
- Pereosnastka.ru
- Обработка дерева и металла
- Назначение напильника и правила работы с ним
- Технология работы напильником
- Как работать напильником
- Тип напильников Частота насечек/см
- Правила работы с напильником
- Техника безопасности
- Частые ошибки
- Что можно делать напильником
- Процесс опиливания
- Процесс пиления
- Процесс заточки
- Как наточить нож напильником
- Как заточить ножовку напильником
- Как точить цепь на бензопиле своими руками
- Как заточить коньки
- Как заточить напильник
Pereosnastka.ru
Обработка дерева и металла
Успешное выполнение операции опиливания зависит от правильного крепления заготовки в тисках, правильного положения (корпуса, ног и рук) работающего и рациональных рабочих движений в процессе опиливания.
Деталь зажимают в тисках так, чтобы обрабатываемая поверхность ее выступала над губками тисков не более чем на 5—8 мм.
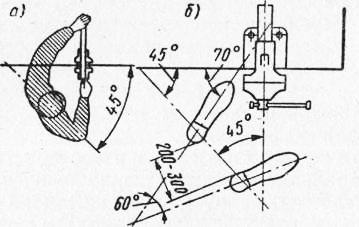
Положение работающего по отношению к тискам зависит от характера опиливания. Наиболее удобным положением следует считать такое, при котором корпус работающего составляет 45° с линией, проходящей через губки тисков (рис. 1,а). Левая нога слесаря должна быть выдвинута вперед носком в сторону рабочего движения напильника на расстояние 150—200 мм от переднего края верстака, а правая — отделена от левой на расстояние 200—300 мм так, чтобы угол между средними линиями ступней составлял примерно 60—70° (рис. 1,6). При снятии напильником толстых слоев металла, когда приходится нажимать на напильник с большой силой, правую ногу отставляют от левой на расстояние 500—700 мм, так как в этом случае она является основной опорой. При слабом нажиме на напильник, например при доводке или отделке поверхности детали, ноги ставят почти рядом.
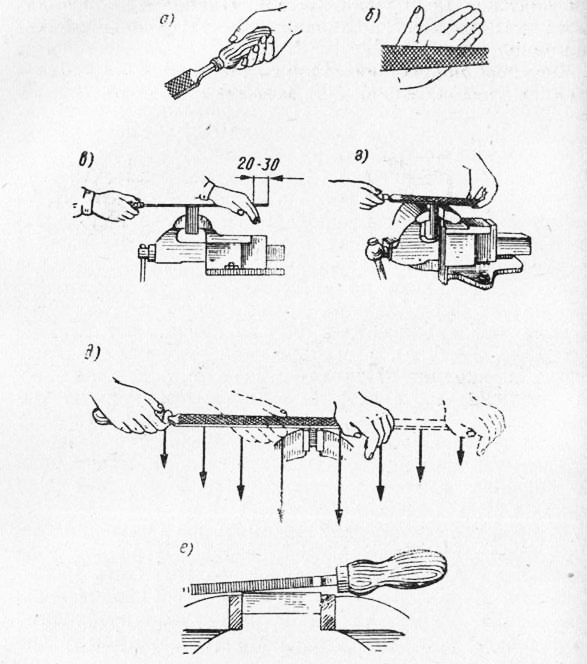
Существенное значение имеют приемы «хватки» напильника. Его следует брать в правую руку так, чтобы рукоятка упиралась в ладонь руки, четыре пальца захватывали рукоятку снизу, а большой палец помещался сверху (рис. 1, а). Левую руку накладывают ладонью поперек напильника на расстоянии 20—30 мм от его носка. При этом пальцы должны быть полусогнуты; они не поддерживают, а только прижимают напильник (рис. 1, в). Локоть левой руки должен быть слегка приподнят. Правая рука — от локтя до кисти— должна составлять с напильником прямую линию.
При доводке, когда опиливание ведется с незначительным усилием, можно нажимать на носок напильника не ладонью, а только большим пальцем левой руки (рис. 1,г).
В процессе опиливания нажимать на напильник следует только при движении его вперед. В начале хода напильника нажим левой рукой должен быть максимальным, а правой — минимальным. При перемещении напильника вперед нажим правой рукой необходимо увеличивать, а левой — уменьшать.
При нажиме на напильник с постоянной силой он в начале рабочего хода будет отклоняться рукояткой вниз, а в конце — носком вниз. При этом напильник будет «заваливать» края опиливаемой поверхности. В ряде случаев «завалы» могут получаться и вследствие других причин, например из-за чрезмерно глубокой установки заготовки при закреплении ее в тисках, губки которых имеют пологий подъем. В этом случае напильник будет отрываться от поверхности заготовки,что и приведет к образованию «завала».
Перемещать напильник в обратном направлении нужно свободно, без нажима, не отрывая его от опиливаемой поверхности, так как при этом теряется опора, а с утратой опоры пропадает уверенность в правильном положении напильника при последующем рабочем движении. При опиливании плоскостей напильник нужно перемещать не только вперед, но одновременно и в сторону— вправо и влево, чтобы опиливать равномерный слой металла со всей плоскости.
Качество опиливания в значительной мере зависит от умения регулировать силу нажима на напильник, что достигается опытом практической работы.
Частота движений напильника зависит от навыков и физической тренировки слесаря. Наиболее рациональным считается темп опиливания 40—60 двойных движений напильника в минуту.
Способы опиливания. Направление движения напильника, а следовательно, и положение штрихов (следа напильника) на обработанной поверхности может быть продольным, поперечным, перекрестным и круговым.
Работая напильником только в продольном или только в поперечном направлении, трудно получить правильную и чистую поверхность заготовки.
При поперечном опиливании напильник быстрее снимает слой металла, чем при продольном, так как он соприкасается с меньшей площадью опиливаемой поверхности и легче врезается в металл. Следовательно, для снятия больших припусков лучше применять поперечное опиливание . Процесс опиливания в данном случае можно завершить наведением продольного штриха на обрабатываемой поверхности.
Сочетание поперечного и продольного опиливания грани позволяет достигнуть нужной степени ее прямолинейности в продольном направлении.
