
§ 4. Техника разметки
Требования к разметке
От качества разметки в значительной мере зависит точность изготовления детали, а следовательно, и качество изделия в целом. Разметка должна отвечать следующим основным требованиям:
- точно соответствовать размерам, указанным на чертеже;
- размечаемые линии (риски) должны быть хорошо видны и не стираться в процессе обработки детали;
- не портить внешний вид детали, т. е. глубина рисок и керновых углублений должна соответствовать техническим требованиям, предъявляемым к детали.
При разметке заготовок необходимо:
- Тщательно осмотреть заготовку, при обнаружении раковин, пузырей, трещин и т. п. их следует точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно).
- Изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку. Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников.
Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов.
Для окраски используют различные составы. Мел, разведенный в воде. На 8 л воды берут 1 кг мела. Состав доводят до кипения, затем в него добавляют жидкий столярный клей из расчета 50 г на 1 кг мела. После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время) в раствор можно добавить немного льняного масла и сиккатива. Такой краской покрывают черные необработанные заготовки. Окрашивание производится малярными кистями, однако этот способ малопроизводителен. Поэтому, когда это возможно, окрашивание следует выполнять с помощью распылителей (пульверизаторов), которые, кроме ускорения работы, обеспечивают равномерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Раствор медного купороса. На стакан воды берут три чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью. На поверхности заготовки осаждается тонкий слой меди, на котором хорошо наносятся разметочные риски. Этим способом окрашивают только стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями.
Спиртовой лак. В раствор шеллака в спирте добавляют фуксин. Этот способ окраски применяют только при точной разметке обработанных поверхностей небольших изделий.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивается.
Нанесение рисок
Риски наносят в такой последовательности: сначала проводят все горизонтальные риски, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления.
При нанесении рисок пользуются чертилкой, плотно прижимая к линейке или угольнику (рис. 84) с небольшим наклоном в сторону от линейки и в направлении перемещения чертилки. Угол наклона должен составлять 75—80° и не должен изменяться в процессе нанесения рисок, в противном случае риски будут непараллельны линейке.

Рис. 84. Приемы иаиесеиия рисок:
а — с помощью лииейки, б — с помощью угольника, в — установка чертилки
Вторичное проведение линии не разрешается. На небольших заготовках риски проводятся по угольнику, а на больших — по линейке.
В том случае когда разметочная линия в процессе обработки может исчезнуть, на расстоянии 5—10 мм от нее наносят контрольные риски. Для контроля правильности обработки отверстия (увод сверла) вокруг него проводят контрольную окружность радиусом, большим на 2—8 мм. Контрольные риски не накерниваются.
Накернивание разметочных линий
При работе кернер берут тремя пальцами левой руки, ставят острым концом точно на разметочную риску так, чтобы острие кернера было строго на середине риски (рис. 85).

Рис. 85. Установка кернера (а), кериеиие (б)
Сначала наклоняют кернер в сторону от себя и прижимают к нужной точке, затем быстро ставят в вертикальное положение, после чего по нему наносят легкий удар молотком весом 100—200 г.
Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались половины кернов. Обязательно ставят керны на пересечениях рисок и закруглениях. На длинных линиях (прямых) керны наносятся на расстоянии от 20 до 100 мм, на коротких линиях, перегибах, закруглениях и в углах — на расстоянии от 5 до 10 мм. Линию окружности достаточно накернить в четырех местах — в местах пересечений осей. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля. На обработанных поверхностях деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернивают, а продолжают их на боковые грани и накернивают там.
Приемы разметки
Разметка по чертежу. Разметку гаечного ключа (рис. 86) выполняют в такой последовательности:

Рис. 86. Разметка гаечного ключа по чертежу
- изучают чертеж;
- проверяют заготовку;
- окрашивают места разметки купоросом или мелом;
- забивают в зев ключа планку;
- проводят осевую линию вдоль ключа;
- наносят окружность и делят ее на шесть частей;
- выполняют эти же операции для второй головки ключа;
- переносят все размеры, указанные на чертеже.
Разметка по шаблону. Для разметки даже малых партий сложных изделий целесообразно пользоваться шаблонами (рис. 87).

Рис. 87. Разметка по шаблону
Шаблоны изготавливаются по одному или серией из листового цинка толщиной 0,5—1 мм или тонкой листовой стали, а в тех случаях, когда деталь имеет сложную форму или ряд различных отверстий, — толщиной 3—5 мм.
При разметке шаблон накладывают на окрашенную заготовку и проводят чертилкой риску вдоль контура шаблона.
Иногда шаблон служит кондуктором, по которому деталь обрабатывают без разметки. Для этого шаблон накладывают на заготовку, затем сверлят отверстия и обрабатывают боковые поверхности.
Целесообразность применения шаблона состоит в том, что разметочная работа, на которую затрачивается много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона. Разметочные шаблоны могут также использоваться и для контроля детали после обработки.
Разметка карандашом. Такая разметка производится как и чертилкой по линейке на заготовках из алюминия и дюралюминия. Размечать алюминиевые и дюралюминиевые детали при помощи чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точная разметка выполняется теми же приемами, как и обычная разметка, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется, так как он быстро стирается, прилипает к рукам и загрязняет инструмент.
