
- Вопрос 24.Привода главного движения с бесступенчатым регулированием
- Вопрос 25.Методы определения чисел зубьев колёс групповых передач
- Привод главного движения (ПГД)
- Привод Главного Движения Станка с Чпу (главный привод)
- Ступенчатое регулирование привода главного движения станка
- Бесступенчатое регулирование главного привода станка с чпу
- Комбинированное регулирование главного привода
Вопрос 24.Привода главного движения с бесступенчатым регулированием
Применяются для плавного и непрерывного изменения частоты вращения, для обеспечения оптимальных скоростей резания и подачи, для изменения скорости во время рабочего хода, для автоматизации процесса обработки.
Повышение производительности за счёт оптимального выбора параметров режимов резания , за счёт автоматизации параметров обработки.
Плавное регулирование во время работы позволяет осуществлять поднастройку технологических режимов. Особенно актуально в системах автоматической поднастройки, сто позволяет обеспечивать выход из области резонансных колебаний.
Автоматизация управлений полностью решена , что важно для автоматического переключения электромагнитных муфт.
Относительно не высокая надёжность.
Ограничение диапазона регулирования с сохранением постоянства мощности.
Способы бесступенчатого регулирования.
Выбор способа зависит от :
Назначения станка ( черновая, чистовая, отделочная)
Требуемой мощности и вида механической характеристики.
Необходимого диапазона регулирования
Доступного удорожания станка
Способы регулирования бывают:
Электрический основан на изменении частоты подаваемого напряжения на асинхронный эл. Дв . переменного тока . Сложности, высокая себестоимость. Диапазон регулирования составляет от 2,5 до 6 .
Гидравлические системы . Бесступенчатое регулирование обеспечивается изменением расхода рабочей среды.
Механическое регулирование основано на механическом вариаторе. За счёт использования фрикционных передач получили ограниченное применение в следствии не большой долговечности и наличия проскальзывания. В следствии чего не жёсткие характеристики механического вариатора.
Способы увеличения бесступенчатого регулирования .
Для расширения диапазона регулирования привода его дооснащают механической коробкой передач со ступенчатым регулированием.
Вопрос 25.Методы определения чисел зубьев колёс групповых передач
В передачах требуемое передаточное отношение обеспечивается подбором чисел зубьев ведущего и ведомого колеса. По сколько передаточное отношение может быть любым числом, а отношение чисел зубьев колёс может быть только целым , то обеспечить заданное передаточное отношение получается не всегда возможным, по этому обеспечение передаточного отношения близкого к заданному осуществляется подбором чисел зубьев ведущего и ведомого колеса. Нормальная работа зубчатых механизмов с точки зрения плавности зацепления : снижение потерь на трение, снижение шума, рационального распределения, нагрузочной способности и долговечности зависит от подбора чисел зубьев колёс участвующих в зацеплении.
Межосевое расстояние ∑zсами числа зубьев и модули регламентированы нормалью Н21-5 . Отступление от этих требований допустимо только в станках специального назначения когда:
Надо иметь точное отношение между угловыми и линейными перемещениями кинематически связанных звеньев.
Расстояние между осями не являются постоянными при использовании гитары сменных колёс .
Когда расстояние между осями определяется координатами мест обработки ( многошпиндельные коробки)
Значение модулей должно соответствовать нормали. Для увеличения нагрузочной способности передачи увеличивают ширину венца. Применение более прочных материалов и методов обработки.
Число зубьев у колёс в группе обусловлено межосевым расстоянием А которое должно быть неизменным для всех передач данной группы. 
 ;
;

Где Zчисла зубьев ведущих колёс , тогда
Исходя из условий компактности передачи величину ZиZminв приводах главного движения ограничивают ∑Z (22/6)>3
Модули передач в группе различны
Если группа передач состоит из колёс с разным модулем , то сумму Zзаменяют 2A/m. Число зубьев ведущего колеса выражаютZi=(2A/mj)*(ai/ai+bi) гдеmj торцовый модуль.Zi будет целым числом лишь при выполнении условия . Тогда меньшее удвоенное расстояние 2А=Е*m*(a+b) когда оно получается чрезмерно большим находят наименьшие кратные модули и уменьшив его в некоторое целое число раз и принимают за удвоенное межосевое расстояние.
