
Сборка трубопровода
Сборка трубопровода начинается вслед за вывозом и раскладкой трубопроводного оборудования. В целях лучшей организации работ при сборке трасса разбивается на монтажные участки.
Сборка трубопровода на монтажных участках осуществляется двумя способами: к собранному участку трубопровода присоединяются очередные трубы по одной или сначала собираются секции из двух — трех труб, а затем секций присоединяются к собранному участку трубопровода.
Первый способ применяется при сборке трубопроводов ПМТ-150 и ПМТ-100 в условиях резко пересеченной местности и в лесу, второй способ — при сборке трубопровода ПМТ-100 в условиях равнинной местности.
Сборку труб ПМТ-150 обычно производят тройки монтажников, а труб ПМТ-100 и ПМТА-150 — пары монтажников.
Для сборки трубопровода монтажники обеспечиваются монтажным инструментом (рис. 268). При монтаже трубопровода ПМТ-150 каждая тройка имеет два комплекта монтажного инструмента и монтажный рычаг (рис. 269).
При сборке труб ПМТ-100 и ПМТА-150 парой монтажников один из них устанавливает конец трубы на подставку, развинчивает с помощью коловоротного ключа соединительную муфту, проверяет ее состояние и очищает от грязи, проверяет техническое состояние венчиков манжет. При необходимости он же очищает металлической щеткой манжету трубы от грязи, а зимой от наледи, снега; зачищает напильником забоины на венчике манжеты трубы, протирает манжету трубы ветошью, удаляет из внутренней полости трубы все посторонние предметы, песок, грязь, а зимой, кроме того, снег; проверяет техническое состояние резинового уплотнительного кольца, очищает его от грязи, песка, зимой от снега и навешивает его на венчик манжеты трубы.
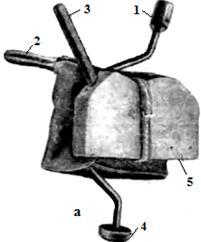
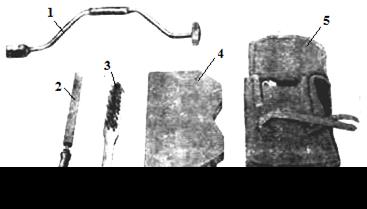
Рис. 268. Комплект монтажного инструмента:
а — в упаковке; б — без упаковки; 1 — коловоротный ключ; 2 — напильник; 3 — металлическая щетка; 4 — монтажная подставка; 5 — сумка
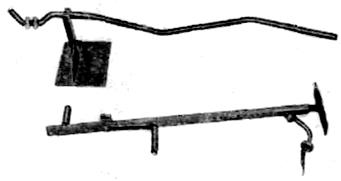
Рис. 269. Монтажные рычаги
Другой монтажник, закончив затяжку гаек на предыдущем стыке, подходит к собираемому стыку, обтирает венчик манжеты у присоединяемой трубы и в момент навешивания кольца первым монтажником вставляет трубу в кольцо, слегка нажимая на нее и несколько подавая вперед.
Положение кольца на венчиках манжет необходимо проверять. Неправильное положение кольца может привести к закусу его соединительной муфтой и подтеканию горючего в период эксплуатации трубопровода.
После надевания кольца первый монтажник подкладывает под монтируемый стык нижнюю полумуфту, вынимает монтажную подставку и переходит к подготовке следующего стыка. Второй монтажник накладывает на стык верхнюю полумуфту и равномерно затягивает гайки болтов до отказа. Гайки соединительной муфты затягиваются попеременно, что обеспечивает равномерную посадку буртов полумуфт в выточку манжеты трубы и исключает возможность закусывания резинового уплотнительного кольца.
При сборке труб ПМТ-150 (рис. 270) тройкой монтажников первый монтажник подготавливает стык к сборке так же, как и стык труб ПМТ-100, кладет присоединяемую трубу на монтажный рычаг, навешивает резиновое уплотнительное кольцо на венчик манжеты трубы, вставляет в кольцо присоединяемую трубу, слегка нажимая вниз и одновременно подавая ее вперед. Надев верхнюю и нижнюю полумуфты, затягивает коловоротным ключом гайки откидных болтов. По окончании монтажа стыка вынимает монтажную подставку и переходит к подготовке и монтажу следующего стыка. Второй монтажник держит трубу на монтажном рычаге, с помощью рычага и по команде первого или третьего монтажника регулирует высоту подъема трубы, добиваясь соосности монтируемых труб. Третий монтажник, находясь на противоположном конце монтируемой трубы, подготовляет стык к сборке, в необходимых случаях помогает первому монтажнику монтировать стык, а по выполнении монтажа стыка первым монтажником приступает к окончательной подготовке и монтажу своего стыка. В это время второй монтажник переходит на середину следующей трубы и подставляет при помощи первого или третьего монтажника под нее рычаг. В дальнейшем последовательность работы команды монтажников повторяется.

