
- Способы разметки отверстий во фланцах
- Разметка отверстий на фланце – Картинки разметка отверстий на фланцах с помощью циркуля, Стоковые Фотографии и Роялти-Фри Изображения разметка отверстий на фланцах с помощью циркуля
- Разметка окружностей, центров и отверстий в слесарном деле
- Читать далее:
- Статьи по теме:
- Разметка и сверление отверстий в стальных фланцах
- Разметка торца фланца с отсчетом размеров от осевой (центровой) линии.
- Плоскостная разметка
- Плоскостная разметка
- §Е40-5-24. Сверление отверстий во фланцах арматуры Изготовление шаблонов для разметки отверстий в арматуре
- Нормы времени и расценки на 1 шаблон
- Разметка отверстий для сверления во фланцах арматуры по шаблону
- Нормы времени и расценки на 1 шт. Арматуры
- Сверление отверстий во фланцах арматуры на станках
- Нормы времени и расценки на 1 шт. Арматуры
- Приспособление для разметки центров болтовых отверстий на фланцах труб
- Разметка и сверление отверстий для болтов во фланцах арматуры
Способы разметки отверстий во фланцах
При изготовлении металлоконструкций часто возникает потребность в делении окружностей на три, пять, восемь равных частей. Самый простой случай — разметка отверстий на фланцах.
На рисунке приведены примеры изделий, требующих предварительной разметки окружностей, деления их на равные части.

Предлагаемая таблица Excel позволит максимально упростить процесс ручной разметки . В жёлтые ячейки таблицы вводим диаметр окружности и количество частей (от 2 до 100), на которое необходимо разделить окружность. Получаем длину хорды (развод ножек циркуля).
Пример. На фланце по окружности диаметром 890 мм необходимо найти центры n=25 отверстий под крепёжные болты.
1. От центра фланца разметочным циркулем (или резцом токарного станка) радиусом 445 мм (D окр./2) намечаем окружность.
2. Из таблицы для D=890 и n=25 получаем длину хорды, равную 111,54 мм.
3. На размеченной окружности делаем риску (центр первого отверстия) и от него разводом циркуля, равным длине хорды,
шагая по окружности, делаем последующие риски (размечаем центры остальных отверстий). На 24 шаге мы придём на первую риску.
4. Центры отверстий на фланце отмечены. Только после разметки проводим кернение, т.к. глубина лунки керна вносит погрешность в разметку.
Важное замечание. Длина окружности равна πD. Учитывая, что число π иррациональное, невозможно аналитическими методами
разделить окружность на N равных частей. Но для прикладных задач этот метод вполне приемлем.
Источник
Разметка отверстий на фланце – Картинки разметка отверстий на фланцах с помощью циркуля, Стоковые Фотографии и Роялти-Фри Изображения разметка отверстий на фланцах с помощью циркуля
Разметка окружностей, центров и отверстий в слесарном деле
Разметка окружностей, центров и отверстий в слесарном деле
При разметке все геометрические построения производятся с помощью двух линий — прямой и окружности (на рис. 38 с целыо повторения показаны элементы окружности).
Прямая изображается в виде черты, проведенной с помощью линейки. Линия, проведенная по линейке, будет прямой только в том случае, если сама линейка верна, т. е. если ее ребро представляет прямую линию. Для проверки правильности линейки берут произвольно две точки и, приложив к ним ребро, проводят линию; затем перекладывают линейку по другую сторону этих точек и по тому же ребру снова проводят линию. Если линейка верна, то обе линии совпадут, если не верна, линии не совпадут.
Рис. 1. Окружность и ее элементы
Окружность. Нахождение центра окружности. На плоских деталях, где уже имеются готовые отверстия, центр которых неизвестен, центр находят геометрическим способом. На , торцах цилиндрических деталей центр находят при помощи циркуля, рейсмуса, угольника, центроискателя, колокола (рис. 2).
Геометрический способ нахождения центра заключается в следующем (рис. 2, а). Пусть дана плоская металлическая плита с готовым отверстием, центр которого неизвестен. Перед тем как начать разметку, в отверстие вставляют широкий деревянный брусок и на него набивают металлическую пластинку из белой жести. Затем на краю отверстия слегка намечают произвольно три точки Л, Б и С и из каждой пары этих точек АВ и ВС описывают дуги до пересечения в точках 1, 2, 3,4; проводят две прямые по направлению к центру до их пересечения в точке О. Точка пересечения этих прямых и будет искомым центром отверстия.