При нанесении рисок пользуются штангенрейсмасом с точностью 0,05 мм, а установку и выверку заготовок производят по индикатору. Более точную установку можно получить, применяя плоскопараллельные меры длины (плитки), закрепляя их в специальные державки. Риски проводят неглубокие, а накернивание производят острозаточенным кернером с тремя ножками, расположенными под углом 90°.
Брак при разметке
Наиболее частыми видами брака при разметке являются:
- несоответствие размеров размеченной заготовки данным чертежа, что происходит из-за невнимательности разметчика или неточности разметочного инструмента;
- неточность установки рейсмаса на нужный размер. Причиной такого брака является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
- небрежная установка заготовки на плите в результате неточной выверки плиты;
- установка заготовки на невыверенную плиту.
Техника безопасности
Необходимо надежно устанавливать плиту. После работы на чертилки рейсмасов должны быть надеты защитные пробки, пользоваться исправными приспособлениями.
Вопросы для самопроверки
- Как выбирают базы при разметке?
- Составьте план для разметки заготовки по рабочему чертежу.
- Как при разметке отверстий в литых заготовках найти центр отверстия?
- Когда применяют разметку по шаблону?
Источник
Разметка
Разметкой называется нанесение на подлежащие обработке материалы или на обрабатываемое изделие точек и линий, обозначающих оси и контуры детали согласно чертежу, а также мест, подлежащих обработке.
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Разность между размерами заготовки до и после обработки называется припуском на обработку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки (например, опиливают по размерам, указанным на чертеже).
Иногда наносятся две риски: одна для обозначения границы обработки, другая на некотором расстоянии от нее — для контроля.
Различают плоскостную и пространственную разметку. С помощью плоскостной разметки размечают плоские детали или отдельные плоскости деталей в том случае, если они не должны увязываться с другими их плоскостями. Приемы плоскостной разметки весьма схожи с приемами технического черчения и выполняются инструментами, подобными чертежным.
Пространственная разметка заключается в том, что разметки отдельных поверхностей детали, расположенных в разных плоскостях и под различными углами друг к другу, увязываются между собой. Для пространственной разметки деталь устанавливается на специальной разметочной плите, причем правильность ее установки тщательно проверяется.
При разметке применяется следующий инструмент (рис. 4.2): линейки, окладной метр, чертилка, кернер, стальной угольник, транспортир, разметочный циркуль, штангенциркуль, рейсмус и др.
Разметка детали может осуществляться по чертежу и по шаблону.
Разметка по чертежу требует от рабочего определенных навыков: четкого понимания чертежа или эскиза, правильного выбора базы, от которой откладываются размеры детали, точной установки размеров по масштабной линейке и перенесению их на размечаемую деталь.
Шаблоны обычно применяются при разметке большого количества плоских деталей и позволяют значительно упростить и ускорить сам процесс разметки. Шаблоны изготовляются из листовой стали, алюминиевых сплавов или фанеры. Для разметки детали этим способом шаблон укладывают на размечаемый лист, прижимают к нему и обчерчивают по кромкам с помощью чертилки. При этом необходимо держать чертилку под постоянным углом к листу, не наклоняя в сторону шаблона (или линейки), так как от этого искажаются размеры детали.
Обычно при прочерчивании рисок чертилку держат с двойным уклоном: один на 15—20° от вертикали в сторону от линейки (или шаблона), другой в-сторону перемещения чертилки так, чтобы угол между ней и заготовкой (деталью) составлял 45-70°.
Риску следует проводить только один раз, а чтобы она была как можно тоньше, острие чертилки должно быть всегда хорошо заточено.
Чтобы нанесенные при разметке линии не стерлись при транспортировке и обработке детали, их прокернивают через 50—100 мм, а на закруглениях — через 5—10 мм. Кернер ставят на отмечаемой точке сначала наклонно, а в момент удара его выводят в вертикальное положение (рис. 4.3). Пальцы руки держащей кернер, не должны касаться размечаемой детали. Удар молотком наносят легко.
Накернивание следует производить после того, как вся разметка будет окончена. Следует помнить, что разметка является одной из наиболее ответственных операций, обеспечивающих правильное изготовление детали. Поэтому рабочий, производя разметку, должен быть внимателен, особенно при определении размеров по чертежу, нанесении их на заготовку, а также при установке детали на разметочной плите. Разметка должна выполняться только исправным и точным инструментом.
Источник
Разметка. Нанесение разметки на заготовку или деталь
Разметкой называют операцию нанесения на обрабатываемую заготовку или ремонтируемую деталь линий (так называемых разметочных рисок), определяющих контуры детали или места, подлежащие обработке.
Разметку деталей применяют преимущественно в мелкосерийном производстве деталей и при проведении слесарных ремонтных работ.
Для производства разнообразных разметочных работ слесарь должен располагать специальными измерительными и разметочными инструментами (линейки, рейсмасы, чертилки, кернеры и др.).
Для установки, выверки и закрепления размечаемых деталей используют набор специальных приспособлений ( подкладки, призмы, угольники и пр.).
Разметку производят на разметочных плитах, на которых и располагают все приспособления и инструмент.