Рис. 270. Сборка трубопровода ПМТ-150
Перемещение монтажников при сборке трубопроводов показано на рис. 271.
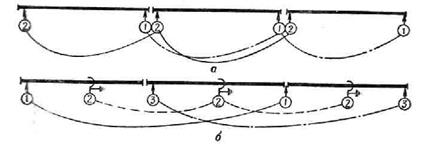
Рис. 271. Схема перемещения монтажников при сборке трубопровода:
а — трубопровода ПМТ-100; б — трубопровода ПМТ-150
При сборке труб следует тщательно очищать венчики манжет труб, резиновые уплотнительные кольца и соединительные муфты от песка, грязи, наледи (в зимнее время), так как они могут привести к подтеканию горючего в соединительном узле. Капельное подтекание одного стыка с интенсивностью две капли в секунду приводит к потере около 3,5 кг горючего в сутки. Обнаруженные на венчиках манжет труб забоины тщательно зачищаются напильником. Трубы с глубокими забоинами на всю длину венчика манжеты в линию трубопровода ставить нельзя.
Гайки откидных болтов соединительных муфт затягиваются до отказа. Слабая затяжка гаек может вызвать подтекание в соединении и привести к аварии.
Все стыки трубопровода, особенно диаметром 150 мм,не должны находиться на весу, так как провисание стыка создает дополнительные напряжения в соединительных узлах и может привести к обрыву буртов соединительных муфт, что приведет к аварии. Для устранения провисания труб под провисающие стыки ставят подпорки из подручных средств, неровности поверхности земли срезаются.
Необходимо избегать установки в линию трубопровода угольников под 90°, стараясь выполнять повороты или с помощью угольников под 45°, или путем постепенного поворота каждой трубы на угол 3-4°, не допуская образования напряженных стыков. Образовавшиеся нахлесты или разрывы между трубами устраняются подбором имеющихся в машине сопровождения вставок, выравниванием образовавшихся изгибов или созданием небольших плавных изгибов. Стыки труб через 500 м,т. е. у каждого пикета, не собираются, так как в последующем в этих местах подсоединяется обвязка компрессора для опрессовки трубопровода.
При монтаже трубопровода зимой в условиях низких температур (ниже -15 °С) воздуха резиновые уплотнительные кольца обогревают на обогревательных пунктах, а небольшой запас колец монтажники держат в утепленных сумках.
В ночное время при выполнении работ по сборке стыков для освещения применяются аккумуляторные фонари со специальными рефлекторами, которые крепятся на голове монтажника, или карманные фонари.
Трубопровод, как правило, прокладывается по поверхности земли. На участках трассы, где возможно повреждение трубопровода гусеничными и колесными машинами, его укладывают в траншею.
Источник
§ 35. Сборка трубопроводов на резьбовых соединениях
Сеть трубопроводов, по которой под определенным давлением перемещаются вода, пар или газ, состоит из отдельных соединенных между собой участков стальных труб. Трубопровод на всем протяжении, в том числе в местах соединений, должен быть прочным, плотным и сохранять свою непроницаемость при удлинении или укорачивании от температурных изменений.
Соединительные части изготовляют с цилиндрической резьбой.
Для соединения стальных труб на резьбе используют соединительные части (фитинги) из ковкого чугуна и стали. Соединительные части из ковкого чугуна применяют для трубопроводов, по которым проходит вода или пар температурой не выше 175° С и давлением до 1,6 МПа при диаметрах условного прохода не более 40 мм и до 1 МПа при диаметрах от 50 до 100 мм. Соединительные части из стали используют для трубопроводов всех диаметров при давлении до 1,6 МПа. Фитинги из ковкого чугуна на концах имеют утолщения — буртики, необходимые для большей прочности. У фитингов из стали на концах нет буртиков.
