
Способы сборки соединений с натягом
Существует 2 способа сборки:
При механическом способе сборки, запрессовка деталей производится с помощью прессов или ручным методом (молоток, кувалда).
Возможно повреждение детали, срезание микронеровностей.
В последнее время наибольшее распространение среди механических способов сборки получил метод гидрозапрессовки.
 |







 масло под
масло под
Уменьшается повреждение деталей и микронеровностей. Резко снижается усилие запрессовки.
Наиболее распространенным современным способом запрессовки является тепловой способ.
Его можно осуществить двумя способами:
При нагреве втулки возможны изменения структуры металла, появление окалины, коробления металла.
Охлаждение вала производят в следующих средах:
· жидкий азот — 196°С;
· жидкий гелий — 270°С.
Температуру нагрева втулки или охлаждения вала рассчитывают по формуле  , где
, где
Nmax – максимальный натяг для данной посадки;
h- зазор, обеспечивающий свободную сборку;
a — температурный коэффициент температурного расширения [град -1 ];
Для стали a=12*10 -6
Для бронзы a=17*10 -6
Для чугуна a=10.5*10 -6
 93
93
 +35мкм
+35мкм
 |
 -89
-89
Наибольший коэффициент трения в соединении с натягом, при прочих равных условиях, получен при сборке методом охлаждения вала.
Наименьший – при запрессовке.
2.Критерии работоспособности и расчет соединений с натягом.
Соединение с натягом должно обеспечить прочность соединения под действием внешних нагрузок, а также прочность самих деталей (вала, втулки). Прочность соединения зависит от min значения натяга для выбранной посадки, а прочность детали – max значения натяга для выбранной посадки.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Сборка соединений с натягом




![]()
![]()
Соединения с натягом получают продольно-прессовым, поперечно-прессовым и гидропрессовым методом. В соответствии с этим они и получили название: продольно-прессовые, поперечно-прессовые и гидропрессовые соединения.
Сущность продольно-прессового метода сборки соединений с натягом заключается в том, что одна из сопрягаемых деталей под действием осевой силы запрессовывается в другую (рисунок 1).
Возникающие нормальные напряжения (давления) в соединении с натягом создают силы трения, обеспечивающие передачу требуемого крутящего момента или осевой силы (рисунок 1, б). Их величина определяется предварительным гарантированным натягом в соединении и качеством сопрягаемых поверхностей.
Необходимое усилие запрессовки определяется из уравнения
где f – коэффициент трения при запрессовке; р – нормальное давление на сопрягаемых поверхностях; d и L – диаметр и длина соединения.
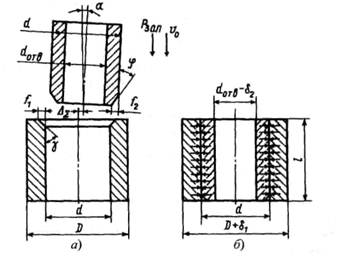 |
Рисунок1 – Схема продольно-прессового соединения
перед началом сопряжения (а) и после выполнения сопряжения (б)
Запрессовка, как правило, производится на прессах, усилия которых должны быть равны от 1,5 до 2Рзап.
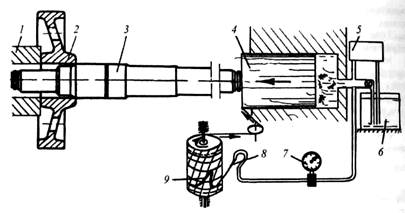
Рисунок 2 – Схема запрессовки оси в колесный центр на гидравлическом прессе:
1 – упор пресса; 2 – колесный центр; 3 – ось; 4 – плунжер;
5 – масляный насос; 6 – масляный бак; 7 – контрольный манометр;
8 – манограф (индикатор); 9 – диаграмма запрессовки
Так, схема запрессовки оси в колесный центр на гидравлическом прессе приведена на рисунке 2.
Достоинствами продольно-прессовой сборки являются:
2. возможность контроля качества формируемого соединения по усилию запрессовки.
Недостатки заключаются в:
1. необходимости достаточно дорогого оборудования;
2. нестабильности и недостаточности прочности соединений.
Запрессовка с вибрационно-импульсным воздействием позволяет уменьшить силу запрессовки лап в 2 – 5 раз и увеличить прочность соединений с диаметром более 20 мм.
Ультразвуковые колебания эффективны при сборе прецизионных соединений с натягом диаметром менее 20 мм. Схема продольно-прессового метода сборки с наложением осевых ультразвуковых колебаний на охватывающую деталь приведена на рисунок 3.
В поперечно-прессовых соединениях с натягом сборка осуществляется за счет радиального сближения сопрягаемых поверхностей. Это обеспечивается нагревом охватывающей или охлаждением охватываемой деталей перед сборкой.
Температура нагрева или охлаждения собираемых деталей определяется по формуле:
где Δ – монтажный зазор в соединении перед сборкой;
δ – максимальный натяг в соединении;
а – коэффициент линейного расширения (сжатия) материала нагреваемой или охлаждаемой детали;
d – диаметр соединения; 25 . 30° — температура охлаждения или нагрева охватывающей или охватываемой детали при ее перемещении из зоны нагрева или охлаждения на место сборки.