Источник
Привод главного движения (ПГД)
Источниками движения в этом приводе могут быть асинхронные электродвигатели, в том числе и высокоскоростные, электродвигатели постоянного тока, гидродвигатели в виде обратимых гидронасосов для вращательного и в виде гидроцилиндров для поступательного движения. Настроечный орган привода, позволяющий регулировать параметры главного движения, может состоять из различных элементов, обеспечивающих ступенчатое и бесступенчатое регулирование, т.е. регулирование, при котором дополнительное звено получает несколько различных значений частот вращения или чисел двойных ходов в заданных пределах, например n1, n2, n3 … nz, или любое значение в пределах n1… nz.
Наиболее распространенные элементы привода для ступенчатого регулирования показаны на рис. 2.12-2.14. Регулирование может осуществляться сменными зубчатыми колесами (рис. 2.12), как во многих моделях зубообрабатывающих станков. Основным достоинством такого привода является простота. Однако его применение целесообразно лишь в том случае, когда не требуется частых переключений, так как время, потребное на настройку, сравнительно велико.

рис. 2.12. Регулирование с помощью сменных зубчатых колес
Ступенчатое регулирование можно осуществлять при помощи муфт и зубчатых колес, находящихся в постоянном зацеплении (рис. 2.13).
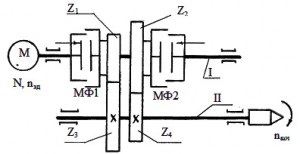
рис. 2.13. Регулирование с помощью зубчатых колес и муфт
При включении муфты МФ1 влево крутящий момент на шпиндель передается через пару z1/z2, а при включении вправо — через пару z2/z4. Здесь могут применяться как кулачковые, так и фрикционные муфты, управляемые вручную, от электромагнита или от гидравлики. Такой способ переключения позволяет его автоматизировать. На основе переключения муфтами созданы автоматические коробки скоростей (АКС), применяемые в станках с ЧПУ.
В приводах главного движения станков широко применяется регулирование при помощи передвижных блоков зубчатых колес (рис. 2.14). Блок колес z1; z3 и z5 может перемещаться на скользящей шпонке или по шлицам вдоль оси вала I и обеспечить поочередное зацепление z1/z2, z2/z4 , z2/z4. Переключение подвижными блоками колес применяется в коробках скоростей токарных, сверлильных, фрезерных и других станков. В ряде случаев в приводе главного движения применяется сочетание из перечисленных устройств.
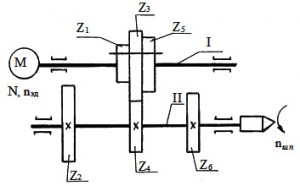
рис. 2.14. Регулирование с помощью передвижных блоков зубчатых колес
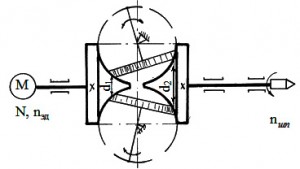
рис. 2.15. Торовый вариатор
При бесступенчатом регулировании частоты вращения в приводе главного движения применяют электродвигатели постоянного тока, обладающие, однако, тем недостатком, что при небольшом диапазоне регулирования, определяемом как отношение D=nmax/nmin требуют устройств для преобразования переменного тока в постоянный, которым снабжаются промышленные предприятия. Для бесступенчатого регулирования в станках широко применяют вариаторы.
Наиболее широко в приводах главного движения используются торовые вариаторы (рис. 2.15) и клиноременные с раздвижными шкивами (рис. 2.16).
