен быть выпущен за край конусного отверстия на длину равную 10…12 диаметрам каната.
Чтобы обеспечить долговечность использования канатов, их следует правильно хранить и периодически смазывать. Перед этим поверхность очищают от грязи и ржавчины и протирают обтирочными материалами, смоченными в бензине или бензоле. Для смазки применяют различные виды смазочных материалов: технический вазелин, солидол и специальную смазку на основе масленного гудрона, битума, канифоли, технического вазелина, графита. Можно пользоваться смесью солидола и битума в соотношении 1 к 9 и графитными смазками.
Источник
Как выполняется соединение концов стальных канатных стропов
Изготовление канатных строп подразумевает использование нескольких способов заделки концов каната. Чаще всего производители используют наиболее простые методы, которые заключаются в применении заплетки и опрессовки при помощи специальной втулки.
| Тип соединения | Пример | Диаметр каната | Коэффициент эффективности |
|---|---|---|---|
| U-образные зажимы | 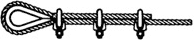 | Все | 0.8 |
| Алюминевая втулка Стальная втулка | 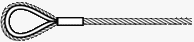 | Все | 0.9 |
| Ручная заплетка | 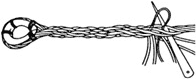 | ≤ 60 | 0.8 |
| Муфта с заливкой | 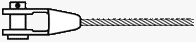 | Все | 1 |
| Запрессовка стальных фитингов | 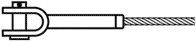 | Все | 0.9 |
| Клиновая ≤ Н/мм 2 2 |  | Все | 0.85 0.80 |
Технология заплетки
Если петля на конце канатного стропа изготавливается методом заплетки, то предварительно концы изделия распускают, после чего получившиеся пряди вплетают непосредственно в сам канат. В данном случае нужно методично прокалывать канат. Число проколов зависит от характеристик изделия, в частности, от диаметра стропа:
- если диаметр меньше 0,15 см, то канат прокалывают в четырех точках;
- если окружность изделия от 0,15 до 0,28 мм, то строп прокалывают в пяти точках;
- при окружности каната от 0,28 до 0,6 см выполняют шесть и более проколов.
Все операции по заделке концов каната происходят в ручном режиме при помощи специального станка. Когда заплетаются концы канатов крупного сечения, то для упрощения и ускорения операций используется оборудование с гидравлическим приводом.
Технология опрессовки втулкой

Соединение концов каната путем опрессовки проводится с применением вспомогательного элемента – цилиндрической втулки, которая выполняется из сплава алюминия. Процедура достаточно простая и состоит в том, чтобы продеть канатную ветвь через отверстие втулки, создав таким образом петлю. На завершающем этапе заготовку помещают под пресс, чтобы сдавить втулку и тем самым обеспечить надежную фиксацию концов каната.
Чтобы продлить эксплуатационный ресурс канатных стропов, защитить петли от перетирания, скручивания, деформаций, дополнительно применяется стальной коуш. Он подбирается в соответствии с диаметром канатной стропы.
Временные соединения
Для создания временных соединений при невысокой нагрузке на канат допускается использовать специальные винтовые зажимы. Количество зажимов выбирают в зависимости от типа стропа, но для надежного соединения их потребуется не менее трех штук. Они располагаются последовательно, шаг между зажимами рассчитывается таким образом, чтобы расстояние между ними было не менее шести диаметров каната стропа. Перемычку зажимной скобы всегда размещают так, чтобы она находилась на той стороне, которая несет на себе основную нагрузку.
Компания «КАСКАД» реализует широкий ассортимент канатных стропов, а также предлагает различные варианты зажимов для соединения их концов. Заказывайте нужные варианты с доставкой по Москве и в остальные города России.
В производственном объединении КАСКАД можно купить стропы:
Источник
Заделка каната (троса)
Заделка концов стального каната троса
Заделка концов троса/каната необходима для создания петли, ушка и т.п. для подвешивания к нему груза либо закрепления троса на подъемном оборудовании.
Представляем самые распространенные виды заделок:
1. Опрессовка алюминиевыми втулками
Концевая заделка каната методом опрессовки — удобный и эргономичный способ заделки каната с высокой степенью эффективности.
Чаще всего применяется при изготовлении канатных стропов.

Не рекомендуется применять в случае эксплуатации при температуре выше 100С
2. Ручная заплетка (ручной заплет)
Заделка концов каната методом заплетки — традиционный способ заделки каната, при котором конец каната фиксируется путем переплетения прядей каната после формирования петли.

3. Использование канатных зажимов
Заделка каната винтовыми зажимами — самы простой и доступный из видов заделки.

Для обеспечения максимальной эффективности данного способа заделки каната, воспользуйтесь этими советами:
— правильно расположите зажимы
— установите зажимы так, чтобы расстояние между двумя зажимами составляло 1,5-3 (максимум) ширины перемычки
— затягивайте зажимы до нужного усилия затяжки с помощью ключа
4. Муфта с заливкой цинком/металлом с низкой точкой плавления/каучуком
Заделка концов каната с помощью фиксирования (заливки) муфт (сокетов) легкоплавким металлом или полимерной композицией (канат вставляется в муфту и ) — является наиболее прочным, но трудоемким и дорогим способом заделки концов каната.

5. Запрессовка стальных фитингов
Заделка концов каната запрессовкой стальных фитингов — это соединения стального каната и стального фитинга различной формы с применением специальных приспособлений и прессов высокой мощности. Фитинг изготавливается из специальной стали способной выдержать прилагаемые к нему нагрузки.

