
5.5. Шлифование сферических и плоских поверхностей
Исходя из экономической целесообразности и точностных возможностей способов принудительного формообразования и поверхностного притира, процесс шлифования разделен на две последовательно выполняемые операции: предварительное шлифование и тонкое шлифование. Задача первой операции — быстрое удаление с заготовки (или блока) основной части припуска на механическую обработку. В серийном производстве ее выполняют способом принудительного формообразования при помощи алмазного инструмента в виде кольцевых кругов формы 2А2, 12А2 и др. В единичном производстве применяют способ поверхностного притира, который может быть реализован как с помощью алмазного инструмента в виде грибов, чашек и планшайб, так и металлического инструмента такого же типа, работающего со свободным абразивом. Цель операции тонкого шлифования — придание заготовке (блоку) окончательного размера (с припуском на операцию полирования), уточнение формы и взаимного расположения поверхностей, уменьшение их шероховатости и толщины слоя, нарушенного предварительным шлифованием. Эту операцию выполняют способом поверхностного притира, используя тот Ж е инструмент, что и при предварительном шлифовании в условиях единиЧ’ ного производства, т.е. грибы, чашки и планшайбы.
551. Предварительное шлифование алмазными кольцевыми кругами
Предварительное шлифование алмазными кольцевыми кругами выполняют на станках, работающих по схеме принудительного формообразования в полуавтоматическом цикле. К их числу относится гамма станков типа «Алмаз» и типа АШС. Настройка таких станков заключается в установке и фиксации положения шпинделя несущего кольцевой алмазный инструмент, под заданным углом по отношению к оси изделия
Характеристики алмазных кругов для обработки конкретной поверхности рассчитывают по следующим исходным данным: диаметр Д заготовки, радиус R и стрелка Я прогиба обрабатываемой поверхности, коэффициент .Кг относительной твердости стекла по сошлифовыванию. Последовательно решают две задачи:
1. Определяют зернистость 4ш алмаза и его концентрацию /Сза в инструменте. Зернистость зависит от относительной кривизны обрабатываемой поверхности H/R. При H/R > 0,7 находят средний (е?зас) размер зерна основной фракции алмазного порошка:
где Дз — в миллиметрах.
По ГОСТ 9206-80Е берут ближайшую нормализованную зернистость. В зависимости от размера Д, это могут быть зернистости: 125/100, 100/80, 80/63, 63/50.
Если H/R ш стекла, нарушенного инструментом с алмазом зернистости
‘ «а —  наибольший размер зерна основной фракции алмазного порошке, числитель в обозначении зернистости мкм); «±» — знаки, относя-к выпуклой (+) и вогнутой (-) обрабатываемым поверхностям.
наибольший размер зерна основной фракции алмазного порошке, числитель в обозначении зернистости мкм); «±» — знаки, относя-к выпуклой (+) и вогнутой (-) обрабатываемым поверхностям.
4. По известному диаметру Д, и радиусу Л3 ПШ находят расчетное значение угла а наклона шпинделя инструмента по отношению к оси изделия, а по нему и расчетный диаметр Д„„ инструмента, т.е.
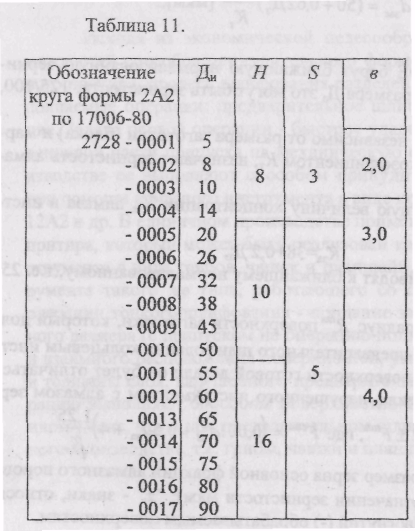
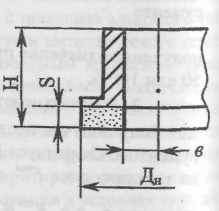
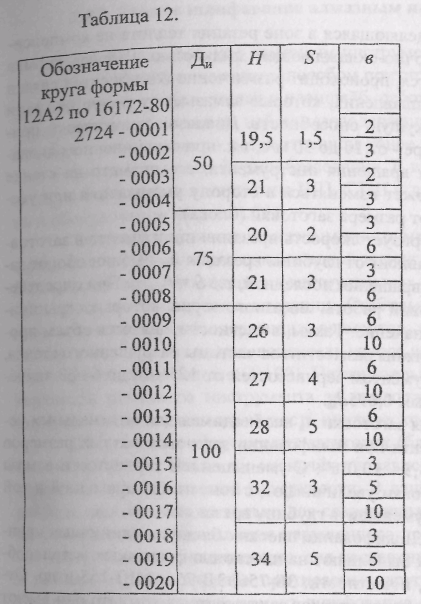
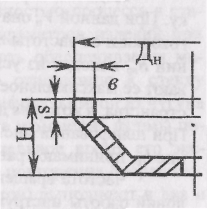
Из набора нормализованных  кругов 2А2 (табл.11), 12А2 (табл. 12) \ и др. выбирают размер, ближайший к расчетному, учитывая при этом, что для обработки выпуклых и плоских поверхностей Д„р является внутренним диаметром инструмента, а его наружный диаметр, по которому необходимо определять нормализованный размер, будет Д„р + 2е, где в — ширина рабочей кромки. Для обработки вогнутых поверхностей Дир соответствует его наружному диаметру, по которому и выбирают Д„р.
