
Резка металла
Резка металла — это разделение его на части или заготовки с помощью ножовки, ножниц и других режущих инструментов.
Операция резки металла в слесарных работах применяется обычно с целью получения заготовок для деталей.
Холодная резка металла может производиться двумя способами: без снятия стружки — различными ножницами, кусачками, и со снятием стружки — ножовкой, резцом, пилой и т. д. Механическая (машинная) резка металла будет рассмотрена в гл. 11 «Обработка деталей корпуса», а тепловая резка — в гл. 7 «Тепловая резка».
Для ручной резки металла без снятия стружки используется следующий инструмент и оборудование.
Ручные ножницы (рис. 4.9, а) применяются для резки тонкого листового материала толщиной до 0,8 мм.

Рис. 4.9. Ножницы для резки металла:
а — ручные; б — рычажные; в — переносные для резки угловой стали.
1 — нижний нож;
2 — верхний нож;
3,6 — рукоятка;
4 — промежуточный рычаг;
5 — промежуточная тяга;
7 — вырез щеки.
Стуловые ножницы применяются для резки листового металла толщиной до 3 мм. Рычажные ножницы (рис. 4.9, б) используются для резки металла толщиной до 5—6 м. Для резки мелких угольников предназначены переносные ножницы (рис. 4.9, в).
В настоящее время для механизации ручной резки металла широко применяются пневматические вибрационные ножницы (рис. 4.10), позволяющие резать металл толщиной до 3 мм.

Рис. 4.10. Вибрационные ножницы.
Следует отметить, что названные пределы толщин разрезаемого металла относятся к обычной стали. Для других металлов и сплавов эти значения могут быть больше или меньше, в зависимости от прочности материала.
Для резки труб служит труборез с дисковыми ножами, закрепленными на корпусе и ползуне.
Резку металла вручную со снятием стружки выполняют при помощи ножовки. Распиливаемый материал необходимо закреплять в тисках таким образом, чтобы он не вибрировал при пилке (рис. 4.11).

Рис. 4.11. Правильное положение ножовки во время работы.
Ножовкой работают со скоростью 30—60 двойных ходов в минуту. Твердые металлы разрезают с меньшей скоростью, мягкие — с большей. Нажимают на ножовку при движении вперед; при обратном ходе нажимать не следует. В конце резки нажим ослабляют.
Если при разрезании заготовок не требуется получить чистые торцы, то допускается ради экономии времени надрезать металл (круглый, шестигранник и т. п.) с нескольких сторон, не доходя до середины, а затем отломить заготовку.
Источник
Pereosnastka.ru
Обработка дерева и металла
Резкой называют процесс разделения заготовки на части заданных размеров и формы. Резку применяют для получения заготовок заданных размеров и формы из сортового и листового проката, а также прорезей и отверстий в заготовках. Современные методы резки обеспечивают высокопроизводительную обработку заготовок практически любых размеров и из материалов с любыми физико-механическими свойствами.
Различают следующие технологические методы резки.
1. Распиливание ножовками, ленточными и дисковыми пилами. Используется для резки сортового проката.
2. Резка ножницами. Применяется для резки листового проката.
3. Резка на металлорежущих станках (токарных, фрезерных и др.).
4. Анодно-механическая, электроискровая и светолу-чевая (лазерная) резка. Эти методы применяют в тех случаях, когда другие методы не обеспечивают достаточной производительности и требуемого качества. Например, они используются для резки высокопрочных материалов по сложному и точному контуру и т. д.
5. Ацетиленокислородная резка. Ее используют для резки заготовок значительной толщины из углеродистой стали. Она не обеспечивает высокой точности, приводит к изменению структуры и химического состава материала в месте реза. Однако она широко распространена в условиях единичного производства благодаря своей простоте, высокой производительности и универсальности.
Резка может производиться как вручную, так и механически.
Физическая сущность резки основана на различных способах разрушения материала заготовки в месте реза.