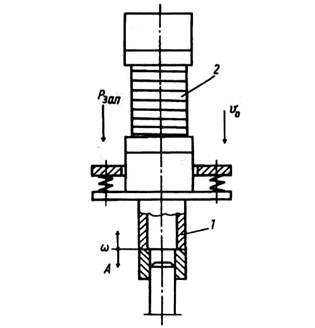
Рисунок 3 – Схема ультразвуковой запрессовки:
1 – концентратор, 2 – преобразователь
Температура нагрева охватывающей детали не должна превышать 350 °С, так как дальнейшее ее увеличение ведет к снижению твердости и появлению оксидной пленки. Нагрев детали осуществляется в электропечах, масляных ваннах, индуктивным способом (местный нагрев). Температура охлаждения охватываемой детали, рассчитанная по формуле (2), обеспечивается: твердой углекислотой – 78,5 °С, жидким кислородом – 182,5 °С, или жидким азотом – 195,8 °С. Для одних и тех же сопрягаемых деталей прочность поперечно-прессовых соединений в 2 – 3 раза выше, чем продольно-прессовых. Это объясняется тем, что неровности поверхности (макроотклонения, волнистость и шероховатость) в процессе сборки не срезаются, а пластически деформируют, взаимно охватывая друг друга.
Поперечно-прессовая сборка обычно применяется для диаметров сопрягаемых деталей более 40 мм.
Гидропрессоваясборка производится под давлением масла на охватывающую деталь. Масло, как правило, подается через осевое и радиальные отверстия в охватываемой детали.
В настоящее время уже применяется комбинированный способ сборки, сущность которого заключается в том, что продольно-прессовая сборка осуществляется одновременно с гидропрессовой.

Дальнейшее развитие гидропрессовой сборки привело к разработке нового ее способа сборки с торцовым подводом смазки (рисунок 4).
Большим преимуществом гидропрессового способа сборки соединений с натягом является возможность их неоднократного демонтажа без повреждения сопрягаемых поверхностей.
Недостатком является усложнение конструкции сопрягаемых деталей.
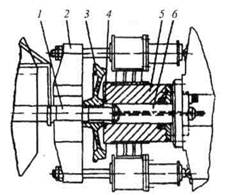
Рисунок 4 – Схема гидропрессовой сборки колесной пары:
1 – ось колесной пары; 2 – прижимная траверса; 3 – колесо; 4 – прокладка; 5 – корпус рабочего гидроцилиндра; 6 – плунжер
Источник
Способы сборки соединений с натягом
уПЕДЙОЕОЙС ДЕФБМЕК У ОБФСЗПН — ЬФП ОБРТСЦЕООЩЕ УПЕДЙОЕОЙС, Ч ЛПФПТЩИ ОБФСЗ УПЪДБЕФУС ОЕПВИПДЙНПК ТБЪОПУФША РПУБДПЮОЩИ ТБЪНЕТПЧ ОБУБЦЙЧБЕНЩИ ПДОБ ОБ ДТХЗХА ДЕФБМЕК. дМС УЛТЕРМЕОЙС ДЕФБМЕК ЙУРПМШЪХАФУС УЙМЩ ХРТХЗПУФЙ РТЕДЧБТЙФЕМШОП ДЕЖПТНЙТПЧБООЩИ ДЕФБМЕК.
уПЕДЙОЕОЙС НПЦОП ТБЪДЕМЙФШ ОБ ДЧЕ ЗТХРРЩ:
- УПЕДЙОЕОЙС ДЕФБМЕК РП ГЙМЙОДТЙЮЕУЛЙН ЙМЙ ЛПОЙЮЕУЛЙН РПЧЕТИОПУФСН, РТЙЮЕН ПДОБ ДЕФБМШ ПИЧБФЩЧБЕФ ДТХЗХА (ТЙУХОПЛ 15); УРЕГЙБМШОЩЕ УПЕДЙОЙФЕМШОЩЕ ДЕФБМЙ ПФУХФУФЧХАФ;
- УПЕДЙОЕОЙС ДЕФБМЕК РП РМПУЛПУФЙ У РПНПЭША УФСЦОЩИ ЛПМЕГ ЙМЙ РМБОПЛ (ТЙУХОПЛ 16, Б — У РПНПЭША РМБОПЛ; В — У РПНПЭША ЛПМЕГ).
 тЙУХОПЛ 15 — уПЕДЙОЕОЙС У ОБФСЗПН РП ГЙМЙОДТЙЮЕУЛЙН РПЧЕТИОПУФСН.
тЙУХОПЛ 15 — уПЕДЙОЕОЙС У ОБФСЗПН РП ГЙМЙОДТЙЮЕУЛЙН РПЧЕТИОПУФСН.  тЙУХОПЛ 16 — уПЕДЙОЕОЙС РПМПЧЙО НБИПЧЙЛПЧ РП РМПУЛПУФЙ.
тЙУХОПЛ 16 — уПЕДЙОЕОЙС РПМПЧЙО НБИПЧЙЛПЧ РП РМПУЛПУФЙ.
пУОПЧОПЕ РТЙНЕОЕОЙЕ ЙНЕАФ УПЕДЙОЕОЙС РЕТЧПК ЗТХРРЩ.
уНЕЭЕОЙЕ ДЕФБМЕК РТЕДПФЧТБЭБЕФУС ЙИ ЧЪБЙНОЩН ОБРТБЧМЕОЙЕН Й УЙМБНЙ ФТЕОЙС ОБ РПЧЕТИОПУФЙ ЛПОФБЛФБ. уПЕДЙОЕОЙС У ОБФСЗПН НПЗХФ ЧПУРТЙОЙНБФШ РТПЙЪЧПМШОП ОБРТБЧМЕООЩЕ УЙМЩ Й НПНЕОФЩ.
