
§ 3. ОСНОВНЫЕ СПОСОБЫ РАЗМЕТКИ.
Существует несколько способов разметки: по чертежу, шаблону, образцу и по месту.
Разметка по чертежу является наиболее распространенным способом. Переносить размеры детали с чертежа на заготовку даже в тех случаях, когда она вычерчена в масштабе 1 : 1, не разрешается. Нужно пользоваться цифровыми размерами, указанными на чертеже, и откладывать их при помощи измерительных и разметочных инструментов.
На заготовке в первую очередь проводят основные центровые (осевые) риски, определяющие положение базы. За базу может быть принята поверхность, линия, точка, по отношению к которым можно определить положение других поверхностей, линий и точек данной детали. После этого проводят горизонтальные и вертикальные риски, затем Заносят окружности, дуги и наклонные риски.
Разметка по шаблону является наиболее простым способом. К ней чаще всего прибегают в тех случаях, когда размечают несколько одинаковых заготовок. Применение шаблонов значительно ускоряет и повышает качество разметки. Разметка по шаблону заключается в наложении шаблона на размечаемую заготовку и очерчивании его контура, форма и размеры которого точно соответствуют чертежу.
Разметка по образцу отличается от разметки по шаблону лишь тем, что в этом случае не приходится изготовлять шаблон, так как его заменяет деталь. Этот способ разметки применяют при ремонтных работах, когда размеры снимают непосредственно с износившейся или сломанной детали и переносят на размечаемую заготовку.
Разметка по месту выполняется в тех случаях, когда по характеру соединений требуется собирать детали на месте. Для этого одну деталь накладывают на другую в таком положении, в каком они должны быть соединены, и размечают, как по шаблону.
Использование наиболее совершенных инструментов, приспособлений и шаблонов ускоряет процесс разметки, повышает качество работы и облегчает труд разметчика.
При разметке часто приходится выполнять вычисления. Для этой цели обычно пользуются счетно-решающим треугольником (рис. 16), который позволяет быстро определять необходимые элементы прямоугольных треугольников. Пользоваться счетно-решающим треугольником очень просто. Например, требуется определить катеты прямоугольного треугольника, если известно, что гипотенуза его равна 120 мм, а угол между гипотенузой и одним из катетов равен 25°.
Процесс решения состоит в следующем. На линейке при помощи ползуна 1 устанавливают заданный размер гипотенузы 120 мм и закрепляют винт 2. Затем устанавливают линейку 3, поворачивая ее относительно винта 4 и нониуса 5 на угол 25° (используя при установке стопорный винт 6). После этого прочитывают результаты решения на шкалах линеек 8 и 7. На шкале линейки 8 искомый размер катета будет равен 50,7 мм (при аналитическом расчете 50,64 мм), а на шкале линейки 7-108,7 мм (при аналитическом расчете 108,72 мм).
Этим прибором можно легко определить гипотенузу и угол, если известны размеры катетов, а также гипотенузу и катет, если известны второй катет и угол.
Для нахождения центра круглых деталей применяют центроискатели.
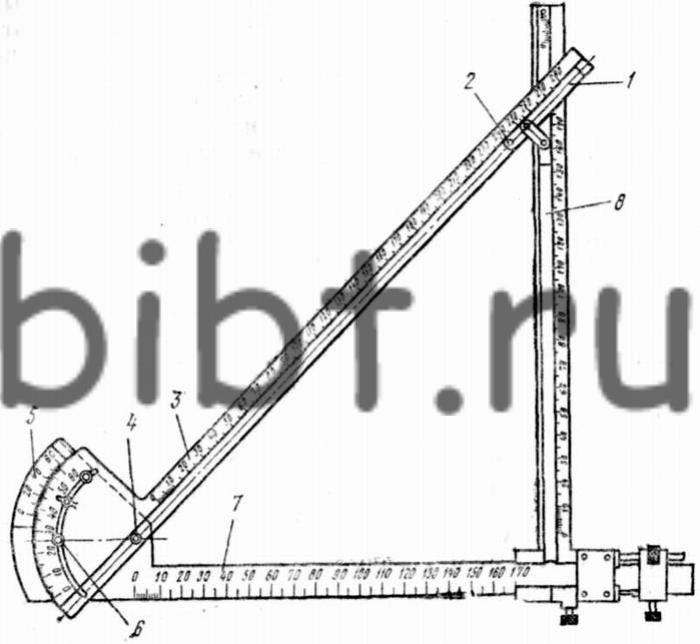
Рис. 16. Счетно-решающий треугольник
Источник
Pereosnastka.ru
Обработка дерева и металла
К разметке по образцу чаше всего прибегают при изготовлении детали, когда отсутствует чертеж.