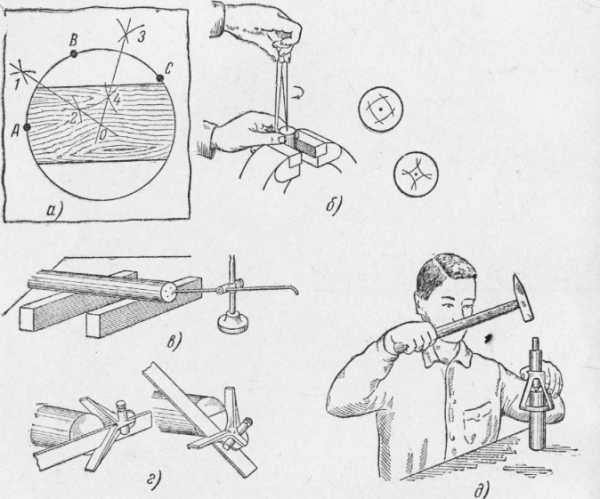
Рис. 2. Нахождение центра окружности: а — геометрическим способом, б — разметка центра циркулем, в — разметка центра рейсмусом, г — разметка центров по угольнику, д — накернивание с помощью колокола
Разметка центра циркулем (рис. 2,б). Зажав деталь в тиски, разводят ножки циркуля немного больше или меньше радиуса размечаемой детали. После этого, приложив к боковой поверхности детали одну ножку циркуля и придерживая ее большим пальцем, другой ножкой циркуля очерчивают дугу. Далее перемещают циркуль на окружности (на глаз) и таким же способом очерчивают вторую дугу; затем через каждую четверть окружности очерчивают третью и четвертую дуги., Центр окружности будет находиться внутри очерченных дуг; его и набивают кернером (на глаз). Такой способ применяют, когда большой точности не требуется.
Разметка центра рейсмусом. Деталь кладут на призмы или параллельные подкладки, уложенные на разметочную плиту. Устанавливают острый конец иглы рейсмуса несколько выше или ниже центра размечаемой детали и, придерживая деталь левой рукой, правой рукой двигают рейсмус по плите, прочерчивая его иглой на торце детали короткую риску. После этого поворачивают деталь на !Д окружности и таким же способом проводят вторую риску. То же повторяют через каждую четверть оборота для проведения третьей и четвертой рисок. Внутри рисок и будет находиться центр; его набивают посередине кернером (на глаз).
Разметка центра по угольнику. На торец цилиндрической детали накладывают угольник-центро-искатель. Прижимая его левой рукой к детали, правой рукой прочерчивают по линейке центроискателя при помощи чертилки риску. После этого деталь повертывают приблизительно на ‘/« окружности и проводят чертилкой вторую риску. Точкой пересечения рисок и будет центр торца, который набивают кернером.
Рис. 3. Деление окружности на части
Разметка центра колоколом (рис. 2, д). Колокол устанавливают на торец цилиндрической детали. Придерживая колокол левой рукой в вертикальном положении, правой рукой наносят удар молотком по кернеру, находящемуся в колоколе. Кернер сделает углубление в центре торца.
Деление окружности на равные части. При разметке окружностей часто приходится их делить на несколько равных частей—3, 4, 5, 6 я больше. Ниже приводятся примеры Деления окружности на равные части геометрическим способом и с помощью таблицы.
Деление окружности на три равные части. Сначала проводят диаметр АВ. Из точки А описывают радиусом данного круга дуги, засекающие на окружности точки С и D. Полученные из этого построения точки В, С и D будут точками, делящими окружность на три равные части.
Деление окружности на четыре равные части. Для такого деления проводят через центр Окружности два взаимно-перпендикулярных диаметра.
Деление окружности на пять равных частей. На данной окружности проводят два взаимно-перпендикулярных диаметра, пересекающие окружность в точках А и В, С и D. Радиус OA делят пополам, и из полученной точки В описывают дугу радиусом ВС до пересечения в точке F на радиусе ОВ. После этого соединяют прямой точки D и F. Откладывая длину прямой DF по окружности, разделяют ее на пять равных частей.
Деление окружности на шесть равных частей. Проводят диаметр, пересекающий окружность в точках А и В. Радиусом данной окружности описывают из точек А и В четыре дуги до пересечения их с окружностью. Получаемые таким построением точки А, С, D, В, Е, F делят окружность на шесть равных частей.
Деление окружности на равные части с помощью таблицы. Таблица имеет две графы. Числа первой графы показывают, на сколько равных частей следует делить данную окружность. Во второй графе даны числа, на которые умножают радиус данной окружности. В результате умножения числа, взятого из второй графы, на радиус размечаемой окружности получают величину хорды, т. е. расстояние по прямой между делениями окружности.
Откладывая циркулем полученное расстояние на размечаемой окружности, разделим ее на 13 равных частей.
Разметка отверстий на деталях. Разметка отверстий под болты и шпильки в плоских деталях, кольцах и фланцах для труб и цилиндров машин требует особого внимания. Центры отверстий болтов и шпилек должны быть точно расположены (размечены) по окружности так, чтобы при наложении двух сопрягаемых деталей соответствующие отверстия приходились строго одно под другим.
После того как размеченная окружность разделена на части и в надлежащих местах по этой окружности накернены центры отверстий, приступают к разметке отверстий. При кернении центров сначала накернивают углубление лишь слегка и затем проверяют циркулем равенство расстояния между центрами. Только убедившись в правильности разметки, накернивают центры окончательно.