кругов 2А2 (табл.11), 12А2 (табл. 12) \ и др. выбирают размер, ближайший к расчетному, учитывая при этом, что для обработки выпуклых и плоских поверхностей Д„р является внутренним диаметром инструмента, а его наружный диаметр, по которому необходимо определять нормализованный размер, будет Д„р + 2е, где в — ширина рабочей кромки. Для обработки вогнутых поверхностей Дир соответствует его наружному диаметру, по которому и выбирают Д„р.
Выбрав нормализованный размер инструмента, уточняют угол, вводя в расчет средний диаметр инструмента Д.™
инструмента Д.™
Основные типы алмазных кругов приведены в таблицах 11 и 12.
Так как радиусы R] я R2 могут быть разными по величине и знаку (выпуклые, вогнутые), то неодинаковыми (при одном и том же диаметре инструмента) будут и значения угла а. Правильность настройки контролируют по симметрии и равномерности следа, который оставляет рабочая кромка инструмента на поверхности контрольной заготовки (блока) с радиусом Л, 1 ™.
Параметры, характеризующие режим работы станка, назначают, сходя из условий обеспечения максимальной интенсивности процесса и минимальной шероховатости шлифованной поверхности:
Скорость К„ инструмента определяет частоту воздействия зерен
ммаза на обрабатываемый материал, С ее увеличением интенсивность
цесса, которую характеризуют размером подачи 5, возрастает, а шеро-
ватость поверхности и глубина распространения трещиноватого слоя,
ответственно снижению глубины врезания зерен алмаза в материал за-
товки за один оборот инструмента, становится меньше. Оптимальная
корость Уи — 20-25 м/с. Дальнейшее повышение У„ не позволяет увеличивать подачу S, т.к. выделяющаяся в зоне резания теплота не компенсн- I руется ее отводом смазочно-охлаждающей жидкостью. Рабочая кромка инструмента разогревается, происходит размягчение компонентов связки с низкой температурой плавления, которые замазывают режущие грани зерен и снижают их режущую способность. Диапазон практически применяемых скоростей шире — от 10 до 30 м/с, т.к. при ограниченном диапа-I зоне изменения частоты вращения инструмента, его диаметр на станке каждого типоразмера может изменяться в сторону уменьшения или увеличения в зависимости от размера заготовки (блока).
Подача S характеризует скорость врезания инструмента в заготовку. При данной К„ она зависит от глубины врезания /гвр за один оборот заготовки и от частоты ид вращения последней, т.е S = /1вр‘«д. При определении /гвр исходят из условий работы алмазного зерна, которые ограничивают ее максимальное значение. Таким, в частности, является объем пространства, в котором должны разместиться частицы разрушенного стекла. При шлифовании инструментом зернистостей от 125/100 до 60/63 значение й„р принимают равным 0,095 1 . С уменьшением зернистости алмаза частоту вращения заготовки увеличивают, с тем, чтобы при одной и той же подаче можно было уменьшить глубину врезания.