Хорошие результаты по производительности и качеству поверхности при обработке плоскостей достигаются при опиливании перекрестным (косым) штрихом; движение напильника переносится при этом попеременно с угла на угол. Обычно вначале опиливают плоскость заготовки справа налево под углом 35—40° к боковой стороне тисков, а затем — так же слева направо. При опиливании перекрестным штрихом на поверхности заготовки должна все время сохраняться сетка, образуемая зубьями напильника. По этой сетке контролируется качество работы; отсутствие сетки на каком-либо участке поверхности указывает на неправильное положение напильника в этом месте.
Круговыми штрихами опиливание производят в тех случаях, когда с обрабатываемой поверхности нужно снять выступающие части металла.
Чистовое опиливание и отделка поверхностей. При опиливании обеспечивается не только заданная точность обработки, но и необходимая чистота отделки поверхности. Грубая отделка достигается обработкой драчевым напильником, более тщательная — личным напильником. Наиболее совершенная отделка получается при обработке бархатными напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками и др.
При отделке плоскости бархатными напильниками опиливание производится нанесением продольных и поперечных штрихов с легким нажимом на напильник. После отделки напильником поверхность в случае надобности обрабатывают абразивными брусками и шкурками всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку натирают стеарином.
Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. В ряде случаев шкурку навертывают на плоский напильник.
Очистка напильников от стружки производится стальными щетками, а также специальными скребками из стальной или латунной проволоки с расплющенным концом. При очистке напильников от каучуковой, фибровой и деревянной стружки их предварительно опускают на 15—20 мин. в горячую воду, а затем прочищают стальной щеткой. Замасленные напильники чистят куском березового угля, которым натирают поверхности вдоль рядов насечек, а затем уже прочищают стальной щеткой. Если такая очистка окажется малоэффективной, замасленный напильник следует промыть в горячем растворе каустической соды, очистить стальной щеткой, промыть в воде и высушить.
Способы измерения поверхности при опиливании. Контроль качества опиливания производится с помощью поверочных линеек, плит, угольников и кронциркулей. Правильность опиливаемой плоскости контролируется поверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если получился равномерный просвет по всей длине линейки, значит плоскость опилена правильно, но грубо. Такой просвет на поверхности получается из-за штрихов, оставляемых зубьями напильника, поэтому линейка плотно не прилегает.
Проверка на просвет производится вдоль, поперек и по диагонали контролируемой плоскости. Нельзя передвигать линейку по проверяемой поверхности, так как она быстро изнашивается и теряет прямолинейность.
Если плоская поверхность должна быть опилена особенно тщательно, ее проверяют с помощью поверочной плиты «на краску». Для этого на поверхность поверочной плиты с помощью тряпочного тампона наносят тонкий равномерный слой краски (синьки или сажи, разведенной в масле). Затем проверяемую деталь осторожно накладывают на поверхность плиты и -с легким усилием перемещают по всей ее поверхности. После снятия детали с плиты на выступающих участках поверхности детали остается краска. Именно эти выступающие участки и подлежат дополнительному опиливанию. Проверка производится до тех пор, пока не будет получена поверхность с равномерными пятнами краски.
В тех случаях, когда плоскость должна быть опилена под определенным углом к другой смежной плоскости, контроль осуществляется с помощью угольника.
Для проверки параллельности двух плоскостей пользуются кронциркулем, нутромером и штангенциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если ножки кронциркуля скользят по поверхности равномерно с легким трением, то плоскости после опиливания параллельны между собой.
При контроле параллельности сторон или измерении расстояния между сторонами с помощью штангенциркуля проверяемую деталь берут в левую руку, а штангенциркуль— в правую; большим пальцем правой руки сдвигают подвижную рамку инструмента до плотного соприкосновения с деталью и с помощью винта закрепляют ее. Затем деталь поворачивают противоположным концом и осторожно вводят в установленный раствор губок штангенциркуля. Наличие качания указывает на то, что одна сторона меньше другой.
Источник
Назначение напильника и правила работы с ним
Напильник – стальной брусок с насечкой на поверхности – эффективный и относительно недорогой инструмент для обработки изделий из металла, дерева и других материалов.
Как правильно работать с напильником, как его заточить и хранить все это подробно описано в данной статье.
Несмотря на кажущуюся простоту, работа напильником требует определенных навыков.