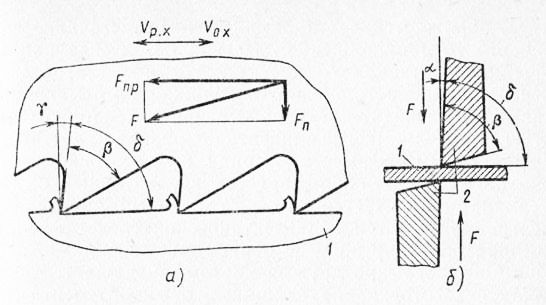
При распиливании и резке на металлорежущих станках сила F, приложенная к режущему клину, направлена под острым углом к обрабатываемой поверхности. Поэтому режущий клин срезает материал и превращает его в стружку. При резке на ножницах сила F, приложенная к режущему клину, перпендикулярна обрабатываемой поверхности. Поэтому инструмент разрезает материал без образования стружки.
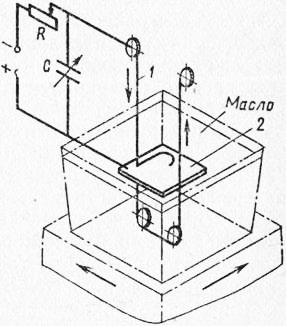
Электроискровая резка основана на электрической эрозии (разрушении) материала заготовки. Конденсатор С, включенный в зарядный контур, заряжается через резистор R от источника постоянного тока напряжением 100—200 В. Когда напряжение на электродах (инструменте) и (заготовке) достигнет пробойного, между их ближайшими микровыступами происходит искровой разряд продолжительностью 20—200 мкс. Температура разряда достигает 10 000—12 000 °С. В месте разряда на заготовке мгновенно расплавляется и испаряется элементарный объем материала и образуется лунка. Удаленный материал в виде гранул остается в диэлектрической среде (масле), в которой проходит процесс обработки. Разрядами, следующими непрерывно друг за другом, разрушается весь материал заготовки, находящийся от инструмента на расстоянии 0,01—0,05 мм. Для продолжения процесса обработки электроды необходимо сблизить, что делается автоматически.
При ацетиленокислородной резке металл заготовки в месте реза сначала подогревают ацетиленокислород-ным пламенем до температуры его воспламенения в кислороде (для стали 1000—1200 °С). Затем в это место направляют струю кислорода и металл начинает гореть. При этом выделяется столько теплоты, что ее достаточно для поддержания непрерывного процесса резки.
Анодно-механическая резка основана на комбинированном разрушении материала заготовки — электрическом, химическом и механическом. Постоянный ток, проходящий в месте реза между заготовкой и инструментом, вызывает электрическую эрозию поверхности заготовки. Образующиеся расплавленные частицы материала выносятся из зоны обработки вращающимся инструментом — диском. Одновременно электролит, подаваемый в зону обработки, под действием электрического тока образует на поверхности заготовки пленки оксидов, которые удаляются тем же вращающимся инструментом.
Инструменты для резки. При распиливании в качестве режущих инструментов применяют ножовочные полотна (для ручной и механической ножовок), ленточные и дисковые пилы. Ножовочные полотна и ленточные пилы представляют собой тонкую ленту из быстрорежущей или легированной (Х6ВФ, В2Ф) стали с мелкими зубьями в виде клиньев на одной или двух сторонах. Ленточные пилы получают путем сгибания ленты в кольцо и спаивания ее концов высокотемпературным припоем. У дисковой пилы зубья расположены на периферии диска. Режущие зубья закаливают до твердости 61 — 64 HRQ . Для того, чтобы инструмент не заклинивал в узком пропиле, его зубья разводят.
При выборе инструмента для распиливания в первую очередь следует учитывать длину пропила и твердость обрабатываемого материала.
При длинных пропилах необходимо выбирать полотна с крупным шагом зубьев, а при обработке тонкостенных заготовок — с мелким. В резании должны одновременно участвовать не менее трех зубьев.