Предварительное шлифование плоских блоков и единичных крупногабаритных заготовок выполняют на плоскошлифовальных металлообрабатывающих станках, в частности: ЗБ-756, ЗД-756, МШ-155 и др. Отличительная особенность этих станков заключается в том, что они имеют широкий диапазон осевой подачи инструмента (от 0,015 до 0,6 мм/мин) и размеров обрабатываемых изделий (до 600 — 800 мм). Наличие магнитного стола упрощает фиксацию блоков и единичных заготовок.
В качестве инструмента используют сегментные круги формы 12А2 и 2F2. Зернистости алмазного порошка от 125/100 до 60/63 в зависимости от размера обрабатываемой поверхности. Диаметр инструмента Ди определяется из соотношения:
Д^О^Да,, где Дв„ — диаметр или длина диагонали плоского блока [мм].
После шлифования сферических и плоских поверхностей инстрУ ментом зернистостей от 125/100 до 80/63 максимальная высота неровностей поверхности Й2=20. После шлифования инструментом зернистостей 63/50 — 50/40, среднее арифметическое отклонение профиля поверхности Да=1,6.
552. Тонкое шлифование алмазным инструментом
Тонкое шлифование алмазным инструментом сферических и пло-
оверхностей выполняют способом притира с использованием инст-
нта в виде грибов, чашек и планшайб, рабочую поверхность которых
,азуют закрепленные на ней алмазосодержащие элементы. Притир мо-
г быть реализован по рассмотренной ранее классической схеме и по
схеме принудительного формообразования. В первом случае используют
модернизированные станки типа ШП, СТШ и др. Вторая схема примене*
на в оборудовании фирмы LOH.
Тонкое шлифование алмазным инструментом отличается от шлифования свободным абразивом высокой интенсивностью процесса и стабильностью воспроизведения конструктивных параметров изделий при многократном повторении операции. Стабильность обеспечивается малым износом алмазосодержащих элементов по отношению к стеклу (1:1000), в то время как интенсивность износа шлифовальников из чугуна Сч18 значительно больше (1:100). Незначительное изменение формы поверхности алмазного инструмента за продолжительное время его эксплуатации определяет возможность циклического повторения операции.
Шлифование сферических заготовок (блоков) выполняют в два и более переходов. Число их назначают в зависимости от относительной кривизны обрабатываемой поверхности. В данном случае несколько переходов необходимы не только для сокращения времени, затрачиваемого на уменьшение толщины слоя нарушенного предварительным шлифованием, но, что более существенно, для постепенного уменьшения разницы в размере стрелок прогиба притираемых друг к другу поверхностей и аеличении в начальный момент шлифования площади их контакта при с 0,5 операцию выполняют в два перехода. Зернистость алмазного юшка в инструменте первого и второго переходов, соответственно — 14/10 или 20/14 — 10/7 в зависимости от размера блока. При ‘ 0,5 операцию выполняют в три перехода. Зернистость алмаза в ин-фументе первого перехода 40/28 или 28/20. ‘-‘
Шлифование плоских заготовок (блоков) производят обычно в два
:хода. Зернистость алмазного порошка в инструменте от 28/20 до 10/7.
хп ее в зависимости от размера обрабатываемой поверхности.
олщина сошлифовываемого припуска превышает 50 мкм, опера-
. ВЬ1п олняют в три перехода. Зернистость алмаза первого перехода
Концентрация алмаза 28: 8; 6% снижается с уменьшением зернистости.
$>ерические и плоские поверхности шлифуют при следующих « работы станков разных моделей:
частота вращения шпинделя инструмента [с» 1 ] 1,3 — 6,0
частота качания верхнего звена [дв.ход в мин] 24 – 80
— усилие на поводке [Па] р10 5 .
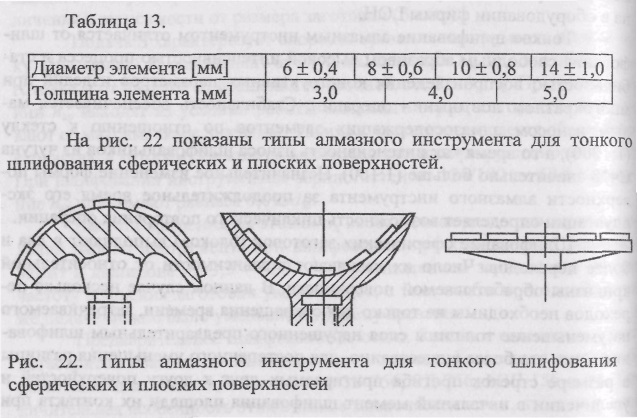
Инструмент в виде грибов, чашек и планшайб изготавливают в соответствии с ОСТ 3-4791-60 и ОСТ 3-4780-80. Тип, размер и материал корпусов инструмента регламентируют ОСТ 3-3513-85, ОСТ 3-3514-85 и ОСТ 3-3515-85. Закрепляемые на корпусе алмазосодержащие элементы имеют вид таблеток различных диаметров и толщины. Выбор их определяется размером инструмента. Параметры алмазосодержащих элементов приведены в таблице 13.
