
§ 4. Техника разметки
Требования к разметке
От качества разметки в значительной мере зависит точность изготовления детали, а следовательно, и качество изделия в целом. Разметка должна отвечать следующим основным требованиям:
- точно соответствовать размерам, указанным на чертеже;
- размечаемые линии (риски) должны быть хорошо видны и не стираться в процессе обработки детали;
- не портить внешний вид детали, т. е. глубина рисок и керновых углублений должна соответствовать техническим требованиям, предъявляемым к детали.
При разметке заготовок необходимо:
- Тщательно осмотреть заготовку, при обнаружении раковин, пузырей, трещин и т. п. их следует точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно).
- Изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку. Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников.
Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов.
Для окраски используют различные составы. Мел, разведенный в воде. На 8 л воды берут 1 кг мела. Состав доводят до кипения, затем в него добавляют жидкий столярный клей из расчета 50 г на 1 кг мела. После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время) в раствор можно добавить немного льняного масла и сиккатива. Такой краской покрывают черные необработанные заготовки. Окрашивание производится малярными кистями, однако этот способ малопроизводителен. Поэтому, когда это возможно, окрашивание следует выполнять с помощью распылителей (пульверизаторов), которые, кроме ускорения работы, обеспечивают равномерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Раствор медного купороса. На стакан воды берут три чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью. На поверхности заготовки осаждается тонкий слой меди, на котором хорошо наносятся разметочные риски. Этим способом окрашивают только стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями.
Спиртовой лак. В раствор шеллака в спирте добавляют фуксин. Этот способ окраски применяют только при точной разметке обработанных поверхностей небольших изделий.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивается.
Нанесение рисок
Риски наносят в такой последовательности: сначала проводят все горизонтальные риски, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления.
При нанесении рисок пользуются чертилкой, плотно прижимая к линейке или угольнику (рис. 84) с небольшим наклоном в сторону от линейки и в направлении перемещения чертилки. Угол наклона должен составлять 75—80° и не должен изменяться в процессе нанесения рисок, в противном случае риски будут непараллельны линейке.

Рис. 84. Приемы иаиесеиия рисок:
а — с помощью лииейки, б — с помощью угольника, в — установка чертилки
Вторичное проведение линии не разрешается. На небольших заготовках риски проводятся по угольнику, а на больших — по линейке.
В том случае когда разметочная линия в процессе обработки может исчезнуть, на расстоянии 5—10 мм от нее наносят контрольные риски. Для контроля правильности обработки отверстия (увод сверла) вокруг него проводят контрольную окружность радиусом, большим на 2—8 мм. Контрольные риски не накерниваются.
Накернивание разметочных линий
При работе кернер берут тремя пальцами левой руки, ставят острым концом точно на разметочную риску так, чтобы острие кернера было строго на середине риски (рис. 85).

Рис. 85. Установка кернера (а), кериеиие (б)
Сначала наклоняют кернер в сторону от себя и прижимают к нужной точке, затем быстро ставят в вертикальное положение, после чего по нему наносят легкий удар молотком весом 100—200 г.
Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались половины кернов. Обязательно ставят керны на пересечениях рисок и закруглениях. На длинных линиях (прямых) керны наносятся на расстоянии от 20 до 100 мм, на коротких линиях, перегибах, закруглениях и в углах — на расстоянии от 5 до 10 мм. Линию окружности достаточно накернить в четырех местах — в местах пересечений осей. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля. На обработанных поверхностях деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернивают, а продолжают их на боковые грани и накернивают там.
Приемы разметки
Разметка по чертежу. Разметку гаечного ключа (рис. 86) выполняют в такой последовательности:

Рис. 86. Разметка гаечного ключа по чертежу
- изучают чертеж;
- проверяют заготовку;
- окрашивают места разметки купоросом или мелом;
- забивают в зев ключа планку;
- проводят осевую линию вдоль ключа;
- наносят окружность и делят ее на шесть частей;
- выполняют эти же операции для второй головки ключа;
- переносят все размеры, указанные на чертеже.
Разметка по шаблону. Для разметки даже малых партий сложных изделий целесообразно пользоваться шаблонами (рис. 87).