Отверстия размечают двумя окружностями из одного центра. Первую окружность проводят радиусом по размеру отверстия, а вторую, как контрольную, — радиусом на 1,5—2 мм больше первого. Это необходимо для того, чтобы при сверлении можно было видеть, не сместился ли центр и правильно ли идет сверление. Первую окружность накернивают: для малых отверстий делают 4 керна, для больших 6—8 и больше.
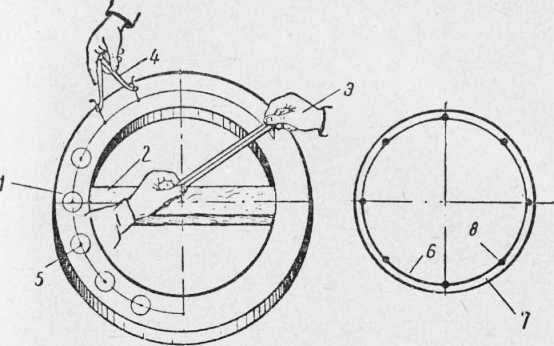
Рис. 5. Разметка отверстий: 1 — размечаемое кольцо, 2 — деревянная планка, забитая в отверстие, 3 — проведение окружности, 4 — разметка отверстий, 5 — размеченные отверстия, 6 — окружность центров отверстий, 7 — контрольная окружность, 8 — керны
Рис. 6. Транспортир и измерение им углов
Читать далее:
Статьи по теме:
Разметка и сверление отверстий в стальных фланцах
ЕНиР
§ Е40-5-28. Разметка и сверление отверстий в стальных фланцах
При разметке отверстий
1. Разметка отверстий во фланцах по шаблону.
Нормы времени и расценки на 100 фланцев
| Количество отверстий во фланце | ||||||
| 4 | 8 | 12 | 16 | 20 | ||
| Нормы времени Расценки | 5,5 4-35 | 8 6-32 | 9,3 7-35 | 11,5 9-09 | 13,5 10-67 | |
| а | б | в | г | д | ||
| Количество отверстий во фланце | ||||||
| 24 | 28 | 32 | 36 | 40 | ||
| Н.вр Расценки | 15 11-85 | 17,5 13-83 | 19,5 15-41 | 24 18-96 | 29 22-91 | |
| е | ж | з | и | к | ||
При сверлении отверстий
1. Установка и закрепление фланца на станке с помощью приспособления.
Нормы и расценки на 100 фланцев
| Давление, МПа | Диаметр фланцев, мм, до | |||||||||||
| (кгс/см²), до | 25 | 50 | 80 | 100 | 125 | 150 | 200 | |||||
| 0,6 (6) | 5,6 3-92 | 7,1 4-97 | 9,2 6-44 | 11 7-70 | 18,5 12-95 | 20 14-00 | 24,5 17-15 | |||||
| 1 (10) | 6 4-20 | 9,2 6-44 | 15 10-50 | 17,5 12-25 | 20 14-00 | 23,5 16-45 | 29 20-30 | |||||
| 2,5 (25) | 7,1 4-97 | 12,5 8-75 | 19 13-30 | 20,5 14-35 | 25,5 17-85 | 29 20-30 | 36 25-20 | |||||
| 6,4 (64) | 9,2 6-44 | 14,5 10-15 | 20,5 14-35 | 28,5 19-95 | 36 25-20 | 44,5 31-15 | 63 44-10 | |||||
| 10 (100) | 11 7-70 | 18,5 12-95 | 25,5 17-85 | 36 25-20 | 48 33-60 | 60 42-00 | 84 58-80 | |||||
| а | б | в | г | д | е | ж | ||||||
| Давление, МПа | Диаметр фланцев, мм, до | |||||||||||
| (кгс/см²), до | 250 | 300 | 350 | 400 | 500 | 600 | ||||||
| 0,6 (6) | 31 21-70 | 35 24-50 | 40,5 28-35 | 49 34-30 | 56 39-20 | 65 45-50 | 1 | |||||
| 1 (10) | 36 25-20 | 40,5 28-35 | 47 32-90 | 56 39-20 | 65 45-50 | 77 53-90 | 2 | |||||
| 2,5 (25) | 43,5 30-45 | 50 35-00 | 57 39-90 | 68 47-60 | 83 58-10 | 94 65-80 | 3 | |||||
| 6,4 (64) | 77 53-90 | 92 64-40 | 108 75-60 | 127 88-90 | — | — | 4 | |||||
| 10 (100) | 108 75-60 | 132 92-40 | — | — | — | — | 5 | |||||
| з | и | к | л | м | н | № | ||||||
Примечания:
1. При сверлении фланцев на Ру до 1 МПа (10 кгс/см²) диаметром св. 600 мм на каждые последующие 200 мм Нормы времени и Расценки строк № 1 и 2 графы «н» умножать на 1,25 (ПР-1).
2. При сверлении отверстий во фланцах из легированной стали Нормы времени и Расценки умножать на 1,5 (ПР-2).