1. Разметочные плиты
Разметочные плиты имеют ребристую конструкцию, что придает им жесткость при сравнительно небольшом весе.
Рабочие поверхности разметочных плит должны быть точно обработаны. Во избежание деформаций плит в процессе их эксплуатации отливки между черновой и чистовой обработкой подвергают старению (выдержке на воздухе длительное время).
На верхней поверхности разметочной плиты (рис. 1, а), при отсутствии станочных пазов, прострагивают продольные и поперечные канавки глубиной и шириной 1-2 мм так, чтобы вся поверхность плиты оказалась разделенной на квадратные участки.
Большие разметочные плиты устанавливают на специальных подставках (тумбах) с выдвижными ящиками для хранения инструмента. Разметочные плиты малых размеров помещаются на деревянных подставках и устанавливают непосредственно на верстаках.
Высота от пола до рабочей поверхности разметочной плиты малых или средних размеров составляет 800–900 мм, а плиты больших размеров – 700 мм.
Разметочная плита должна иметь свободное пространство для обхода и для возможности работать с любой стороны.
Проверку плоскостности разметочных плит осуществляют с помощью точной проверочной линейки и щупа. Для этого линейку накладывают своей рабочей поверхностью на рабочую поверхность разметочной плиты. Зазоры между этими поверхностями контролируют щупом. Толщина щупа, который проходит в щель между линейкой и разметочной плитой, не должна превышать 0,03–0,05 мм.
Правильность рабочих поверхностей шабреных разметочных плит (рис. 1, б), предназначенных для точной разметки и поверочных работ, проверяют на краску поверочной линейкой. Число пятен в квадрате 25х25 мм должно быть не меньше 12.
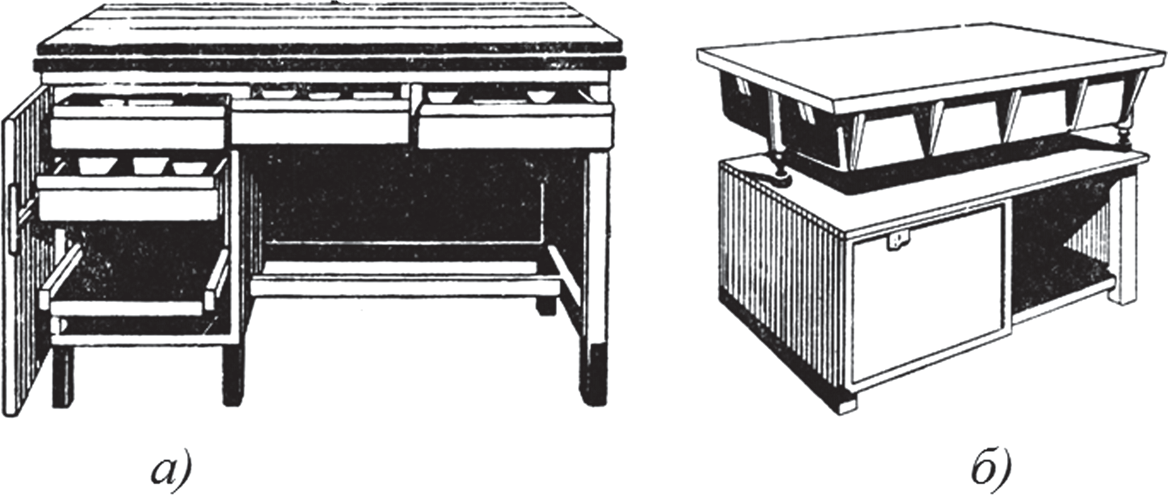
Рис. 1. Разметочные плиты
2. Оснастка
Для того чтобы установить деталь на рабочей плоскости разметочной плиты, применяют опорные подкладки, призмы, домкраты, специальные приспособления, кубики и угольники, располагающие точно обработанными призматическими и вертикальными поверхностями, перпендикулярными к поверхности плиты. Подкладки используют также для предохранения рабочей поверхности разметочной плиты от повреждения необработанными (черными) поверхностями размечаемых деталей.
Подкладки плоские (рис. 2, а) и призматические (рис. 3) располагают непосредственно на рабочей поверхности разметочной плиты.