Чем выше твердость обрабатываемого материала, тем больше должен быть угол заострения. Образующаяся в этом случае стружка имеет форму запятой и плотно укладывается в небольшом пространстве. При обработке мягких материалов следует применять инструменты с большим пространством для стружки. Положительный передний угол повышает производительность, так как в этом случае зуб режет, а не скоблит материал заготовки.
Для обработки высокопрочных материалов применяют ножовочные полотна с синтетическими алмазами на рабочей поверхности.
Для резки листового материала применяют режущие инструменты в виде ножей, которые чаще всего выполняются съемными. Ножи бывают с прямолинейными, криволинейными и круглыми (роликовыми и дисковыми) режущими кромками.
При анодно-механической резке в качестве инструмента используют тонкие диски из мягкой стали. На электроискровом станке в качестве инструмента для вырезания применяют непрерывно перемещающуюся проволоку.
Оборудование и приспособления для резки. В условиях инструментального цеха небольшие заготовки режут ручной ножовкой. Ножовочное полотно крепят в рамке так, чтобы зубья были направлены от рукоятки.
Ручные рычажные ножницы предназначены для резки листового материала. В инструментальных цехах используют небольшие переносные ножницы. На них можно разрезать листовую сталь толщиной до 4 мм, алюминий и латунь — до 6 мм.
Ручные ножницы предназначены для резки листового материала, изготовления заготовок с криволинейным контуром, вырезания в заготовках отверстий сложного контура. Для прямолинейного реза применяют ножницы с прямыми широкими ножами. Если верхняя режущая кромка расположена справа относительно нижней, то ножницы называются правыми, а если слева — левыми. Для получения наружных криволинейных резов используют ручные ножницы с изогнутыми широкими ножами. Вырезание внутренних криволинейных контуров производят ножницами с узкими изогнутыми ножами.
Механическую резку листового материала выполняют ручными электроножницами, виброножницами, а также на роликовых, многодисковых и листовых ножницах.
Последовательность и приемы работ при резке. Резке предшествует разметка. Затем выбирают метод резки, оборудование и инструмент.
Большое значение для качественной обработки имеет правильное выполнение приемов резки. Расположение заготовки и инструмента при ручной резке должно быть таким, чтобы разметочная риска постоянно была доступна для наблюдения. При большой длине реза нажим на ножовку увеличивают, при малой — уменьшают. Так как зубья ножовки особенно легко ломаются в начале и в конце реза, в эти моменты нажим на нее должен быть минимальным.
Ручные ножницы при резке следует раскрывать на 2/3 длины режущих кромок. В этом случае они легко захватывают заготовку и хорошо режут. Плоскость резания всегда должна быть перпендикулярна разрезаемой поверхности заготовки. Перекос ведет к заеданию, смятию кромок и появлению заусенцев.
Большое значение имеет правильная регулировка инструмента. Так, при слабом натяжении ножовочного полотна в ручной ножовке рез получается косым. Большой зазор между ножами ведет к образованию заусенцев. Появление заусенцев при правильно отрегулированных ножах является сигналом об их затуплении.
Выполняя резку ручной ножовкой, следует стоять свободно и прямо, вполоборота к тискам.
Источник
§ 1. Инструменты для ручной резки
Резкой называется слесарная операция, при которой металл разделяют на части.
В зависимости от формы и размеров деталей и заготовки резка может производиться ручными инструментами, на механических станках, на анодно-механических станках и ацетилено-кислородным пламенем.
Острогубцы (кусачки). Предназначены для резания (откусывания) стальной мягкой проволоки диаметром до 5 мм, заклепок и т. п. Изготовляют острогубцы по ГОСТ 7282—54 из инструментальной углеродистой стали марок У7 и У8 или марок 60 и 70.
