
- Соединение бруса: виды и способы соединений
- Угловое соединение с остатком
- Основные виды рубки с остатком
- Способ рубки односторонним замковым пазом
- Рубка двусторонним замковым пазом
- Рубка четырехсторонним замковым пазом
- Основные виды рубки без остатка
- Рубка встык без остатка
- Рубка встык на шпонках
- Рубка в полдерева
- Соединение в теплый угол (в коренной шип)
- Соединение брусьев нагелями
- Соединение брусьев по длине
Соединение бруса: виды и способы соединений

Соединения бруса в углах и прямых стенах дома требуют прочности и герметичности. На герметичность брусового дома огромное влияние оказывает влажность стройматериала. Если строить дом из бруса естественной влажности, при усушке и усадке сруб будет испытывать значительные внутренние напряжения, что может привести к его деформациям.
Применив пиломатериал, который был просушен до 20%, можно убить в зародыше сразу несколько проблем – щели, трещины, сильную осадку и пр. В идеале – использовать для сруба профилированный или клееный брус из ламелей камерной сушки. Усадка такого сруба будет минимальной.

Второй метод избежать продувания углов – выполнять эти углы особыми, сложными формами соединений.

Углы должны быть прочными. На сруб действуют силы от возможных подвижек грунта, от собственного веса и веса крыши, кровли и снега, а также давление от силы ветра. Углы должны выдерживать все нагрузки, а кроме того, выдерживать деформации от колебаний линейных размеров вследствие дождя, снега и изменений тепло-влажностного режима.

Угловое соединение с остатком
Очень важные плюсы этого вида рубки:
- Продувание с улицы минимальное, даже при сильном ветре и в мороз;
- Высокая надежность. Даже не зафиксированные нагелями, брусья, соединенные в углах одним из видов рубки с остатком, не смещаются даже при умеренных подвижках грунтов основания под действием пучения или сейсмики. Нижние венцы держит вес верхних и плотное соединение углов.



Основные виды рубки с остатком
Способ рубки односторонним замковым пазом
Данный способ одинаково хорош и для квадратного бруса, и для профилированного. Одна сторона бруса выпилена с образованием паза, перпендикулярного оси бруса. Толщина паза равна половине толщины бруса, ширина и длина паза одинаковы. Замок получается, когда этот паз вмещает ½ бруса, расположенного к нему перпендикулярно. Такой венец плотно фиксирован в отношении нижележащего венца одного направления. Дополнительная фиксация нагелями придает углу достаточную прочность.
Рубка двусторонним замковым пазом
Этот вид рубки немного сложнее – выбирать пазы придется и с верхней грани бруса, и с нижней. Пазы в этом случае имеют ту же ширину, что и при способе одностороннего паза и глубину, равную ¼ толщины. Двусторонняя выборка пазов отнимает в два раза больше времени и требует большей точности, но дает неоспоримое преимущество – жесткую фиксацию каждой пары брусьев не по одному, а по двум направлениям. То есть налицо уже пространственная жесткость. Теперь при любых температурных и влажностных колебаниях сдвиг брусьев и венцов относительно друг друга практически невозможен.

Рубка четырехсторонним замковым пазом
Очень сложная рубка, пазы могут быть как симметричны, так и ассиметричны, и выбрать такой сложный паз вручную крайне трудоемко. Обычно такие сложные пазы с идеальной геометрией делают на оборудовании, производящем домокомплекты. Затем на стройке эти комплекты собираются из нумерованных брусьев, как конструкторы Лего.
Сложная и дорогая обработка, но практического улучшения герметичности угла не наблюдается, хотя в теории такой угол должен стать совершенно идеальным.
Основные виды рубки без остатка
Угол без остатка дает экономию по пиломатериалу. Брус целиком находится в плоскости стены, концы не выступают наружу. Но общей экономии не наблюдается, так как эти углы требуют дополнительного утепления и конопатки. По прочности, надежности и защите от продувания данные виды рубки также уступают углам, срубленным с остатком. Конкуренцию может составить только теплый угол, он же коренной шип.
Рубка без остатка позволяет выполнить фасад дома более строгим геометрически, проще выполнять наружную отделку. Вопрос эстетики спорный, и больше относится к стилю.
Без остатка рубят углы как из квадратного бруса, так и из профилированного.

Рубка встык без остатка
Самый простой и быстрый способ для возведения хозпостройки. Никакая дополнительная обработка не требуется, просто укладывают брусья нужных длин шахматкой. Чтобы брусья в венцах и сами венцы не смещались друг относительно друга, при этом способе рубки обязательно применяют крепеж – накладные пластины из оцинкованной стали, стальные скобы или деревянные нагели.
Трудозатраты в данном случае минимальны, плотницкий опыт может отсутствовать полностью. Если делать сруб таким способом из высушенного бруса, можно получить приемлемый результат. Из сырого пиломатериала, как говорят плотники, при любом старании угол будет ходить после усушки. Угол деформируется, а колебания влажности будут способствовать линейным колебаниям, в результате будут появляться продуваемые зазоры.
Рубка встык на шпонках
Шпонка может быть разной формы. Под прямую шпонку потребуется выбирать прямые пазы по торцам и боковым поверхностям соседних брусьев. Под шпонку – ласточкин хвост требуется выбирать довольно сложный паз, с уширениями от середины. Шпонка также имеет сложную форму.
Соединение прямой шпонкой предотвратит смещение брусьев венца в горизонтальной плоскости, но не в вертикальной. По вертикали венцы будут удерживаться только собственным весом и весом вышележащих конструкций. Шпонка в форме ласточкиного хвоста надежно зафиксирует угол и не даст брусьям смещаться по обоим направлениям. Этот способ рубки без остатка дает практически непродуваемый угол.

Рубка в полдерева
Тоже несложная рубка. По концам брусьев делают запилы на ½ толщин, получается шип, одинаковый по длине и ширине. Без фиксации нагелями это соединение надежным не будет. После усушки и осадки сруба угол, скорее всего, будет продуваться, и потребует дополнительного утепления. Вторая конопатка срубов после выдержки и осадки делается всегда.
Как и при рубке встык, можно модифицировать этот способ, закрепив углы шпонками. В этом случае брусья смещаться не будут.
Еще улучшить можно способ рубки в полдерева, если стыковать концы в лапу. Лапа имеет более сложную форму – запилы делаются наклонные, клиновидные, точно по размерам. Результат – повышение прочности сруба, брусья фиксированы друг относительно друга в венцах, а вес вышележащих венцов предотвращает смещение нижележащих. Угол выглядит эстетично изнутри и снаружи, фасад дома геометрический, гладкий.
Соединение в теплый угол (в коренной шип)
Считается самым теплым, непродуваемым соединением и одновременно гарантирует фиксацию венцов. Способ не из самых сложных:
Торцы обрезают, оставляя шипы, и длина и ширина которых должна быть ровно 1/3 сечения бруса. Более простой шип имеет форму прямоугольника, сложнее – шип с односторонним уширением. Пазы стыкуемых брусьев выбираются по размерам этих шипов, но без точной подгонки, поскольку пазы нужно законопатить мхом, льняным или джутовым волокном, пенькой или войлоком. Брусья с шипами осаживают сверху на брусья с пазами. Крепление венцов нагелями при данном способе рубки обязательно.