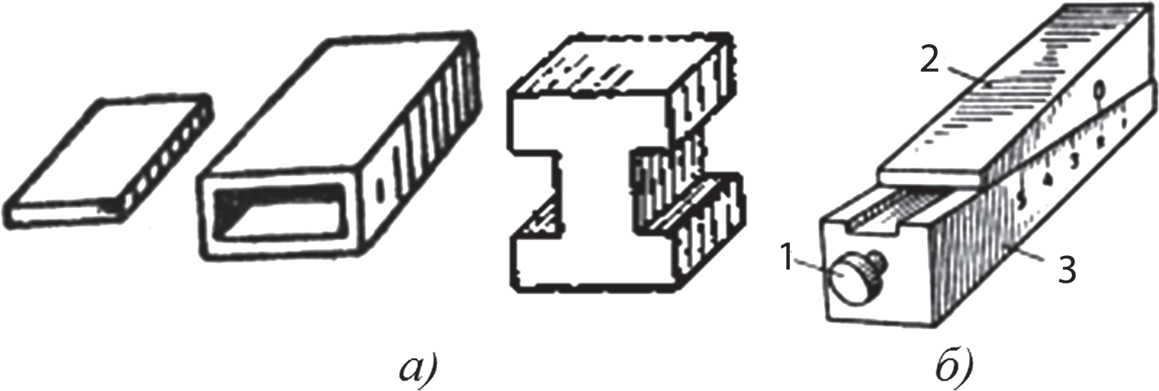
Рис. 2. Подкладки для установки детали на разметочной плите
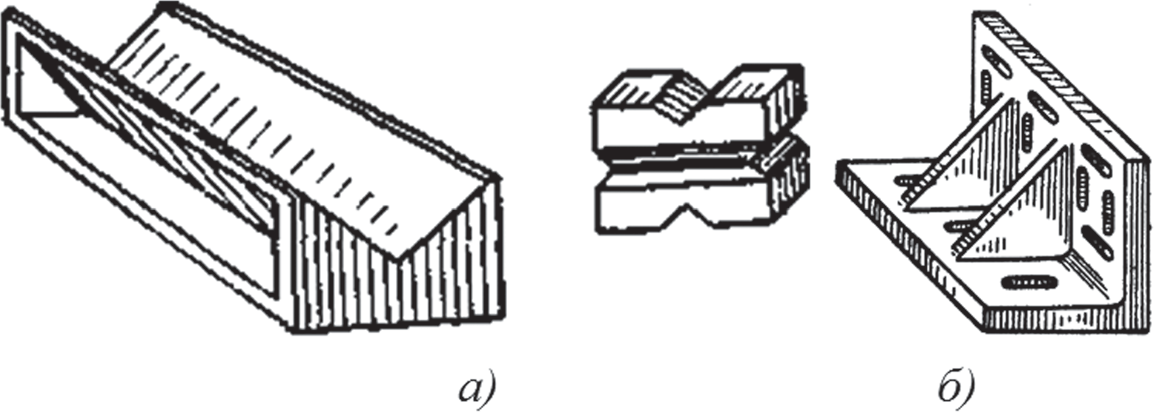
Рис. 3. Призма (а) и угольник (б) для установки деталей
Детали, имеющие плоское основание, плоский торец или три опоры, разнесенные на максимальное расстояние по габариту детали, необходимо устанавливать для разметки на трех подкладках, подобранных по высоте. Если необходимо деталь ориентировать в горизонтальной плоскости, то подбирают подкладки или набор подкладок под опоры, при которых деталь займет горизонтальное положение. В этом случае удобно также использовать регулируемые по высоте подкладки. На рис. 2, б показана регулируемая подкладка, которая регулируется по высоте вращением винта 1, который перемещает клин 2 по клину 3. На боковой поверхности нижнего клина нанесена шкала, которая позволяет более точно устанавливать высоту подкладки.
Цилиндрические детали помещают на призматических подкладках с треугольными вырезами (рис. 3, а). В наборе вспомогательных инструментов обычно имеется несколько таких подкладок с одинаковыми вырезами.
Для удобства разметки деталь может быть закреплена на угольнике (рис. 3, б), установленном на разметочной плите. На полках угольника имеются сквозные отверстия, через которые деталь можно крепить к угольнику.
3. Инструмент для разметки и методы работы с ним
Перед разметкой производят выверку установки детали на разметочной плите. Выверяют установку детали по высоте при помощи штангенрейсмаса. Штангенрейсмасы применяют для точной разметки и измерения высот. Штангенрейсмас (рис. 4) состоит из основания 1, штанги 2, рамки 3, закрепляемой на штанге винтом 8, нониуса 4, державки 6, закрепляемой винтом 7, и микрометрической подачи 5 рамки. В рамку 3 вставляют сменные ножки. Ножки имеют различное назначение: так, ножка 9 — служит для измерения высоты, 10 — для закрепления круглых чертилок, 11 — для разметки. Ножки, которые могут быть также использованы для нанесения рисок на размечаемых деталях, специально затачивают, создавая необходимые для разметки режущие лезвия. Способы отсчета размеров по штангенрейсмасу такие же, как и для штангенциркуля.
