
§ 10. Методы восстановления изношенных частей пресс-форм
Поверхностные дефекты, возникшие при взаимном трении конструктивных элементов пресс-формы (направляющих колонок и втулок, загрузочной камеры и запорной части пуансона), устраняют слесарной зачисткой и полированием. Выполнение этих же операций при ремонте оформляющих деталей значительно сложнее, так как объем металла в данном случае отражается на размерах изделия.
Для восстановления чистоты поверхности изношенной части оформляющей детали снимают в гальваническом цехе хромовое покрытие, шлифуют и доводят или полируют поврежденное место, снова хромируют и окончательно полируют его после покрытия.
При подобном ремонте объем металла составляет сотые доли миллиметра. Однако текущий ремонт для восстановления чистоты оформляющей поверхности приходится выполнять часто, особенно при переработке пластмасс с минеральным наполнителем. Чтобы повысить долговечность пресс-формы, следует расширять допуски на размеры изделия. Чем больше допуск, тем большее количество ремонтов допустимо. Это повышает общую стойкость пресс-формы и снижает стоимость изделий.
Оформляющие детали следует ремонтировать в закаленном виде, не прибегая к отжигу. Отжиг и последующая закалка часто деформируют деталь, что требует более сложного ремонта или приводит к окончательному браку пресс-формы.
Некоторые оформляющие детали пресс-формы, наиболее подверженные износу, при ремонте заменяют. Так, например, количество тонких знаков и литниковых втулок изготовляют с запасом, который расходуют при очередных ремонтах. Для упрощения ремонта оформляющие детали сложной формы, отдельные элементы которых недостаточно прочны и при прессовании могут быть сломаны, делают составными. При поломке легче заменить только часть, чем полностью изготавливать новую сложную деталь. Знаки тоже изготавливают составными, что упрощает замену их часто ломающейся тонкой части.
Глубокие местные дефекты (вмятины, сколы) на поверхности крупногабаритных пуансонов и матриц устраняют заваркой или наплавкой металла. В некоторых случаях в месте повреждения растачивают отверстие и укрепляют в нем вставку, наружная часть которой соответствует форме восстанавливаемой поверхности.
Источник
Pereosnastka.ru
Обработка дерева и металла
Основными причинами выхода пресс-форм из строя являются термическая усталость, износ и изменение формы и размеров формообразующих элементов.
Износ поверхностей формообразующих деталей происходит в результате трения о них обрабатываемого материала, их коррозии от высокой температуры и взаимодействия с химически активными элементами, содержащимися в обрабатываемом материале. В результате этого износа ухудшается качество поверхности изделия, увеличивается его шероховатость, изменяются размеры.
Нагрев деталей пресс-формы до высокой температуры, частая смена нагрева и охлаждения порождают термические напряжения и термическую усталость деталей. Наблюдается также коррозионное растрескивание и усталость. Эти явления приводят к возникновению на формообразующих поверхностях пресс-формы трещин. Они, в свою очередь, вызывают на поверхности изделия появление заливов материала в виде гребешков.
Другим дефектом формообразующих поверхностей пресс-формы является сетка разгара, которая появляется как результат термической усталости. Этот дефект проявляется на изделии в виде сетки заливов.
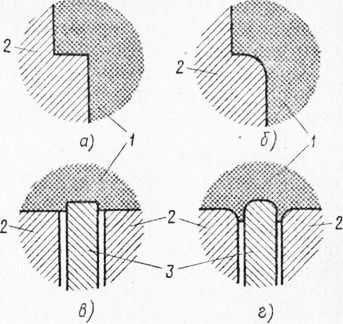
В процессе эксплуатации пресс-формы в ее многочисленных стыках происходят смятия материала. Такие дефекты появляются в стыках матрица — стержень, матрица — выталкиватель и др. (рис. 1). Они приводят к появлению на изделии облоя, удаление которого непроизводительно и трудоемко, а также ухудшает качество изделия.
При работе пресс-формы происходит постепенное смятие, коробление и изменение формы стержней, выталкивателей, участвующих в оформлении изделия.
Очень часто пресс-форма выходит из строя из-за налипания и привара материала к формообразующим поверхностям, возникновению на них вмятин.
Указанные многочисленные дефекты делают невозможным дальнейшую эксплуатацию пресс-формы и требуют ее ремонта. Кроме перечисленных дефектов, обусловленных износом пресс-формы, в практике имеются случаи выхода ее из строя вследствие небрежного или неумелого обращения с ней.
В зависимости от степени сложности различают ремонт пресс-форм профилактический, средний, капитальный и аварийный. Первые три вида ремонта являются плановыми.
Для передачи пресс-формы в ремонт составляют дефектную ведомость или акт об аварии. Эти документы являются основанием для оформления заказа на ремонт. В заказе перечисляют подлежащие устранению дефекты.
Для сложного ремонта ответственных деталей пресс-форм могут составляться технологические процессы и ремонтные чертежи.
При профилактическом ремонте снимают остаточные напряжения путем соответствующей термической обработки, слесарной обработкой удаляют с поверхностей формообразующих деталей оксиды. Производят замену наиболее часто изнашиваемых деталей, например стержней. Такой ремонт производят непосредственно в цехе на инструментальном участке. Обычно трудоемкость текущего ремонта не превышает 10—15% трудоемкости изготовления пресс-формы.
Средний ремонт связан с заменой одной из основных рабочих частей пресс-формы. Трудоемкость среднего ремонта 25—30% трудоемкости изготовления пресс-формы.
При капитальном ремонте пресс-форму полностью разбирают. Производят замену матриц, перешлифовывают плиты, заменяют износившиеся механизмы и т. п.
В настоящее время при всех видах ремонта вышедшие из строя детали пресс-формы заменяют. И только при ремонте уникальных дорогих пресс-форм производят восстановление вышедших из строя деталей. Например, вмятину, скол, смятие какого-либо элемента можно устранить путем наплавки в этом месте и последующей слесарной обработки.
Источник
Способы ремонта пресс форм
г. С аратов
Наши партнеры

Статистика

Дезинфицирующие средства

Моющие средства