Фитингами из ковкого чугуна с цилиндрической резьбой для соединения труб по прямой (рис. 64) и для заглушки концов являются муфты прямые и переходные, соединительные гайки, футорки, контргайки, пробки.

Рис. 64. Соединительные части из ковкого чугуна для соединения труб по прямой:
а — прямая муфта, б — переходная муфта, в — футорка, г — соединительная гайка, д — контргайка, е — пробка
Для соединения труб под углом и устройства ответвлений применяют следующие фитинги из ковкого чугуна (рис. 65): угольники прямые и переходные, тройники прямые и переходные.

Рис. 65. Соединительные части из ковкого чугуна для соединения труб под углом и устройства ответвлений:
а — прямой угольник, б — переходный угольник, в — прямой тройник, г — переходный тройник, д — тройник с двумя переходами, е — прямая крестовина, ж — переходная крестовина, з — крестовина с двумя переходами
Торцы фитингов должны быть ровными и перпендикулярными к оси соединительной части. Внутренняя и наружная резьбы должны быть чистыми, без заусенцев и рванин и нарезанными точно по осевым линиям фитингов. Допускаются участки с сорванной резьбой, если их длина в сумме не превышает 10% длины резьбы.
При резьбовых соединениях, чтобы обеспечить непроницаемость стыка, применяют уплотнительный материал — лен, асбест, натуральную олифу, белила, суриковую и графитную замазку. При цилиндрических разьбовых соединениях труб, по которым транспортируется холодная и горячая вода (температурой до 100° С), уплотнительный материалом служит льняная прядь, пропитанная суриком или белилами, замешанными на натуральной олифе.
Для трубопроводов с теплоносителем температурой более 100° С в качестве уплотнительного материала применяют асбестовый шнур вместе с льняной прядью, которые пропитывают графитом, замешанным на натуральной олифе. Резьбу вначале промазывают суриком или белилами. На короткую резьбу льняную прядь наматывают со второй нитки от торца трубы по ходу резьбы тонким ровным слоем «врасстилку», без обрыва. Прядь, которая должна быть сухой, необходимо предварительно тщательно рассучить, чтобы волокна хорошо отделялись. Намотанную прядь сверху по ходу резьбы промазывают разведенным суриком. Прядь не должна свисать с конца трубы или входить внутрь трубы, так как это может вызвать засорение трубопровода.
Соединительные части нужно навертывать на трубы до отказа, т. е. так, чтобы они заклинились на последних двух конусных нитках (сбеге) резьбы, чем обеспечивается герметичное соединение.
Кроме короткой резьбы трубы соединяют и на длинной резьбе, применяя сгоны. Стандартные сгоны длиной 110 мм изготовляют для труб диаметром 15 и 20 мм, 130 мм — для труб диаметром 25 и 32 мм и 150 мм — для труб диаметром 38—50 мм. Сгон длиной 300 мм устанавливают на стояках отопления. Компенсирующий сгон длиной 130 мм изготовляют для труб диаметром 15 и 20 мм и 140 мм — для труб диаметром 25 и 32 мм и устанавливают у нагревательных приборов.
Соединяют сгон следующим образом. На длинную резьбу насухо навертывают контргайку и муфту. Свинчивая муфту с длинной резьбы, ее навинчивают до конца короткой резьбы, применяя уплотнительный материал. Затем наматывают у торца муфты по ходу резьбы свитый в жгутик уплотнительный материал, и контргайку плотно подгоняют к муфте. Жгутик помещается в фаске муфты и препятствует просачиванию воды или пара по резьбе.
Если в муфте отсутствует фаска, жгутик уплотнительного материала выдавливается контргайкой и соединение не будет достаточно плотным. Места соединения труб очищают от выступающего уплотнительного материала ножовочным полотном.
Асбестовый шнур со льном наматывают от сбега к началу резьбы, что позволяет более плотно уложить его на резьбе и не сбить при навинчивании фасонной части.
Вместо льна, сурика и олифы для уплотнения резьбовых соединений применяют уплотнительную ленту на основе фторопластов — ленту ФУМ Эта лента состоит из фторлона 4Д (80—84%) и вазелинового масла для смазки B0—16%). Фторлон 4Д стоек ко всем минеральным кислотам, щелочам и другим коррозионным средам.