Эффективность различных видов концевой заделки троса/каната
Эксплуатационная эффективность концевой заделки каната это отношение разрывного усилия каната (R) к нагрузке, при которой ломается заделка.
На таблице ниже наглядно продемонстрирована эксплуатационная эффективность наиболее часто используемых концевых фитингов.
Следующее выражение применяется для расчёта фактического разрывного усилия концевой заделки:
R = разрывное усилие каната в Н
Reff. = фактическое разрывное усилие концевой заделки в Н
a = степень эффективности (коэффициент эффективности)
Источник
Способы заделки концов канатных строп
Канатные стропы — самый распространенный вид строп, используемый во всех отраслях промышленности как гибкий грузозахватный элемент. Канатные стропы хоть и являются наиболее универсальными, но немногие знают все многообразие форм их исполнения — от строп типа СКП (УСК1) и многоветвевых типа 4СК, до специальных видов канатных строп.

Базовыми для канатных строп являются два исполнения — строп канатный петлевой СКП (УСК1) и строп канатный кольцевой СКК (УСК2). Это наиболее простые виды строп, для их изготовления используется отрезок каната, концы которого соединяются одним из способов заделки. Для изготовления многоветвевых строп типа 1СК, 2СК, 3СК, 4СК используют дополнительные компоненты. Сам строп состоит из подвесного звена, непосредственно гибкого элемента и захватного устройства. Захватным устройством могут быть крюки различного типа и формы, а также съемные грузозахватные приспособления для проведения определенного вида работ.



В процессе изготовления строп используется много способов заделки концов каната, но основными уже длительное время являются заплетка и опрессовка втулкой. При формировании петли методом заплетки сначала свободный конец каната распускается, впоследствии пряди вплетаются в тело каната согласно технологии.

Число проколов каната каждой прядью при заплетке определяется в зависимости от диаметра каната согласно РД 10-33-93: диаметр до 15мм — не менее 4 проколов, от 15 до 28мм — не менее 5 проколов, от 28 до 60 мм — не менее 6 проколов. Последний прокол каждой прядью должен проводиться половинным числом ее проволок (половинным сечением пряди). После отрезки технологический припусков концы прядей заделываются таким образом, чтобы избежать разматывание проволоки и возможность получение травмы стропальщиком при работе со стропом. Заделка концов каната осуществляется вручную на станке для заплетки, для прокола каната большого диаметра используется станок с гидравлическим приводом иглы.


Заделка концов каната методом опрессовки требует дополнительного элемента — втулки алюминиевой или стальной. Заготовки втулок изготавливаются из алюминиевых трубок и имеют овальное сечение. Втулку надевают на ветвь каната, образующего петлю так, чтобы конец ветви выходил из втулки после опрессовки не менее чем на 2 мм. Заготовки помещают в пресс и сдавливают пуансоном до получения круглого сечения.


Для предотвращения преждевременного перетирания и излома каната при формировании петли используют коуш из оцинкованной стали. Коуш представляет собой изделие каплевидной формы с желобом на наружной стороне. Форма и глубина желоба коуша соответствует диаметру каната для которого он предназначен. Конец каната огибает коуш ложась в желоб и соединяется с основной ветвью одним из способов заделки.


Одним из наиболее простых способов заделки концов канатных строп является заделка с помощью винтовых зажимов. Количество зажимов определяют расчетом по нормам Госгортехнадзора, но их количество должно быть не менее трех. Шаг расположения зажимов должен быть не менее шести диаметров каната. Перемычка зажима всегда должна располагаться на стороне каната несущей нагрузку, U-образный болт зажима помещается на хвостовую часть каната. Нужно загнуть достаточно длинную часть каната, чтобы можно было разместить минимально необходимое число зажимов.


Совместно с винтовыми зажимами, для формирования петли на канатах малого диаметра (до 16мм) могут применяться специальные приспособлений — коуш-зажимы. Приспособление разработано для быстрого формирования концевого элемента и облегчает процесс заделки концов каната. Огибая коуш концы каната сходятся в основании приспособления, где стягиваются с помощью болтов.

Наиболее надежными способами заделки концов каната являются заливные концевые крепления (вантовые соединения). Основная деталь вант — стакан, который имеет литую или точеную конструкцию. Канат для изготовления заливных необходимо подготовить: ниже предполагаемого конца заливного стакана его оплетают мягкой вязальной проволокой диаметром 1— 1,5 мм, после чего проволоку каната распускают. После первоначальной очистки проволоку травят в растворе соляной кислоты, промывают в кипящей воде с добавлением кальцинированной соды, иногда обезжиривают проволоку в других щелочных растворах. Заливной стакан очищают аналогичным образом и перед заливкой вместе с продетым канатом нагревают примерно до 250–300° С. Для заливки применяют чистый цинк а также сплавы алюминия, цинка, свинца, олова и сурьмы. В результате получается монолитное соединение, отличающееся высокой прочностью.


При изготовлении канатных строп могут применяться клиновые зажимы (гильзоклиновое соединение), которые позволяют проводить быструю сборку-разборку соединений. Соединение состоит из цилиндрической гильзы, внутри которой между анкеруемыми прядями каната помещают вкладыш-клин. Надежность клинового соединения определяется углом наклона клина и коэффициентом трения между канатом и элементами зажима.
Надежность и качество канатных строп напрямую зависит от комплектующих, которые использовались при его сборке. При заказе строп обязательно уточняйте способ заделки концов каната и его диаметр.
Источник