Образцом служит старая (заменяемая) деталь. При снятии размеров с образца нужно учитывать износ и повреждения детали.
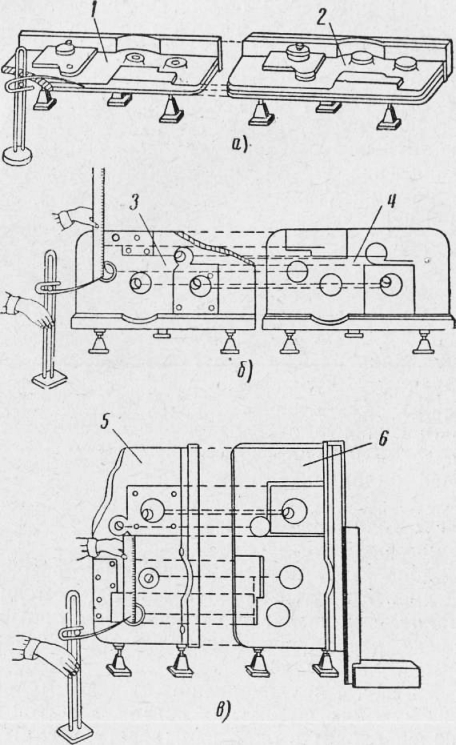
Перед разметкой образец и заготовку очищают от грязи, в отверстия заготовки забивают центровые пробки и проверяют заготовку на достаточность припуска. После этого деталь и заготовку устанавливают на плите рядом (рис. 2) с таким расчетом, чтобы припуски на заготовке распределились равномерно. Приступив к разметке, постепенно переносят на заготовку со старой детали все необходимые размеры.
Далее образец и заготовку устанавливают во второе положение, а затем в третье — каждый раз с тщательной выверкой. Установку заготовки по старой детали проверяют угольником по рискам, проведенным в предыдущем положении. При каждой установке переносят рейсмусом все размеры со старой детали на новую. Разметку заканчивают набивкой кернером углублений на рисках.
Разметка по месту производится во время сборки при подгонке деталей. Например, при разметке отверстий для болтов сначала размечают центры на одной детали и сверлят отверстия. Затем эту деталь прикладывают к другой и через ее отверстия размечают центры отверстий на другой детали. Первая деталь становится как бы шаблоном для разметки второй детали. Такая разметка применяется в основном при ремонтных работах.
При сборке громоздких деталей удобнее производить разметку по месту не по пригоняемой детали, а по специально сделанному шаблону.
Источник
Способы разметки деталей по образцу
Разметка по шаблону
Разметка по шаблону представляет собой наиболее распространенный и простой способ разметки;
этот способ применяют при изготовлении больших партий деталей, одинаковых по форме и размерам.
При разметке по шаблону (рис. 63, а) очерчивают контур детали на размечаемом материале по ранее изготовленному шаблону, форма и размеры которого точно соответствуют чертежу детали. Успех разметки по шаблону зависит от правильности заточки чертилки и ее установки по отношению к ребру шаблона, от неподвижности шаблона и плотности его прилегания к размечаемому материалу. Чертилка должна быть зато-
чена остро под углом около 15° и установлена так, чтобы образующая конуса чертилки скользила по контуру шаблона, а ее острие при врезании в металл оставляло риски (рис. 63, б).
Шаблон на размечаемом материале может быть установлен свободно или неподвижно. При свободной установке шаблон прижимают рукой к материалу. В тех случаях, когда шаблон нельзя удержать рукой, его крепят к размечаемому материалу струбцинами и грузом. Разметка производится по установленному шаблону чертилкой, одинарным прочерчиванием.
Брак при разметке по шаблону чаще всего получается из-за плохого крепления шаблона на размечаемом материале, что приводит к потере точности. Брак может образоваться, если

Рис. 63. Разметка по шаблону:
а — приемы разметки, б — правильная установка чертилки, в — чертилка заточена неправильно (большой угол заострения), г — чертилка поставлена неправильно
чертилка заточена неправильно, а также если образующая ее конуса скользит не по контуру шаблона (рис. 63, в, г).
Разметка по образцу
Разметка по образцу отличается от разметки по шаблону лишь тем, что в этом случае не приходится изготовлять шаблон, так как его заменяет образец готовой детали. Этот способ разметки широко применяется при ремонтных работах, когда размеры снимают непосредственно с готовой детали и переносят на размечаемый материал.
Разметка по месту
Разметка по месту обычно производится при сборке деталей больших размеров. В этом случае одна деталь размечается по другой в таком положении, в каком они должны быть соединены.