Разметка торца фланца с отсчетом размеров от осевой (центровой) линии.
(Разметку проводят на той же пластине, что и разметку плоского угольника).
Рис. 18. Разметка фланца
Согласно чертежу (рис. 18) за базу разметки принимают осевые линии.
На расстоянии 30 мм от границ разметки контура угольника проводят две перпенди-кулярные риски, пересекающиеся в точке О.
Из точки О проводят окружности R = 10, 17, 25 мм (рис. 19). Точки 1—4 пересечения окружности R 17 мм с осевыми линиями будут центрами окружностей R = 3 мм.
Рис. 19. Прием разметки детали от осевой линии
Построением окружностей R= 3 мм завершают разметку детали по чертежу. 18
Разметка контуров заготовок по шаблону.
В серийном производстве для повышения производительности труда при выполнении разметочных работ применяют разметочные шаблоны.
Последовательность разметки гаечного ключа по шаблону состоит в следующем
Рис. 20. Шаблон гаечного ключа
На заготовку накладывают разметочный шаблон (рис. 20) таким образом, чтобы он плотно прилегал к плоскости заготовки по всему контуру. Для предотвращения смещения шаблона его укрепляют двумя струбцинами (рис. 21).
Рис. 21. Прием разметки гаечного ключа по шаблону
Заготовку кладут на разметочную плиту и острием чертилки обводят по ребру шаблона весь размечаемый контур.
Особое внимание следует обращать на правильное положение чертилки относительно боковой грани шаблона. Для обеспечения точности разметки острие чертилки должно находиться в вершине угла, образованного гранью шаблона и плоскостью заготовки.
Построение разверток тел формы куба, цилиндра и конуса.
Иногда слесарю приходится изготавливать изделия в форме куба, цилиндра и конуса из листового металла. При изготовлении изделий подобной формы первой операцией будет построение разверток поверхностей по основным заданным размерам фигур. Это упраж-нение состоит из трех заданий.
Построение развертки кубического сосуда на листовой стали.
Рис. 22. Развертка кубического сосуда
Развертку поверхности кубического сосуда можно получить, если боковые грани 1—4 из вертикального положения развернуть в горизонтальное (рис. 22).
Последовательность выполнения задания заключается в следующем.
На металлический лист наносят взаимно перпендикулярные осевые линии АВ и СD (рис. 23).
Начиная от базовых линий строят квадрат 5 со стороной 100 мм.
Рис. 23. Пример построения развертки кубического сосуда
Строят квадраты 1—4. Для соединения плоскостей у двух сторон квадратов 3 и 4 размечают припуск для заклепочного шва шириной 10 мм.
Плоскостная разметка
Категория: Санитарно-техническе работы
Плоскостная разметка
Плоскостная разметка заключается в нанесении на материал или заготовку контурных линий (рисок)—параллельных и перпендикулярных, окружностей, дуг, углов, различных геометрических фигур по заданным размерам или контуров по шаблонам. Контурные линии наносят в виде сплошных рисок. Для сохранения следов рисок до конца обработки часто на риски наносят при помощи кернера небольшие углубления, близко расположенные друг от друга, или рядом с разметочной риской наносят контрольную риску. Риски должны быть тонкими и четкими.
Для разметки, измерения и проверки правильности изготовления изделий применяют следующие инструменты; линейку, угольник, циркуль, штангенциркуль, кронциркуль, нутромер, масштабную и лекальную линейки, транспортир, чертилку, кернер, разметочную плиту и шаблоны.
На рис. 1 показаны простейшие разметочные и измерительные инструменты, а также приемы измерения.
Точность измерения миллиметровой масштабной линейкой, кронциркулем и нутромером — 0,5 мм, штангенциркулем — 0,1 мм. Для правильной разметки необходимо, чтобы инструмент был точным и исправным.
Правильность линейки проверяют следующим образом. Проводят по линейке черту, перекладывают линейку по другую сторону черты, не переворачивая ее, совмещают с прочерченной линией край линейки, который в правильной линейке должен совпадать во всех точках с прочерченной линией.
Прямолинейность сторон угольника проверяют точной линейкой. Для проверки правильности прямого угла угольник прикладывают одной стороной к линейке, а по другой стороне проводят вертикальную линию. Затем угольник перекладывают по другую сторону проведенной линии так, чтобы вершина его осталась в той же точке. Угольник прикладывают вплотную к линейке и проводят вторую вертикальную линию. Если угольник правильный, обе линии должны совпасть.
Правильность нанесенных делений на линейке или метре проверяют следующим образом: ножки циркуля расставляют на 2—3 см и переставляют по всей длине линейки или метра.