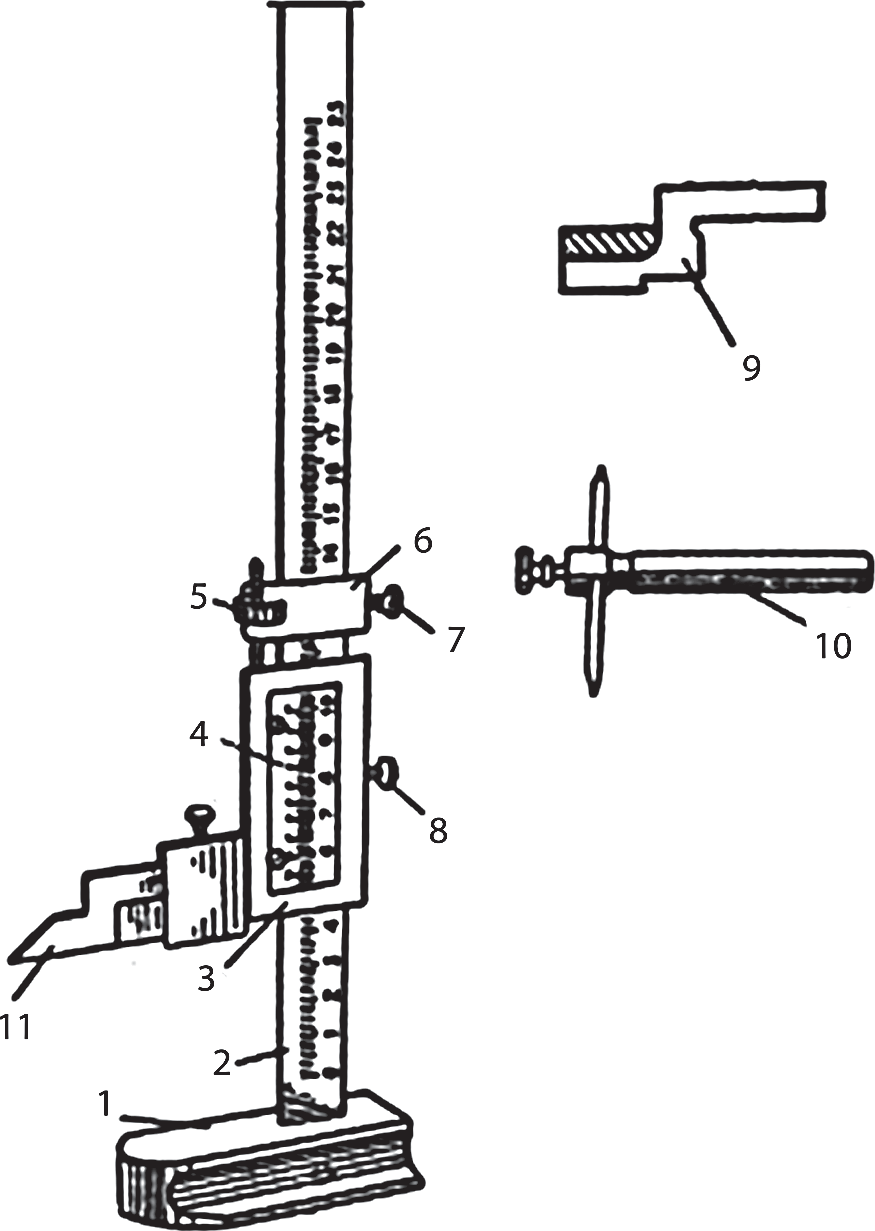
Рис. 4. Штангенрейсмас с принадлежностями (ножками)
Измерение или разметку штангенрейсмасом производят на разметочной плите. Перед измерением проверяют нулевую установка инструмента. Для этого рамку с ножкой опускают до соприкосновения с плитой или специальной базовой поверхностью (в зависимости от вида ножки). При таком положении нулевое деление нониуса должно совпасть с нулевым делением шкалы штанги.
Проверив настройку штангенрейсмаса, можно приступить к измерениям (рис. 5, а). При измерении высоты детали опускают вручную рамку с ножкой, немного не доводя ее до детали. Дальнейшее перемещение ножки до соприкосновения с деталью осуществляют с помощью гайки 5 микрометрической подачи.
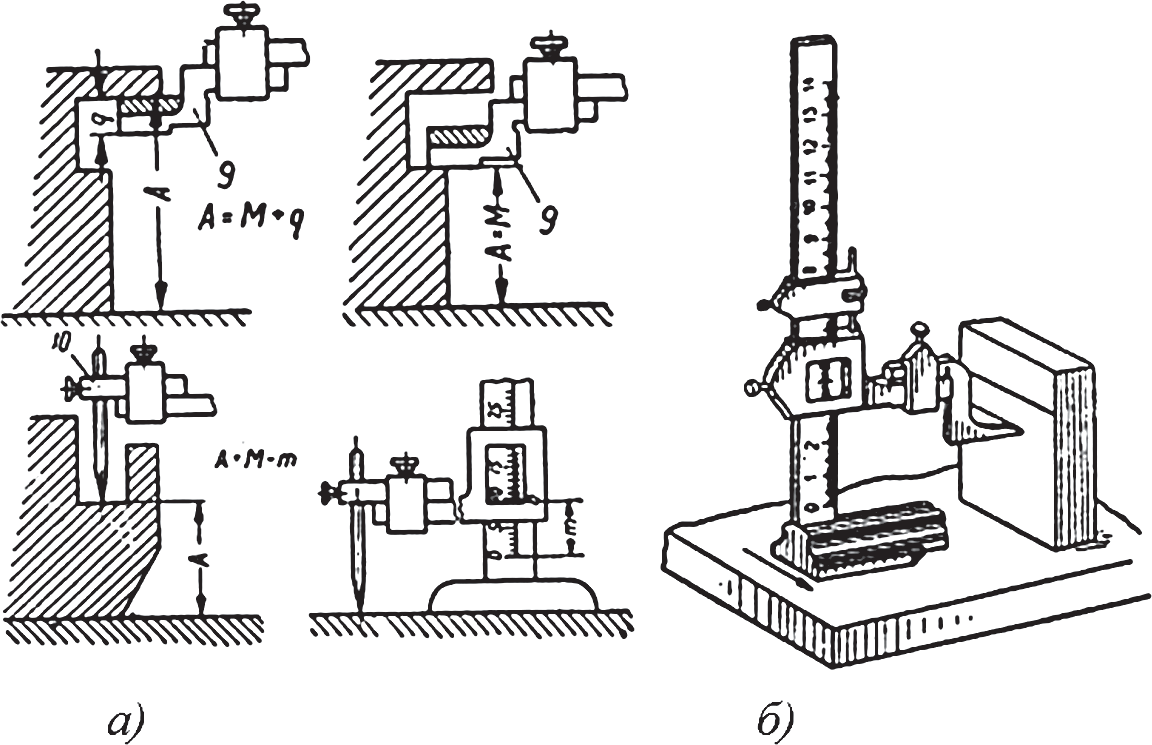
Рис. 5. Настройка инструмента на размер
Затем скользящим движением штангенрейсмаса по плите от детали выводят ножку из соприкосновения с деталью. После этого скользящим возвратным движением штангенрейсмаса по плите делают попытку поставить ножку на прежнее место. Если натяг был большой, то ножка уткнется в деталь, если натяга не было, то не произойдет соприкосновения с деталью. Если натяг был небольшой, то ножка, соприкоснувшись с деталью, станет на свое место. В этом положении рамку стопорят винтом 8.