Чаще всего брак при разметке как по образцу, так и по месту получается из-за плохой установки деталей относительно размечаемого материала, что приводит к потере точности.
Источник
Разметка деталей и заготовок
Разметка – это операция нанесения рисок (меток) керном, рейсмасом, карандашом, маркером или мелом на поверхность заготовки, которые определяют центры отверстий посадочных мест или контуры деталей. Ее выполняют в основном при единичном или мелкосерийном их производстве. Разметку в сварных конструкциях выполняют только после сварки всех элементов конструкций и окончательной их обработки. Наиболее распространенными являются:
- Линейная. Применяется перед выполнением порезки резьбовых шпилек, фасонного проката, труб, проволоки, катанки и других материалов.
- Плоскостна я. Используется при обработке листов металла, дерева и полимерных материалов, при переносе размеров с шаблона на основную заготовку детали или с одной детали на другую. Подготовку листов осуществляют по развертке, либо по геометрическим построениям. При такой операции используются обычные приемы черчения с использованием разметочного инструмента.
- Пространственная. Размечают не только отдельные поверхности заготовок, находящихся в разных плоскостях, но и выполняют взаимную увязку таких поверхностей между собой.
- Разметка деталей по месту , которая заключается в нанесении центров отверстий для болтов, шпилек или других видов крепежа через отверстия в одной детали на поверхность другой. К примеру, через опорную часть корпуса детали размечают отверстия в базовом материале оснований под анкерные болты.
Перед выполнением разметки осуществляют тщательную проверку заготовки на предмет отсутствия недопустимых дефектов поверхности и формы (раковин, трещин, закатов и других). Затем анализируют возможность оптимального изготовления из этой заготовки детали с требуемыми размерами и расположения посадочных мест под крепежные изделия. После этого поверхности заготовки, при необходимости, полностью очищают, обезжиривают, а затем окрашивают для того, чтобы риски были хорошо заметны.
Отливки и поковки очищают стальными скребками, металлическими щетками (мелкие детали) или ротационными машинами (крупные детали), и после этого окрашивают разведенным в воде мелом или столярным клеем. Обработанные мелкие детали из стали и чугуна обезжиривают в растворе едкого натра и окрашивают нитроэмалью или нитрокраской.
Для безукоризненного выполнения пространственной разметки подготовленную заготовку устанавливают на специально предназначенную для такой цели чугунную разметочную плиту.
Источник
Слесарные работы. Разметка.

Разметкой называется операция нанесения на обрабатываемую деталь или заготовку рисок (контурных линий), определяющих границы, до которых разрешается снимать излишние слои металла. Разность между размерами заготовки до и после обработки есть припуск на обработку. Припуски, последовательно удаляемые при определенных операциях обработки, называются операционными.
Точность разметки колеблется от 0,2 до 0,5 мм. Степень точности разметки значительно влияет на точность дальнейшей обработки заготовки. Ошибки, допущенные при разметке, могут привести к тому, что окончательно обработанная деталь окажется браком. Но бывают и обратные случаи, когда заготовки, неточно отлитые и поэтому забракованные, можно исправить путем тщательной разметки, перераспределив припуски для каждой поверхности. Разметка делится на плоскостную и пространственную.
Плоскостная разметка выполняется на поверхностях плоских деталей, на полосовом и листовом материале, на поверхностях кованых и литых заготовок.
Пространственная разметка — это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу.
Разметка выполняется с помощью различных инструментов и приспособлений, к которым относятся чертилка, циркуль, рейсмус, штангенрейсмус, масштабный высотомер, угольники, угольники-центроискатели, корнеры, колокол, молоток, разметочная плита.
Чертилка употребляется для прочерчивания линий (рисок) на размечаемой поверхности по линейке, угольнику или шаблону. Риску проводят только один раз, она тогда получается чистой и правильной. Изготовляется из углеродистой инструментальной стали У10-У12. Концы ее на длине около 20мм закаливаются.
Циркуль служит для переноса линейных размеров с масштабной линейки на обрабатываемую деталь, деления линий на равные части, построения углов, разметки окружностей и кривых, для измерения расстояний между двумя точками с последующим определением размера по масштабной линейке. Существуют разметочные циркули простые (рис. 2а) и пружинные (рис. 2б). Простой циркуль состоит из двух соединенных шарнирно ножек 1, цельных или со вставными иглами. Для закрепления раскрытых ножек в требуемом положении на одной из них прикреплена дуга 3 с прорезью, а на другой — стопорный винт 2.
