
Основные способы резания продуктов
ОСНОВЫ ТЕОРИИ РЕЗАНИЯ ПИЩЕВЫХ ПРОДУКТОВ
Виды рабочих органов резательных машин
Основным рабочим инструментом режущего оборудования, как уже упоминалось, является нож, форма и конструкция которого, а также характер его движения в процессе обработки, определяются видом и структурно-механическими свойствами продукта, степенью его измельчения, производительностью машины.
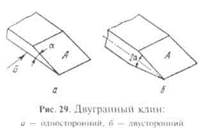 |
Общим для всех ножей является его режущая сторона (лезвие), выполненная в виде одностороннего или двустороннего клина (рис. 29). Грань Б одностороннего клина, которая в процессе резания опирается на основную часть продукта, совпадает с плоскостью движения ножа и называется опорной.
Грань А, расположенная под углом к опорной грани Б, и при помощи которой происходит отгибание отрезаемой части продукта, называется рабочей (рис. 29, а).
Линия пересечения опорной и рабочей граней называется режущей кромкой лезвия, а угол а между опорной и рабочей гранями называется у гл о м заточки лезвия.
Двусторонний клин в отличие от одностороннего имеет две рабочие грани А (рис. 29, б), а угол заточки лезвия двустороннего клина есть угол, образованный его рабочими гранями и, для случая симметричного двустороннего клина, равен 2а.
Для разрезания твердых продуктов применяются режущие инструменты в виде пил различной формы, зубья которых имеют в сечении форму клина с определенным углом заточки.
Пластичные продукты (сливочное масло, сыр и т. п.) разрезаются на части с помощью инструмента, режущая часть которого выполнена в виде струны (проволоки).
Основные способы резания продуктов
Основным условием для осуществления процесса резания является наличие относительного перемещения режущего инструмента и продукта.
| В зависимости от направления скорости перемещения рабочего инструмента относительно продукта возможны три ситуации (рис. 30). |
 |
Рис. 30. Схема перемещения ножа относительно
а — касательное перемещение; 6— нормальное перемещение; в — перемещение под углом к режущей кромке
Если скорость перемещения направлена вдоль режущей кромки (рис. 30, а), то резания продукта не произойдет. При движении ножа по нормали к режущей кромке процесс разделения продукта называется рубящее резание (рис. 30, б), а при движении под углом ф к режущей кромке имеет место, скользящее резание (рис. 30, в).
Рубящее резание. В процессе рубящего резания лезвие ножа деформирует и одновременно уплотняет поверхностный слой продукта, в котором возникают контактные напряжения сжатия, значение которых возрастает по мере увеличения силового воздействия ножа на продукт. При достижении предельных значений контактных напряжений происходит разрушение (разделение продукта) под режущей кромкой лезвия ножа.
При рубящем резании характер силового взаимодействия между режущим инструментом и продуктом определяется условиями протекания процесса резания: либо это рубящее резание со свободным отгибанием отрезаемой части продукта (слой, ломтик и т. п.), либо это рубящее стесненное резание в случае применения многолезвенного рабочего органа, когда не происходит отгибания отрезанного продукта и на режущий инструмент оказывается дополнительное силовое воздействие по плоскостям раздела продукта.
В первом случае на нож действуют следующие силы (рис. 31): сила сопротивления перерезанию волокон или стенок клеток продукта Р>, направленная по нормали к режущей кромке в сторону, противоположную его движению; сила сопротивления отгибанию отрезаемого слоя продукта Р2, направленная перпендикулярно рабочей грани ножа; усилие прижатия продукта Ръ, направленное перпендикулярно опорной грани ножа; силы трения между рабочей гранью ножа и продуктом Г, и между опорной гранью ножа и продуктом Т2.
Сила сопротивления перерезания волокон определяется по формуле:
 |
где q — удельное сопротивление продукта резанию на единицу длины лезвия, Н/м; Ь — ширина отрезаемого слоя продукта, м.
Из курса «Сопротивление материалов» известно, что сила сопро-гивления изгибанию прямоугольной балки с одним заделанным концом зависит от ее жесткости,
которая характеризуется толщиной и шириной ее поперечного сечения, модулем сдвига и величиной угловой деформации.
По аналогии, сила сопротивления отрезаемого слоя отгибанию Р2 зависит от жесткости ломтика, определяемой формой его поперечного сечения, модулем сдвига продукта и поворотом отрезаемого ломтика на угол’ а, равный углу заточки ножа.
Тогда угол поворота ломтика определяется из выражения:

