
- Резка цветных металлов
- Виды резки металла
- Способы резки
- Ручная резка металла
- Гидроабразивная резка металла
- Термическая резка металла
- Газокислородная резка
- Плазменная резка
- Лазерная резка
- Механическая резка металла
- Резка ленточной пилой
- Ударная резка металла с помощью гильотины
- Резка на дисковом станке
- Инструменты для резки металлов
- Ручные ножницы
- Углошлифовальная машина
- Методы резки металла
- Кислородная резка
- Кислородно-флюсовая резка
- Резка кислородным копьем
- Воздушно-дуговая резка
- Кислородно-дуговая резка
- Плазменная резка
- Лазерная резка
- Гидроабразивная резка
Резка цветных металлов

Для выполнения резки цветных металлов вы можете воспользоваться несколькими распространёнными в современном производстве методами: лазерная, плазменная или гидроабразивная резка. Чтобы выбрать правильный процесс, требуется проанализировать, какова толщина материала, какой уровень точности необходимо обеспечить и, конечно же, рассмотреть экономические аспекты.
Если наиболее важным аспектом является точность резки, то её можно получить при использовании лазерной или гидроабразивной технологии. При толщине материала от 0,1 до 3,0 мм лазер позволяет выдержать высокие параметры обработки, особенно при резке небольших или специфичных элементов, таких как малые отверстия, фигуры с мелкими элементами и т.д. Для того чтобы можно было производить резку листов большей толщины, требуется более мощный и дорогой лазерный источник.
Гидроабразивная резка может сравниваться с лазерной по показателям точности. Если же необходимо избежать теплового воздействия на обрабатываемый материал, то гидроабразивная технология становится единственным приемлемым вариантом.
Альтернативой двух технологий, рассмотренных выше, является применение смешанного процесса. Компания Eckert также имеет такое технологическое решение, в котором сочетаются и плазма и вода. Какие выгоды получает клиент, применяющий данную комбинацию? Во многих случаях при обработке металлических изделий оказывается, что только к некоторым из выполняемых поверхностей предъявляются высокие требования по качеству, тогда как к другим эти требования не относятся. В таких ситуациях установка COMBO, созданная компанией Eckert, в ходе одного запрограммированного процесса резки использует гидроабразивный метод в тех местах, где необходимо обеспечить наивысшее качество, а плазменная резка позволяет получить скорость и экономичность. Такое решение значительно снижает расходы, если сравнивать с лазерной или гидроабразивной резкой по отдельности.
Когда во главу угла ставится экономичность (с хорошими параметрами обработки), тогда единственным решением остаётся плазменная резка. Дополнив её технологией HighDefinition, в большинстве случаев можно добиться качества реза, приближающегося к тому, который обеспечивает лазерное оборудование. Будучи, конечно же, не настолько точной, как лазер, плазма обходится в несколько раз дешевле. Для большого количества технологических процессов не требуется такого высокого качества, которое способен обеспечить лазер. В таких случаях излишние расходы окажутся неоправданными.
Чтобы выбрать ту технологию, которая подойдёт вам лучше всего, мы предлагаем, до того как вы совершите покупку, провести тест на предприятии, поставляющем интересующее вас оборудование. Компания Eckert приглашает вас присутствовать на этих испытаниях и лично проверить, будут ли в результате применения определённой технологии оправданы ваши ожидания.
Источник
Виды резки металла
Резка металла — это процесс разделения металлического листа или трубы на несколько частей ручным, механическим, термическим методом. Череповецкий завод металлоконструкций использует данный процесс при производстве различных изделий, благодаря чему специалисты могут подробно объяснить все особенности. Ответ на вопрос о том, чем резать металл, в условиях современного развития промышленных технологий оказывается достаточно многогранным. Так как режут металл также в бытовых и ремонтных целях, вопрос оказывается актуальным для многих людей.
Способы резки
Способы резки металлов классифицируются в зависимости от используемого оборудования. Этот параметр позволяет выделить следующие типы:
- ручная резка;
- гидроабразивная;
- термическая;
- газокислородная;
- плазменная;
- лазерная;
- механическая;
- резка ленточной пилой;
- при помощи гильотины;
- при помощи дискового станка.
Ручная резка металла
Данный метод резки не применяется в промышленности ввиду низкой эффективности. Разрезать металлический лист вручную можно с помощью ножниц, лобзика, ножовки, болгарки. Скорость и точность выполнения работы в данном случае полностью зависит от мастера, который режет материал. Стоит учесть, что используемые инструменты, особенно ножницы, существенно ограничены по техническим характеристикам. Не каждый металл получится разрезать вручную. Тем не менее такой способ подходит для выполнения большинства бытовых задач.
Гидроабразивная резка металла
Когда разделение проводится с целью раскройки заготовки из металла, одним из самых подходящих способов будет гидроабразивный. Струя воды, смешанная с абразивным веществом, воздействует на материал под давлением, благодаря чему можно вырезать детали сложной формы. Это один из первых методов резки металлов, известных человечеству. Современное оборудование позволяет добиться высокой точности и воспроизвести линии любой кривизны.