Понимание технологии позволяет обрабатывать материал с высокой точностью, сохраняя работоспособность изделия длительное время.
Технология работы напильником
Чтобы полностью раскрыть потенциал инструмента, нужно соблюдать ряд условий.
Далее – описание работы, актуальное для правшей.
Левшам нужно «отзеркалить» процесс.
Схема обработки детали напильником:
• деталь зажимают в тисках; длина обрабатываемой детали, выступающей за тиски, должна быть такой, чтобы не мешать обработке; но не более, иначе зажим будет слабым – вибрация не даст выполнить работу; рекомендуется зажимать изделие на уровне локтя опущенной руки;
• необходимо взяться за рукоять инструмента так, чтобы большой палец оказался сверху, а остальные снизу;
• большим пальцем левой руки (или двумя-тремя пальцами) следует придерживать, прижимать сверху, и задавать направление движения напильника;

• относительно тисков правильное положение корпуса и ног – около 45 градусов; левая нога при этом у верстака, а противоположная смещена чуть вправо и назад; при таком положении корпуса ног и рук при рабочем ходе инструмента основная нагрузка ложится на левую ногу, а при возвратном процессе – на правую;

• так как насечки напильника снимают материал только при движении вперед, прикладывать усилия нужно только в этой фазе; на старте рабочего хода усилие левой руки должно быть существенным, а правой – минимальным; соответственно, левшам на этой стадии правой необходимо увеличивать, а левой уменьшать нажим; чередование нагрузки называют балансировкой.
Одно из главных условий обработки – деталь должна сохранять плоскость.
Для этого необходимо чередовать направления движения.
Различают такие варианты опиливания:
• поперечное
продольная ось тисков должна составлять с напильником прямую линию – инструмент движется вперед-назад;
• перекрестное
напильник «работает» под углом 30-40 градусов;
• продольное
вперед-назад движется короткая часть напильника (работают, взявшись ладонью поперек напильника).