Острогубцы состоят из двух шарнирно соединенных дугообразных рычагов-ручек, на концах которых имеются закаленные заточенные губки (рис. 108,а). Размеры острогубцев стандартизованы. Ширина режущих губок 26; 30; 36 и 40 мм, длина 125; 150; 175 и 200 мм.

Рис. 108. Резка металла:
а — острогубцами (кусачками), б — ручными ножницами: 1 — левый иож. 2 — заготовка, 3 — правый нож
Ножницы (ГОСТ 7210—54). Предназначены для разрезания листового металла, вырезания отверстий, изготовления деталей с криволинейными контурами и т. п. Ножницы разделяются на ручные и стуловые.
Ручные ножницы (рис. 108. б) применяются для разрезания листов из черного металла толщиной 0,5—1,0 мм и цветного металла толщиной до 1,5 мм. Их изготовляют из стали марок 65; 70; У7; У8. Боковые поверхности лезвий закалены до HRC 52—58, отшлифованы и остро заточены.
Ручные ножницы изготовляются с прямыми и кривыми режущими лезвиями. В зависимости от расположения режущих кромок лезвия различают правые и левые ножницы.
Длина ножниц (ГОСТ 7210—54) 200; 250; 320; 360 и 400 мм, а режущей части (от острых концов до шарнира) 55—65; 70—82; 90—105; 100—120; 110—130 мм. При разрезании на широкие полосы листовой материал закладывают между лезвиями ножниц и, нажимая всеми пальцами правой руки на ручки ножниц, а левой рукой отжимая часть листа, разрезают его.
Большое давление, которое испытывают лезвия ножниц при резании, требует особенно большого угла заострения. Его величина обычно составляет 65—85 °. Чем тверже металл, тем угол заострения лезвий Р ножниц больше: для мягких металлов (медь и др.) он равен 65°, для металлов средней твердости 70—75° и для твердых 80—85 ° . Для уменьшения трения лезвий о разрезаемый металл им придается небольшой задний угол а от 1,5 до 3°.
Стуловые ножницы (рис. 109) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 5 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании.

Рис. 109. Резка металла стуловыми ножницами
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла, рекомендуется применять механические ножницы.
Рычажные ножницы (рис. 110) используются для разрезания листового металла толщиной 1,5—2,5 мм с пределом прочности 45—50 кГ/мм2 (сталь, дюралюминий и т. д.). Этими ножницами можно резать металл значительной длины.

Рис. 110. Резка металла рычажными ножницами:
1 — верхний нож, 2— нижний нож, 3 — прижимная планка, 4 — рычаг, 5 — упор, 6 — стол, 7 — противовес
Режущей частью ножниц являются два длинных ножа, верхний 1 имеет криволинейную, режущую кромку с углом заострения 75—85°. Противовес 7 не допускает самопроизвольное опускание верхнего ножа, а также обеспечивает равномерность нажима на разрезаемый металл.
Этими ножницами металл разрезают при помощи упора или по разметочным линиям. В первом случае разрезаемый металл прижимают к установленному на заданный размер упору 5, во втором случае на разрезаемом листе наносят разметочные линии и лист укладывают на стол 6 с прижимной планкой 3 так, чтобы линия реза совпадала с лезвием нижнего ножа 2. Прижав лист, сильным движением опускают рычаг 4 с ножом 1.
Ручная ножовка. Применяется для разрезания толстых листов полосового, круглого и профильного металла размером 60—70 мм в поперечнике. Ножовка (рис. 111, а) состоит из станка 1, ножовочного полотна 2 (режущая часть) и ручки 4. Полотно вставляют концами в прорези головки 3, закрепляют штифтами 5 и натягивают винтом 6 с барашком 7.

Рис. 111. Ножовки:
а — жесткие, б — с раздвижной рамкой
Ножовочные рамки изготовляют либо цельными (для ножовочного полотна одной определенной длины), либо раздвижными (рис. 111, б), допускающими закрепление ножовочного полотна различной длины.