Другие преимущества данного способа включают:
- возможность легко резать металлические изделия значительной толщины;
- эффективное получение сложных элементов нестандартной конфигурации;
- минимальный расход металла при порезке благодаря маленькой ширине реза;
- защита материала от деформации и плавления за счет низкого температурного режима в зоне реза.
При всех преимуществах гидроабразивной резки металлов обработать таким образом получится только листы из определенного сплава, имеющие небольшую толщину.
Термическая резка металла
Термическая резка металла позволяет существенно ускорить раскрой. Терморезка бывает:
Каждый из видов термической резки имеет свои особенности, однако отличительной чертой является отсутствие прямого контакта между обрабатываемой поверхностью и инструментом. Бесконтактное разделение заготовки происходит с применением струи газа, лазерного луча или плазмы соответственно.
Газокислородная резка
При высоких температурах металл нагревается, плавится и выгорает. Именно это свойство лежит в основе газокислородной технологии.
Процесс газокислородной резки проходит в два этапа:
- Сначала в место будущего разреза направляют струю пламени, используя ацетилен как горючий материал.
- После того как металл разогрелся, в место разреза подают кислород. Под его воздействием мягкая поверхность разделяется, а присутствующие в материале окислы удаляются.
Такой метод позволяет разрезать металлические заготовки большой толщины, в том числе титановые листы. Однако у данного способа есть и особенности, которые можно рассматривать как недостатки:
- металлы некоторых видов, включая алюминий, медь и другие цветные металлы, хромоникелевые стали, высокоуглеродистые стали, не поддаются обработке;
- недостаточно качественный рез;
- широкий рез;
- появление в процессе наплывов и окислов;
- нельзя резать криволинейные поверхности;
- в зоне реза физические свойства материала изменяются.
Основная сложность при получении реза высокого качества возникает из-за необходимости выдерживать идентичное расстояние в течение всего процесса. В отличие от ручного резака автоматизированное устройство режет заготовку более точно и быстро.
Плазменная резка
Режущим инструментом при использовании данного метода выступает струя плазмы. Для такой резки металла применяется специальное оборудование — плазматрон. Через его сопло происходит струйная подача плазмы, которая является по сути ионизированным газом сверхвысокой температуры.
Плазменная резка незаменима тогда, когда необходимо разделить толстый металлический лист. Технология позволяет работать с материалом до 150 мм шириной.

По типу воздействия на материал рез может быть:
- плазменно-дуговым — обрабатываемый металл оплавляется при помощи электрической дуги между изделием и режущим инструментов;
- косвенным — разделение металлической заготовки происходит исключительно за счет плазмы.
Плазменная резка металла характеризуется:
- безопасностью;
- высокой скоростью работы;
- гладкостью реза;
- способностью работы со сложными контурами;
- нагреванием обрабатываемой поверхности до незначительного уровня;
- высокой ценой данного вида оборудования;
- шумом в процессе работы плазмотронов;
- необходимостью обучения;
- ограниченной толщиной материала, который можно разрезать таким способом.
Лазерная резка
Лазерная резка металла — это современный способ обработки изделий с помощью воздействия лазерного луча. Фокусируя лазер на конкретной точке разрезаемого материала, можно прогреть свыше температуры плавления и испарить участок поверхности. Передвигая рабочую головку по заданной траектории, на листовом металле получают рез необходимой формы и размера.
Чаще всего технологию применяют, когда обрабатывают:
- тонкие металлические листы;
- цветные металлы: медь, алюминий;
- трубные изделия;
- нержавеющую сталь.
Однако лазерная резка уникальна тем, что позволяет разрезать любые металлические изделия, а также детали их сплавов и неметаллов.
Кроме того, лазерный метод выделяется:
- возможностью вырезания сложных геометрических контуров;
- высокой точностью резки;
- ровностью кромки, близкой к идеальной;
- высокой производительностью.
Однако следует учитывать и недостатки такой обработки металла:
- ограниченная толщина поверхностей, которые возможно обработать;
- значительные затраты энергии;
- необходимость обучения перед выполнением реза.
Механическая резка металла
Механические технологии предполагают непосредственный контакт инструмента с металлом. Таким инструментом может быть:
- ленточно-пильный станок;
- дисковый станок;
- токарный станок с дополнительно установленными резцами;
- агрегат продольной резки.
Отдельно выделяют ударный способ разделения при помощи гильотины.
Резка ленточной пилой
К преимуществам такой резки металлов причисляют:
- высокую точность реза;
- возможность выполнить резы разных видов: как прямые, так и угловые;
- небольшое количество отходов за счет минимальной ширины реза;
- невысокую стоимость оборудования.
Современные модели удобны в использовании, поскольку оснащены дополнительным электронным оборудованием.
Ударная резка металла с помощью гильотины
Ударная резка металла, она же рубка, выполняется на специальном резаке-гильотине. Происходит фиксация материала в горизонтальном положении и его разделение рубящим ударом. Таким методом удобно разделять листовой металл. Разрезание происходит одновременно по всей длине материала. Способ подходит для работы с разными видами стали, включая нержавеющую, оцинкованную, электротехническую.
Главным преимуществом технологии считается возможность быстро получить абсолютно ровный рез. Однако есть и минусы: шумная работа оборудования, разная ширина у полученный частей металла, ограниченная ширина материала, который можно обработать.
Резка на дисковом станке
Рабочим инструментом выступает диск с зубьями по внешнему краю. Электродвигатель приводит диск в движение, позволяя осуществить качественный рез по металлу.
Среди плюсов данного метода можно отметить:
- высокое качество реза;
- возможность резки под углом;
- точность обработки;
- компактное и универсальное оборудование.
Инструменты для резки металлов
Резать металл можно и в бытовых условиях — с этой целью используют такие механические приспособления, как ножницы и пилы разных видов.
Ручные ножницы
Подходят, если толщина металла не превышает 3 мм. Ручные ножницы — один из самых популярных инструментов для бытовой обработки металлических изделий. При этом они бывают нескольких видов:
- для прямого реза;
- для криволинейного реза;
- пальцевые — для резки по сложной траектории;
- ножницы с одним подвижным лезвием.