Соединение брусьев нагелями
- Классическая древесина для нагелей – березовая, не имеющая дефектов, сучков и косослоя, а также с параллельным расположением волокон относительно продольной оси.
- Оптимальная длина нагелей равна 0,8 от суммы высоты двух соединяемых венцов. Иногда одним нагелем соединяют не два, а три бруса. Диаметры нагелей от 25 до 35 мм.
- Нагели устанавливают в интервале до 1,5 м, и обязательно с обоих сторон каждого угла. По горизонтальным рядам нагели смещают в шахматном порядке.


Соединение брусьев по длине
Длинные прямые участки стен могут превышать длину пиломатериала. Сращивание бруса по длине делается в одной плоскости. Требования к соединениям те же, что и для углов – прочность и герметичность.

Самый простой способ состыковать брус по длине – соединение на прямоугольных шпонках. Венцы будут надежно зафиксированы в поперечном направлении, продуваться такой стык не будет. Шпонка вырезается чуть меньше паза, чтобы оставить зазоры для конопатки. Уплотняют пазы под шпонку мхом, джутовым и льняным волокном и др. материалом.

Сложнее и эффективнее способ стыковки брусьев коренным шипом. Прямое сращивание технологически немного проще углового, но так же требует точности. Зазоры между пазом и шипом в несколько мм должны быть, чтобы проложить их конопаткой.

Самый сложный, затратный по материалу и труду, и одновременно лучший по результату вид сращивания по прямой – стыковка косым замком. Размеры должны быть точные, подгонка близкая к идеальной. Конфигурация замка непростая. В итоге – два бруса имеют в соединении два полностью перекрытых сечения, что дает стыку прочность, а хитрая форма косого замка делает невозможным появление зазора даже при значительной усадке.
Источник

Плотничество есть ремесло обработки леса для постройки домов и их частей — дверных и оконных рам, простых полов и т. п. К работам плотника относится также устройство срубов для колодцев, сооружение плотов и другие грубые работы, не требующие изящной отделки и сложных инструментов. Столярное дело имеет много общего с плотничным; даже инструменты в этих мастерства почти одни и те же, но в столярном они более усовершенствованы и приспособлены для более тонких и красивых работ.
Плотник, для соединения различных частей делаемого им предмета, применяет винты, гвозди или же так называемые врубки — различной формы выступы в одной из соединяемых частей, входящие в соответствующие им углубления в другой части; столяр же скрепляет части делаемых им предметов, главным образом, при помощи клея. Плотничные же соединения — в виде гвоздей, винтов и врубок (замков, связок) — в столярном деле отличаются гораздо меньшими размерами.
Виды плотничных соединений
Для получения строительных элементов требуемых размеров лесоматериалы соединяют по длине, ширине, толщине и высоте посредством врубок. Врубки применяют при изготовлении балок, ферм, строительстве рубленых и брусчатых домов. Врубки на строительстве выполняют по разметке вручную или с помощью ручного электрического инструмента.
Соединения должны быть надежными и прочными в процессе эксплуатации, технологичны в изготовлении, выполнены аккуратно и тщательно, с пригонкой на месте сопряжений.
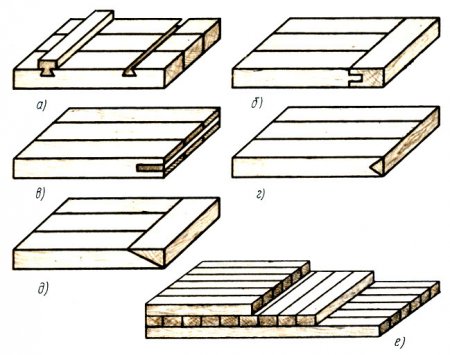
Соединение отрезков более крупных размеров по длине для получения деталей нужных размеров называются сращиванием. Сращивание производится вполдерева косым прирубом, прямым и косым накладными замками, прямым и косым натяжными замками, впритык. При сращивании вполдерева (рис. 1, а) длина соединения должна быть равна 2. 2,5 толщинам бруса. Соединение скрепляют нагелями (при строительстве брусчатых домов).
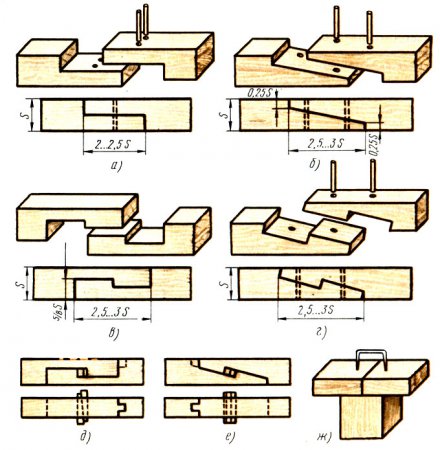
Соединение косым прирубом с подрезкой торца (рис. 1, б) делают равным 2,5. 3 толщинам бруса и крепят также нагелями.
Соединение прямым или косым накладным замком (рис. 1, в, г) используют в конструкциях, в которых возникают растягивающие усилия. Соединения в прямой накладной замок располагаются на опоре, а в косой накладной замок — у опор.
Соединения в прямой или косой натяжные замки (рис. 1, д, е) являются прочными, однако их изготовление сложно, кроме того, при усыхании древесины ослабляются клинья, поэтому для ответственных деревянных конструкций применять натяжные замки не рекомендуется.
Сращивание впритык (рис. 1, ж) производится в тех случаях, когда два бруса своими концами ложатся на опору. Концы брусьев соединяют вплотную, а затем крепят скобами.
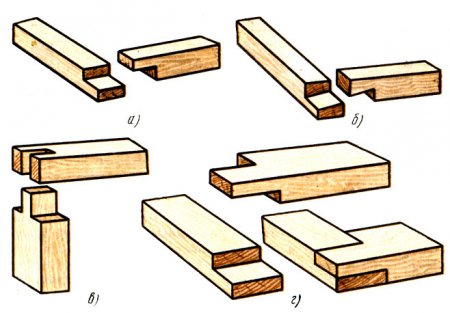
Угловые соединения. Брусья, бревна соединяют под углом при возведении брусковых и рубленых стен, устройстве верхней и нижней обвязок в каркасных домах и других деревянных конструкциях. Основными видами плотничных соединений являются соединения вполдерева, вполулапу, шиповое угловое сковороднем.
Врубку вполдерева (рис. 2, а) выполняют путем вырубки или срезки половины толщины на концах соединяемых брусьев. После вырубки концы соединяют под прямым углом. Соединение вполулапу (рис. 2, б) получается при зарезке на концах брусьев наклонных плоскостей. Обработанные концы брусьев плотно соединяют. Врубку угловым сковороднем (рис. 2, г) выполняют так же, как и врубку вполдерева, но дополнительно в одном из брусьев выпиливают часть древесины.
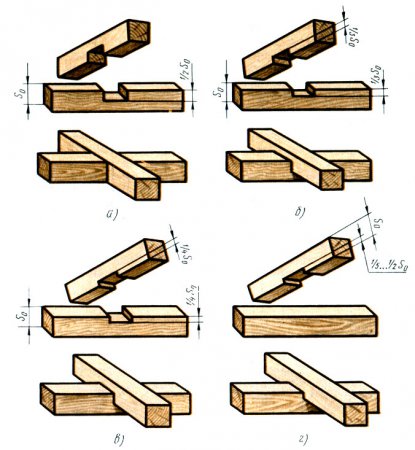
Крестообразные соединения. Этот вид соединения (рис. 3) брусьев применяют при строительстве мостов и изготовлении других деревянных конструкций. Такие соединения выполняют вполдерева, втреть и вчетверть дерева, а также с зарубкой одного бруса.
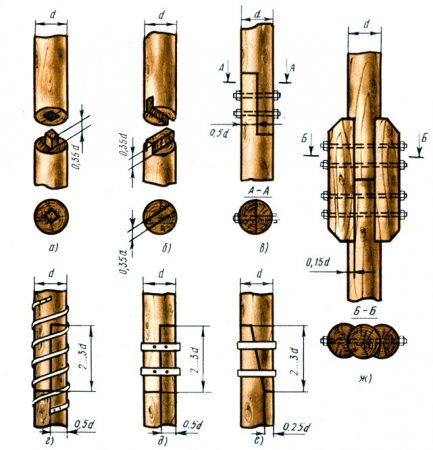
Соединения по высоте. Соединение элементов по высоте называется наращиванием. Этот вид соединения применяют при устройстве столбов, мачт и др. Наращивать бревна и брусья можно впритык с потайным шипом (рис. 4, а), впритык со сквозным гребнем (рис. 4, б), вполдерева с креплением болтами (рис. 4, в), вполдерева с креплением полосовой сталью (рис. 4, г), вполдерева с креплением хомутами (рис. 4, д), косым прирубом с креплением хомутами (рис. 4, е), применяемым в ответственных сооружениях, впритык с накладками и креплением болтами (рис. 4, ж). Длину стыков делают обычно равной двум или трем толщинам соединяемых брусьев или двум или трем диаметрам соединяемых бревен.
Виды столярных соединений
Бруски столярных изделий соединяют между собой шиповым соединением, состоящим из двух элементов — шипа и гнезда или проушины. Шип — выступ на торце бруска, входящий в соответствующее гнездо или проушину другого бруска. Шипы бывают одинарными (рис. 5, а), двойными (рис. 5, б), многократными (рис. 5, в), т. е. более двух.
Цельный шип — это шип, составляющий одно целое с бруском. Вставным шипом называют шип, выполненный отдельно от бруска. Шип с поперечным сечением в виде круга называется круглым (рис. 5, г).

