
- ЭЛЕКТРОлаборатория
- 6 мыслей о “Ремонт силового кабеля.Прожиг изоляции.”
- Добавить комментарий Отменить ответ
- Чем «жгут» высоковольтные кабели?
- Технология процесса прожига
- Типы прожигающих установок
- Важные параметры прожигающих установок
- Возможность непрерывного прожига
- Синхронизация работы с устройствами высоковольтного прожига
- Контроль оператором тока прожига
- Энергопотребление, возможность полноценно работать от автономного источника питания ограниченной мощности
- Мощность прожигающей установки
- Длительность работы без перегрева
- Сравнение стоимости установок для прожига высоковольтных кабелей
ЭЛЕКТРОлаборатория
Доброе время суток, друзья.
Сегодня продолжим цикл статей по ремонту силового кабеля. Рассмотрим порядок прожига изоляции специальной установки
Для эффективного использования существующих методов определения места повреждения кабельных линий необходимо, чтобы переходное сопротивление изоляции в месте повреждения было от единиц до десятков кОм.
В большинстве случаев для этого необходимо прожигание изоляции кабельных муфт, прожигание изоляции кабельных жил вместе их повреждения и разрушение металлического спая (сварки) жил кабеля и оболочки при однофазных повреждениях.
После снижения сопротивления в месте повреждения используется один из самых эффективных методов — акустический.
В случае невозможности определения места однофазного повреждения на трассе кабельной линии акустическим методом (сильные акустические помехи, большая глубина прокладки кабеля, отсутствие документации на прокладку кабеля и т.д.) производят прожигание места повреждения с помощью силовой прожигающей установки в целях перевода однофазного повреждения в междуфазное (двухфазное).
Определение места повреждения в этом случае осуществляют индукционным методом.
Описание методов определения мест повреждений кабельных линий приведены в предыдущих статьях.
Прожигание производят за счет энергии, выделяющейся в канале пробоя. При этом происходит обугливание изоляции в месте повреждения и снижение переходного сопротивления.
Следует отметить, что прожигание также позволяет сравнительно просто выявлять повреждения в концевых заделках и на вскрытых кабелях по нагреву, появлению дыма и запаха гари. Следует иметь в виду, что эффективный прожиг имеет место лишь до тех пор, пока значение сопротивления в месте повреждения имеет тот же порядок, что и внутреннее сопротивление прожигательной установки.
Практически нельзя создать прожигательную установку, обеспечивающую достаточно высокое напряжение и малое внутреннее сопротивление. Поэтому единственно целесообразным методом прожигания является ступенчатый способ
Сущность его состоит в смене источников питания по мере снижения напряжения пробоя и сопротивления в месте повреждения. Источник питания более низкого напряжения легче сконструировать с меньшим внутренним сопротивлением. В настоящее время прожигающие установки имеют от 3 до 6 ступеней прожигания.
Прожигание может проводиться как на постоянном, так и на переменном токе. Верхние ступени прожигания выполняются на выпрямленном напряжении, а последняя ступень на переменном напряжении.
Рассмотрим три основных случая прожигания в силовых кабелях.
1. Прожигание изоляции кабельных муфт .
В кабельных муфтах возникают повреждения, вызванные дефектом монтажа, а также воздействием климатических факторов (возникновение трещин и пустот в мастике). Данный вид повреждений выявляется при профилактических испытаниях.
С помощью испытательной высоковольтной установки на поврежденной жиле кабеля, поднимается напряжение до пробоя.
При этом, если после нескольких пробоев напряжение пробоя не снижается или при сниженном напряжении электрическая прочность вновь возрастает, то такой характер процесса указывает на повреждения соединительных (и очень редко концевых) муфт.
В соединительных муфтах часто образуются трещины, пустоты, играющие роль как бы разрядников в газовой среде. Газы образуются вследствие разложения кабельной массы под действием дуги.
В момент пробоя в таких полостях давление резко повышается, способствуя гашению дуги. Кроме того, разряды в муфтах по более удлиненным, чем в кабеле, путям расплавляют кабельную массу, заливая канал разряда свежей массой. Такие пробои носят название «заплывающий пробой».
Если через 5 — 10 мин непрерывного повторения пробоев разрядное напряжение не снижается, прожигание следует прекратить. Для определения места повреждения кабельной линии в этом случае необходимо использовать один из методов, наиболее соответствующий значению достигнутого переходного сопротивления.
2. Прожигание изоляции кабеля.
При профилактических испытаниях повреждение может быть выявлено непосредственно в кабеле. При этом, если изоляция хорошо пропитана маслом, пробои могут повторяться длительное время до 5 — 10 мин, а иногда и дольше.
После многократного повторения разрядов напряжение пробоя начинает снижаться, что позволяет (при максимальном значении тока испытательной установки) иметь повышенную частоту пробоев.
Как только напряжение пробоя снизится до более низких значений, включают прожигательную установку на верхнюю ступень прожигания.
После того как произойдет осушение и обугливание изоляции, процесс непрерывного чередования заряда и разряда в кабеле переходит в устойчивое протекание тока через место повреждения с постепенным снижением переходного сопротивления.