Пилы для металла также бывают разные. Каждая имеет свои преимущества и недостатки. Металлорезка выполняется пилой одного из следующих видов:
Выбирать пилу следует с учетом конкретной задачи и особенностей материала. Например, торцевая пила позволяет резать под углом, а дисковая пила отлично справится с распилом тонких листов металла.

Углошлифовальная машина
Этот инструмент для резки металлов широко известен как болгарка. Ею удобно пользоваться за счет небольшого веса и универсальности. Сменные диски позволяют обработку металла разной толщины. Кроме того, болгарка может не только резать, но и шлифовать и полировать поверхность. Благодаря удобству и широкому функционалу именно углошлифовальная машина считается оптимальным инструментом для резки металла в быту.

Специалисты Череповецкого завода металлоконструкций имеют многолетний опыт работы с разнообразными материалами. Для промышленной резки металлов мы используем современное оборудование и сертифицированное сырье, что позволяет гарантировать высокое качество металлоконструкций.
Источник
Методы резки металла
На сегодняшний день существует шесть основных методов резки металла, которые можно объединить в три группы:
- Высокоточные способы резки металла
- Механические
- Термические
К первой группе относят лазерную и гидроабразивную резки. К термическим способам резки относятся газокислородная и плазменная. Механические способы – это ленточнопильная резка, резка гильотиной, прочие виды обработки металлов давлением.
Лазерная резка — при данном методе разрезание металла происходит за счет воздействия на изделие лазерного луча, образованного в лазере из обычного пучка света. Необычайная точность и качество получения кромок позволяет создавать высокоточные изделия для приборостроения, авиации, машиностроения и медицины. Лазерная резка металла широко применяется в промышленности.
Плазменная резка. Металл разрезается смесью газов, которая под воздействием электрической дуги превращаются в струю плазмы с температурой от 5000 до 30000°C и скоростью от 500 до 1500 м/с. Области применения плазменной резки весьма многочисленны, ведь эта технология является универсальной в смысле разрезаемых металлов, достигаемых скоростей резки и диапазона обрабатываемых толщин. Самое распространенное применение: резка труб, листового металла, фигурная резка, резка отверстий, резка бетона.
Газокислородная резка. Процесс газокислородной резки основан на свойстве металлов и их сплавов гореть в струе химически чистого кислорода. Металл вдоль линии разреза нагревается до температуры воспламенения его в кислороде, сжижается в струе кислорода. Образующиеся в процессе резки окислы выдуваются этой струей из места разреза. Ручная газовая резка используется на тех предприятиях, где объем перерабатываемого металла невелик и применение средств механизации экономически неоправданно. Она служит для вырезки заготовок под последующую ковку и штамповку по разметке из листа, резки профильного проката и труб, отрезки прибылей и литников в литейном производстве, а также при проведении ремонтных работ.
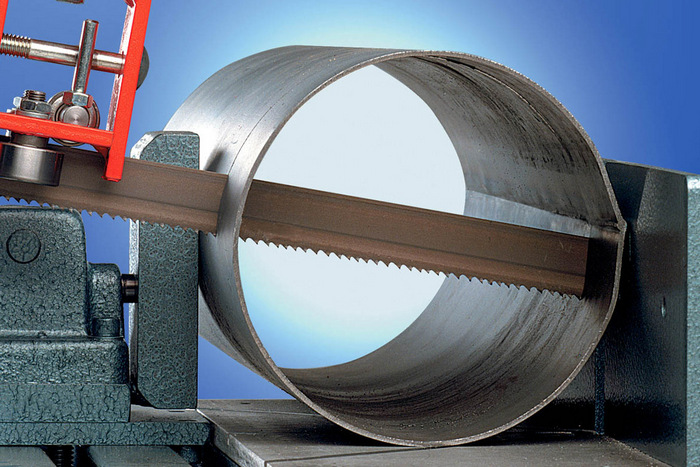
Ленточнопильная резка. Данный вид резки производится ленточной пилой кольцеобразной формы. Применяется в заготовительных цехах практических всех предприятий отечественного машиностроения, а также на предприятиях других отраслей, где применяется резка металла на профильные заготовки. Особенно эффективно использование ленточнопильных станков при резке дорогостоящих металлов и тонкостенных профилей.
Гидроабразивная резка. Гидроабразивная резка осуществляется с помощью смеси воды и абразива (песка), которая под давлением подается через узкое сопло. Этот способ позволяет разрезать изделия в толщину до 30 сантиметров. Технология гидроабразивной резки благодаря своим уникальным свойствам и универсальности, находит свое применение в различных отраслях промышленности, в изготовлении художественных изделий, строительстве, производстве рекламной продукции. Гильотина используется для рубки металла в разнообразных производственных сферах: при изготовлении профнастила, производстве водосточных систем, вентиляционных систем, элементов фасада и кровли, для производства различных профилей, в машиностроении, судостроении и строительстве.
Гильотина. Для этого способа используются ножницы и ножи по металлу. Они позволяют получить ровный разрез без заусенцев и зазубрин. Таким способом можно делать поперечные и продольные резы. Его используют и при производстве квадратного, и круглого профиля.
Рассмотрим более подробно термические способы резки . Данную группу можно разделить на следующие виды резки:
1. Газовая резка
1.3. резка кислородным копьем.
2. Газоэлектрическая резка
3. Плазменная резка
3.2. резка плазменной струей.
4. Лазерная или газолазерная резка
4.1. кислородная резка с поддержкой лазерным лучом.
Таблица 1. Параметры основных видов резки металла.

