
- Движение электрода при сварке: способы ведения электрода, выбор оптимального угла наклона электрода
- Способы ведения электрода
- Угол наклона электрода
- Углом вперёд
- Углом назад
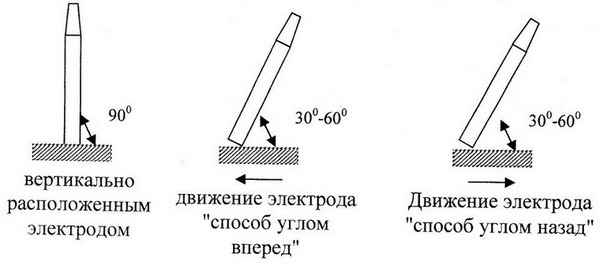
- Под прямым углом (90 градусов)
- Расстояние между электродом и свариваемой деталью
- 3 лучших техники движения электродом при обучении электродуговой сварке начинающих
- Понадобится
- Процесс обучения электросварке
- Смотрите видео
- Секреты сварки электродом
- Секреты сварки электродом
- Способы сваривания электродом
- Сварка труб электродом
Движение электрода при сварке: способы ведения электрода, выбор оптимального угла наклона электрода
Зажжение дуги можно осуществить двумя способами:
- Электродом прикасаются к соединяемому металлу, а затем удерживают его на дистанции 3-4 мм, поддерживая состояние дуги. Время соприкосновения должно быть очень коротким, в противном случае, электрод приварится к детали;
- Как и при зажжении спички, электрод быстрым боковым движением (примерно под углом 15 градусов) соприкасается с заготовкой, а далее удерживается на расстоянии 2-3 мм.
Чтобы получить сварочный шов высокого качества, рекомендуется проводить работу короткой дугой.
Если подносить электрод под углом 90 градусов к месту соединения, тогда, расплавляясь, он хорошо растекается и равномерно заполняет всю сварочную ванну.
Необходимо соблюдать оптимальный угол наклона электрода. Если варить с очень острым углом, то не удастся прогреть основной металл. В этом случае шов получится малой ширины, но высокий. Края будут непроваренными, что снизит прочность полученной конструкции.
Чтобы достичь высокой прочности соединения, необходимо проводить всю сварку с одной скоростью и поддерживать одинаковый угол наклона. Тогда присадочный материал равномерно заполнит все необходимые пустоты, что обеспечит высокое качество шва.
Однако бывают случаи, когда изменение наклона необходимо. Примером может быть сварка труб.
В процессе сварки не нужно сильно напрягаться, не стоит сильно сжимать ручку держателя, движения должны быть свободными.
В финале работы для предотвращения образования кратера нужно приподнять конец электрода.
Способы ведения электрода
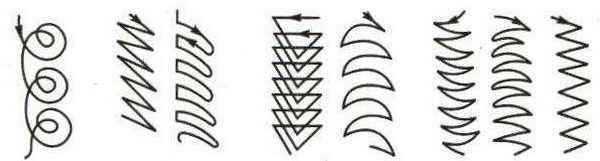
Недочёты, возникшие от удержания неправильного угла наклона, можно исправить, если в точности соблюдать технику ведения сварки. Существует три основных способа ведения электрода при сварке:
- По ломаной зигзагообразной линии. Таким способом можно соединять заготовки без наличия скоса кромок. Используется при сварке изделий, толщина которых не превышает 6 мм. Высококачественные швы выходят, если проводить работу встык и в нижнем положении.
- Круговые или эллипсоидные движения. Данный способ используется для соединения конструкций из легированных сталей, при этом шов должен находиться в вертикальном положении. Такой метод гарантирует хороший прогрев свариваемых деталей.
- Движения треугольником. Чаще всего используется при соединении труб с неповоротным стыком. Свариваемые детали должны быть толщиной более 6 мм. Данный метод позволяет тщательно проварить корень шва и гарантирует необходимый прогрев средней части шва.
Угол наклона электрода
Работу можно проводить, держа электрод под разными углами. На подбор угла наклона оказывает воздействие множество факторов: толщина соединяемых деталей, вид металл, положение конструкции в пространстве. Выделяют три основных метода ведения электрода.
Углом вперёд
При данном методе электрод располагается под углом от 30 до 60 градусов. Удаётся прикрыть сварочную ванну от попадания вредных газов, но при этом образуется значительное количество шлака. Если он попадает впереди шва, то его можно вытеснить расплавленным металлом.
Наклон уменьшают в случае, если формируется большое скопление шлака впереди сварочной ванны. В редких случаях можно доводить до перпендикулярного положения. К этому прибегают при чрезмерном скоплении шлака. В противном случае, он не успеет застыть и заполнит всю ванну, погасив при этом сварочную дугу.
Чтобы исправить это, рекомендуется зажигать дугу под прямым углом и понемногу менять его, стараясь контролировать процесс образования шлака.
Применяется данный способ, если необходимо обеспечить разогрев небольшой глубины основного материала для образования вертикального шва на швеллере, для проварки корневого шва толстых металлических заготовок.
Углом назад
Главным отличием от предыдущего метода является то, что электрод наклоняется в другую сторону. При таком способе шлак сразу выталкивается из сварочной ванны назад. Он должен следовать за электродом, накрывая собой расплавленный металл, чтобы тот равномерно остывал.
Данный метод используется для провара корневого шва толстых металлических изделий при сваривании угловых соединений труб.
Под прямым углом (90 градусов)
Сваривать соединения таким способом очень трудно, процесс требует определённых навыков от сварщика.
Применяется данный метод для работы в труднодоступных местах, где нет возможности установить другой угол наклона. При таком способе удаётся достичь средней глубины провара металла.
Какой бы угол наклона ни был выбран, необходимо соблюдать баланс положения шлака в сварочной ванне. Он не должен сильно отставать от электрода, но и не должен скапливаться впереди в большом количестве.
Расстояние между электродом и свариваемой деталью
Важным параметром является то, на каком расстоянии находится электрод, так как это отразится на качестве полученного шва, его размерах и форме, а также шероховатости.
Электрическая дуга может быть:
Идеальная длина сварочной дуги 2-3 мм.
Работать электродом на очень малом расстоянии рекомендуется для сваривания корневых швов толстых заготовок. При этом нет необходимости проводить поперечные колебательные движения. Устанавливается средняя или максимальная сила тока.
Дуга является короткой, если расстояние до свариваемого участка составляет половину от диаметра используемого электрода. При работе на такой дистанции увеличивается глубина проплавления заготовок, а ширина шва уменьшается. Короткую дугу активно применяют для вертикальной сварки.
Длина средней дуги равняется толщине используемого электрода. В этом случае возрастает напряжение, и существенно расширяется шов.
Длинная дуга составляет 150% от диаметра выбранного электрода. Проводить работу на таком расстоянии нежелательно, так как шов получается значительно шире, сокращается глубина проплавления, возникает разбрызгивание раскалённого металла.
Источник
3 лучших техники движения электродом при обучении электродуговой сварке начинающих