Варьируя нагрузку, нельзя снимать ее с детали совсем.
То есть, ладонью или большим пальцем корректируют нажим, не отрывая его (палец) от изделия.
Напильник двигают (перемещают) при обратном ходе с минимальным усилием.
В процессе работы необходимо регулярно проверять деталь.
Для контроля используют угольник, штангенциркуль или поверочную линейку.
Линейкой обработанную поверхность проверяют на просвет.
Инструмент берут одной рукой за середину и прикладывают ребро перпендикулярно поверхности детали.
Чтобы проконтролировать качество обработки изделия во всех направлениях, сперва линейку кладут в 2-3 местах по длинной стороне детали, после аналогично – по короткой и в конце по двум диагоналям.
О качестве работы говорит равномерный небольшой просвет между элементами.
Опиливая поверхность двух деталей, которые располагаются относительно друг друга под прямым углом, качество работы проверяют угольником.
Штангенциркуль применяют для проверки толщины – как двух изделий, так и одной детали в разных местах.
Как работать напильником
Существует много видов напильников.
Выше описана общая технология работы.
Но выбирают вариант, исходя из задачи.
• квадратного сечения работают с прямоугольными изделиями;
• прямоугольного сечения работают с различными поверхностями, в том числе и фасонными;
• треугольного сечения распиливают отверстия аналогичной геометрии;
• круглого сечения работают с округлыми отверстиями;
• полукруглого сечения работают с вогнутыми деталями.
По характеру опиливание бывает черновым и чистовым.
Главный критерий, определяющий характер работы и тип обработки – частота насечек.
По этому параметру напильники делятся на типы, представленные в таблице:
Тип напильников Частота насечек/см

Чем чаще насечка, тем более чистовую работу можно выполнить с помощью напильника.
Напильниками обрабатывают не только металл, дерево или пластик.
Например, продукция финской компании «Мирка» – мининапильник размером 20х42 мм – используется для удаления подтеков и грязи на поверхности, покрытой краской или лаком.

На другом полюсе – рашпили с мощными и редкими заусенцами.
Их используют для работы с деревом и резиной.
Далее – о том, как работать напильником так, чтобы он был эффективным помощником, который, к тому же, прослужит дольше срока, заявленного производителем.
Правила работы с напильником
Основные правила работы с напильником:
• новым бруском нужно работать только с мягким металлом; у нового инструмента есть заусеницы, которые легко ломаются при контакте с твердым материалом; прежде чем обрабатывать сталь или чугун, инструмент следует «обкатать» на латуни, свинце или бронзе; то же правило касается и работы с материалами, на которых есть корка или окалина – последние снимают или старым напильником, или точилом; в противном случае изделие очень быстро затупится;
• личнЫе варианты не используют для работы с оловом, свинцом и другими мягкими металлами; стружка подобных материалов быстро забивает насечку изделия и напильник начинает скользить;
• и в рабочем процессе, и при хранении нельзя складывать бруски с насечками в кучу; инструмент нужно держать отдельно друг от друга;
• напильники хранят в месте, защищенном от пыли и смазочных материалов – то и другое снижает режущую способность изделий; влажные условия, в свою очередь, приводят к коррозии;
• перед тем, как работать с вяжущим и мягким металлом, инструмент рекомендуется натереть мелом; это хорошая защита насечек от стружки;
• после работы бруски тщательно очищают от стружки, а после этого моют в керосине или бензине и кладут в сухое место.
Техника безопасности
Соблюдение техники безопасности при работе с напильником не гарантирует полноценную защиту от несчастных случаев.
Но следуя правилам, вы снижаете риски получить проблемы.
Чтобы комфортно и безопасно работать бруском, необходимо прочно закрепить деталь в тисках.
Не допускается работать инструментом с расколотой или треснутой рукоятью.
Нельзя удалять стружку голыми руками или сдувая ее – для этого придумали щетки.

Частые ошибки
Запрещается обхватывать носок бруска рукой – пальцы должны быть поверх плоскости изделия.