Кислородная резка
Кислородная резка заключается в сгорании разрезаемого металла в кислородной струе и удалении этой струей образовавшихся оксидов.

Рис. 1. Процесс кислородной резки металла.
Технология кислородной резки
Разрезаемый металл предварительно нагревается подогревающим пламенем резака, которое образуется в результате сгорания горючего газа (Ацетилен, пропан) в смеси с кислородом. При достижении температуры воспламенения металла в кислороде, на резаке открывается вентиль чистого кислорода (99 –99,8%) под давлением до 12 бар и начинается процесс резки. Чистый кислород из центрального канала мундштука, предназначенный для окисления разрезаемого металла и удаления оксидов, называют режущим в отличие от кислорода подогревающего пламени, поступающего в смеси с горючим газом из боковых каналов мундштука.
Струя режущего кислорода вытесняет в разрез расплавленные оксиды, они в свою очередь, нагревают следующий слой металла, что способствует его интенсивному окислению. В результате разрезаемый лист подвергается окислению по всей толщине, а расплавленные оксиды удаляются из зоны резки под воздействием струи режущего кислорода.
Техника кислородной резки
Процесс кислородной резки начинается с того, что поверхность разрезаемого листа следует очистить от окалины, краски, масла, ржавчины и грязи. Особое внимание уделяется очистке поверхности листа от окалины, поскольку она препятствует контакту металла с пламенем и струей режущего кислорода. Для этого необходимо прогреть поверхность стали подогревающим пламенем резака, в результате чего, окалина отскочит от поверхности. Прогрев следует выполнять узкой полосой по предполагаемой линии реза, перемещая пламя со скоростью, приблизительно соответствующей скорости резки.
Перед кислородной резкой металл нагревается с поверхности в начальной точке реза до температуры его воспламенения в кислороде. После пуска струи режущего кислорода и начала процесса окисления металла по толщине листа резак перемещают по линии реза.