Диапазоны регулирования у вариаторов небольшие: Двар= 4 … 12, поэтому в приводах станков вариаторы применяются в сочетании со ступенчатой коробкой скоростей, что позволяет обеспечить заданный диапазон регулирования. Структура такого привода представлена на рис. 2.17.
При включении понижающей передачи в коробке скоростей при помощи вариатора можно изменить бесступенчато частоту вращения шпинделя от n1 до n2 = n1 Dвар.
При включении на другую, например, повышенную, передачу в коробке скоростей, можно получить бесступенчатое регулирование в пределах от n2 до nz = n2 Dвар, обеспечив, таким образом все значения частот вращения в пределах от n1 до nz бесступенчато и общий диапазон регулирования D = Dвар.
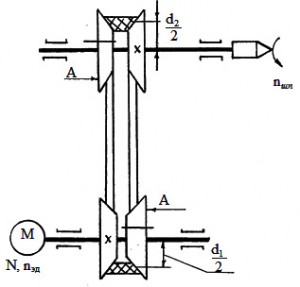
рис. 2.16. Клиноременный вариатор

рис. 2.17. Структура привода с вариатором (В) и коробкой скоростей (КС)
В ряде случаев бесступенчатое регулирование в приводе главного движения обеспечивается при помощи гидропривода.
На рис. 2.18 показана схема работы силового цилиндра, который может быть использован в протяжных и строгальных станках.
Масло от насоса по трубопроводам через распределитель 4 поступает в левую полость цилиндра 1, создавая давление, перемещает поршень 2 со штоком вправо. Масло из правой полости сливается в бак. При изменении положения распределителя перемещением влево (положение изображено штрихами) масло от насоса начинает поступать в правую полость цилиндра, а из левой полости — сливаться в бак. Изменяя объем жидкости, поступающей в рабочую полость цилиндра в единицу времени, можно бесступенчато регулировать скорость движения поршня П1.
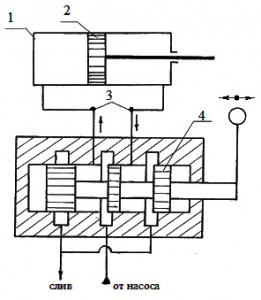
рис. 2.18. Регулирование с помощью гидропривода
Управление переключением в приводе главного движения осуществляется либо вручную, либо автоматически. Для ручного переключения каждый переключаемый элемент — передвижной блок, муфта, распределитель или др. соединяется с рукояткой управления, изменение положения которой ведет к перемещению переключаемого элемента в нужную позицию.
При автоматическом управлении переключение осуществляется при помощи пружин, электромагнитов или гидравлики, включаемых в работу по заданной программе.
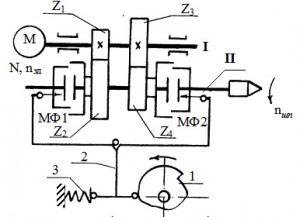
рис. 2.19. Управление фрикционными муфтами с помощью кулачка
На рис. 2.19 показана схема переключения фрикционной муфты от кулачка. При вращении кулачок 1 воздействует на нижний конец рычага 2 и, сжимая пружину 3, перемещает его влево. При дальнейшем вращении кулачка пружина 3 сначала вернет рычаг в исходное положение, обеспечивая включение муфты МФ1 то вправо, то влево.
Источник
Привод Главного Движения Станка с Чпу (главный привод)

Приводы главного движения и подачи в станках с ЧПУ предназначены для обеспечения процесса съема металла с максимальной производительностью при заданных точности и качестве обработки.
В приводах главного движения иногда возникает необходимость точно и быстро остановить двигатель, например, точно остановить шпиндель токарного станка для автоматической выгрузки изделия и загрузки новой заготовки или точно остановить резец алмазно- расточного станка напротив шпоночного паза растачиваемого отверстия для вывода резца из отверстия. В этом случае, кроме увеличения диапазона регулирования, используют датчики нулевого положения, либо привод выполняется следящим.