Исходя из рекомендаций по работе, можно понять, каких ошибок следует избегать. Не рекомендуется:
• работать с изделием, предназначенным для иной задачи; например, нерационально, для черновой обработки использовать брусок с частой насечкой;
• прикладывать усилия при обратном ходе инструмента;
• пренебрегать правилами безопасной работы;
• работать в одном направлении; избегая чередования вектора движения бруска, вы получаете неплоскостность поверхности обрабатываемой детали;
• игнорировать эксплуатационные правила; это одна из самых распространенных ошибок, ведущая к снижению срока службы инструмента;
• располагать корпус и ноги неправильно; некорректная позиция ведет к быстрому утомлению.

Что можно делать напильником
Обработка напильником многогранна.
С помощью правильно подобранного бруска выполняют различные типы работ.
Процесс опиливания
Это процесс описан выше.
Заключается он в обработке внешних поверхностей изделий из различных материалов.
При опиливании снимают слой материала, добиваясь поставленной задачи – снятия кромок, получения плоскости, среза заусениц и т. п.

Выбирают инструмент, руководствуясь формой опиливаемой поверхности.
Процесс пиления
Пилением (или распиливанием) называют обработку отверстий.
Сечение инструмента подбирают, учитывая форму обрабатываемого элемента. Подготовка к пилению бруском заключается в:
• разметке и накерновании;
• сверлении по размеченным рискам и, если нужно, пробивке пройм.
Характер процесса зависит от формы отверстия и сечения инструмента.
Точность работы контролируют вкладышем.
Последний должен входить в отверстие свободно, но плотно и без перекосов.
Процесс заточки
Заточка инструмента – еще один результат, которого можно достичь, работая напильником.
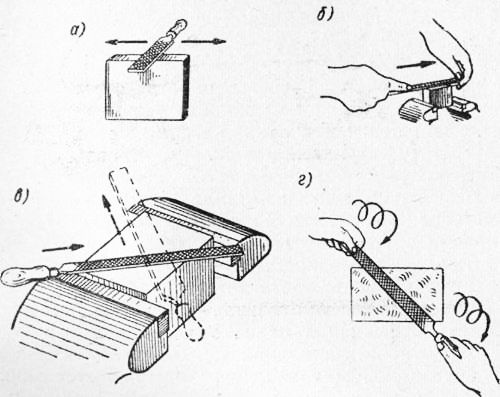
Используя специальные бруски, умельцы затачивают ножи, цепи бензопил, ножовки, коньки и т. д.
Далее – о том, как работать специнструментом в том или ином случае.
Как наточить нож напильником
Для заточки ножей лучше использовать специализированные изделия.
Но если под рукой только напильник, можно пустить в дело его – нож после использования бруска будет «работать» вполне сносно.
Для работы подходят бруски с мелкой насечкой.

В любом случае работать придется грубо – даже бархатные напильники далеки рельефом от мелкозернистых точильных брусков.
Подобная заточка хороша тогда, когда режущая кромка ножа очень сильно затупилась – разница «до и после» будет хорошо заметна.
Но если необходим более качественный результат, нужно использовать брусок совместно с мусатом – своеобразной разновидностью напильника.
В этом случае бруском работают в черновом формате, а мусатом доводят кромку до ума.
Что касается технологии заточки напильником, она аналогична процессу на точильном камне.
Средний угол лезвия ножа относительно инструмента – 30 градусов.
Как заточить ножовку напильником
Выбор напильника зависит от типа зубьев ножовки. Последние бывают трех типов:
• для продольной распиловки;
• для поперечной;
• для универсальной.
С продольными ножовками работают ромбовидным инструментом или надфилем.
С поперечными работают трехгранными напильниками с мелкой насечкой.