Рис. 2. Кислородная резка металла.
Как правило, прямолинейная кислородная резка стальных листов толщиной до 50 мм выполняется вначале с установкой режущего сопла мундштука в вертикальное положение, а затем с наклоном в сторону, противоположную направлению резки (обычно на 20–30º). Наклон режущего сопла мундштука в сторону ускоряет процесс окисления металла и увеличивает скорость кислородной резки, а, следовательно, и ее производительность. При большей толщине стального листа резак в начале резки наклоняют на 5º в сторону, обратную движению резки.
При кислородной резке используется такое оборудование, как резаки, шланги, баллонный регулятор, баллоны с газом в комплексе с газовой рампой или же газификатор. 
Кислородно-флюсовая резка
Данный вид обработки металлов был разработан для материалов, которые плохо поддаются кислородной резке. Такими материалами являются чугун, легированные стали, цветные металлы и др. Кислородно-флюсовая резка отличается от обычной кислородной резки лишь тем, что помимо подогревающего пламени и струи режущего кислорода, в зону реза подается порошок флюса, который обеспечивает процесс резки за счет термического, химического и абразивного действия.
Технология и техника при кислородно-флюсовой резке не отличается от обычной кислородной резки, за исключением нижеизложенных нюансов.
При кислородно-флюсовой резке в кислородную режущую струю дополнительно вводятся порошкообразные флюсы, частицы которых, сгорая, дают значительный тепловой эффект, способствуя плавлению тугоплавких окислов на поверхности контакта кислорода с обрабатываемым металлом без значительного расплавления кромок металла под этим поверхностным слоем. Основой таких порошкообразных флюсов является железный порошок.
В процессе горения флюса образуются высоконагретые частицы FeO, которые способствуют образованию комплексных более легкоплавких соединений (FeО.SiО2; FeО.Cr2О3 и др.) и облегчают доступ кислорода к неокисленным частям металла вследствие удаления тугоплавких окислов.
Таким образом, в дополнение к процессам окисления металла и выдувания расплавленных шлаков при обычной кислородной резке, при кислородно-флюсовой резке имеет место интенсификация температуры в реакционном пространстве в результате сжигания порошка флюса (железа, феррофосфора, алюминия), сопровождаемая флюсованием тугоплавких окислов и абразивным их удалением (окалиной, кварцевым песком, глиноземом). Кислородно-флюсовая резка применяется как в качестве разделительной, так и в качестве поверхностной.
При кислородно-флюсовой резке используется такое оборудование, как емкости для флюса (флюсопитателя), резаки, шланги, баллонный регулятор, баллоны с газом в комплексе с газовой рампой или же газификатор.
Таблица 2. Состав флюса для резки различных материалов


Резка кислородным копьем
Кислородное копье — это стальная трубка, через которую подается кислород.
Технология резки кислородным копьем.
Рабочий конец кислородного копья предварительно нагревается до температуры 1350–1400°С с помощью внешнего источника нагрева: сварочной дуги, подогревающего пламени резака или пламенем сварочной горелки. После воспламенения копья посторонний источник нагрева убирается. В результате подачи кислорода рабочий конец копья начинает интенсивно гореть, достигая температуры 2000°С. Для повышения тепловой мощности кислородного копья внутрь трубки, как правило, помещают стальной пруток или другой профиль.
Рис. 3. Процесс резки кислородным копьем
Техника резки кислородным копьем.
Кислородное копье прижимают к поверхности прожигаемого материала. Углубив рабочий конец копья в материал, повышают давление кислорода до необходимой рабочей величины, периодически выполняя копьем возвратно-поступательные (с амплитудой 10–20 см) и вращательные (на угол 10–15° в обе стороны) движения. При прожигании отверстия торец копья необходимо постоянно прижимать к материалу, отрывая его лишь на короткое время при возвратно-поступательном движении. Образуемые шлаки выносятся давлением в зазор между трубкой копья и стенкой прожигаемого отверстия.
Прожигание отверстий в чугуне применяется в металлургическом производстве при образовании шпуров в чугунных зашлакованных массивах, подлежащих разрушению во взрывных ямах для переплавки.
Производительность резки кислородным копьем чугуна крайне низка. Скорость прожигания отверстия диаметром 50–60 мм составляет не более 50 мм/мин. при расходе кислорода около 35 м3 на 1 м отверстия и 25 м трубок.
В некоторых случаях, чтобы повысить эффективность процесса резки в копье вместе с кислородом подается железный порошок. В этом случае возможно не только прожигание отверстий, но и разделительная резка стали и бетона.
При резке кислородным копьем используется такое оборудование, как кислородное копье, шланги, баллонный регулятор, баллоны с газом в комплексе с газовой рампой или же газификатор.

Воздушно-дуговая резка
Воздушно-дуговая резка заключается в расплавлении металла по линии реза электрической дугой и принудительном удалении сжатым воздухом образующегося под действием дуги расплава.

Рис. 4. Схема воздушно-дуговой резки
Технология воздушно-дуговой резки.
Воздух подается вдоль неплавящегося электрода (обычно угольного или графитового) и в специальном электрододержателе. Электрическая дуга, как правило, горит на постоянном токе обратной полярности.
Техника воздушно-дуговой резки.
Сначала производится поджиг дуги, затем происходит разрезание металла электрической дугой. Струя воздуха используется для выдувания шлаков из места разреза. При резке электрод опирают концом о поверхность металла под углом к ней 80—85°, с наклоном в сторону направления резки.
Качество поверхности реза и прилегающего к ней металла невысокое. В поверхностном слое и на кромках глубиной 0,1–0,3 мм может наблюдаться повышение содержания углерода, вследствие чего может начаться процесс образования трещин. Для предотвращения увеличения содержания углерода необходимо по возможности не касаться электродом раскаленного металла. После воздушно-дуговой резки необходимо выполнять тщательную зачистку поверхностей щеткой до металлического блеска и производить осмотр для установления отсутствия поверхностных дефектов.
Воздушно-дуговая резка обычно используется для поверхностной обработки (строжки) или в качестве разделительной резки в лом сталей, алюминия, меди, титана.
При воздушно-дуговой резке используется такое оборудование, как резаки, кабели и рукава, компрессорные установки, источник питания.