пВЭЙН ДПУФПЙОУФЧПН УПЕДЙОЕОЙК У ОБФСЗПН СЧМСЕФУС ЧПЪНПЦОПУФШ ЧЩРПМОЕОЙС ЙИ ДМС ПЮЕОШ ВПМШЫЙИ ОБЗТХЪПЛ Й ИПТПЫЕЕ ЧПУРТЙСФЙЕ ЙНЙ ХДБТОЩИ ОБЗТХЪПЛ.
гЙМЙОДТЙЮЕУЛЙЕ Й ЛПОЙЮЕУЛЙЕ УПЕДЙОЕОЙС.
- РТПУФЩ Ч ЙЪЗПФПЧМЕОЙЙ;
- ПВЕУРЕЮЙЧБАФ ИПТПЫЕЕ ГЕОФТЙТПЧБОЙЕ, ОЕ ФТЕВХАФ УРЕГЙБМШОЩИ ЛТЕРЕЦОЩИ ДЕФБМЕК.
- ПФОПУЙФЕМШОБС УМПЦОПУФШ УВПТЛЙ Й ТБЪВПТЛЙ (ПУПВЕООП ЧОХФТЙ ОЕТБЪЯЕНОПЗП ЛПТРХУБ), ЧПЪНПЦОПУФШ ПУМБВМЕОЙС РПУБДЛЙ Й РПЧТЕЦДЕОЙС РПУБДПЮОЩИ РПЧЕТИОПУФЕК РТЙ ТБЪВПТЛЕ;
- ВПМШЫПЕ ТБУУЕСОЙЕ УЙМ УГЕРМЕОЙС Ч УЧСЪЙ У ТБУУЕСОЙЕН ДЕКУФЧЙФЕМШОЩИ РПУБДПЮОЩИ ТБЪНЕТПЧ Ч РТЕДЕМБИ ДПРХУЛПЧ Й ЛПЬЖЖЙГЙЕОФПЧ ФТЕОЙС;
- ФТХДОПУФШ ОЕТБЪТХЫБАЭЕЗП ЛПОФТПМС.
уПЕДЙОЕОЙС ЙНЕАФ ЫЙТПЛПЕ РТЙНЕОЕОЙЕ РТЙ ВПМШЫЙИ, ПУПВЕООП ДЙОБНЙЮЕУЛЙИ ОБЗТХЪЛБИ Й ПФУХФУФЧЙЙ ОЕПВИПДЙНПУФЙ Ч ЮБУФПК УВПТЛЕ Й ТБЪВПТЛЕ. лБЛ ЙЪЧЕУФОП, РТЙ ДЙОБНЙЮЕУЛЙИ ОБЗТХЪЛБИ ЫРПОПЮОЩЕ УПЕДЙОЕОЙС ВЩУФТП ПВНЙОБАФУС.
иБТБЛФЕТОЩНЙ РТЙНЕТБНЙ ДЕФБМЕК, УПЕДЙОСЕНЩИ У ОБФСЗПН, НПЗХФ УМХЦЙФШ: ЛТЙЧПЫЙРЩ, РБМШГЩ ЛТЙЧПЫЙРПЧ, ДЕФБМЙ УПУФБЧОЩИ ЛПМЕОЮБФЩИ ЧБМПЧ (ТЙУХОПЛ 15, Б), ЛПМЕУОЩЕ ГЕОФТЩ Й ВБОДБЦЙ ЦЕМЕЪОПДПТПЦОПЗП РПДЧЙЦОПЗП УПУФБЧБ (ТЙУХОПЛ 15, В), ЧЕОГЩ ЪХВЮБФЩИ Й ЮЕТЧСЮОЩИ ЛПМЕУ (ТЙУХОПЛ 15, Ч), ДЙУЛЙ ФХТВЙО, ТПФПТЩ ЬМЕЛФТПДЧЙЗБФЕМЕК, РПДЫЙРОЙЛЙ ЛБЮЕОЙС (ТЙУХОПЛ 15, З) Й Ф. Д.
иБТБЛФЕТ УПЕДЙОЕОЙС ПРТЕДЕМСЕФУС ОБФСЗПН, ЛПФПТЩК ЧЩВЙТБАФ Ч УППФЧЕФУФЧЙЙ У РПУБДЛБНЙ, ХУФБОПЧМЕООЩНЙ УФБОДБТФОПК УЙУФЕНПК РТЕДЕМШОЩИ ДПРХУЛПЧ Й РПУБДПЛ. оБЙВПМЕЕ ТБУРТПУФТБОЕОЩ УМЕДХАЭЙЕ РПУБДЛЙ У ОБФСЗПН ЛЧБМЙФЕФПЧ 6; 7 Ч РПТСДЛЕ ХВЩЧБОЙС ОБФСЗБ: о7/u7; H7/s6; о7/r6; о7/p6. уПРТПФЙЧМЕОЙС УДЧЙЗХ РТЙ ВПМШЫЙИ ОБФСЗБИ ДПУФЙЗБАФ 12 нрБ.
дМС УПЕДЙОЕОЙС ФПОЛПУФЕООЩИ ДЕФБМЕК ВПМШЫЙЕ ОБФСЗЙ ОЕРТЙНЕОЙНЩ.