Рис. 87. Разметка по шаблону
Шаблоны изготавливаются по одному или серией из листового цинка толщиной 0,5—1 мм или тонкой листовой стали, а в тех случаях, когда деталь имеет сложную форму или ряд различных отверстий, — толщиной 3—5 мм.
При разметке шаблон накладывают на окрашенную заготовку и проводят чертилкой риску вдоль контура шаблона.
Иногда шаблон служит кондуктором, по которому деталь обрабатывают без разметки. Для этого шаблон накладывают на заготовку, затем сверлят отверстия и обрабатывают боковые поверхности.
Целесообразность применения шаблона состоит в том, что разметочная работа, на которую затрачивается много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона. Разметочные шаблоны могут также использоваться и для контроля детали после обработки.
Разметка карандашом. Такая разметка производится как и чертилкой по линейке на заготовках из алюминия и дюралюминия. Размечать алюминиевые и дюралюминиевые детали при помощи чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точная разметка выполняется теми же приемами, как и обычная разметка, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется, так как он быстро стирается, прилипает к рукам и загрязняет инструмент.
При нанесении рисок пользуются штангенрейсмасом с точностью 0,05 мм, а установку и выверку заготовок производят по индикатору. Более точную установку можно получить, применяя плоскопараллельные меры длины (плитки), закрепляя их в специальные державки. Риски проводят неглубокие, а накернивание производят острозаточенным кернером с тремя ножками, расположенными под углом 90°.
Брак при разметке
Наиболее частыми видами брака при разметке являются:
- несоответствие размеров размеченной заготовки данным чертежа, что происходит из-за невнимательности разметчика или неточности разметочного инструмента;
- неточность установки рейсмаса на нужный размер. Причиной такого брака является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
- небрежная установка заготовки на плите в результате неточной выверки плиты;
- установка заготовки на невыверенную плиту.
Техника безопасности
Необходимо надежно устанавливать плиту. После работы на чертилки рейсмасов должны быть надеты защитные пробки, пользоваться исправными приспособлениями.
Вопросы для самопроверки
- Как выбирают базы при разметке?
- Составьте план для разметки заготовки по рабочему чертежу.
- Как при разметке отверстий в литых заготовках найти центр отверстия?
- Когда применяют разметку по шаблону?
Источник
Pereosnastka.ru
Обработка дерева и металла
Разметкой называют процесс перенесения формы и размеров детали или ее части с чертежа на заготовку. Основная цель разметки — обозначить на заготовке места и границы обработки. Места обработки указываются центрами отверстий, получаемых последующим сверлением, или линиями гибки. Границами обработки отделяют тот материал, который должен быть удален, от того материала, который остается и образует деталь. Кроме того, разметку применяют в целях проверки размеров заготовки и ее пригодности для изготовления данной детали, а также для контроля правильности установки заготовки на станке.
Обработку заготовок можно производить и без разметки, используя кондукторы, упоры и другие приспособления. Однако затраты на изготовление таких приспособлений окупаются только при производстве серийных и массовых деталей.
Разметку (которая по сути близка техническому черчению) выполняют, используя при этом специальные инструменты и приспособления, на поверхностях заготовок деталей. Разметочные риски, т. е. линии, нанесенные на поверхность заготовки, обозначают границы обработки, а их пересечения — положения центров отверстий или положение центров дуг окружностей сопряженных поверхностей. По разметочным рискам производят всю последующую обработку заготовки.
Разметка бывает механизированная и ручная. Механизированную разметку, выполняемую на координатно-расточных станках или других устройствах, обеспечивающих точные перемещения заготовки относительно разметочного инструмента, применяют для крупногабаритных, сложных и дорогих заготовок. Ручную разметку выполняют слесари-инструментальщики.
Различают разметку поверхностную и пространственную. Поверхностную разметку выполняют на одной поверхности заготовки, без увязки ее отдельных точек и линий с точками и линиями, лежащими на другой поверхности этой заготовки. При этом используют следующие методы: геометрические построения; по шаблону или по образцу детали; с помощью приспособлений; на станке. Наиболее распространенным видом поверхностной разметки является плоскостная, применяемая при изготовлении плоских калибров, кондукторных плит, деталей штампов и т. д.
Пространственную разметку выполняют, увязывая размеры между точками и линиями, лежащими на различных поверхностях заготовки. При этом используют следующие методы: за одну установку; с поворотом и установкой заготовки в нескольких положениях; комбинированный. Пространственную разметку применяют при изготовлении деталей сложной формы.