Чтобы сварочный шов при ручной дуговой сварке получился прочным и аккуратным, помимо осевого и продольного перемещения электрода, его необходимо двигать и в поперечном направлении. Существуют множество видов этого движения электрода. Ниже рассмотрим и осуществим три самых простых их вида, но, в то же время, наиболее часто используемые.
Понадобится
- Стальной толстый круг;
- электродрель;
- угольник и маркер;
- сварочное оборудование;
- молоток для отбивки шлака и щетка.
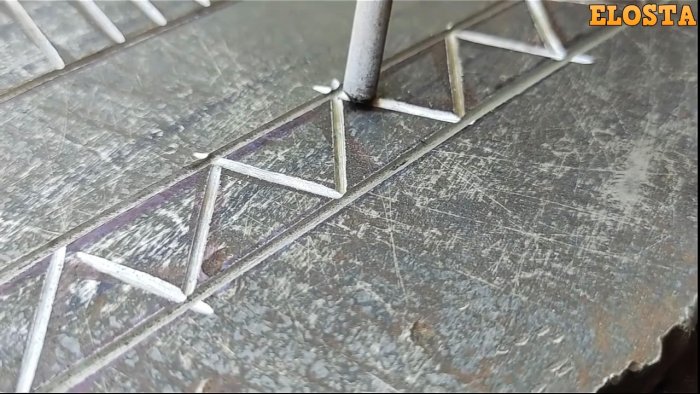
Процесс обучения электросварке

С помощью угольника и маркера проводим на поверхности стального круга три «дорожки», ограниченные двумя параллельными прямыми, в пределах которых нанесем траектории движения конца покрытого электрода трех видов.

Первую условно назовем прямоугольной. Траекторию электрода воспроизведем маркером, который сперва движется справа налево, затем короткое расстояние вниз по ограничительной прямой, далее справа налево параллельно первой поперечной прямой, снова вниз по другой ограничительной прямой, и так до самого конца дорожки.
Вторая траектория представляет собой зигзагообразную ломаную линию в пределах двух параллельных ограничительных прямых, которую также воспроизводим с помощью маркера.
Параллельные ограничительные линии и их «заполнение» углубляем с помощью отрезного диска и болгарки. Эти линии-канавки облегчат нам обучение сварке, поскольку электрод будет направляться ими по нужной траектории, а сварной шов в основном будет локализовываться в их пределах.


Обучение начнем с зигзагообразного поперечного движения электрода, как наиболее простого в воспроизведении.
При реализации этого способа не следует задерживать надолго электрод в крайних точках, тогда шов получится одинаковым по высоте и ширине от начала до конца.

Отбив шлак и прочистив зигзагообразный сварной шов щеткой, убеждаемся, что он вышел таким, как мы и предполагали.


Прямоугольную траекторию поперечного движения электрода вначале также воспроизводим без подачи на него напряжения, чтобы отработать и почувствовать, как его пройти от начала до конца в пределах ограничительных прямых.

Затем повторяем эти движения уже с подачей напряжения на электрод. При этом способе перемещения электрода главное – выдерживание равномерной скорости движения электрода по траектории сварочного шва.
Если нам это удастся, то после удаления шлака и прочистки шва щеткой, мы увидим аккуратный шов – верный признак того, что он максимально прочен по всей длине. Видим, что такое движение электрода по сравнению с зигзагообразным, обеспечивает большую ширину сварочного шва.


Наконец, углубляем болгаркой зону между двумя параллельными линиями, близко расположенными друг к другу. Здесь мы потренируемся в воспроизведении т. н. ниточного шва, при котором поперечные движения электрода не совершаются.
Этот шов легче всего воспроизвести в натуре. Необходимо лишь выдерживать длину дуги и равномерно перемещать электрод от начальной до конечной точки. Шов при этом способе получается наиболее узким. Его обычно применяют при сварке тонких листов металла.
Смотрите видео
Источник
Секреты сварки электродом
Сварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета. Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.

Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
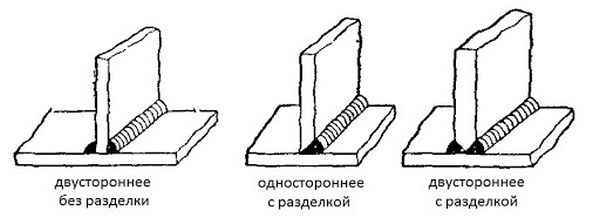
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.

Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».

Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Источник