уРПУПВЩ УПЕДЙОЕОЙС У ОБФСЗПН:
- ЪБРТЕУУПЧЛПК-РТПУФЕКЫЙК Й ЧЩУПЛПРТПЙЪЧПДЙФЕМШОЩК УРПУПВ, ПВЕУРЕЮЙЧБАЭЙК ЧПЪНПЦОПУФШ ХДПВОПЗП ЛПОФТПМС ЙЪНЕТЕОЙЕН УЙМЩ ЪБРТЕУУПЧЛЙ, ОП УЧСЪБООЩК У ПРБУОПУФША РПЧТЕЦДЕОЙС РПЧЕТИОПУФЕК Й ЪБФТХДОСАЭЙК РТЙНЕОЕОЙЕ РПЛТЩФЙК;
- ОБЗТЕЧПН ПИЧБФЩЧБАЭЕК ДЕФБМЙ ДП ФЕНРЕТБФХТЩ ОЙЦЕ ФЕНРЕТБФХТЩ ПФРХУЛБ — УРПУПВ, ПВЕУРЕЮЙЧБАЭЙК РПЧЩЫЕОЙЕ РТПЮОПУФЙ УГЕРМЕОЙС ВПМЕЕ ЮЕН Ч 1,5 ТБЪБ РП УТБЧОЕОЙА У ЪБРТЕУУПЧЛПК Й ПУПВЕООП ЬЖЖЕЛФЙЧОЩК РТЙ ВПМШЫЙИ ДМЙОБИ УПЕДЙОЕОЙК;
- ПИМБЦДЕОЙЕН ПИЧБФЩЧБЕНПК ДЕФБМЙ — УРПУПВ, РТЕЙНХЭЕУФЧЕООП РТЙНЕОСЕНЩК ДМС ХУФБОПЧЛЙ ОЕВПМШЫЙИ ДЕФБМЕК, ОБРТЙНЕТ ЧФХМПЛ Ч НБУУЙЧОЩЕ ЛПТРХУОЩЕ ДЕФБМЙ, Й ПВЕУРЕЮЙЧБАЭЙК ОБЙВПМЕЕ ЧЩУПЛХА РТПЮОПУФШ УГЕРМЕОЙС;
- ЗЙДТПЪБРТЕУУПЧЛПК, Ф.Е. ОБЗОЕФБОЙЕН НБУМБ РПД ДБЧМЕОЙЕН Ч ЪПОХ ЛПОФБЛФБ, ЮФП ТЕЪЛП УОЙЦБЕФ УЙМХ ЪБРТЕУУПЧЛЙ; ОБЙВПМШЫБС ЬЖЖЕЛФЙЧОПУФШ ЗЙДТПЪБРТЕУУПЧЛЙ Й ТБУРТЕУУПЧЛЙ — Ч РПДЫЙРОЙЛПЧЩИ ХЪМБИ Й ЛПОЙЮЕУЛЙИ УПЕДЙОЕОЙСИ.
тБУЮЕФ УПЕДЙОЕОЙС ЧЛМАЮБЕФ ПРТЕДЕМЕОЙЕ ОЕПВИПДЙНПЗП ОБФСЗБ ДМС ПВЕУРЕЮЕОЙС РТПЮОПУФЙ УГЕРМЕОЙС Й РТПЧЕТЛХ РТПЮОПУФЙ УПЕДЙОСЕНЩИ ДЕФБМЕК.
оЕПВИПДЙНБС ЧЕМЙЮЙОБ ОБФСЗБ ПРТЕДЕМСЕФУС РПФТЕВОЩН ДБЧМЕОЙЕН ОБ РПУБДПЮОПК РПЧЕТИОПУФЙ.
дБЧМЕОЙЕ Т ДПМЦОП ВЩФШ ФБЛЙН, ЮФПВЩ УЙМЩ ФТЕОЙС ПЛБЪБМЙУШ ВПМШЫЕ ЧОЕЫОЙИ УДЧЙЗБАЭЙИ УЙМ. рТЙ ОБЗТХЦЕОЙЙ УПЕДЙОЕОЙС ПУЕЧПК УЙМПК Fa (ТЙУХОПЛ 17, Б) ХУМПЧЙЕ РТПЮОПУФЙ:
ПФЛХДБ  (43)
(43)
ЗДЕ f — ЛПЬЖЖЙГЙЕОФ ФТЕОЙС;
d Й l — УППФЧЕФУФЧЕООП ДЙБНЕФТ Й ДМЙОБ РПУБДПЮОПК РПЧЕТИОПУФЙ;
S — ЛПЬЖЖЙГЙЕОФ ЪБРБУБ УГЕРМЕОЙС.
рТЙ ОБЗТХЦЕОЙЙ УПЕДЙОЕОЙС ЧТБЭБАЭЙН НПНЕОФПН ф (ТЙУХОПЛ 17, 6) ХУМПЧЙЕ РТПЮОПУФЙ:
 (44)
(44)
ПФЛХДБ  (45)
(45)
 тЙУХОПЛ 17 — тБУЮЕФОЩЕ УИЕНЩ УПЕДЙОЕОЙК У ОБФСЗПН.
тЙУХОПЛ 17 — тБУЮЕФОЩЕ УИЕНЩ УПЕДЙОЕОЙК У ОБФСЗПН.