Инструменты и приспособления для разметки. По своему назначению разметочный инструмент делится на следующие виды:
1) для проведения рисок и нанесения углублений (чертилки, рейсмасы, циркули, кернеры);
2) для измерения и контроля линейных и угловых величин (металлические линейки, штангенциркули, угольники, микрометры, прецизионные угольники, угломеры и др.);
3) комбинированный, позволяющий производить измерения и проводить риски (разметочные штангенциркули, штангенрейсмасы и др.).
Чертилки служат для нанесения рисок на поверхности заготовок. Для разметки необработанных или предварительно обработанных поверхностей заготовок применяют стальные чертилки, для разметки шлифованных и полированных поверхностей — латунные чертилки, для разметки точных и окончательно обработанных поверхностей заготовок из цветных сплавов — мягкие заостренные карандаши.
Разметочные циркули по устройству и назначению соответствуют чертежным и служат для проведения окружностей и деления их на части, перенесения линейных размеров и т. п.
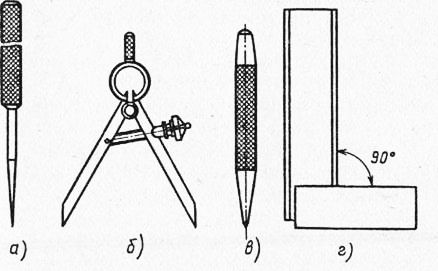
Стальные ножки чертилок и циркулей изготовляют из сталей У7 и У8 (рабочие концы закаливают до 52— 56 HRC3) и из твердых сплавов ВК.6 и ВК8. Рабочие концы чертилок и циркулей остро затачивают. Чем тоньше и тверже острия этих инструментов, тем тоньше получаются риски и тем точнее будет изготовлена деталь.
Кернер (рис. 1, в) служит для нанесения углублений (кернов) на разметочных рисках. Это необходимо для того, чтобы в процессе обработки разметочные риски, даже стираясь, были заметны. Кернер — стальной круглый стержень, изготовленный из легированной (7ХФ, 8ХФ) или углеродистой (У7А, У8А) стали. Его рабочая часть закалена и заточена под углом 609. Головку кернера, по которой наносят удары молотком, делают скругленной или с фаской и тоже закаливают.
Рейсмас, используемый при пространственной разметке для проведения горизонтальных рисок на размечаемой поверхности и для проверки положения заготовки на разметочной плите, выполнен в виде стойки, на которой можно перемещать по высоте и закреплять в требуемом положении чертилку. В самом простом по конструкции рейсмасе чертилку на требуемую высоту устанавливают по вертикальной масштабной линейке или с помощью концевых мер. В инструментальном производстве в основном применяют штангенрейсмасы , а иногда (при необходимости) и рейсмасы специальной конструкции (например, многошильный рейсмас, имеющий на стойке несколько чертилок, независимо устанавливаемых по высоте на заданный размер). Применяют также комбинированные рейсмасы, т. е. обычные рейсмасы, оснащенные дополнительно различными приспособлениями и инструментом (например, рейсмас с центро-искателем).
Угольник используют для нанесения линий, построения углов и их проверки.
Разметочный штангенциркуль служит для измерения размеров наружных и внутренних поверхностей и для проведения разметочных рисок. От обычного штангенциркуля он отличается наличием на его губках твердосплавных острозаточенных наконечников.
К приспособлениям, применяемым при разметке и служащим для установки, выверки и закрепле-, ния заготовок, относятся регулируемые клинья, призмы, подкладки, домкратики, патроны, цанги, прямоугольные магнитные плиты, поворотные столы, синусные столы, делительные головки и многие другие.