Шип «ласточкин хвост» (рис. 5 д) имеет профиль в виде равнобочной трапеции с большим основанием на торцовой грани шипа, односторонний шип «ласточкин хвост» — в виде прямоугольной трапеции с большим основанием на торцовой грани шипа.
Зубчатый шип имеет профиль в виде треугольника или трапеции, меньшее основание которого является торцовой гранью шипа (рис. 5, з), двукосый зубчатый шип (рис. 5, ж) — равнобедренного треугольника.
Одинарные и двойные шипы применяют при изготовлении окон, рамочных дверей, мебели; шип «ласточкин хвост» — при изготовлении ящиков, коробок; зубчатые шипы — при клеевом соединении деталей (сращивании) по длине.
Помимо этого применяют шипы круглые вставные при соединении делянок (заготовок) по ширине. Шипы впотемок и полупотемок (рис. 5, н, о) используют при изготовлении рамок, мебели и др.
Шип впотемок делают не только при концевом соединении, но и в тех случаях, когда требуется, чтобы края гнезда были незаметны, так как получить ровные края гнезда не всегда удается. Чтобы скрыть этот дефект, у шипа вырезают потемок, т. е. снимают часть шипа по ширине с одной или обеих сторон.
Для того чтобы образовать шип, проушину, обработанные бруски, т. е. простроганные с четырех сторон на требуемый размер, предварительно размечают.
Конструктивные части и элементы столярных изделий
Брусок — простейшая деталь; бывает разных размеров, сечений и формы (рис. 6, а). Узкая продольная сторона бруска называется кромкой 5, а продольная широкая — пластью 7, линия пересечения пласти с кромкой — ребром. Концевую поперечную сторону бруска, образованную при торцовке под прямым углом, называют торцом 6.
При изготовлении оконных и дверных блоков бруски малых сечений (вертикальные, горизонтальные горбыльки створок) выполняют из цельной древесины, а бруски больших сечений (коробки) делают клееными.