Для универсальных подходят ромбовидные «мелкозернистые» или грубый надфиль.
Угол заточки – в пределах 30-60 градусов, зависит от материала зубьев.
При работе нужно отталкиваться от параметров зубцов – угла, радиуса и высоты.
Если высота в процессе эксплуатации пилы стала малой, ее предварительно увеличивают пропилами.
Очень важно при заточке повторить оригинальный профиль.
Для работы необходимо прочно закрепить ножовку в тисках.
Некоторым удобней вертикальное расположение кромки, другие предпочитают вертикальную позицию.
Важно работать по схеме двусторонней заточки – сперва проходят по одной стороне зубьев, затем по другой.
Подробности о заточке ножовки напильником смотрите здесь
Как точить цепь на бензопиле своими руками
Для заточки цепи бензопилы используют:
• круглые и плоские напильники;
• тиски;
• специальное роликовое приспособление-шаблон.
Основные диаметры брусков (мм):
Круглым затачивают, плоским корректируют высоту зубьев.

Как правильно точить цепь бензопилы:
• зафиксируйте бензопилу и установите ее на тормоз;
• установите шаблон так, чтобы стрелки на нем «смотрели» в сторону ведомой звездочки;
• круглый инструмент располагается в центре шаблона, перпендикулярно роликам;
• при движении брусок слегка касается роликов;
• нажим на брусок только при движении вперед;
• количество движений одинаковое для всех зубьев – нельзя работать эклектично;
• для удобства обработанные зубья маркируют;
• после проходки по одной стороне пилу переворачивают, и работают аналогично с другой стороной.
Толщину стружки контролируют с помощью ограничителя (шаблона) глубины реза.
Для этого применяют плоский напильник.
Как заточить коньки
Понимание того, как заточить коньки, пригодится даже тем, кто обращается за помощью к станку.
Доводить до ума коньки все равно лучше вручную.
Чтобы работать с «обувью», понадобится надфиль – маленький напильник.
Его диаметр должен быть равен или несколько больше толщины лезвия коньков.
Кроме этого, понадобится нехитрое приспособление в виде бруска дерева с пропилом посередине.

Толщина и глубина паза равна толщине и глубине лезвия.
Внизу пропил слегка расширен, чтобы в него влез надфиль.
Как работать с этим приспособлением:
• конек зажимают в тисках, после чего на лезвие надевают брусок с напильником;
• легкими усилиями протачивают канавку, а затем – уже более мощным нажимом – ее углубляют.
«Работать» на льду в такой «обуви» еще сложно – лезвия нужно довести до ума.
Для этого уже используют наждачную бумагу – 400-600, а затем около 1000.
Острота кромки и глубина канавки зависят от льда и характера катания по нему.
Ровный лед и быстрое катание требуют острых кромок и канавки глубиной 1,3-2,5 мм.
«Работая» на рыхлом льду, параметры остроты и глубины лезвия следует уменьшить.
Как заточить напильник
Как бы вы бережно ни обращались с напильниками, со временем они все равно тупятся, и работать с ними становится сложно или невозможно.
Есть два основных варианта заточки – механический и химический.
Механический способ требует низкооборотной бормашины и тонкого алмазного диска.
Поскольку дискодержатели обычно очень плохо «работают» с фронтальным торцом, держатель поправляют на оборотах об абразив.
Плюс, на зажимной винт желательно намотать несколько витков обычной нити.

Диском работают так, чтобы его торец шел по фронтальной кромке ряда, а боковая передняя часть обрабатывала тыльную сторону предыдущего ряда.
Чтобы заточить одну сторону, в среднем, нужно работать около 20-30 минут.
Чтобы получить рашпиль, ряды стачивают через один.
Надфили требуют более ювелирной работы, микроскопа и бора из китайского спеченного сапфира.
Но и здесь нет ничего невозможного – просто работать придется дольше и аккуратней.
Как заточить напильник химическим способом:
• инструмент очищают, и обезжиривают;
• ацетоном удаляют масляные загрязнения между насечками; при необходимости, спецсредством удаляют ржавчину;
• затупившийся брусок помещают в раствор воды (86%), азотной кислоты (8%) и серной кислоты (6%).
Эта смесь способна протравливать металл в глубину – зубья не страдают, а углубления между ними становятся еще глубже.
Травят брусок таким образом максимум 10 минут.
После этого его промывают водой и тестируют. Если работать им все еще проблематично, процедуру повторяют.
Источник