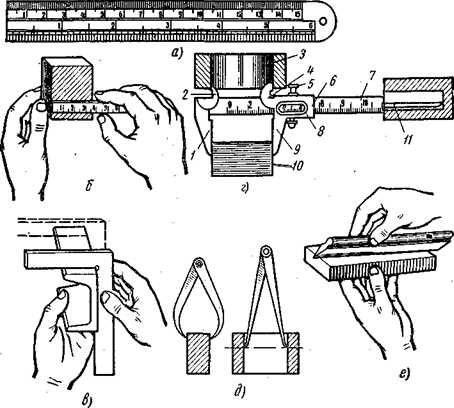
Рис. 1. Разметочный и измерительный инструмент и приемы измерения: а — масштабная линейка; б — приемы измерения масштабной линейкой; в — слесарный угольник и приемы проверки правильности угла, г — штангенциркуль и приемы измерения им; 1,9 — неподвижная и подвижная губки для наружного измерения, 2,4 — губки для внутреннего измерения, 3 — внутренний размер детали, 5 — винт для закрепления рамки, 6 — подвижная рамка, 7 — штанга с миллиметровым делением, 8 — нониус, 10 — наружный размер детали, 11 — глубиномер; д — кронциркуль и нутромер и приемы измерения ими; е — лекальная линейка и приемы проверки ею обрабатываемой поверхности
Стальная чертилка должна быть заостренной, круглого сечения, чтобы не портить линейку и угольник. При проведении рисок чертилку нужно плотно прижимать к краю линейки или угольника, немного наклонив вперед. На листе стали должна остаться четкая тонкая риска. Латунная чертилка оставляет хорошо видимый след на черной стали.
Ножки разметочного циркуля должны быть заострены и закалены.
При разметке тонкой листовой стали одна чертящая ножка должна быть остро заточена, а другая — иметь слегка заваленное острие, чтобы не оставлять отверстий в листовой стали.
Центры при вычерчивании окружностей на металле размечают кернером.
Приемы плоскостной разметки на металле показаны на рис. 2. Параллельные линии проводят чертилкой по угольнику (рис. 2, а, б).
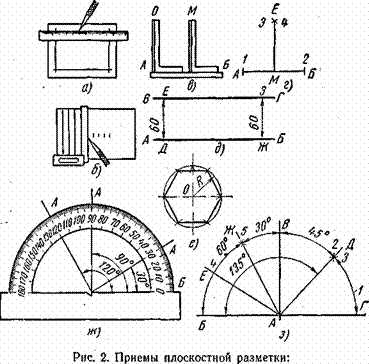
Рис. 2. Приемы плоскостной разметки а — проведение рисок, б — проведение чертилкой по угольнику парад» дельных линий, в — проведение чертилкой по угольнику перпендику» лярных линий, г —построение перпендикулярной линии при помощи циркуля, д — построение параллельных линий при помощи циркуля, е — построение вписанного в окружность шестиугольника, ж — построение углов транспортиром, 3 – деление углов при помощи циркуля
Перпендикулярные линии строят при помощи угольника с одним прямым углом.
Опустить перпендикуляр из точки О на прямую АБ или восстановить перпендикуляр к прямой из точки М можно при помощи линейки и угольника (рис. 2,в). Линейку совмещают с линией АБ, угольник плотно приставляют одной стороной к линейке и передвигают по линейке до совмещения другой стороны угольника с точкой О или М, а затем проводят линию, перпендикулярную линии АБ.
Перпендикуляр можно также восстановить и опустить при помощи циркуля (рис. 2,г). Из точки М на прямой произвольным радиусом делают две засечки (короткие дуги) 1 и 2. Затем из точек 1 и 2 радиусом, большим отрезка 1—2, делают засечки 3 и 4. Точку Е пересечения засечек S и 4 соединяют с точкой М. Полученная линия ЕМ будет перпендикулярна линии АБ.
Параллельные линии можно построить при помощи угольника и циркуля. Чтобы провести линию ВГ (рис. 2, д), параллельную линии АБ, из любых двух точек линии АБ, например Д и Ж, восстанавливают перпендикулярные линии при помощи угольника или циркуля, на которых откладывают равные отрезки (в нашем случае 6 см) ДЕ и ЖЗ. Через точки Е и 3 проводят линию ВГ, которая будет параллельна линии АБ.
Параллельные линии можно также провести при помощи линейки и угольника. Если передвигать угольник по линейке, то все линии, прочерченные по стороне угольника, будут параллельны между собой.
Разметку окружности на металле выполняют при помощи циркуля, наметив предварительно кернером центр О (рис. 2, е).
Расстояние, откладываемое циркулем от центра О до любой точки окружности, называется радиусом и обозначается буквой R.
При разметке часто требуется разделить окружность на равные части, а также измерить, построить и разделить углы. Для деления окружности на две равные части достаточно провести диаметр. Для деления ее на 4, 8, 16, 32 части сначала проводят два взаимно перпендикулярных диаметра, которые делят окружность на четыре равные части. Затем каждую часть делят пополам и т. д. и получают 8, 16 и 32 части. Чтобы разделить окружность на 3, 6, 12, 24 части и т. д., на окружности откладывают ее радиус, который укладывается ровно шесть раз. Соединив эти точки через одну, делят окружность на три части. Деля ‘/б часть окружности пополам и на четыре части, получают Vi2 и V24 ее части.