Кислородно-дуговая резка
Технология кислородно-дуговой резки.
При кислородно-дуговой резке дуга горит между плавящимся электродом и разрезаемым металлом. Сварочный электрод трубчатый и по каналу внутри электрода подается режущий кислород. Дуга обеспечивает нагрев металла, а кислород, интенсивно окисляя железо, обеспечивает его сгорание и выдувание из зоны реза (рис. 5).

Рис.5. Схема кислородно-дуговой резки
Кислородно-дуговую резку применяют преимущественно для специальных работ: резки металла под водой, строительно-монтажных работ, ремонта, а также в других случаях, когда приходится выполнять короткие резы ( до 500 мм).
Техника кислородно-дуговой резки.
Для резки сначала зажигается дуга, затем, когда образуется расплавленная точка, с помощью рукоятки регулятора на держателе открывается поток режущего кислорода, он быстро окисляет металл и выдувает его.
Кислородно-дуговую резку применяют для резки черных и цветных металлов толщиной до 120 мм. Сила тока 200–350А, давление кислорода 3–10 бар (в зависимости от толщины).
Возможна полуавтоматическая кислородно-дуговая резка. В этом случае проволока обдувается кислородом концентрично.
При кислородно-дуговой резке используется такое оборудование, как резаки, кабели и рукава, источник питания, баллонный регулятор, баллоны с кислородом в комплексе с рамповым оборудованием или же газификатор.

Плазменная резка
Плазменная резка заключается в проплавлении разрезаемого металла за счет теплоты, генерируемой сжатой плазменной дугой, и интенсивном удалении расплава плазменной струей.
Технология плазменной резки
Плазма представляет собой ионизированный газ с высокой температурой, способный проводить электрический ток. Плазменная дуга получается из обычной дуги в специальном устройстве – плазмотроне – в результате ее сжатия и вдувания в нее плазмообразующего газа. Различают две схемы плазменной резки:
- плазменно-дуговая резка
- резка плазменной струей

Рис. 6. Схема плазменной резки
При плазменно-дуговой резке дуга горит между неплавящимся электродом и разрезаемым металлом (дуга прямого действия). Столб дуги совмещен с высокоскоростной плазменной струей, которая образуется из поступающего газа за счет его нагрева и ионизации под действием дуги. Для разрезания используется энергия одного из приэлектродных пятен дуги, плазмы столба и вытекающего из него факела.
При резке плазменной струей дуга горит между электродом и формирующим наконечником плазмотрона, а обрабатываемый объект не включен в электрическую цепь (дуга косвенного действия). Часть плазмы столба дуги выносится из плазмотрона в виде высокоскоростной плазменной струи, энергия которой и используется для разрезания.
Плазменно-дуговая резка более эффективна, нежели резка плазменной струей, и широко применяется для обработки металлов. Резка плазменной струей используется реже и преимущественно для обработки неметаллических материалов, поскольку они не обязательно должны быть электропроводными.

Рис. 7. Плазменная резка
Технологические возможности процесса плазменной резки металла (скорость, качество и др.), а также характеристики основных узлов плазмотронов определяются, прежде всего, плазмообразующей средой.
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Плазменная резка алюминия и его сплавов толщиной 5–20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм – в азотно-водородных смесях (65–68% азота и 32–35% водорода), толщиной свыше 100 мм – в аргоно-водородных смесях (35–50% водорода).
Плазменная резка меди может осуществляться в азоте (при толщине 5–15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси.
Плазменная резка высоколегированных сталей эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50–60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50–60 мм – азотно-кислородные смеси.
Резка нержавеющих сталей толщиной до 20 мм может быть выполнена в азоте, толщиной 20–50 мм – в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Для резки углеродистых сталей используют сжатый воздух (как правило, при толщинах до 40–50 мм), кислород и азотно-кислородные смеси.
Таблица 3. Ориентировочные режимы воздушно-плазменной резки металла