При измерении с помощью игл (рис. 5, а) необходимо от показания штангенрейсмаса М вычесть величину m, которая соответствует такому положению рамки 2, когда острие иглы находится в одной плоскости с плоскостью основания прибора. При разметке размер устанавливают по шкалам нониуса и штанги заранее (рис. 5, б). Риску на детали прочерчивают острым концом ножки при перемещении штангенрейсмаса по плите, стараясь перемещать ножку перпендикулярно к размечаемой поверхности.
Нанесение вертикальных рисок можно производить по угольнику.
Угольники (90°) применяют для проверки (или разметки) прямых углов. Угольники (рис. 6, а) служат для проверки неточных изделий. Такие угольники изготовляются цельными, из одного куска материала, и имеют обе стороны одинаковой толщины.
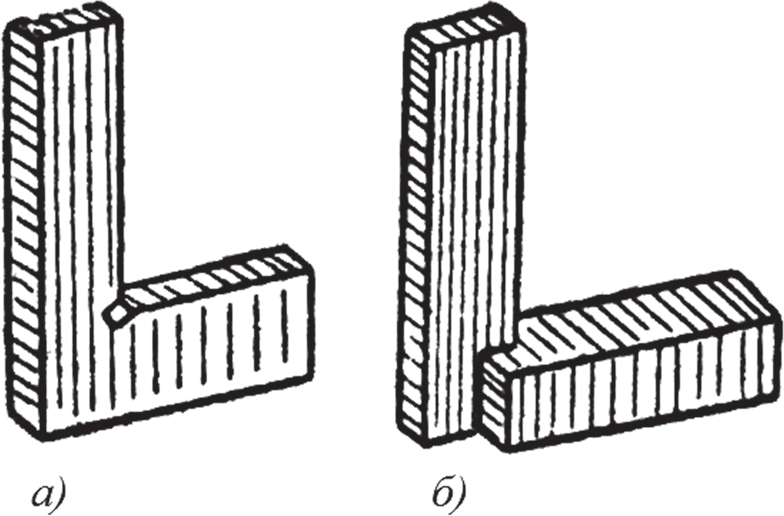
Рис. 6. Угольники
Угольники с широким основанием (рис. 6, б) отличаются тем, что короткая сторона их толще длинной. Они предназначены для проверки прямоугольности при установке изделия на проверочной плите.
Чертилка круглая является инструментом для нанесения разметочных рисок (рис. 7). Она изготовляется из круглой инструментальной стали марки У10 или У12. Рабочий конец чертилки закаливают до твердости 55–58 HRC на длине 20–30 мм и остро затачивают.

Рис. 7. Чертилки
В целях повышения износоустойчивости чертилок их концы иногда покрывают тонким слоем твердого сплава.
Для нанесения вертикальных рисок угольник устанавливается широким основанием на плиту, длинной стороной прислоняется к размечаемой поверхности в вертикальной плоскости (рис. 8, а). Выверяют положение кромки длинной стороной угольника в горизонтальной плоскости и чертилкой наносят вертикальную риску на размечаемой поверхности.