Углы измеряют транспортиром (рис. 2,ж). При помощи транспортира наиболее просто и правильно производят построение углов.
Углы в 90, 45, 60, 120 и 135° можно также построить при помощи угольника, циркуля и линейки. Угол в 90° строят при помощи угольника и линейки. Угол в 45° можно,построить, резделив угол 90° пополам. Для этого из вершины угла А (рис. 2, з) произвольным радиусом проводят дугу 1, пересекающую стороны угла в точках В и Г и продолжение стороны АГ в точке Б. Из точек В и Г одинаковым радиусом проводят засечки 2 и 3, пересекающиеся в точке Д. Линия, соединяющая точку Д с вершиной угла А, делит угол пополам.
Причертив к углу 90° угол 45°, получают угол 135°.
Чтобы построить углы в 30 и 60°, нужно разделить прямой угол на три части. Одна треть прямого угла составит угол 30°, а две трети — угол 60°.
Чтобы разделить прямой угол на три части, из вершины угла А (рис. 2, з) проводят дугу, пересекающую стороны угла в точках Б и В. Из этих точек тем же радиусом делают на дуге засечки 4 и 5. Полученные точки Е и Ж соединяют с вершиной угла А. Линии ЕА и ЖА делят угол на три равные части.
Различные геометрические фигуры наносят на плоскости тем же разметочным инструментом: линейкой, угольником, циркулем и транспортиром.
Для ускорения и упрощения плоскостной разметки одинаковых изделий применяют шаблоны из листовой стали.
На заготовку или материал накладывают шаблон и плотно прижимают его, чтобы во время разметки он не сдвинулся с места. По контуру шаблона чертилкой прочерчивают линии, обозначающие контуры обрабатываемой детали.
Крупные детали размечают на плите, а мелкие — в тисках.
Если изделие пустотелое (например, фланец), то в отверстие заколачивают деревянную пробку и в центре пробки закрепляют металлическую пластинку, на которой кернером намечают центр для ножки циркуля. Фланец размечают следующим образом. Поверхность заготовки окрашивают мелом, намечают центр и циркулем проводят окружности: наружный контур, контур отверстия и осевую линию по центрам отверстий для болтов.
Часто фланцы размечают по шаблону, а отверстия сверлят по кондуктору без разметки.
Размечать нужно точно и тщательно, так как от правильной разметки зависит качество изделия.
Разметочный инструмент необходимо хранить в специально отведенных местах.
Санитарно-техническе работы — Плоскостная разметка
§Е40-5-24. Сверление отверстий во фланцах арматуры Изготовление шаблонов для разметки отверстий в арматуре
1. Разметка шаблонов с нанесением размеров.
2. Вырезка шаблонов.
3. Пробивка отверстий пробойником.
Нормы времени и расценки на 1 шаблон
│Число отверстий на│ 4 │ 8 │ 12 │ 16 │ 20 │ 24 │ 28 │ 32 │
│ Н.вр. │ 0,14 │ 0,18 │0,22│ 0,27 │0,33 │ 0,38 │ 0,43 │ 0,5 │
│ Расц. │0-12,7│0-16,4│0-20│0-24,6│0-30 │0-34,6│0-39,1│0-45,5│
│ │ а │ б │ в │ г │ д │ е │ ж │ з │
Разметка отверстий для сверления во фланцах арматуры по шаблону
1. Наложение шаблона с накерниванием мест сверления.
2. Поворачивание арматуры для разметки второго фланца.
Нормы времени и расценки на 1 шт. Арматуры
│ Число пар │ 4 │ 8 │ 12 │ 16 │ 20 │ 24 │ 28 │ 32 │
│ Н.вр. │ 0,14 │ 0,2 │ 0,26 │ 0,31 │ 0,36 │ 0,41 │ 0,46 │ 0,51 │
│ │ а │ б │ в │ г │ д │ е │ ж │ з │
Сверление отверстий во фланцах арматуры на станках
1. Установка арматуры на станок.
2. Сверление отверстий во фланцах арматуры.
3. Поворачивание арматуры для сверления второго фланца до диаметра 100 мм — вручную, св.100 мм — при помощи механизма.