Раскладками называют бруски, предназначенные для крепления стекол в створках, дверях или филенок в дверных полотнах рамочной конструкции.
Филенки представляют собой щит прямоугольной формы, изготовленный из столярной, древесностружечной или древесноволокнистой плиты. По форме филенки бывают плоские, со скошенными кромками и с профильной обработкой кромок. Филенку в рамках дверей устанавливают в паз, фальц и крепят раскладками или накладывают на бруски и крепят шурупами.
Фальцем называют прямоугольную выемку в бруске. Если выемка имеет равные стороны угла, то она образует четверть.
Платик — уступ, образованный для скрытия зазора; применяют в тех случаях, когда пригонка детали заподлицо затруднена. Использование платика упрощает сборку изделий. Применяют его при изготовлении мебели.
Свес — выступ за пределы основания. Применяют при изготовлении мебели.
Галтелью называют полукруглую выемку на кромке или пласти детали.
Рамка состоит из четырех брусков, образующих квадрат или прямоугольник. Отдельные рамки имеют, кроме того, внутренние бруски-средники (рамочные двери, оконные створки с гор-быльками).
Рамки собирают на шиповом соединении. Небольшого размера рамки собирают на одинарный открытый сквозной шип или шип с полупотемком или с потемком. При изготовлении столярных изделий применяют преимущественно рамки прямоугольной формы, очень редко (для уникальных зданий) — многоугольные или круглые. Оконная створка, форточка, фрамуга, коробка — все это рамки.
Все соединения в оконных блоках выполняют на шипах. Прочность шипового соединения определяется его размерами и площадью склеиваемых поверхностей. Для увеличения прочности шипы делают двойными (в окнах).
Щиты изготовляют массивными (дощатыми) или с пустотами. Массивные щиты во избежание коробления следует набирать из узких реек (деталей) шириной не более 1,5 толщины, с подбором волокон, влажностью до (10 ±2) %.
При склеивании деталей по ширине одноименные (заболонные) пласти соединяемых реек должны быть обращены в противоположные стороны, а одноименные кромки — друг к другу.
Стыковать рейки по длине допускается, если стыки расположены вразбежку и расстояние между ними в смежных рейках не менее 150 мм. В щитах, предназначенных для несущих конструкций, рейки по длине не стыкуют. Из щитов изготовляют панели стеновые, тамбуры и др.
Во избежание коробления щиты делают со шпонками (рис. 7, а), с наконечниками (рис. 7, б), с вклеенными и наклеенными рейками (рис. 7, в, г, д). Шпонки в щитах делают заподлицо с плоскостью или выступающими. На каждый щит ставят не менее двух шпонок. Щиты со шпонками предназначены для дверей временных зданий и др.
Кроме дощатых изготовляют щиты многослойные, склеенные из трех или пяти однослойных щитов со взаимно перпендикулярным направлением волокон (рис. 7, е).
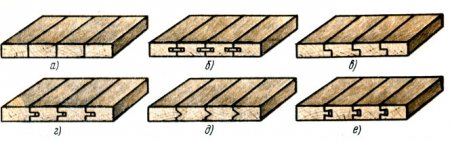
Массивные щиты склеивают на гладкую фугу (рис. 8, а), на рейку (рис. 8, б), в четверть (рис. 8, в), в паз и гребень (рис. 8, г, д) и в «ласточкин хвост» (рис. 8, е).
Столярная плита (ГОСТ 13715-78) представляет собой реечный шит, оклеенный с обеих сторон шпоном. Плиты выпускают трех типов: HP — из не склеенных между собой реек древесины, CP — из склеенных между собой реек, БР — из склеенных в блок досок. Плиты имеют длину 1525, 1830 и 2500, ширину 1220, 1525 и толщину 16, 19, 22, 25 и 30 мм. Щиты плит изготовляют из древесины хвойных, мягких лиственных пород и березы. Для изготовления плит применяют клеи на основе фенолформальдегидных и моче-виноформальдегидных смол. Применяют плиты для изготовления панелей, тамбуров, мебели и др.
Пустотелые щиты представляют собой рамку, облицованную с обеих сторон фанерой или твердой древесноволокнистой плитой и заполненную внутри сотами, которые изготовлены из бумаги, отходов твердой древесноволокнистой плиты или фанеры. Заполнять щиты можно также рейками, уложенными с зазором не более 30. 40 мм.
Соединение деталей из древесины
Сращивание отрезков по длине может быть торцовым, на «ус», зубчатым, ступенчатым (ГОСТ 17161-79).
Торцовое клеевое соединение (рис. 9, а) — это клеевое соединение торцовыми поверхностями склеивания. Под торцовым клеевым соединением на «ус» (рис. 9, б) понимают клеевое соединение плоскими поверхностями склеивания, расположенными под острым углом к продольной оси заготовок. Клеевое соединение на ступенчатый «ус» (рис. 9, в) это соединение, в котором поверхности склеивания имеют выступ, препятствующий смещению заготовок в продольном направлении при растяжении. Соединение, в котором скошенные концы заготовок имеют затупление, препятствующее смещению заготовок в продольном направлении при растяжении и сжатии, называют соединением на ступенчатый «ус» с затуплением (рис. 9, г).
Зубчатое клеевое соединение (рис. 9, д) — это соединение профилированными поверхностями в виде зубчатых шипов, вертикальное зубчатое клеевое соединение (рис. 9, е) — соединение с выходом профиля шипов на пласть заготовки. В горизонтальном зубчатом соединении (рис. 9, ж) профиль шипов выходит на кромку заготовки.
Зубчатое клеевое соединение на «ус» (рис. 9, з) — соединение на «ус» профилированными поверхностями склеивания в виде зубчатых шипов. Ступенчатое клеевое соединение (рис. 9, и) — торцовое соединение профилированными поверхностями склеивания в виде ступеньки, высота которой равна половине толщины» заготовки.

Наиболее прочным является клеевое соединение на зубчатый шип. Этот вид соединения применяют для сращивания брусков створок, фрамуг, оконных и дверных коробок и других строительных элементов (балок, прогонов).
Сплачивание заключается в соединении брусков, досок, делянок по ширине кромки в щиты или пластями в блоки. Каждую заготовку, соединяемую в щит, называют делянкой.
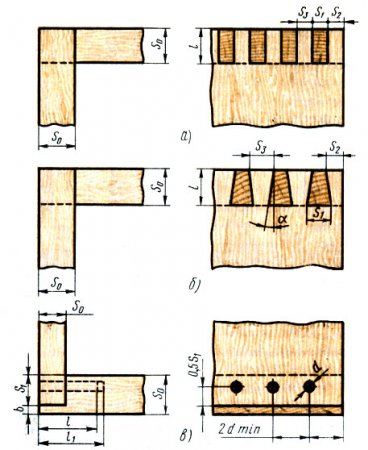
В соответствии с ГОСТ 9330-76 соединение по кромке рекомендуется в зависимости от назначения изделий производить на рейку, в четверть, в прямоугольный и трапецеидальный паз и гребень и на гладкую фугу.
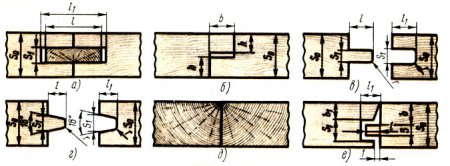
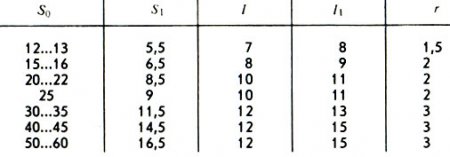
При выполнении соединений на рейку К-1 (рис. 10, а) следует при I, равном 20. 30 мм, делать I1 на 2. 3 мм больше; S1 принимают равным 0,4S0 для реек из древесины, а для реек из фанеры S1 делают 0,25S0; размер S1 принимают равным ближайшим размерам пазовой дисковой фрезы, т. е. 4, 5, 6, 8, 10, 12, 16 и 20 мм. На кромках допускаются одно- и двусторонние фаски.
Для соединений по кромке в четверть К-2 (рис. 10, б) h0 = 0,5 S0 — 0,5 мм, a B находится в следующей зависимости от S0:
S0 мм . 12. 15 15. 20 20. 30 30
b мм . 6 8 10 16
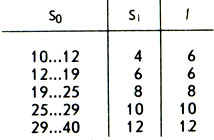
Для соединений типа К-3 в паз и гребень (рис. 10, в) (табл. 1) радиус закруглений r делают 1. 2 мм, а размер I, — на 1. 2 мм больше размера I. На кромках допускаются одно- и двусторонние фаски.
Размеры соединений К-4 (рис. 10, е) приведены в табл. 2:

Размеры пазов и гребней соединения К-5 (рис. 10, г) определяют по табл. 3:
Шов, образуемый при соединении делянок, называют фугой. Делянки, из которых склеивают щит на гладкую фугу типа К-6 (рис. 10, д), должны иметь гладкие и ровные кромки, образующие с плоскостью (пластью) прямой угол по всей длине. Если при соединении делянок нет просветов, то прифуговка (пригонка) их выполнена качественно. Склеивают щиты в стяжных хомутах, ваймах, прессах.
Помимо склеивания щиты можно собирать из делянок на круглые вставные шипы, при этом диаметр шипа должен составлять 0,5 толщины делянки, а длина должна быть 8. 10 диаметров. Шипы устанавливают с шагом 100. 150 мм.
Соединение в паз и гребень, а также в четверть производят путем отборки по всей длине кромки (делянки) с одной стороны паза или четверти, а с другой — гребня или четверти. Это соединение применяют при изготовлении щитов, настилке дощатых полов, устройстве столярных перегородок, подшивке потолков. Соединение на гладкую фугу более экономично, чем соединение в четверть или в паз и гребень.
При соединении на рейку вдоль кромок делянок выбирают пазы, в которые вставляют деревянные или фанерные рейки.
Шиповые соединения столярных изделий
При производстве столярных изделий основным видом соединений является шиповое, состоящее из двух элементов: шипа и гнезда, или проушины. В зависимости от толщины изделий, требуемой прочности бруски соединяют на один, два и более шипов. Увеличение числа шипов повышает площадь склеивания.
В соответствии с ГОСТ 9330-76 шиповые соединения брусков бывают угловые концевые, угловые серединные и угловые ящичные.

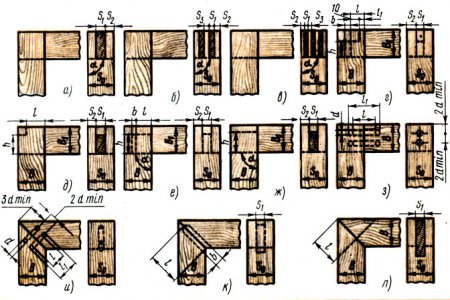
Угловые концевые соединения брусков выполняют на шипы: открытый сквозной одинарный УК-1 (рис. 11, а), открытый сквозной двойной УК-2 (рис. 11, б), открытый сквозной тройной УК-3 (рис. 11, в), несквозной с полупотемком УК-4 (рис. 11, г), сквозной с полупотемком УК-5 (рис. 11, д), несквозной с потемком УК-6 (рис. 11, е), сквозной с потемком УК-7 (рис. 11, ж), несквозные и сквозные на круглые вставные шипы УК-8 (рис. 11, з), на «ус» со вставным и несквозным круглым шипом УК-9 (рис. 11, и), на «ус» со вставным несквозным плоским шипом УК-10 (рис. 11, к), на «ус» со вставным сквозным плоским шипом УК-11 (рис. 11, л). Размеры шипов и других элементов угловых концевых шиповых соединений приведены в табл. 1, а виды угловых серединных и угловых ящичных соединений — на рис. 12 и 13.
Размеры шипов и других элементов угловых серединных соединений должны быть: в соединении УС-3 S1=0,4S0; S2 = 0,5 (S0 — — S1); b — не менее 2 мм; I1 = (0,3. 0,8)B, I2=(0,2. 0,3)B1. В соединениях УС-1, УС-2 допускается двойной шип, при этом S1 = 0,2S0; R соответствует радиусу фрезы. Для соединения УС-4 S1 =S3=0,2S0; S2=0,5[S0 — (2S1+S3)]. Для соединения УС-5 S1 = = (0,4. 0,5)S0; I= (0,3. 0,8)S; S2 = 0,5(S0 -S1); b — не менее 2 мм.

Для соединения УС-6 I-(0,3. 0,5)S0; b — не менее 1 мм. Для соединения УС-7 d = 0,4; I = (2,5. 6)d; I1 > на 2. 3 мм I. Для соединения УС-8 I = (0,3. 0,5)В1; S1 = 0,85S0. Полученный размер следует округлить до ближайшего размера фрезы (13, 14, 15, 16 и 17 мм), но не менее S0.
Расчетные толщины шипов и диаметры шкантов соединений типа УС округляют до ближайшего размера фрезы (4, 6, 8, 10, 12, 14, 16, 20 и 25 мм), а угол аα устанавливают в зависимости от конструкции изделия. Размеры углового ящичного соединения УЯ-1 (рис. 13, а) должны быть: S1 = S3 = 6, 8, 10, 12, 14, 16 мм; I = S0; S2 должно быть не менее 0,3S0.
В соединении УЯ-2 S1 = 0,85S0, причем полученный таким образом размер округляют до ближайшего размера фрезы (13, 14, 15, 16 и 17 мм); S2 — не менее 0,75S0; S3 = (0,85. 3)S0; I = S0, aα=10°. В этом соединении допускается шип «ласточкин хвост» в полупотай.
В соединении УЯ-3 d = 0,4S0; полученный размер шкантов округляют до ближайщего размера фрезы (4, 6, 8, 10, 12, 16, 20 и 25 мм): I= (2,5. 6)d; I1 более I на 1 . 2 мм; B = от 0 до dmin.
Для столярных издений угловые шиповые соединения делают: концевыми — на сквозных прямых шипах; серединными вертикальными — на сквозных прямых шипах или шкантах; серединными горизонтальными — на несквозных прямых шипах или шкантах. Типы шиповых соединений в зависимости от толщины соединяемых деталей даны в табл. 5:

Шиповое соединение должно быть выполнено с величинами натягов и зазоров в пределах -0,1. +0,3 мм, т. е. практически плотным. Основными недостатками в шиповом соединении являются: не выдержаны размеры шипа по длине, толщине, непараллельность поверхности шипа или проушины, сколы, вырывы, неплотности в шиповом соединении и др.
Выработка шипов и проушин
При выработке шипов и проушин выполняют следующие операции: размечают шипы и проушины, запиливают, выпиливают заплечики и выдалбливают проушины. В соответствии с рабочим чертежом или по ГОСТ 9330-76 определяют размеры соединений, после чего приступают к разметке.