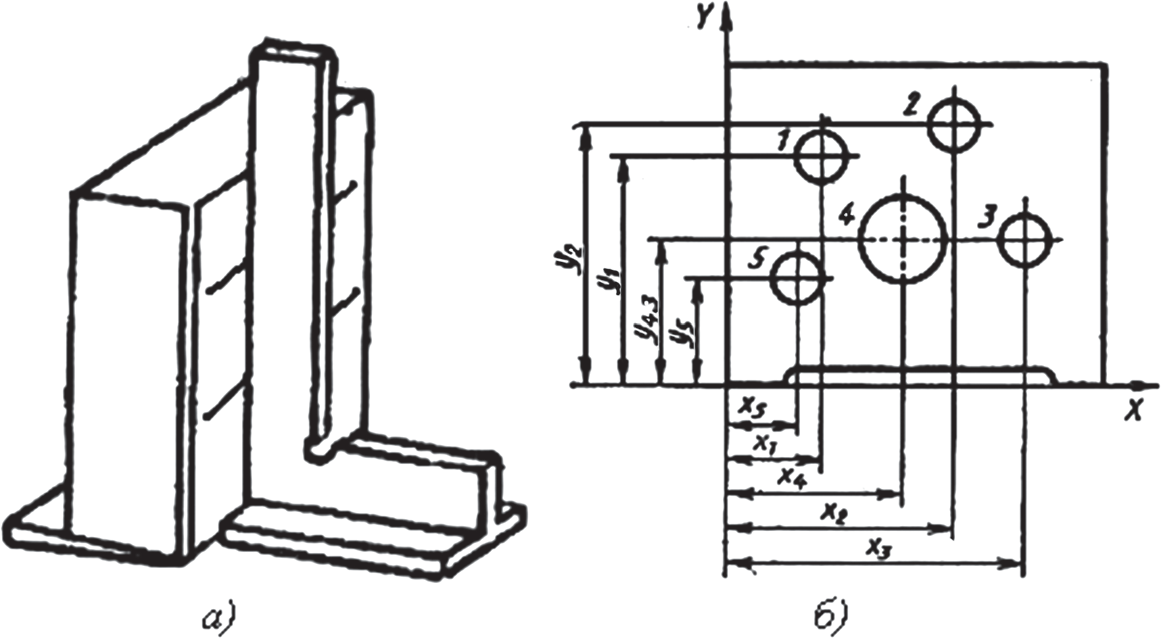
Рис. 8. Нанесение вертикальных разметочных линий
В результате повторения операций с нанесением горизонтальных и вертикальных рисок можно получить пересечение рисок, по которым впоследствии будут просверлены отверстия (рис. 8, б). Для того, чтобы взаимное расположение отверстий было более точным, необходимо их координаты наносить на плоскость от основания плиты и от боковой грани заготовки, если она вертикальна, или от произвольно проведенной вертикальной линии, но тогда необходимо пересчитать координаты положения вертикальных рисок от этой вертикальной линии.
Разметочные кернеры (рис. 9, а) служат для сохранения точности расположения отверстий при сверлении по разметке. Для этого необходимо накернить их расположение (на пересечении рисок сделать углубления, керны (рис. 9, б).
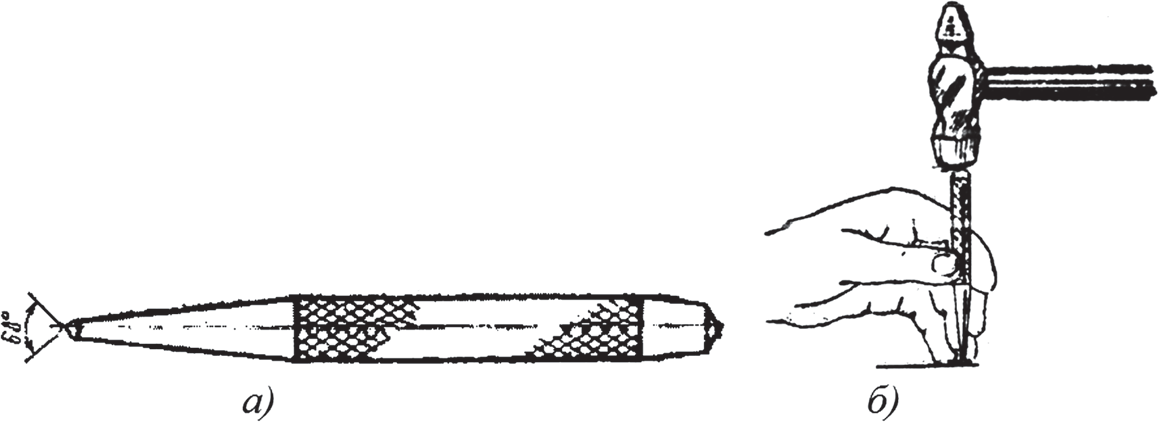
Рис. 9. Разметочный кернер (а) и накернивание (б)
Разметочные кернеры изготовляют из инструментальной стали У7А или реже У8А и подвергают термообработке. Острие кернера затачивают на конус с углом 60°.
При более точной разметке используют малые кернеры с острием, заточенным под углом 30–45°.
У кернера для наметки разметки отверстий, подлежащих сверлению, угол заострения делают равным 75°.
Во время работы разметочные риски становятся мало заметны из-за стружки, пыли, следов замасленных рук и т.п. Поэтому после нанесения рисок производят также их накернивание.
При работе кернер удерживают тремя пальцами левой руки (рис. 9, б). Опираясь на мизинец руки, кернер наклоняют в сторону от себя и совмещают его острый конец с центром перекрестия или с серединой разметочной риски. Найдя нужную точку и зафиксировав на ней мизинцем положение острия кернера, приводят кернер в положение перпендикулярное к накерниваемой поверхности, после чего правой рукой наносят резкий удар молотком по бойку кернера. Необходимо следить, чтобы в момент удара кернер и молоток находились на одной вертикали с тем, чтобы не произошло смещения острия кернера в момент удара молотком.