Нормы времени и расценки на 1 шт. Арматуры
│Диаметр │ Материалы арматуры │ │
│мм, до │Чугун │ Сталь углеродистая │Бронза,│ │
│ │ │ давление, МПа (кгс/см2), до │пласт │ │
│ │ │0,6 (6)│1 (10) │2,5 (25)│6,4 (64)│10 (100)│ │ │
│ 50 │ 0,13 │ 0,17 │ 0,23 │ 0,31 │ 0,35 │ 0,43 │ 0,07 │ 1 │
│ │0-09,1│0-11,9 │0-16,1 │ 0-21,7 │ 0-24,5 │ 0-30,1 │0-04,9 │ │
│ 80 │ 0,17 │ 0,23 │ 0,37 │ 0,42 │ 0,5 │ 0,63 │ 0,09 │ 2 │
│ │0-11,9│0-16,1 │0-25,9 │ 0-29,4 │ 0-35 │ 0-44,1 │0-06,3 │ │
│ 100 │ 0,27 │ 0,3 │ 0,42 │ 0,53 │ 0,68 │ 0,84 │ 0,12 │ 3 │
│ │0-18,9│ 0-21 │0-29,4 │ 0-37,1 │ 0-47,6 │ 0-58,8 │0-08,4 │ │
│ 125 │ 0,32 │ 0,44 │ 0,5 │ 0,64 │ 0,84 │ 1,2 │ 0,17 │ 4 │
│ │0-22,4│0-30,8 │ 0-35 │ 0-44,8 │ 0-58,8 │ 0-84 │0-11,9 │ │
│ 150 │ 0,41 │ 0,5 │ 0,57 │ 0,74 │ 1 │ 1,5 │ 0,19 │ 5 │
│ │0-28,7│ 0-35 │0-39,9 │ 0-51,8 │ 0-70 │ 1-05 │0-13,3 │ │
│ 200 │ 0,5 │ 0,59 │ 0,72 │ 0,93 │ 1,5 │ 2,1 │ 0,23 │ 6 │
│ │ 0-35 │0-41,3 │0-50,4 │ 0-65,1 │ 1-05 │ 1-47 │0-16,1 │ │
│ 250 │ 0,6 │ 0,77 │ 0,86 │ 1 │ 1,8 │ 2,6 │ 0,3 │ 7 │
│ │ 0-42 │0-53,9 │0-60,2 │ 0-70 │ 1-26 │ 1-82 │ 0-21 │ │
│ 300 │ 0,73 │ 0,86 │ 0,99 │ 1,2 │ 2,2 │ 3,2 │ 0,34 │ 8 │
│ │0-51,1│0-60,2 │0-69,3 │ 0-84 │ 1-54 │ 2-24 │0-23,8 │ │
│ 350 │ 0,83 │ 0,99 │ 1,1 │ 1,4 │ — │ — │ — │ 9 │
│ 400 │ 0,99 │ 1,2 │ 1,4 │ 1,7 │ — │ — │ — │10 │
│ │0-69,3│ 0-84 │ 0-98 │ 1-19 │ │ │ │ │
│ 500 │ 1,1 │ 1,4 │ 1,6 │ 2,1 │ — │ — │ — │11 │
│ │ 0-77 │ 0-98 │ 1-12 │ 1-47 │ │ │ │ │
│ 600 │ 1,3 │ 1,6 │ 1,9 │ 2,5 │ — │ — │ — │12 │
│ │ 0-91 │ 1-12 │ 1-33 │ 1-75 │ │ │ │ │
│ 700 │ 1,5 │ 1,8 │ 2,2 │ — │ — │ — │ — │13 │
│ 800 │ 1,7 │ 2,1 │ 2,5 │ — │ — │ — │ — │14 │
│ 1000 │ 2,1 │ 2,5 │ 3 │ — │ — │ — │ — │15 │
│ 1200 │ 2,4 │ 2,9 │ 3,6 │ — │ — │ — │ — │16 │
│ │ а │ б │ в │ г │ д │ е │ ж │ N │
Примечание. При сверлении отверстий во фланцах арматуры из легированной стали Н.вр. и Расц. умножать на 1,5 (ПР-1).
Приспособление для разметки центров болтовых отверстий на фланцах труб
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ, ВЫДАННОМУ НАРОДНЫМ КОМИССАРИАТОМ ТЯЖЕЛОЙ ПРОМЫШЛЕННОСТИ
Зарегистрировано в Государственном бюро посгедующей регистрации изобретений при Госплане ССИ>
Т. Я. Ищук и В. С. Няньчук, Приспособление для разметки центров болтовых отверстий на флаицах труб
Заявлено 1 ноября 1935 года за № 179411.
Опубликовано 31 марта 1937 года.
Существующий метод разметки центров болтовых отверстий на фланцах труб занимает много времени, так как он содержит большое количество операций. В трубу вставляют пробку (заглушку), отыскивают центр окружности фланца, циркулем проводят окружность, делят эту окружность на нужное количество частей и керном наносят центр каждого отверстия в отдельности.
Настоящее изобретение имеет целью создать условия для развития стахановских методов работы при массовой разметке фланцев труб, ускоряющие разметку и повышающие производительность труда разметчика. Достигается это применением приспособления, дающего возможность одновременно нанести несколько центров.
Приспособление это имеет два диска, из которых первый снабжен радиальными прорезами для перестановки вдол ь них и р уж и нных ке рнер о в, а второй расположен над первым и служит для одновременного нажимания всех кернеров. Приспособление снабжено обычным делительным кольцом для установки диска с кернерами и самоцентрирующим механизмом для правильной установки на фланце.