рТЙ ПДОПЧТЕНЕООПН ОБЗТХЦЕОЙЙ ЧТБЭБАЭЙН НПНЕОФПН ф Й УДЧЙЗБАЭЕК УЙМПК Fa (ТЙУХОПЛ 17,Ч) ТБУЮЕФ ЧЕДХФ РП ТБЧОПДЕКУФЧХАЭЕК ПЛТХЦОПК Й ПУЕЧПК УЙМЕ:
 (46)
(46)
ПФЛХДБ  (47)
(47)
ьФЙ ЖПТНХМЩ ВЕЪ ЛПЬЖЖЙГЙЕОФБ ЛПОГЕОФТБГЙЙ ТБУРТПУФТБОЙНЩ ОБ ПВЩЮОЩЕ УПЕДЙОЕОЙС, Х ЛПФПТЩИ  .
.
ч ВЩУФТПЧТБЭБАЭЙИУС ДЕФБМСИ ДБЧМЕОЙЕ ОБ РПУБДПЮОПК РПЧЕТИОПУФЙ НПЦЕФ ВЩФШ ПУМБВМЕОП ГЕОФТПВЕЦОЩНЙ УЙМБНЙ. рПЬФПНХ ДМС ЬФЙИ ДЕФБМЕК ТБУЮЕФОПЕ РПУБДПЮОПЕ ДБЧМЕОЙЕ ХЧЕМЙЮЙЧБАФ ОБ ЧЕМЙЮЙОХ ОБРТСЦЕОЙК ТБУФСЦЕОЙС ПФ ГЕОФТПВЕЦОЩИ УЙМ ОБ ФПН ЦЕ ТБДЙХУЕ Ч ГЕМПК ДЕФБМЙ.
лПЬЖЖЙГЙЕОФ ФТЕОЙС Ч УПЕДЙОЕОЙСИ, УПВТБООЩИ ОБЗТЕЧПН:
- ДЕФБМЙ УФБМШОЩЕ ЫМЙЖПЧБООЩЕ, ЮЙУФП ФПЮЕОЩЕ-0,18;
- ЧБМ ПЛУЙДЙТПЧБО-0,4;
- ЧБМ ПГЙОЛПЧБО ЙМЙ БЪПФЙТПЧБО — 0,32;
- РПЛТЩФЙЕ БВТБЪЙЧОЩН НЙЛТПРПТПЫЛПН — 0,48.
лПЬЖЖЙГЙЕОФЩ ФТЕОЙС РТЙ УВПТЛЕ ЪБРТЕУУПЧЛПК Ч 1,8. 2 ТБЪБ ОЙЦЕ, РТЙ УВПТЛЕ У ПИМБЦДЕОЙЕН ОБ 10 % ЧЩЫЕ, РТЙ ЗЙДТПЪБРТЕУУПЧЛЕ ОБ 10 % ОЙЦЕ.
чУЕ ЬФЙ ЪОБЮЕОЙС ОЕУЛПМШЛП ВМЙЦЕ Л УТЕДОЕЧЕТПСФОЩН Й ЧЩЫЕ, ЮЕН ХУМПЧОЩЕ ДБООЩЕ, ЛПФПТЩЕ РТЙЧПДЙМЙУШ Ч ФЕИОЙЮЕУЛПК МЙФЕТБФХТЕ: 0,14 РТЙ ФЕРМПЧПК УВПТЛЕ Й 0,08 РТЙ УВПТЛЕ ВЕЪ ОБЗТЕЧБ. рПЬФПНХ ОХЦОП ЧЧПДЙФШ ХЧЕМЙЮЕООЩЕ ЛПЬЖЖЙГЙЕОФЩ ЪБРБУПЧ УГЕРМЕОЙС S=2. 3 Й ХЮЙФЩЧБФШ ЙЪМБЗБЕНЩЕ ОЙЦЕ ЖБЛФПТЩ, УОЙЦБАЭЙЕ РТПЮОПУФШ УГЕРМЕОЙС.
ч УПЕДЙОЕОЙСИ У ОБФСЗПН ОБЗТХЪЛБ ТБУРТЕДЕМСЕФУС РП ДМЙОЕ ОЕТБЧОПНЕТОП, Й Х ФПТГБ УФХРЙГЩ УП УФПТПОЩ РЕТЕДБЮЙ ЧТБЭБАЭЕЗП НПНЕОФБ ЧПЪОЙЛБАФ ПУФТЩЕ РЙЛЙ ОБРТСЦЕОЙК. ьФП МЕЗЛП РТЕДУФБЧЙФШ, ЕУМЙ УЮЙФБФШ УПЕДЙОСЕНЩЕ ДЕФБМЙ ПДОЙН ГЕМЩН. ч ЮБУФОПУФЙ, РЙЛЙ ОБРТСЦЕОЙК УДЧЙЗБ Х ФПТГБ УФХРЙГЩ ГЕМПЗП ФЕМБ ОЕЙЪВЕЦОЩ ЧУМЕДУФЧЙЕ ВПМШЫПЗП РЕТЕРБДБ ДЙБНЕФТПЧ Й ПФУХФУФЧЙС ЪБЛТХЗМЕОЙК Х ЧОХФТЕООЕЗП ХЗМБ. оЕЛПФПТПЕ УЗМБЦЙЧБОЙЕ РЙЛПЧ РТПЙУИПДЙФ ЙЪ-ЪБ ЛБУБФЕМШОПК РПДБФМЙЧПУФЙ РПЧЕТИОПУФОЩИ УМПЕЧ.