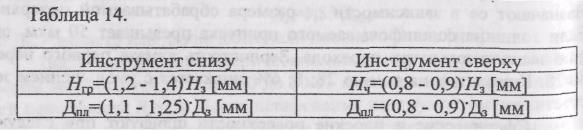
Размеры грибов чашек и планшайб определяют, исходя из уело- ] вий, при которых может быть достигнута минимальная скорость изменения их формы поверхности вследствие износа. Высоту грибов Н^, глубину Нч чашек и диаметр Дпл планшайб находят по известной высоте (глубине) Н сферической или диаметру Д плоской заготовки (блока) с учетом положения инструмента в соответствии с табл. 14.
Рабочую поверхность инструмента характеризуют коэффициентом заполнения площади корпуса алмазными элементами и закономерностью их расположения на нем.
Коэффициент заполнения площади планшайб принимают равным
О 3 Д ля сферических поверхностей с относительной кривизной
и/ о 0,5 он составляет 0,45 — 0,5. От расположения эле-
з на поверхности корпуса зависит интенсивность и равномерность
алмазосодержащего слоя. Единой системы расположения нет.
«енты размещают по концентрическим окружностям и по логариф-
еской спирали. Преимущество последней — более продолжительная
га инструмента без корректировки радиуса рабочей поверхности.
Число Мэл алмазных элементов на корпусе грибов, чашек и планшайб определяют, исходя из их размеров, коэффициента заполнения шощади корпуса алмазными элементами и диаметра Дм последних. Для
планшайб оно равно Мэя = rir 1 -К, для грибов и чашек —
М = — —8• К. Здесь: Л шл — радиус рабочей поверхности шлифоваль-
ника [мм]; Дщ, — диаметр планшайбы [мм]; Я — высота (глубина) гриба (чашки), соответственно.
Радиус К ш « рабочей поверхности грибов и чашек для каждого перехода операции рассчитывают по известному радиусу поверхности готовой детали, зернистости dla алмазного порошка в инструменте данного перехода и глубине F слоя нарушенного абразивом этой зернистости, т.е. Rmn = R±F.
Рабочую поверхность инструмента каждого перехода подготавливают, расшлифовывая ее при помощи свободного абразива по металлическому корпусу, чашке или грибу. Подготовленным таким образом инструментом шлифуют вспомогательную заготовку (блок) и контролируют диус полученной поверхности, который должен соответствовать рас-втному переходу. Способы контроля различны, в частности по ширине ы контакта притираемых поверхностей (0,15,- 0,25 высоты блока), из-шием стрелки прогиба шлифуемой поверхности заготовки (блока) помощи индикатора, по интерференционной картине, наблюдаемой поверхности деталей прополированных блоков после каждого перехо-При несоответствии радиуса поверхности заготовки (блока) заданно-азмеру, рабочую поверхность инструмента корректируют, повторяя юженные операции.
5.5.3. Предварительное шлифование сферических и плоских поверхностей металлическим инструментом со свободным абразивом
Предварительное шлифование сферических и плоских поверхностей металлическим инструментом со свободным абразивом выполняют водными суспензиями шлифпорошков электрокорунда. В зависимости от толщины сошлифовываемого слоя стекла и его относительной твердости используют шлифпорошки зернистостей № 8, № 4, а также микропорошок М40. Концентрация суспензии Т:Ж=1:1 — 1:2. Выбор оборудования определяется размером и количеством обрабатываемых заготовок. Предварительное шлифование заготовок со сферическими поверхностями может быть выполнено на станках типа ШП. Для шлифования плоских поверхностей используются одношпиндельные станки типа ОС, в частности модели ОС-100, ОС-320 и др.
Источник