Разметка углового концевого соединения на открытый сквозной одинарный шип УК-1 для брусков толщиной 42 и шириной 65 мм приведена на рис. 14. Для соединения УК-1 S1, = 0,4S0; S2 = 0,5(S0 — где S0 — толщина бруска, равная 42 мм. Отсюда толщина шипа S1 = 0,4S0 = 0,4 X 42 = 16,8 (округленно принимаем равным 16 мм), S2 = 0,5(42-16) = 13 мм. В соответствии с этими данными размечают шипы; шипы и проушины можно размечать используя шаблоны, с помощью которых на торцы бруска наносят риски.
Запиливают шипы и проушины лучковой пилой очень тщательно, так как перекос шипа приведет к перекосу створки. Если шип толще проектного размера, то при посадке в проушину он может расколоть брусок, а если тоньше, то соединение получится непрочным, так как оно будет без плотной посадки.
При пилении следят за тем, чтобы пила проходила около риски, только в этом случае получится точный размер шипа или проушины. При выработке шипов пилят только с наружной стороны рисок, а при выработке проушин — с внутренней.
При начале пиления для быстрого углубления пилу ставят на ребро под углом 15. 20° и, сделав несколько движений на себя, без нажима углубляют пилу, после чего пилят равномерно без нажима и рывков. После запила срезают заплечики. Проушину после запилов выдалбливают долотом с киянкой и зачищают стамеской.
Соединения элементов на нагелях, гвоздях, шурупах
Нагели представляют собой деревянные или металлические стержни цилиндрической или крестообразной формы. Их применяют как дополнительное крепление в угловых и серединных шиповых соединениях для предохранения шипа от выворачивания. Соединяют детали нагелями по расчету, размечая места установки в соответствии с чертежом, и по шаблонам.
Отверстия под нагели выбирают сверлами. Места отверстий до начала сверления размечают по шаблону. Сверлить отверстия нужно так, чтобы сверло шло без отклонений по заданному направлению.
Нагель ставят таким образом, чтобы он был перпендикулярен боковым граням шипа и проходил сквозь оба соединяемых бруска, т. е. через шип и проушину. Заменять деревянные нагели обычными гвоздями в шиповом соединении не допускается, так как гвозди портят соединение и не дают той прочности, что нагель. Деревянные нагели в шиповом соединении ставят на клею.
Гвоздевые соединения определяют расчетным путем, а в некоторых случаях количество гвоздей назначают конструктивно, например при настилке полов, установке встроенного оборудования, устройстве перегородок, подшивке потолков и др.
В гвоздевых соединениях конструкций, изготовляемых из древесины лиственницы и твердых лиственных пород (береза), гвозди диаметром более 6 мм следует забивать в заранее просверленные гнезда, причем диаметр гнезда должен составлять 0,9 диаметра забиваемого гвоздя, а глубина — 0,6 длины гвоздя.
В соединении элементов из досок хвойных и мягких лиственных пород гвозди независимо от диаметра забивают без предварительного рассверливания гнезд.
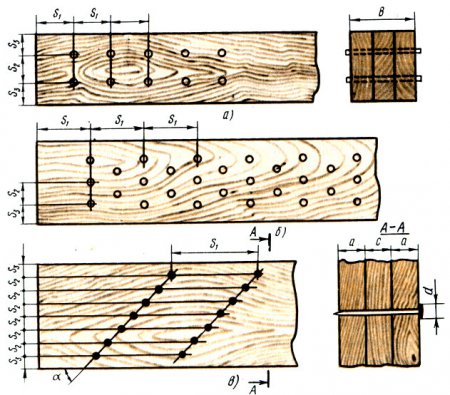
Расстояние между осями гвоздей (вдоль волокон) для сколачивания деревянных элементов (досок) должны быть следующими (рис. 15): S1 = 15d при толщине пробиваемого элемента c≥l0d и S1 — 25d при толщине пробиваемого элемента c=4d, где d — диаметр гвоздя. Расстояние S1 для элементов, не пробиваемых насквозь гвоздями, должно быть равно или больше пятнадцати диаметров гвоздя (S1≥15d).
Расстояние между осями гвоздей (поперек волокон) при условии прямой расстановки гвоздей S2 = 4d, а при забивании гвоздей в шахматном порядке или под углом а 45° расстояние между продольными рядами гвоздей уменьшают до 3d.
Расстояние от продольной кромки элемента до крайнего гвоздя S3 должно быть не менее 4d. Диаметр гвоздей не должен быть больше 0,25 толщины наиболее тонкой пробиваемой доски.
Забивать гвозди в деревянные конструкции следует по шаблону, кондуктору, в которых места забивания гвоздей должны точно соответствовать чертежам. Шаблоны изготовляют из фанеры или кровельной стали.
В конструкциях, в которых гвозди работают на выдергивание, длина защемленной части гвоздя должна быть не менее двух толщин пробиваемого деревянного элемента и не менее 10 диаметров гвоздя.
При встречном забивании гвозди не должны пробивать насквозь все доски (пакет). При сквозном забивании концы гвоздей следует загнуть поперек волокон. Допускаемое отклонение в расстоянии между центрами гвоздей с той стороны, с которой их забивают, составляет ±2 мм.
Если при забивании гвоздь изогнулся, его необходимо выдернуть и заменить прямым. Забивать гвозди в мерзлую и сырую древесину не рекомендуется, так как гвозди корродируют (ржавеют), что снижает прочность соединения. Гвозди надо забивать в здоровую часть древесины. Не следует забивать их в сучки и трещины.
При креплении наличников, плинтусов, досок пола головки гвоздей утапливают и перед окраской шпатлюют для укрытия возможных вмятин.
Шуруп представляет собой металлический стержень цилиндрической формы с нарезкой в нижней части. Шурупы бывают с полукруглой (ГОСТ 1144-80), потайной (ГОСТ 1145-80) или полупотайной (ГОСТ 1146-80) головками.
В столярных изделиях шурупы используют для крепления нащельников, приборов — петель, ручек, заверток, замков и др. При этом преимущественно используют шурупы с потайной головкой. Соединения на шурупах применяют при сборке встроенной мебели, когда соединяемые элементы трудно склеить, а также в том случае, когда отдельные элементы нужно сделать разборными (ремонт приборов, нащельников, отливов и др.).
В древесину шуруп завертывают коловоротом с отверткой или электрошуруповертом, а не забивают. При забивании шурупа в древесину молотком винтовое соединение получается непрочным, так как сминается нарезка и нарушается древесина в месте прохождения шурупа. При этом соединение теряет до 40 % силы, удер-вающей шуруп в древесине.
При завертывании шурупа в древесине образуется естественная гайка, благодаря чему соединяемые элементы прочно стягиваются.
Прочность соединения шурупами зависит от плотности древесины, размеров и количества шурупов, глубины их завертывания (завертывать шуруп надо до отказа), направления волокон.
В древесину твердых пород шурупы следует завертывать в заранее просверленные отверстия. Диаметр отверстия должен составлять 0,9 диаметра ненарезанной части шурупа, а длина отверстия — от ½ до ¾ длины шурупа. При завертывании шурупов в древесину дуба во избежание коррозии их предварительно смазывают тавотом. Во влажную древесину шурупы завертывать не рекомендуется, так как они будут быстро корродировать (ржаветь). При соединении строительных элементов шурупами расстояние между осями должно составлять S1 = 10d; S2 = S3 = — 56 (d — диаметр шурупа).
Соединение на клеях
Для изготовления элементов оконных и дверных блоков, брусков коробок, перегородок, строительных конструкций — балок, арок, прогонов, элементов ферм — требуются толстомерные пиломатериалы. Для обеспечения производства толстомерными пиломатериалами тонкомерные пиломатериалы склеивают по длине, толщине и ширине. Для изготовления клееных элементов используют преимущественно пиломатериалы хвойных пород (ель, сосну) и клеи на основе синтетических смол. Марки клеев подбирают в соответствии с их свойствами. Синтетические клеи водо- и грибо-стойки, дают более прочное соединение. Процесс приготовления клеевого раствора и режимы склеивания проще, что удобнее при массовом производстве. Выдержка под прессом не требует длительного времени, а при подогреве может быть сокращена. Клеевой слой при склеивании почти не увлажняется, выдержка после запрессовки небольшая.