У пружинного циркуля ножки соединены пружинным кольцом. Разведение и сближение ножек производят вращением в ту или иную сторону разъемной гайки 4 по установочному винту 5. Ножки циркуля изготовляют из стали марок 45 и 50. Концы рабочих частей ножек на длине около 20 мм закаливают.
Рейсмус служит для проведения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмус (рис. 3) состоит из чугунного основания 1, стойки 2 и чертилки 3. Чертилку можно закреплять на любом месте стойки, повертывать вокруг оси и наклонять под любым углом.
Угольники-центроискатели применяются для нанесения рисок, проходящих через центр, на торцы круглых изделий. Угольник-центроискатель (рис. 4) состоит из двух планок, соединенных под углом, через середину угла проходит рабочее ребро линейки. Соединительная планка служит для жесткости прибора.
При разметке центров, размечаемую деталь ставят на торец. На верхний торец накладывают угольник так, чтобы планки, соединенные под углом, касались детали. По линейке чертилкой проводят риску. Затем поворачивают деталь или угольник примерно на 90 0 и проводят вторую риску. Пересечение рисок определяет центр торца детали.
Кернер (рис. 5) служит для нанесения небольших углублений на рисках. Этот инструмент представляет собой круглый с накаткой в средней части стержень, на одном конце которого имеется коническое острие с углом при вершине 45-60 0 ; другой конец кернера оттянут на конус; по этому концу при кернении наносят удары молотком.
Кернеры изготовляют из углеродистой инструментальной стали У7А. Их рабочую часть (острие) закаливают на длине около 20 мм, а ударную часть на длине около 15 мм.
Разметочная плита (рис. 6) — основное приспособление для разметки. Она представляет собой чугунную плиту с точно обработанными верхней поверхностью и боковыми сторонами.
На плоскости плиты устанавливают размечаемое изделие и производят разметку. При разметке употребляют различные приспособления в виде подкладок, призм, кубиков.
Основные этапы разметки.
Перед разметкой заготовку осматривают, проверяя, нет ли у нее пороков — раковин, пузырей, трещин, перекосов, правильны ли ее размеры, достаточны ли припуски. После этого намеченную к разметке поверхность очищают от окалины и остатков формовочной земли и удаляют с нее неровности (бугорки, заусенцы), затем приступают к окрашиванию поверхности, чтобы разметочные линии были отчетливо видны при обработке. Черные, т.е. необработанные окрашивают мелом, свежесохнущими красками или лаками. Чисто обработанные поверхности — медным купоросом.
Перед нанесением на окрашенную поверхность разметочных рисок определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей, полосового и листового материала, а также различные линии, нанесенные на поверхность, например, центровые, средние, горизонтальные, вертикальные или наклонные. Если базой является наружная кромка (нижняя, верхняя или боковая), то ее нужно предварительно выровнять.
Риски обычно наносятся в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления. Так как риски во время работы легко затереть руками, по линиям рисок набивают кернером небольшие углубления — керны. На обработанных поверхностях точных изделий разметочные линии не кернятся.
Разметка по шаблонам и по изделию шаблоном (рис. 7) называется простейшее приспособление, по которому изготовляют или проверяют однородные детали или изделия при серийном и массовом производстве. Разметочные шаблоны делают из листовой стали толщиной от 1,5 до 3 мм. Разметка по шаблону значительно упрощает и ускоряет работу.
 Рис. 7. Шаблоны.
Рис. 7. Шаблоны.
1 — для разметки контура плоской детали, 2 — для разметки шпоночного паза, 3 — для разметки отверстий.
Разметка линий от кромки детали. Наглядно этот способ показан на рис. 8
Брак при разметке и меры его предупреждения.
Брак может возникать как по причинам, не зависящим от разметчика, так и по его вине. Причины, не зависящие от разметчика — это работа по неверным чертежам, разметка на неправильной разметочной плите и неточных приспособлениях, пользование неточным или изношенным контрольно-измерительным инструментом.
Ошибка в размерах. Такая ошибка является результатом невнимательного чтения чертежа разметчиком, не разобравшемся в проставленных на чертеже размерах.
Неточность установки размеров по масштабной линейке. Здесь виной может быть либо небрежность разметчика, либо отсутствие у него достаточных навыков в пользовании разметочными и измерительными инструментами.
Неверное откладывание размеров, т.е. использование в качестве баз не тех поверхностей, от которых следовало вести разметку.
Небрежная установка детали на разметочной плите, т.е. неточная выверка ее при новых установках. Все эти ошибки разметки объясняются невнимательностью разметчика. После окончания разметки необходимо тщательно проверять правильность выполненной работы.
Источник