Ручное ножовочное полотно представляет собой полосу, изготовленную из инструментальной углеродистой стали Р9, Х6ВФ, на одной стороне которой по всей длине нарезаны зубья.
Размер ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна длиной 250—300 мм, высотой 13 и 16 мм и толщиной 0,65 и 0,8 мм (ГОСТ 6645—59).
Каждый отдельный зуб ножовочного полотна имеет форму резца (клина). На зубе, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ (рис. 112 , а) . При резании стружка размещается между двумя соседними зубьями (в стружечном пространстве) до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла α, переднего угла γ и шага t зуба. В зависимости от разрезаемого материала задний угол α принимается 40—45°. Угол заострения должен обеспечить достаточную прочность зуба, чтобы преодолеть сопротивление материала резанию и при этом не сломаться. Обычно этот угол принимается равным 50°; при более твердых материалах величина угла несколько больше.

Рис. 112. Геометрия зуба ножевочного полотна
Передний угол у для зубьев ножовочного полотна обычно принимается от 0 до 10°. Производительность резания у ножовочных полотен с передним углом 0° ниже, чем у полотен с передним углом больше 0°.
Шаг ножовочного полотна выбирают в зависимости от разрезаемого материала. Для разрезания чугуна, мягкой стали, асбеста используют полотно с шагом 1,6 мм, для разрезания профильного стального проката, труб, цветных металлов — полотно с шагом 1,25 мм, для разрезания кабелей, тонкостенных труб, тонкого профильного проката берут полотно с шагом 1,0 мм, для разрезания листового железа, тонкостенных заготовок — полотно с шагом 0,8 мм. Чем больше шаг полотна, тем крупнее зубья, тем больше, следовательно, объем стружечного пространства.
Ручной ножовкой можно разрезать материалы размером до 60—70 мм в поперечном сечении. Чем толще разрезаемый материал, тем крупнее должны быть зубья ножовочного полотна. Чем больше шаг, тем крупнее зубья, а следовательно, тем больше объем стружечного пространства (рис. 112, б). Шаг зубьев для резки мягких и вязких металлов (медь, латунь) принимается равным 1 мм, чугуна и твердой стали— 1,5 мм, мягкой стали — 1,2 мм. Обычно для слесарных работ применяются полотна : шагом 1,5 мм.
Для того чтобы полотно не защемлялось в пропиле, зубья разводят. Применяют два способа разводки: по зубу и волнистая.
Разводка по зубу может выполняться тремя вариантами: разводка по каждому зубу (один зуб отгибается влево, следующий — вправо и т. д.), разводка через зуб (один зуб отгибают влево, второй не разводят, третий — вправо и т. д.), разводка двух смежных зубьев через один (один зуб отгибают влево, второй — вправо, третий не разводят и т. д.). Разводку по зубу применяют для полотен с шагом 1,25 и 1,6 мм.
При волнистой разводке ряду зубьев придают волнообразное положение с шагом, равным 8s (s — шаг ножовочного полотна), при этом полотно остается плоским. Высота разводки должна быть не более удвоенной высоты зуба. Этот способ разводки применяют для полотен с шагом 0,8 мм (допускается и для шага 1 мм).
Разводку у ножовочных полотен с крупным зyбом (шагом) выполняют по зубу — один зуб отгибают вправо, а другой — влево; 2—3 зуба отводят влево, 2—3 зуба — вправо. Такие полотна менее производительны и быстро изнашиваются. У ножовочных полотен со средним зубом разводку делают тоже по зубу, но один зуб отгибают влево, другой — вправо, а третий оставляют неразведенным.
Ножовочные полотна имеют условные обозначения на нерабочей части полотна. По ГОСТ 6645—59 ножовочные полотна с межцентровым расстоянием /, равным 300 мм, шириной полотна 13 мм и шагом зуба s 0,8 мм обозначают так: 13x300x0,8.
Источник