Можно выделить такие преимущества плазменной резки в сравнении с газовыми способами:
- Выше скорость резки металла малой и средней толщины
- Универсальность – плазменная резка используется для обработки сталей, алюминия и его сплавов, меди и сплавов, чугуна и др. материалов
- Точные и высококачественные резы, при этом в большинстве случаев исключается или заметно сокращается последующая механическая обработка
Экономичность воздушно-плазменной резки – потребности в дорогостоящих газах отсутствует (ацетилене, кислороде, пропан-бутане)
- Возможность вырезать детали сложной формы;
- Короткое время прожига (при кислородной резке требуется продолжительный предварительный прогрев)
- Безопасная резка, поскольку отсутствуют взрывоопасные баллоны с газом
Недостатки плазменной резки по сравнению с газовыми способами резки заключаеются в:
- Максимальная толщина реза обычно составляет 80–100 мм (кислородной резкой можно обрабатывать чугун и некоторые стали толщиной до 500 мм)
- Стоимость оборудования намного выше
- Повышенные требования к техническому обслуживанию оборудования
- Высокий уровень шума вследствие истечения газа из плазматрона с околозвуковыми скоростями
- Вредные для организма азотсодержащие выделения (при использовании азота), для уменьшения который разрезаемое изделие погружают в воду.
При плазменной резке используется такое оборудование, как плазмотрон, источник питания, компрессор, баллоны с газом.
Лазерная резка
При лазерной резке нагревание и разрушение участка материала осуществляется с помощью лазерного луча.
В отличие от обычного светового луча для лазерного луча характерны такие свойства, как направленность, монохроматичность и когерентность.
За счет направленности энергия лазерного луча концентрируется на относительно небольшом участке. Так, по своей направленности лазерный луч в тысячи раз превышает луч прожектора.
Лазерный луч по сравнению с обычным светом является монохроматичным, т. е. обладает фиксированной длиной волны и частотой. Это облегчает его фокусировку оптическими линзами.
Лазерный луч имеет высокую степень когерентности – согласованного протекания во времени нескольких волновых процессов. Когерентные колебания вызывают резонанс, усиливающий мощность излучения.
Благодаря вышеизложенным свойствам лазерный луч может быть сфокусирован на очень маленькую поверхность материала и создать на ней плотность энергии, достаточную для нагревания и разрушения материала (например, порядка 108 Вт/см2 для плавления металла).

Рис. 8. Лазерная резка
Технология лазерной резки металла
Воздействие лазерного излучения на металл при разрезании характеризуется общими положениями, связанными с поглощением и отражением излучения, распространением поглощенной энергии по объему материала за счет теплопроводности и др., а также рядом специфических особенностей.
В зоне воздействия лазерного луча металл нагревается до первой температуры разрушения – плавления. Поглощая излучение, металл расплавляется, и фазовая граница плавления перемещается вглубь материала. Далее продолжается энергетическое воздействие лазерного луча, что приводит к увеличению температуры, достигающей второй температуры разрушения – кипения, при которой металл начинает активно испаряться.
Таким образом, возможны два механизма лазерной резки – плавлением и испарением. Однако последний механизм требует высоких энергозатрат и осуществим лишь для очень малой толщины металла. Поэтому на практике резку выполняют плавлением. При этом в целях существенного сокращения затрат энергии, повышения толщины обрабатываемого металла и скорости разрезания применяется вспомогательный газ, который вдувается в зону реза с целью удаления продуктов разрушения металла. Чаще всего в качестве вспомогательного газа используется кислород, воздух, азот. Такая резка называется газолазерной.

Рис. 9. Схема газолазерной резки
Например, кислород при газолазерной резке выполняет тройную функцию:
- газ содействует предварительному окислению металла и снижает его способность отражать лазерное излучение;
- разрезаемый металл воспламеняется и горит в струе кислорода, в результате чего выделяется дополнительная теплота, что усиливает действие лазерного излучения;
- кислородная струя сдувает и уносит из области резки расплавленный металл и продукты его сгорания. Это обеспечивает одновременный приток газа непосредственно к фронту реакции горения.
Невозможен или крайне сложен раскрой лазером таких материалов как текстолит, стеклотекстолит, гетинакс, сотовый полипропилен, поликарбонат, сотовый поликарбонат. Затруднено разрезание материалов, склонных к растрескиванию, например, керамики или стекла.
Лазерный раскрой листового металла осуществляется на лазерном станке с минимальной затратой времени на регулировку оборудования. Используемая технология управления и программирования позволяет быстро получить готовую деталь по предоставленному чертежу. В процессе обработки обеспечивается высокая гибкость, оптимизируется последовательность каждой технологической операции и ускоряется решение вопросов материально-технического снабжения.
При лазерной резке используется такое оборудование, как лазерный станок, баллоны с газом в комплексе с рамповым оборудованием или газификатор.