Для увеличения надежности и долговечности механизмов главного привода следует решать задачу обеспечения безударности его пуска и торможения.
В некоторых станках, например, токарно-винторезных, необходимо обеспечить возможность синхронного движения рабочих органов главного движения и подачи. Для этого на главном приводе устанавливается круговой импульсный датчик.
Регулирование частоты вращения привода главного движения станка с чпу может быть:
- ступенчатым;
- бесступенчатым;
- комбинированным.
Ступенчатое регулирование привода главного движения станка
Ступенчатое регулирование явилось исторически первым способом изменения частоты вращения шпинделя станка и было обусловлено следующими факторами: изначально станки с ЧПУ проектировались на основе аналогичного универсального оборудования, имеющего регулирование частоты вращения с помощью коробки скоростей; отсутствие электронной элементной базы, позволяющей реализовать идею бесступенчатого регулирования частоты вращения мощного электродвигателя при сохранении постоянства вращающего момента в широком диапазоне частот.
Ступенчатое регулирование имеет следующие преимущества – двигатель главного движения вращается с постоянной оптимальной скоростью, обеспечивая максимальный рабочий момент; применение асинхронного электродвигателя позволяет отказаться от преобразователя, что упрощает электрическую схему. Недостатки такого привода: требуется наличие сложных автоматических механических устройств изменения частоты вращения, торможения.
Ступенчатое регулирование главного привода станка в большом диапазоне осуществляется с помощью:
- многоваловых коробок (число ступеней до 24; диапазон регулирования и мощность не ограничиваются);
- ступенчато-шкивных передач с одинарным или двойным перебором (число ступеней до 12; диапазон регулирования до 30);
- многоскоростных асинхронных двигателей в сочетании с многоваловыми коробками передач.
Бесступенчатое регулирование главного привода станка с чпу
Автоматическое переключение скоростей в передачах (бесступенчатое) осуществляется с помощью электромагнитных фрикционных муфт.
Такие системы регулирования имеют следующие существенные недостатки: невозможность в процессе обработки поддерживать оптимальные режимы резания, высокая кинематическая сложность коробки скоростей, смена частоты вращения требует останова шпинделя, низкая надежность и недолговечность электромагнитных фрикционных муфт.
Комбинированное регулирование главного привода
Появление соответствующей электронной базы привело к созданию привода с комбинированным способом регулирования: частота вращения вала электродвигателя изменяется в ограниченном диапазоне при помощи электронных преобразователей. Расширение диапазона регулирования до требуемого при обработке осуществляется при помощи простых (обычно трехступенчатых) коробок скоростей. Такой привод позволяет оптимизировать режимы резания при обработке, поддерживать постоянную скорость резания, однако при переходе с одного диапазона частот вращения к другому требует остановки процесса обработки, а в ряде станков такой переход осуществляется вручную, например на токарном станке с ЧПУ 16А20Ф3.
Появление новых синхронных и асинхронных двигателей в качестве приводов главного движения станка с чпу, обеспечивающих постоянство крутящего момента в широком диапазоне частот вращения (синхронные переменного тока — рабочая частота вращения до 40 000 об/мин, асинхронные — до 12 000 об/мин), позволило полностью отказаться от коробки скоростей, а в ряде случаев и от всех механических передач в цепи главного движения, и результатом явилась разработка мотор-шпинделей (непосредственно шпиндель станка является одновременно и ротором электродвигателя). С целью снижения влияния тепловыделения двигателя на шпиндель станка используется жидкостное охлаждение электродвигателя.
В качестве таких двигателей могут быть использованы асинхронные электродвигатели 1PH2 фирмы «Сименс» (рис. 1). Встраиваемые двигатели 1PH2 используются на станках с повышенными требованиями к качеству обработки, точности и плавности хода (токарные станки, шлифовальные станки).

Рис. 1. Асинхронный встраиваемый электродвигатель 1PH2 Siemens
Источник