Для уплотнения резьбовых соединений используют ленту шириной 10—15 мм и толщиной 0,08—0,12 мм. Поверхность ленты должна быть ровной, без разрывов и вздутий. По внешнему виду лента белого цвета, допускается наличие небольших оттенков и пятен. Ленту ФУМ применяют при монтаже систем водоснабжения, отопления и газопроводов, а также при монтаже технологических трубопроводов, транспортирующих среду температурой от —50 до 200° С.
При использовании ленты ФУМ резьбу предварительно очищают от загрязнения, протирая ее ветошью, затем на резьбу наматывают ленту по направлению резьбы, как показано на рис. 66, после чего навертывают фитинг или арматуру. На трубы диаметром 15—20 мм ленту наматывают в три слоя, а на трубы диаметром 25—32 мм — в четыре слоя. При выполнении разъемных соединений (сгонах) между муфтой и контргайкой наматывают жгут из трех слоев той же ленты. Если резьбовое соединение не обеспечивает герметичности и появляется необходимость замены уплотняющего материала, резьбу нужно хорошо очистить от ленты и заново произвести соединение с соблюдением всех указанных выше операций.

Рис. 66. Уплотнение резьбовых соединений лентой ФУМ
Сваривать трубу следует до уплотнения резьбового соединения лентой ФУМ. Если необходимо выполнить сварной стык после уплотнения резьбового соединения, последнее должно быть расположено не ближе чем на 400 мм от места сварки.
Трубы соединяют также с помощью гаек. Для этого на обоих концах соединяемых труб нарезают короткие резьбы и навинчивают на уплотнительный материал штуцера соединительных гаек. Затем, поставив между соприкасающимися плоскостями штуцеров прокладку из тряпочного картона, проваренную в олифе, или паронитовую прокладку (для пара), штуцера стягивают накидной гайкой.
При соединении труб с муфтовой арматурой трубы нарезают с уменьшенной короткой резьбой, соответствующей длине резьбы на арматуре.
Водогазопроводные трубы на резьбе соединяют с помощью трубных ключей разных конструкций — рычажных, раздвижных и накидных.
Трубный рычажный ключ (рис. 67,а) состоит из неподвижного рычага 1, соединенного с подвижным рычагом 2 обоймой 4. Степень раскрытия губок регулируют гайкой 3. Ключи изготовляют пяти размеров: № 1 для труб диаметром от 15 до 25 мм, № 2— диаметром от 15 до 38 мм, №3 — от 15 до 50 мм, № 4 —от 20 до 75 мм и №5 — от 25 до 100 мм.

Рис. 67. Трубные ключи:
а — рычажный, б — раздвижной, в — накидной; 1 — неподвижный рычаг, 2 — подвижный рычаг, 3 — гайка, 4 — обойма, 5 — подвижная губка, в — пружина, 7 — накидная губка
Раздвижной ключ (рис. 67,б) состоит из рычага 1, подвижной губки 5, соединенной с рычагом обоймой 4. Ключ регулируют по диаметру трубы гайкой 3. Пружина 6 служит для отжатия вверх подвижной губки. Трубный накидной ключ (рис. 67,в) состоит из рычага 1, головки с гайкой 3, с помощью которой он соединен с рычагом. Такие ключи применяют для свинчивания труб диаметром от 15 до 75 мм.
Трубные ключи требуют тщательного ухода, систематической очистки, смазывания винтов и шарнирных соединений машинным маслом. Не разрешается работать неисправными ключами, в том числе ключами со сработанными губками. Такие ключи при работе соскакивают с труб и могут причинить ушибы и ранения. Не следует работать ключами, номера которых не соответствуют диаметру свинчиваемых труб, так как труд при этом малопроизводителен, а ключи быстро становятся непригодными.
Запрещается надевать обрезки труб на рычаги ключей для увеличения силы, прилагаемой к ключам, так как от этого рычаги гнутся и ключи становятся непригодными для работы.
При свинчивании труб для получения надежного заклинивания фасонной части или арматуры на сбеге резьбы не разрешается подавать назад навинченную фасонную часть, чтобы избежать нарушения плотности соединения. Если фасонная часть или арматура не заняла требуемого положения и ее нельзя повернуть по ходу резьбы, то положение можно исправить, разъединив сгоны по обеим сторонам фасонной части или арматуры и придав им требуемое положение; затем сгоны вновь надо соединить. Если это не представляется возможным, нужно разобрать соединение и вновь его собрать, применив новые уплотнительные материалы.
Трубы свинчивают в прижимах или на месте монтажа.
Источник