Преимущества, недостатки и сравнительная характеристика
Сфокусированное лазерное излучение позволяет разрезать почти любые материалы независимо от их теплофизических свойств. При этом можно получать качественные и узкие резы (шириной 0,1–1 мм) со сравнительно небольшой зоной термического влияния. При лазерной резке возникают минимальные деформации, как временные в процессе обработки заготовки, так и остаточные после ее полного остывания. В результате возможна резка с высокой степенью точности, в том числе нежестких и легкодеформируемых изделий. Благодаря относительно несложному управлению лазерным пучком можно выполнять автоматическую обработку плоских и объемных деталей по сложному контуру.
Лазерная резка особенно эффективна для стали толщиной до 6 мм, обеспечивая высокие качество и точность при сравнительно большой скорости разрезания. Однако для металла толщиной 20–40 мм она применяется значительно реже кислородной или плазменной резки, а для металла толщиной свыше 40 мм – практически не используется.
Таблица 4. Сравнительные характеристики лазерной резки с кислородной, плазменной и гидроабразивной резкой

Гидроабразивная резка
Гидрорезка (водоструйная резка) – вид резки, при котором материал обрабатывается тонкой сверхскоростной струей воды. При гидроабразивной резке для увеличения разрушительной силы водяной струи добавляются частицы высокотвердого материала – абразива.
Если взять простую воду и сжать под давлением около 4000 атмосфер, после чего пропустить ее через отверстие диаметром менее 1 мм, то она потечет со скоростью, превышающей скорость звука в 3–4 раза. Такая струя воды, направленная на изделие, становится режущим инструментом. С добавлением частиц абразива ее режущая способность возрастает в сотни раз, и она способна разрезать почти любой материал.

Рис. 10. Гидрорезка
Технология гидроабразивной резки основана на принципе эрозионного (истирающего) воздействия абразива и водяной струи. Их высокоскоростные твердофазные частицы выступают в качестве переносчиков энергии и, ударяясь о частицы изделия, отрывают и удаляют последние из полости реза. Скорость эрозии зависит от кинетической энергии воздействующих частиц, их массы, твердости, формы и угла удара, а также от механических свойств обрабатываемого материала.

Рис. 11. Схема гидроабразивной резки
При гидрорезке (без абразива) схема упрощается: вода под давлением вырывается через сопло и направляется на разрезаемое изделие.
Техника гидроабразивной резки
Принцип работы гидроабразивных станков заключается в следующем:
Вода, сжатая одним из основных компонентов системы — насосом высокого давления до давления 4000 бар или более, проходит через водяное сопло, образующее струю диаметром 0,2-0,35 мм, которая попадает в смесительную камеру. В смесительной камере происходит смешивание воды с абразивом (гранатовым песком) и далее она проходит через второе, твердосплавное сопло с внутренним диаметром 0,6-1,2 мм. Из этого сопла струя воды с абразивом выходит со скоростью около 1000 м/сек и попадает на поверхность разрезаемого материала, тем самым разрезая ее.
Таблица 5. Характерная область применения технологий резки водой

В качестве абразива применяются различные материалы с твердостью по Моосу от 6,5. Их выбор зависит от вида и твердости обрабатываемого изделия. Также не стоит забывать, что более твердый абразив быстрее изнашивает узлы режущей головки.
Таблица 6. Типичная область применения некоторых абразивных материалов при резке

Преимущества и недостатки.
С помощью водно-абразивной или водной струи можно разрезать практически любые материалы. При этом не возникают ни механические деформации заготовки (так как сила воздействия струи составляет лишь 1–100 Н), ни ее термические деформации, поскольку температура в зоне реза составляет около 60–90°С. Таким образом, по сравнению с технологиями термической обработки (кислородной, плазменной, лазерной и др.) гидроабразивная резка обладает следующими отличительными преимуществами:
- очень высокое качество реза из-за минимального термического влияния на заготовку (без плавления, оплавления или пригорания кромок);
- возможность резки термочувствительных материалов (ряда пожаро- и взрывоопасных, ламинированных, композитных и др.);
- экологическая чистота процесса, полное отсутствие вредных газовых выделений;
- взрыво- и пожаробезопасность процесса.
Водно-абразивная струя способна разрезать материалы толщиной до 300 мм и больше. Гидроабразивная резка может быть выполнена по сложному контуру с высокой точностью (до 0,025–0,1 мм), в том числе для обработки объемных изделий. Данный вид резки эффективен по отношению к алюминиевым сплавам, меди и латуни, из-за высокой теплопроводности которых при термических способах резки требуются более мощные источники нагрева. Кроме того, эти металлы труднее разрезать лазером из-за их низкой способности поглощать лазерное излучение.
Водно-абразивная резка имеет ряд недостатков:
- существенно меньшая скорость разрезания стали малой толщины по сравнению с плазменной и лазерной резкой;
- высокая стоимость оборудования и высокие эксплуатационные затраты (характерно и для лазерной резки), обусловленные расходом абразива, электроэнергии, воды, заменами смесительных трубок, водяных сопел и уплотнителей, выдерживающих высокое давление;
- повышенный шум из-за истечения струи со сверхзвуковой скоростью (характерно и для плазменной резки).
При гидроабразивной резке используется такое оборудование, как станок для гидроабразивной резки.
Источник