Для производства клееных конструкций применяют резорциновый клей ФР-12, фенольный КБ-3, карбамидно-меламиновый KC-B-CK, карбамидный КФ-Ж, алкилрезорциновый ФР-100 и др, В клее ФР-12 отсутствует фенол, рабочая жизнеспособность не менее 2 ч. Клей КБ-3 водостоек, выделяет свободный фенол, содержит горючие растворители, рабочая жизнеспособность 1,5. 2 ч. Клей KC-B-CK имеет водостойкость выше карбамидных, содержит меньше фенола и горючих растворителей. Рабочая жизнеспособность более 2 ч. Клей КФ-Ж имеет ограниченную водостойкость, не содержит фенола и горючих растворителей. Клей ФР-100 не имеет свободного фенола, содержит горючие растворители, рабочая жизнеспособность более 1 ч.
Клей КФ-Ж может быть горячего и холодного отверждения. В качестве отвердителя для получения клея горячего отверждения применяют хлористый аммоний (0,5. 1 мас. ч. на 100 ч. смолы), для получения клея холодного отверждения-10 %-ный водный раствор щавелевой кислоты (10. 15 мас. ч. на 100 ч. смолы). Отверждение клея при горячем способе происходит при температуре до 100 °С в течение 60. 100 с.
Для склеивания конструкций, работающих в условиях повышенной влажности, используют клей КБ-3, приготовляемый на основе смолы СФЖ-3016 (ГОСТ 20907-75) и керосинового контакта Петрова. Соотношение компонентов клея зависит от температуры воздуха, в котором склеивают элементы: при температуре 15. 17 °С на 100 мас. ч. смолы берется 25 ч. керосинового контакта, при 18. 20 °С — 20 мае. ч., а при 21 . 25 °С — 15 мае. ч. соответственно. Этот клей водоупорен, масло-, бензо-, кислото- и биостоек. Для улучшения зазорозаполняющих свойств в него вводят наполнитель — древесную муку (до 8 % от массы смолы).
Технологический процесс изготовления клееных элементов состоит из следующих основных операций: сушки, сортировки и раскроя пиломатериалов, обработки с четырех сторон, приготовления клеев, нанесения клея на склеиваемые элементы, склеивания заготовок по длине и ширине, сборки склеиваемых заготовок, запрессовки и выдержки под давлением для отверждения клея, механической обработки склеенных элементов, защитной обработки, контроля качества склеенной продукции.
Склеиваемая древесина должна иметь одинаковую влажность и породу, так как при склеивании заготовок (деталей) из двух частей разной влажности после высыхания на более влажной стороне (заготовке) образуется вогнутость, а в клеевом шве — внутренние напряжения, поэтому разница во влажности древесины в склеиваемых элементах должна быть не более 2. 4%. Сушат пиломатериалы в сушильных камерах. Влажность пиломатериалов для склеивания не должна превышать (10 ± 2) %. После сушки пиломатериалы в течение 3. 5 сут выдерживают в помещении при температуре 18. 25 °С и относительной влажности воздуха 60. 70 %.
Сортируют пиломатериалы до сушки или после нее путем внешнего осмотра, оценивая качество по наличию пороков (сучки, гниль, червоточина, наклон волокон). При небольшом объеме производства пиломатериалы сортируют при поперечном раскрое. По длине и ширине пиломатериалы раскраивают на круглопильных станках или на специализированных линиях. Для поперечного раскроя применяют станки ЦПА-40, для продольного — ЦДК4-3, ЦДК5-2.
После раскроя заготовки обрабатывают на продольно-фрезерных станках. Поверхности заготовок должны быть отфугованы и профрезерованы. При соединении по длине заготовки окончательно обрабатывают после сращивания. Отфрезерованные пиломатериалы, заготовки хранят не более одних суток при температуре помещения 18. 20°С и влажности воздуха 50. 60 %, предохраняя их от загрязнения, увлажнения или пересушивания.
Склеиваемые заготовки должны быть одинаковой толщины. Если заготовки, доски имеют разную толщину или дефекты формы (коробление и др.), их перед раскроем калибруют (по толщине). При сращивании по длине необходимо правильно формировать шипы. Шипы вырабатывают на шипорезных, фрезерных станках или на специализированных линиях.
Зубчатые соединения необходимо выполнять в соответствии с требованиями ГОСТ 19414-79. При соединении на «ус» уклон клеевого соединения должен быть 1/10 или длина скоса должна соответствовать десяти толщинам склеиваемых заготовок.
В целях экономии древесины вместо обычных зубчатых шипов длиной 32. 50 мм применяют более короткие длиной 5. 10 мм с шагом 1,75. 3,5 мм и затуплением 0,2. 0,5 мм.
Небольшое количество клея приготовляют вручную, а большое — в клеемешалке типа КМ-40-10. Приготовление клея состоит из следующих операций: подготовка компонентов клея, перемешивание жидких компонентов (для устранения осадка), просеивание подсушенных порошкообразных отвердителей, взвешивание их в соответствии с составом. Составляющие компоненты клея (смола, отвердитель, наполнитель) тщательно перемешивают в течение 3. 5 мин при частоте вращения лопастей 40. 60 об/мин и температуре клея не более 18. 20°С
Клей наносят на обе склеиваемые поверхности (наносить клей на одну сторону допускается лишь при большой жизнеспособности клея).
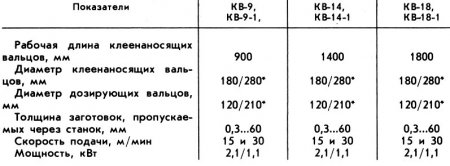
При малых объемах производства клей наносят вручную кистями, щетками или валиками, а при большом объеме — на клеена-носящих станках, табл. 6:
Сращивают пиломатериалы по длине на линии КДК-13. На этой линии можно сращивать пиломатериалы длиной 800. 6500 мм, шириной 80. 200 и толщиной 16. 50 мм со скоростью подачи 10. 15 м/мин.
Для склеивания пакетов применяют секционный пресс КДК-10. На этом прессе можно склеивать пакеты длиной 16 500 мм, шириной 80. 200 и толщиной до 865 мм. Выдержка в прессе для прямолинейных конструкций 8. 10 ч. Величина торцового давления при запрессовке зубчатых соединений колеблется в пределах 1. 1,5 МПа.
Прочность склеивания древесины периодически проверяют. Для этого склеиваемые образцы деталей раскалывают по клеевому шву. Если раскол произошел по древесине, то склеивание считается прочным, а если по слою клея — то прочность склеивания низкая. Если элементы детали склеены правильно, то соединение получается прочнее самой древесины.
Большое значение при склеивании древесины имеет качество ее подготовки. Плохо склеиваются отшлифованные поверхности, покрытые пылью, жиром и др. До склеивания поверхности должны быть чисто выстроганы, плотно прифугованы и очищены от пыли, грязи, опилок.
Клей наносят на склеиваемые поверхности равномерным слоем. Остатки клея, появляющиеся на поверхности детали, при прессовании снимают влажной тряпкой, пока клей не застыл, после чего насухо протирают сухой тряпкой.
Склеивают бруски по длине на зубчатый шип на линии ОК502 (рис. 16), состоящей из ряда последовательно расположенных агрегатов. На шипорезном станке 1 зарезаются зубчатые шипы, на прессе 2 на них наносится клей, отрезки соединяются и сжимаются, после чего на торцовочном станке 3 длинные бруски торцуются на требуемую длину. Полученные отрезки через приемный стол 4 поступают на конвейер 5, где они укладываются в стопу и выдерживаются до полного схватывания клея. На линии можно склеивать бруски длиной 250. 1200 мм, шириной 50. 150 и толщиной 40. 85 мм. Производительность линии до 5 м/мин.
Доски, бруски при малых объемах производства склеивают пластями или кромками в струбцинах, хомутах, ваймах. Процесс склеивания состоит из подготовки заготовок (раскрой, обработка поверхности под склеивание), склеивания их пластями, кромками, выдержки для схватывания клея, обработки после склеивания.