дЕЖПТНЙТПЧБОЙЕ НПЦЕФ ВЩФШ ХРТХЗЙН РП ЧУЕК ДМЙОЕ УПЕДЙОЕОЙС, НПЦЕФ ПВТБЪПЧБФШУС ХЮБУФПЛ РМБУФЙЮЕУЛПЗП ДЕЖПТНЙТПЧБОЙС. Б ФБЛЦЕ ХЮБУФПЛ РТПУЛБМШЪЩЧБОЙС. рТЙ ОБМЙЮЙЙ РТПУЛБМШЪЩЧБОЙС ПФ РЕТЕНЕООЩИ НПНЕОФПЧ ЧПЪОЙЛБЕФ ЖТЕФФЙОЗ-ЛПТТПЪЙС, ЛПФПТБС УХЭЕУФЧЕООП РПОЙЦБЕФ УПРТПФЙЧМЕОЙЕ ХУФБМПУФЙ ЧБМПЧ, ЪБФТХДОСЕФ ТБЪВПТЛХ Й Ф.Д. рПЬФПНХ Ч ТБУЮЕФЩ ПФЧЕФУФЧЕООЩИ УПЕДЙОЕОЙК, ОБИПДСЭЙИУС РПД ДЕКУФЧЙЕН РЕТЕНЕООЩИ НПНЕОФПЧ (ПУПВЕООП РТЙ ВПМШЫЙИ l/d) УМЕДХЕФ ЧЧПДЙФШ ЛПЬЖЖЙГЙЕОФ ЛПОГЕОФТБГЙЙ ОБЗТХЪЛЙ РП ДМЙОЕ. жТЕФФЙОЗ-ЛПТТПЪЙА УОЙЦБАФ ЗБМШЧБОЙЮЕУЛЙНЙ РПЛТЩФЙСНЙ НЕДША, ПМПЧПН, УЧЙОГПЧП-ПМПЧСОЙУФЩНЙ УРМБЧБНЙ.
оПНЙОБМШОЩК ОБФСЗ N (НЛН) УЧСЪБО У РПУБДПЮОЩН ДБЧМЕОЙЕН Т ЪБЧЙУЙНПУФША мСНЕ, ЧЩЧПДЙНПК Ч ЛХТУЕ «уПРТПФЙЧМЕОЙЕ НБФЕТЙБМПЧ» (ТЙУХОПЛ 18,Б):
 (48)
(48)
ЗДЕ  (49)
(49)
Й  (50)
(50)
ЗДЕ d — РПУБДПЮОЩК ДЙБНЕФТ;
d1 — ДЙБНЕФТ ПФЧЕТУФЙС ПИЧБФЩЧБЕНПК ДЕФБМЙ (ДМС УРМПЫОПЗП ЧБМБ d1 =0);
d2 -ОБТХЦОЩК ДЙБНЕФТ ПИЧБФЩЧБАЭЕК ДЕФБМЙ (УФХРЙГЩ);
E1 Й е2 — НПДХМЙ ХРТХЗПУФЙ НБФЕТЙБМБ УППФЧЕФУФЧЕООП ПИЧБФЩЧБЕНПК Й ПИЧБФЩЧБАЭЕК ДЕФБМЕК;
μ 1 Й μ 2 — ЛПЬЖЖЙГЙЕОФЩ рХБУУПОБ НБФЕТЙБМПЧ УППФЧЕФУФЧЕООП ПИЧБФЩЧБЕНПК Й ПИЧБФЩЧБАЭЕК ДЕФБМЕК (ДМС УФБМЙ РТЙОЙНБАФ μ =0,3, ДМС ЮХЗХОБ μ =0,25.
оБФСЗ РПУБДЛЙ, ЙЪНЕТСЕНЩК РП ЧЕТЫЙОБН НЙЛТПОЕТПЧОПУФЕК (N) ДПМЦЕО ВЩФШ ВПМШЫЕ ОПНЙОБМШОПЗП ОБФСЗБ ОБ ЧЕМЙЮЙОХ ПВНСФЙС НЙЛТПОЕТПЧОПУФЕК (ТЙУХОПЛ 18) U=1.2(Rz1+ Rz2)≈ 5.5(Ra1+ Ra2):
ЗДЕ Ra1, Ra2 — УТЕДОЙЕ БТЙЖНЕФЙЮЕУЛЙЕ ПФЛМПОЕОЙС РТПЖЙМЕК;
 тЙУХОПЛ 18 — тБУЮЕФОБС УИЕНБ.
тЙУХОПЛ 18 — тБУЮЕФОБС УИЕНБ.
рТЙ РТПЧЕТПЮОПН ТБУЮЕФЕ, ЛПЗДБ РПУБДЛБ ОБЪОБЮЕОБ:
еУМЙ УПЕДЙОЕОЙЕ ТБВПФБЕФ РТЙ ФЕНРЕТБФХТЕ, ЪОБЮЙФЕМШОП ПФМЙЮБАЭЕКУС ПФ ФЕНРЕТБФХТЩ УВПТЛЙ (to=20њC), РТЙ ТБЪОЩИ ЛПЬЖЖЙГЙЕОФБИ МЙОЕКОПЗП ТБУЫЙТЕОЙС НБФЕТЙБМПЧ ДЕФБМЕК, ФП ХЮЙФЩЧБАФ ЙЪНЕОЕОЙЕ ОБФСЗБ δt; (НЛН):
ЗДЕ α1 Й α 2 — ЛПЬЖЖЙГЙЕОФЩ МЙОЕКОПЗП ТБУЫЙТЕОЙС;
t1 Й t2-ТБВПЮБС ФЕНРЕТБФХТБ ДЕФБМЕК.