Для подготовки поверхностей заготовки под разметку используют вспомогательные материалы. От пыли, грязи, ржавчины, окалины и масла заготовки очищают стальными щетками, напильниками, шлифовальной шкуркой, обтирочными концами, салфетками, кистями и т. д. Для того чтобы при последующей обработке разметочные риски были хорошо видны, очищенную поверхность обычно окрашивают ровным и тонким слоем. Краска должна хорошо приставать к поверхности, быстро сохнуть и хорошо сниматься. Необработанные или грубо обработанные поверхности стальных и чугунных заготовок красят мелом, растворенным в воде с добавлением столярного клея и скипидара (или льняного масла и сиккатива). Предварительно обработанные поверхности покрывают раствором медного купороса. Обработанные поверхности больших размеров и алюминиевые сплавы покрывают специальным разметочным лаком. Для этой цели можно использовать раствор шеллака в спирте, окрашенный фуксином. Окрашивание небольших поверхностей производят перекрестными движениями кисточки. Большие поверхности окрашивают пульверизатором. Окрашенную поверхность просушивают.
Последовательность выполнения работ при разметке. Разметка включает в себя три этапа: подготовку заготовок под разметку; собственно разметку и контроль качества разметки.
Подготовку заготовки под разметку выполняют следующим образом:
1. Тщательно изучают и проверяют чертеж детали.
2. Предварительно осматривают заготовку, выявляют дефекты (трещины, царапины, раковины), контролируют ее размеры (они должны быть достаточными для изготовления детали требуемого качества, но не излишними).
3. Очищают заготовку от грязи, масла, следов коррозии; окрашивают и сушат те поверхности заготовки, на которых будет производиться разметка.
4. Выбирают базовые поверхности, от которых будут откладывать размеры, и производят их подготовку. Если базой выбрана кромка заготовки — ее предварительно выравнивают, если две взаимно перпендикулярные поверхности — их обрабатывают под прямым углом. Базовые линии наносят уже в процессе разметки. Расположение баз должно обеспечивать вписывание детали в контур заготовки с наименьшим и равномерным припуском.
Собственно разметку выполняют в последовательности, определяемой способом разметки. При разметке по шаблону последний устанавливают на заготовку, правильно сориентировав его относительно баз, и закрепляют. Шаблон должен плотно прилегать к заготовке по всему контуру. Затем обводят чертилкой контур шаблона на заготовке и открепляют шаблон.
Разметку методом геометрических построений проводят следующим образом. Сначала проводят (относительно базы) все горизонтальные, а затем все вертикальные разметочные риски; далее выполняют все скругления, окружности и соединяют их прямыми или наклонными линиями.
При разметке стойку рейсмаса берут за основание и перемещают по разметочной плите относительно поверхности заготовки, не допуская при этом перекоса. Чертилка рейсмаса касается вертикальной поверхности заготовки и оставляет на ней горизонтальную риску. Чертилка должна располагаться под острым углом к направлению движения, а нажим на нее должен быть небольшим и равномерным. Риски проводят параллельно рабочей поверхности разметочной плиты. Для того чтобы риски были строго линейны и горизонтальны, опорные поверхности рейсмаса и разметочной плиты должны быть обработаны с большой точностью. Качество разметки повышается, если в рейсмасе применяют плоскую чертилку.
Контроль качества разметки и керне н и е — это заключительный этап разметки. Центры кернов должны располагаться точно по разметочным рискам, керны не должны быть слишком глубокими и отличаться друг от друга по размеру. На прямых рисках керны пробивают на расстояниях 10—20 мм, на криволинейных — 5—10 мм. Расстояния между кернами выполняют одинаковыми. С увеличением размеров заготовки расстояние между кернами также увеличивают. Точки сопряжения и пересечения разметочных рисок обязательно кернят. На обработанных поверхностях точных изделий разметочные риски не кернят.
Брак при разметке может привести к значительным материальным потерям. Наиболее частыми его причинами являются: неправильный выбор баз и их плохая подготовка; ошибки при чтении чертежа, при откладывании размеров и в расчетах; неправильный выбор разметочных инструментов, приспособлений, их неисправность; неправильные способы и приемы разметки.
Широкое использование механизированных разметочных инструментов и приспособлений повышает качество и производительность разметки. Поэтому следует широко применять механические, электрические и пневматические кернеры, штангенциркули и штангенрейсмасы с электронной индикацией, механизированные приспособления для установки, выверки и закрепления заготовок. Значительно ускоряет работу и уменьшает число ошибок применение для расчетов микрокалькуляторов. Следует создавать более универсальные и удобные в работе разметочные инструменты и приспособления. Там, где это экономически оправдано, следует использовать для разметки координатные станки, координатно-измерительные машины или вообще исключить разметку путем обработки заготовок на станках с ЧПУ .
Источник