Технологический процесс изготовления клееных щитов включает сушку пиломатериалов, раскрой пиломатериалов по длине и ширине на круглопильных станках, фугование (продольное фрезерование) пласти и кромки на фуговальном станке, намазывание кромок клеем, склеивание реек в щиты в ваймах, технологическую выдержку, необходимую для схватывания клея, фрезерование плоскостей щита на рейсмусовом станке, обрезку щита в размер на круглопильном станке. Узкие щиты можно склеивать в струбцинах.
Рейки (детали), подлежащие склеиванию, выравнивают по длине, подбирают по толщине и собирают в пакет. Собранные в пакет детали со стороны кромки намазывают клеем, после этого детали раскладывают на ваймах так, чтобы намазанная кромка стыковалась с сухой.
При запрессовке следят за тем, чтобы щит не выпучивался и не имел перекосов. Проверяют это линейкой по диагонали и поперек щита; правильность угла проверяют угольником. После проверки рейки (детали) зажимают окончательно клиньями и выдерживают до полного схватывания клея в ваймах (рис. 17).

На крупных предприятиях щиты дверей склеивают и облицовывают в прессах с винтовыми, пневматическими или гидравлическими зажимами, а также на линиях.
Бруски коробок (дверей) по ширине склеивают на линии ДВ504, состоящей из торцовочного и клеенамазывающих станков, пресса с обогревом токами высокой частоты (ТВЧ), транспортного устройства, траверсной тележки, торцовочного станка, дробилки, напольного конвейера. Линия предназначена для подачи раскроенных реек, вырезки дефектов у реек, нанесения дозированного количества клея, формирования непрерывной ленты бруска из реек, склеивания в прессе с обогревом в зоне ТВЧ, раскроя непрерывного бруска на отрезки нужного размера, укладки их в пакеты и передачи для дальнейшей обработки (фрезерования, зарезки шипов).
Для деревянных конструкций основным видом клеевого соединения является склеивание досок, уложенных на пласти (рис. 18, а, б). По длине доски стыкуют впритык (рис. 18, в), с точной притор-цовкой на «ус» (рис. 18, г), на зубчатое клеевое соединение (рис. 18, д). Все стыки должны быть промазаны клеем.
Склеиваемые поверхности должны быть хорошо очищены, плотно прилегать друг к другу, не иметь пятен краски или масла. Выдержка после нанесения клея на поверхность древесины должна быть не более 1 ч.

Места соприкосновения деревянных элементов (коробок) с бетоном, а также торцы конструкций обрабатывают антисептическими составами.
Прочность клеевого шва должна быть не ниже прочности древесины на скалывание вдоль волокон и на растяжение поперек волокон.
Толщина брусков и досок, применяемых для склеивания, допускается до 50 мм, а в конструкциях, подверженных увлажнению, — не более 32. 40 мм.
При склеивании доски подбирают таким образом, чтобы направление их волокон совпадало.
Элементы конструкций, эксплуатируемых в химической, а также во влажной среде, должны быть склеены на водостойких клеях. Клееные конструкции должны иметь влагостойкое покрытие (окраску).
Изготовляют клееные элементы в специализированных цехах, оборудованных общеобменной вентиляцией, при температуре 18. 20°С и относительной влажности воздуха 50. 60 %. В местах приготовления клеев помимо общеобменной вентиляции устраивают местные отсосы. Рабочие места не должны загромождаться заготовками, деталями, материалами. Смолу и компоненты для приготовления клея хранят в специальном помещении.
На рабочих местах должна быть вывешена инструкция по безопасной работе с клеями и оборудованием. Рабочие должны быть обеспечены спецодеждой и головными уборами из плотной ткани, резиновыми перчатками, защитными очками, респираторами.
Источник