фПЗДБ РПУБДЛХ ЧЩВЙТБАФ РП ОБФСЗХ:
уПЕДЙОЕОЙС У ВПМШЫЙНЙ ОБФСЗБНЙ Й ОЕХРТПЮОЕООЩНЙ РПУБДПЮОЩНЙ РПЧЕТИОПУФСНЙ УМЕДХЕФ ПФОПУЙФШ Л ОЕТБЪЯЕНОЩН, ПУФБМШОЩЕ — Л ТБЪЯЕНОЩН У ПЗТБОЙЮЕООЩН ЮЙУМПН УВПТПЛ Й ТБЪВПТПЛ.
ъБРТЕУУПЧЛХ ЛТХРОЩИ ДЕФБМЕК РТПЙЪЧПДСФ ОБ ЗЙДТБЧМЙЮЕУЛЙИ РТЕУУБИ, НЕМЛЙИ ДЕФБМЕК — ОБ ТХЮОЩИ ЧЙОФПЧЩИ Й ТЩЮБЦОЩИ РТЕУУБИ. тЕЛПНЕОДХАФ РТЙНЕОСФШ УНБЪЛХ (ТБУФЙФЕМШОПЕ ЙМЙ НБЫЙООПЕ НБУМП, ЗТБЖЙФ). дМС ПВМЕЗЮЕОЙС ХУФБОПЧЛЙ РПД РТЕУУПН Й ЧП ЙЪВЕЦБОЙЕ ПВТБЪПЧБОЙС ЪБХУЕОГЕЧ УПЕДЙОСЕНЩЕ ДЕФБМЙ ДПМЦОЩ ВЩФШ УОБВЦЕОЩ РТЙЕНОЩНЙ ЖБУЛБНЙ. йОПЗДБ ОБ ЧБМХ РТЙ ОБМЙЮЙЙ НЕУФБ ЧЩРПМОСАФ ГЕОФТЙТХАЭЙК РПСУПЛ РП ПДОПК ЙЪ РПУБДПЛ У ЪБЪПТПН.
уЙМБ ЪБРТЕУУПЧЛЙ ХЧЕМЙЮЙЧБЕФУС РТПРПТГЙПОБМШОП ЧЪБЙНОПНХ РЕТЕНЕЭЕОЙА ДЕФБМЕК Ч УЧСЪЙ У ТПУФПН РМПЭБДЙ ЛПОФБЛФБ. уЙМБ ЧЩРТЕУУПЧЛЙ Ч НПНЕОФ ФТПЗБОЙС УХЭЕУФЧЕООП ВПМШЫЕ, ЮЕН РТЙ ДЧЙЦЕОЙЙ, Ч УЧСЪЙ У ФЕН, ЮФП ЛПЬЖЖЙГЙЕОФ ФТЕОЙС РПЛПС ВПМШЫЕ ЛПЬЖЖЙГЙЕОФБ ФТЕОЙС ДЧЙЦЕОЙС. рП НЕТЕ УИПДБ УФХРЙГЩ У РПДУФХРЙЮОПК ЮБУФЙ ЧБМБ УЙМБ ЧЩРТЕУУПЧЛЙ ХНЕОШЫБЕФУС.
ыЙТПЛПЕ РТЙНЕОЕОЙЕ ОБИПДЙФ ФЕИОПМПЗЙЮЕУЛЙК РТЙЕН ТБЪВПТЛЙ Й УВПТЛЙ ЛПОЙЮЕУЛЙИ УПЕДЙОЕОЙК, ЪБЛМАЮБАЭЙКУС Ч РПДЧПДЕ Л РПЧЕТИОПУФЙ ЛПОФБЛФБ ЮЕТЕЪ УРЕГЙБМШОЩЕ УЧЕТМЕОЙС Й ЛПМШГЕЧХА ЛБОБЧЛХ НБУМБ РПД ДБЧМЕОЙЕН — ЗЙДТПЪБРТЕУУПЧЛБ Й ТБУРТЕУУПЧЛБ (ТЙУХОПЛ 20).
 тЙУХОПЛ 19 — уИЕНБ РПДЧПДБ НБУМБ РПД ДБЧМЕОЙЕН ОБ РПЧЕТИОПУФШ ЛПОФБЛФБ.
тЙУХОПЛ 19 — уИЕНБ РПДЧПДБ НБУМБ РПД ДБЧМЕОЙЕН ОБ РПЧЕТИОПУФШ ЛПОФБЛФБ.