При ремонте часто приходится увязывать размеры сопрягаемых деталей, обрабатывая одну из деталей по другой. В таких случаях прибегают к разметке «по месту». Если, например, необходимо сместить резьбовые отверстия на корпусе под фланец, то фланец устанавливают в нужное положение, в крепежное отверстие вставляют направляющую втулку и через нее производят накернивание положения резьбового отверстия. После сверления и нарезания резьбы устанавливают фланец на место и через новое резьбовое отверстие крепят его к корпусу болтом. Затем через втулку накернивают положение остальных отверстий.
При накернивании контуров деталей центры этих углублений (кернов) должны располагаться точно на разметочных линиях, чтобы после обработки детали на ее поверхности оставалась несрезанной половина керна. На длинных рисках простого очертания керны располагают с шагом 20 ÷ 100 мм; на коротких рисках, а также в углах, перегибах и закруглениях — с шагом 5 ÷ 10 мм. На закруглениях керны располагают с меньшим шагом. На пересечениях рисок керны располагают в том случае, если это необходимо для последующей механической обработки (для сверления отверстий, сопряжения поверхностей, ограничения перемещения инструмента и т.п.).
Обработанные поверхности точных деталей обычно не накернивают либо же ставят керны на продолжении рисок — на боковых сторонах детали.
В ряде случаев на постоянном расстоянии от рабочих рисок наносят контрольные риски, которые не накернивают.
Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, а также для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Разметочные циркули бывают различными по конструктивному исполнению, но в основном состоят из двух шарнирно соединенных ножек со вставными иглами.
Особенностью конструкции циркуля на рис. 10, а является наличие устройства 3, которое дает возможность установить расстояние между иглами циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты 1 и 2 повышают точность этой установки. Сменные иглы 4 затягиваются гайками 5.
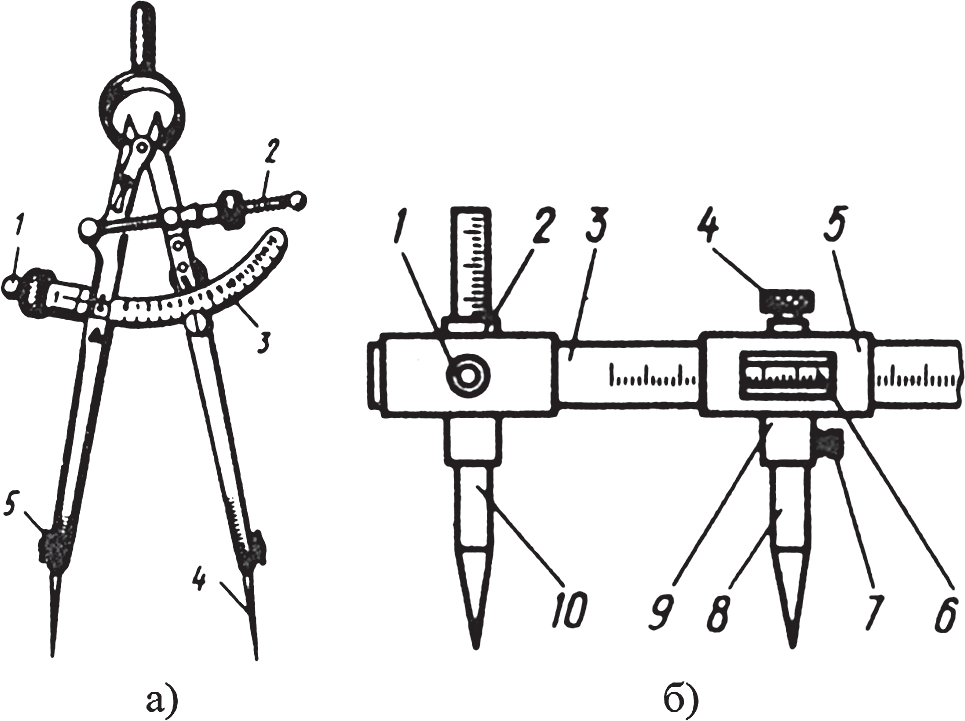
Рис. 10. Слесарные циркули: а — циркуль с измерительной шкалой; б — разметочный штангенциркуль
На рис. 10, б показан разметочный штангенциркуль, в основном предназначенный для разметки линий и окружностей больших диаметров. Он состоит из штанги 3 с миллиметровыми делениями и измерительных ножек — неподвижной ножки 2 с измерительной иглой 10, которая может устанавливаться по высоте и стопориться в нужном положении стопорным винтом 1, и подвижной ножки 9 с рамкой 5 и с нониусом 6, которая закрепляется на штанге 3 в нужном положении стопорным винтом 4. Стопорный винт 7 предназначен для закрепления вставной иглы 8 или резца.
Разметка будет более четкой, если поверхности заготовки, подлежащие разметке, окрасить меловой краской или раствором медного купороса, быстросохнущими лаками и красками. Краску берут готовую или приготовляют сами.
Меловую краску готовят из порошка мела, разведенного в воде, с добавлением небольшого количества растительного (льняного) масла и столярного клея. Для получения раствора медного купороса берут три чайные ложки купороса на стакан воды.
Меловым раствором покрывают черновые необработанные поверхности. Раствором медного купороса окрашивают только стальные и чугунные заготовки с предварительно обработанными поверхностями небольшой площади.
Источник