где а — угол заточки ножа, рад;
к — коэффициент, зависящий от формы поперечного сечения отрезаемого ломтика (для слоя продукта прямоугольной формы к — %)\ G— модуль сдвига, Па; F— площадь поперечного сечения отрезаемого ломтика, м 2 .

где л и b — толщина и ширина отрезаемого ломтика, м.
С учетом формул (95) и (96) выражение для определения Р2 примет вид:

Усилие прижатия продукта к опорной грани ножа Ръ зависит от массы продукта и от способа удержания продукта в процессе резания, который определяется конструкцией резательной машины.
Силы трения Г, и Т2 между рабочей и опорной гранями соответственно и продуктом направлены вдоль рабочей и опорной граней

противоположно направлению движения ножа и определяются из выражений:

где/— коэффициент трения продукта о рабочую и опорную грани ножа.
Усилие/>ин, которое необходимо приложить к режущему инструменту для осуществления рубящего резания со свободным отгибанием отрезаемого слоя продукта можно определить, спроектировав все силы, приложенные к ножу, на направление его движения:
а с учетом выражений (98) и (99) уравнение (100) примет вид:
Рубящее стесненное резание происходит при использовании многолезвийных режущих инструментов, когда между параллельными ножами возникают силовые взаимодействия, отличающиеся от случая со свободным отгибанием отрезаемого слоя продукта.
В этой ситуации на нож действуют следующие силы (рис. 32): сила сопротивления перерезыванию продукта Р<, силы Р2, Я3 и Р4, возника-

Рис. 32. Схема сил, действующих на нож мри рубящем стесненном резании продукта
ющие вследствие деформации сжатия продукта и направленные по нормали соответственно к рабочей, опорной и боковой граням ножа, а также силы трения Г,, Т2 и Т3, направленные вдоль рабочей, опорной и боковой граней ножа соответственно.
Сила сопротивления перерезыванию продукта Pt определяется из выражения (94). Сила давления продукта на боковую грань Р4 определяется напряжением сжатия продукта в объеме между ножами, равным:

где 5 — толщина ножа, м;
а — расстояние между ножами, м;
£»— модуль упругости продукта, Па.
Отсюда выражение для Р4 можно записать:
где Fb = h\b— площадь боковой грани, м ;
h\ — глубина внедрения боковой грани в продукт, м;
b — ширина отрезаемого слоя продукта, м.
Глубина проникновения ножа в продукт Л3 (рис. 32) определяется выражением:

где Л2 = 5ctga — длина лезвия ножа, м.
С учетом выражения (104) формула для определения Р4 примет вид:

 |
| где /р — длина рабочей грани ножа, м (/р = 5/sina). |
Сила давления Р2 на рабочую грань ножа в процессе резания определяется средним значением напряжения сжатия в продукте в зоне лезвия, равном а/2 (напряжение изменяется по линейному закону от 0 до а) и площадью рабочей грани ножа Fp. Принимая во внимание уравнение (102), формулу для определения Р2 можно записать:
рСила давления продукта Р3 на опорную грань ножа можно представить как сумму двух составляющих:
 |
где Ру —сила, действующая на часть опорной грани ножа на длине Л,, Н;
Ру« — сила, действующая на часть опорной грани ножа на длине Л2, Н (рис. 32).
Очевидно, что Р< = Р4, а Р<' = /^cosa. Отсюда выражение для Р3 примет вид:

И, наконец, силы трения, возникающие между продуктом и обра-ующими поверхностями ножей в процессе стесненного резания оп->еделяются по формулам:
 |
Суммарное усилие Рт, которое необходимо приложить к режущему инструменту для осуществления рубящего стесненного резания без учета дополнительных сил, обусловленных скоростью движения ножа и его конструктивных особенностей (угол заточки), можно определить, спроектировав все рассмотренные силы, приложенные к ножу, на направление его движения:

После подстановки значений соответствующих величин и нескольких преобразований получим:

При значениях/=0,2. 0,6, a =15. 25° и 5>5 третьим членом в уравнении (113) можно пренебречь и оно примет вид:

Скользящее резание. При скользящем резании (рис. 30, в) нож одновременно перемещается относительно продукта в двух направлениях: перпендикулярно к режущей кромке — при этом происходит его проник-
новение в толщу продукта, и вдоль режущей кромки — при этом происходит перепиливание микрозубчиками лезвия волокон и стенок клеток продукта. Скорость резания vp в любой точке лезвия ножа может быть представлена векторной суммой двух скоростей: vn, направленной по нормали к режущей кромке, и vT, направленной по касательной к ней, а абсолютная величина скорости резания vp определяется из выражения:

Угол Р между нормалью к режущей кромке и скоростью резания vp называется углом скольжения, а его тангенс — коэффициентом скольжения Ар, который численно равен:

Область существования значений коэффициента скольжения Ар лежит в пределах от 0 до . При Ар = 0 (скорость движения ножа перпендикулярно режущей кромке vT = 0) имеет место рубящее резание; при Ар = оо (скорость движения вдоль режущей кромки v„ = 0) происходит скольжение ножа вдоль продукта без разрезания его. При увеличении коэффициента скольжения (Ар>0) осуществляется скользящее резание, которое характеризуется двумя основными преимуществами по сравнению с рубящим резанием: улучшением качества нарезанного продукта и снижением усилия резания, которые тесно связаны между собой.
Качество процесса резания продукта определяется требованиями чистоты и ровности поверхности среза, а также степенью деформирования продукта под действием усилия, прилагаемого к режущему инструменту. Гладкая и ровная поверхность среза обеспечивается, как уже отмечалось, наличием микрозубцов на режущей кромке лезвия ножа, каждый из которых в процессе скользящего резания перепиливает волокна и стенки клеток продукта на очень малых площадях контакта. Суммарная длина микрозубцов, одновременно участвующих в разрезании, меньше длины режущей кромки лезвия ножа, и называется эффективной длиной режущей кромки лезвия (рис. 33). Один /-ый зубец части лезвия длиной b врезается в продукт на участке длиной а-г Силу сопротивления разрезанию продукта микрозубцом Рх можно записать в виде Рх = qax. Тогда сила сопротивления разрезанию продукта частью лезвия ножа длиной b будет равна:

 |
Рис.33. Схема определения эффективной длины лезвия
Из выражения (117) видно, что при скользящем резании сила сопротивления перерезанию волокон и стенок клеток продукта Р\ уменьшается с увеличением угла скольжения р (при рубящем резании Pi=qb).
Сила сопротивления отгибанию ломтика Р2 направлена перпендикулярно рабочей грани ножа, а ее проекция на нормаль к режущей кромке равна P2s\na (формула (100)). При скользящем резании под углом скольжения р проекция силы Р2 на направление движения ножа будет равна /^sinacosp.
Суммарные значения силы трения Т= Г, + Т2, приложенные к режущему инструменту (Г, — по рабочей грани, Т2 — по опорной грани ножа), практически не зависят от коэффициента скольжения К^.
Результирующее усилие Рин, которое необходимо приложить к режущему инструменту при скользящем резании со свободным отгибанием отрезаемой части продукта (слоя, ломтика), можно определить, спроектировав все силы, приложенные к ножу, на направление его движения (скорости резания), которое образует с нормалью к режущей кромке ножа угол, равный углу скольжения р (рис. 30, в):

Значения Рх и Р2 определяются из выражений (117) и (97), а значения Т\\\Т2 — из формул (98) и (99).
Таким образом, при скользящем резании с увеличением коэффициента скольжения К$ величина общего усилия, действующего на режущий инструмент, уменьшается, что, в свою очередь, снижает степень деформирования продукта при нарезании и способствует более высокому качеству процесса резания.
Источник