дМС УВПТЛЙ У РПНПЭША ОБЗТЕЧБ ПИЧБФЩЧБАЭЕК ЙМЙ ПИМБЦДЕОЙС ПИЧБФЩЧБЕНПК ДЕФБМЙ ОЕПВИПДЙНХА ТБЪОПУФШ ∆t ФЕНРЕТБФХТ ДЕФБМЕК ПРТЕДЕМСАФ РП УМЕДХАЭЕК ЖПТНХМЕ:
 (57)
(57)
ЗДЕ Nn — ОБЙВПМШЫЙК ОБФСЗ РПУБДЛЙ, НЛН;
∆s — ОЕПВИПДЙНЩК ЪБЪПТ ДМС ХДПВУФЧБ УВПТЛЙ, РТЙОЙНБЕНЩК ПВЩЮОП ТБЧОЩН ПУОПЧОПНХ ПФЛМПОЕОЙА g, НЛН;
α — ЛПЬЖЖЙГЙЕОФ МЙОЕКОПЗП ТБУЫЙТЕОЙС, Ч УТЕДОЕН ТБЧОЩК ДМС УФБМЙ 12 10-6, ДМС ЮХЗХОБ 10,5 l0-6, ДМС ПМПЧСООЩИ ВТПОЪ 17 10-6, ДМС МБФХОЙ 18 10-6, ДМС БМАНЙОЙЕЧЩИ УРМБЧПЧ 23 10-6;
d — ОПНЙОБМШОЩК РПУБДПЮОЩК ДЙБНЕФТ, НН.
пИЧБФЩЧБАЭХА ДЕФБМШ ОБЗТЕЧБАФ Ч ЪБЧЙУЙНПУФЙ ПФ ФТЕВХЕНПК ФЕНРЕТБФХТЩ Ч НБУМЕ (ДП 150 њу) ЙОДХЛГЙПООЩН (ЧЕУШНБ ТБГЙПОБМШОЩН) НЕФПДПН Ч ЛБНЕТОЩИ ЬМЕЛФТПРЕЮБИ ЙМЙ Ч ЧБООБИ У ЗПТСЮЕК ЦЙДЛПУФША.
пИЧБФЩЧБЕНХА ДЕФБМШ ПИМБЦДБАФ УХИЙН МШДПН (ХЗМЕЛЙУМПФБ, ФЕНРЕТБФХТБ ЙУРБТЕОЙС — 79 њу) ЙМЙ ЦЙДЛЙН ЧПЪДХИПН ФЕНРЕТБФХТБ ЙУРБТЕОЙС — 190њу). рПМШЪПЧБОЙЕ ЦЙДЛЙН ЧПЪДХИПН ФТЕВХЕФ ОЕПВИПДЙНЩИ НЕТ РТЕДПУФПТПЦОПУФЙ. уНБЪЛБ РПУБДПЮОЩИ РПЧЕТИОПУФЕК РТЙ ЬФПН ОЕДПРХУФЙНБ, Й ДЕФБМЙ ДПМЦОЩ ВЩФШ ФЭБФЕМШОП ПВЕЪЦЙТЕОЩ. рТЙ ЗЙДТПЪБРТЕУУПЧЛЕ Й ТБУРТЕУУПЧЛЕ ДБЧМЕОЙЕ НБУМБ ДПМЦОП ВЩФШ ТБЧОП (1,4. 2)Т (Т-ДБЧМЕОЙЕ РТЙ ОБЙВПМШЫЕН ЧЕТПСФОПУФОПН ОБФСЗЕ ДМС ЧЩВТБООПК РПУБДЛЙ).
дПУФПЙОУФЧБ РП УТБЧОЕОЙА У ГЙМЙОДТЙЮЕУЛЙНЙ УПЕДЙОЕОЙСНЙ:
- ЧПЪНПЦОПУФШ ВПМЕЕ ФПЮОПЗП ХУФБОПЧМЕОЙС Й ЛПОФТПМС ОБФСЗБ (РП ПУЕЧПНХ ОБФСЗХ),
- ЧПЪНПЦОПУФШ РТБЛФЙЮЕУЛЙ ОЕПЗТБОЙЮЕООПЗП ЮЙУМБ УВПТПЛ Й ТБЪВПТПЛ.
ьФЙ УПЕДЙОЕОЙС УЮЙФБАФ РЕТУРЕЛФЙЧОЩНЙ, Й ЙИ РТЙНЕОЕОЙЕ ТБУЫЙТСЕФУС. лПОХУОПУФШ РПУФПСООЩИ УПЕДЙОЕОЙК ВЕЪ ЫРПОПЛ ОБЪОБЮБАФ ПВЩЮОП 1/50 (ТЕЦЕ 1/100). уПЕДЙОЕОЙС УП ЫРПОЛБНЙ, ХДПВОЩЕ ДМС УВПТЛЙ Й ТБЪВПТЛЙ, ЧЩРПМОСАФ У ЛПОХУОПУФША 1/10 Й ЪБФСЦЛПК У РПНПЭША ТЕЪШВЩ (ЛПОГЩ ЧБМПЧ ЬМЕЛФТПДЧЙЗБФЕМЕК Й ТЕДХЛФПТПЧ).
тБУЮЕФЩ ЛПОЙЮЕУЛЙИ УПЕДЙОЕОЙК БОБМПЗЙЮОЩ ТБУЮЕФБН ГЙМЙОДТЙЮЕУЛЙИ УПЕДЙОЕОЙК, ФПМШЛП Ч ТБУЮЕФБИ ПУЕЧПК УЙМЩ ЪБРТЕУУПЧЛЙ ЧНЕУФП ЛПЬЖЖЙГЙЕОФБ ФТЕОЙС f УМЕДХЕФ ВТБФШ ЛПЬЖЖЙГЙЕОФ f±tgα, ЗДЕ α — ХЗПМ ОБЛМПОБ ЛПОХУБ. рТЙ ЛПОХУОПУФЙ 1/50 tgα = 0,01 Й ХФПЮОЕОЙЕ РТЕОЕВТЕЦЙНП НБМП.
Источник