На чертеже фиг. 1 изображает предлагаемое приспособление в виде сверху; фиг. 2 — вертикальный разрез фиг, 1; фиг. 3 — вид приспособления сбоку.
Диск 1, имеющий ряд радиальных прорезов, является крышкой кольцевой коробки, образуемой кольцами 2 и 3; он входит в выточку кольца 3 и закрепляется делительным кольцом 4.
В полости, образуемой внутренними выточками кольца 2 и 3, помещена шестерня 5, которая по окружности сцеплена с тремя шестернями б, центровые отверстия которых снабжены резьбой. Шестерня 5 приводится в движение шестерней /, сидящей на оси 8, снабженно» стопорно» гайкой 9 и вращаемой рукояткой 10. В резьбу шестерен б ввинчены винты 11, и редохраняемые от вращения шпонкой 12.
В центре диска 1 вставлена ось 13, на которую надета втулка 14 с зубцами на торце. На ту же ось надет нажимный диск 76, в центре которого имеется втулка 15 с храповыми зубцами на торце, обращенными к зубцам втулки 14. Нажим на диск 16 осуществляется пружиной 17. Диск 1б снабжен рукояткой 78. В прорезах диска 7 могут перемещаться держаК авторскому свидетельству Г. 2. ващука и В. С. Няньчтка, е 5068» фиг 1 фиг2 т
Тнн. „Печатный Труд». Зак, 3613—700
Разметка и сверление отверстий для болтов во фланцах арматуры
ЕНиР
§ Е40-4-50. Разметка и сверление отверстий для болтов во фланцах арматуры
При разметке отверстий
1. Разметка отверстий по шаблону с накернированием мест сверления.
2. Поворачивание арматуры для разметки отверстий второго фланца.
Нормы времени и расценки на 1 шт. арматуры
| Число отверстий | 4 | 8 | 12 | 16 | 20 |
| Нормы времени. Расценки | 0,11 0-08,7 | 0,15 0-11,9 | 0,19 0-15 | 0,24 0-19 | 0,27 0-21,3 |
| а | б | в | г | д |
При сверлении отверстий
1. Установка арматуры (задвижки или крана) на станке.
2. Сверление отверстий во фланцах арматуры на приводном станке.
3. Поворачивание арматуры при сверлении и перевертывание при сверлении второго фланца.
Нормы времени и расценки на 1 шт. арматуры
| Арматура | Диаметр арматуры, мм, до | |||||||
| 50 | 80 | 100 | 125 | 150 | 200 | |||
| Чугунная | 0,12 0-08,4 | 0,16 0-11,2 | 0,25 0-17,5 | 0,3 0-21 | 0,38 0-26,6 | 0,47 0-32,9 | ||
| Стальная углеродистая на условное давление, МПа | 0,6 | 0,16 0-11,2 | 0,21 0-14,7 | 0,28 0-19,6 | 0,41 0-28,7 | 0,47 0-32,9 | 0,55 0-38,5 | |
| 1 | 0,21 0-14,7 | 0,34 0-23,8 | 0,4 0-28 | 0,47 0-32,9 | 0,53 0-37,1 | 0,67 0-46,9 | ||
| 2,5 | 0,29 0-20,3 | 0,39 0-27,3 | 0,49 0-34,3 | 0,6 0-42 | 0,68 0-47,6 | 0,86 0-60,2 | ||
| а | б | в | г | д | е | |||
| Арматура | Диаметр арматуры, мм, до | |||||||
| 250 | 300 | 350 | 400 | 500 | 600 | |||
| Чугунная | 0,61 0-42,7 | 0,68 0-47,6 | 0,77 0-53,9 | 0,92 0-64,4 | 1,1 0-77 | 1,2 0-84 | 1 | |
| Стальная углеродистая на условное давление, МПа | 0,6 | 0,72 0-50,4 | 0,8 0-56 | 0,92 0-64,4 | 1,1 0-77 | 1,3 0-91 | 1,5 1-05 | 2 |
| 1 | 0,8 0-56 | 0,92 0-64,4 | 1,1 0-77 | 1,3 0-91 | 1,5 1-05 | 1,8 1-26 | 3 | |
| 2,5 | 0,97 0-67,9 | 1,1 0-77 | 1,3 0-91 | 1,5 1-05 | 1,9 1-33 | 2,3 1-61 | 4 | |
| ж | з | и | к | л | м | № | ||
Примечания:
1. При разметке и сверлении отверстий в арматуре диаметром св. 100 мм установка, поворачивание и снятие предусмотрены при помощи механизмов (тельфер, кран-балка, таль и т.п.).
2. Нормами предусмотрены разметка и сверление отверстий двух фланцев единицы арматуры. При сверлении отверстий трех фланцев единицы арматуры Нормы времени и Расценки умножать на 1,5 (ПР-1).
3. Нормами предусмотрено сверление отверстий на приводных вертикально-сверлильных станках. При сверлении на радиально-сверлильных станках Нормы времени. и Расценки умножать на 0,7 (ПР-2).
Источник