При этом, как только удается снизить напряжение прожигания, необходимо переключить прожигательную установку на более низкую ступень прожигания. В процессе прожигания сопротивление в месте повреждения может увеличиться и в этом случае необходимо вернуться на более высокую ступень прожигания, чтобы добиться снижения сопротивления в месте повреждения и напряжения прожигания. На низких ступенях прожигания при больших токах в канал повреждения попадают частицы расплавленного металла, как жилы, так и оболочки кабеля, что вызывает значительное снижение сопротивления в месте повреждения. При образовании сплошного металлического канала переходное сопротивление снижается до долей Ом.
В случае, когда необходимо перевести однофазное повреждение в междуфазное, используется схема, изображенная на рис.11.
С помощью прожигательной установки осуществляется прожигание изоляции поврежденной жилы L3 кабеля. Испытательная установка постоянного тока включена на две неповрежденные жилы и через разрядник к поврежденной жиле L3.
Емкость двух жил кабеля заряжается с помощью испытательной установки до напряжения пробоя разрядника, которое устанавливается равным 5 — 10 кВ, и импульс тока разряда разрушает образующийся под действием тока от прожигательной установки проводящий мостик в месте повреждения.
Периодическое создание за счет тока прожигания и разрушение вследствие тока разряда емкости двух неповрежденных жил проводящего мостика увеличивает объем разрушения изоляции.
Наличие напряжения от испытательной установки на неповрежденных жилах кабеля в переходном режиме увеличивает вероятность пробоя этих жил на поврежденную. В случае пробоя становится невозможным поднять напряжение от испытательной установки, вследствие чего перестает срабатывать разрядник.
Следует отметить, что не всегда удается перевести однофазное замыкание в междуфазное, а увеличение напряжения испытательной установки и напряжения срабатывания разрядника может привести к пробою изоляции жил кабеля в другом месте.
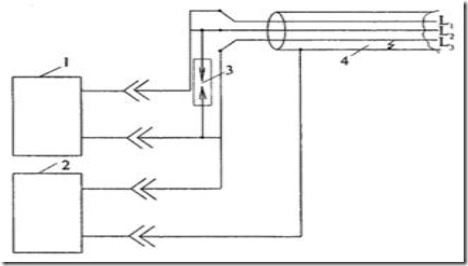
Рис. 11. Схема подключения оборудования при переводе однофазного повреждения в междуфазное (двухфазное):
1 — испытательная установка постоянного тока; 2 — прожигательная установка; 3 — разрядник; 4 — поврежденный кабель
В случае, когда прожигание происходит в течение длительного времени при постоянном токе от прожигательной установки, а сопротивление в месте повреждения не снижается и составляет около 1000 — 5000 Ом, прожигание следует прекратить, так как место повреждения с отверстием в оболочке кабеля может находиться во влажной среде.
Снизить сопротивление в месте дефекта при таких повреждениях не удается .
3. Разрушение металлического спая (сварки) при однофазных повреждениях.
Если через поврежденную жилу кабеля длительно протекал ток однофазного короткого замыкания на оболочку, то в месте повреждения возможно сваривание токоведущей жилы с экранирующей оболочкой.
Разрушить место сварки прожиганием часто не удается, без чего не всегда можно определить место повреждения на трассе кабельной линии.
Для разрушения места спая можно использовать батарею конденсаторов, емкость которой изменяется в зависимости от их соединения (параллельное, последовательное) от 5 до 200 мкФ при напряжении заряда 30 и 5 кВ соответственно.
При этом дополнительно используется емкость неповрежденных жил кабеля относительно оболочки.
Конденсаторы, подключенные к поврежденной жиле и оболочке кабеля через управляемый разрядник, заряжаются от высоковольтной испытательной установки.
При импульсном разряде конденсаторов происходит разрушение проводящего спая за счет ударных электродинамических воздействий, сопровождающих протекание тока разряда.
При достаточно прочных спаях, когда подобным способом разрушить их не удается, используют «отжигающие» установки, представляющие собой регулируемые выпрямительные устройства с пределами измерения выпрямленного тока от нуля до 1000 А.
В этом случае разрушение спая происходит за счет его расплавления при прохождении через него тока большой величины.
6 мыслей о “Ремонт силового кабеля.Прожиг изоляции.”
Добрый день! Только начинаем работать с прожигающими установками и тут возникает такая задача: кабель АСБ, на расстоянии 700 метров (по рефлектометру) обрыв, при этом замыкание трех фаз между собой и на броню. Броня заземлена, с другого конца кабеля доступа нет. Прожечь не удается, так как нет места, относительно которого можно подключить прожиг. Можете что нибудь посоветовать в такой ситуации?
Добрый вечер, Александр.
Я бы Вам рекомендовал добиться разрешения работать с другой стороны КЛ.
И еще замыкание фаз между собой с каким сопротивлением? Просто если замыкание с сопротивлением близким к нулю Ом, то подключение генератора импульсов к замкнутым жилам в Вашем случае (при обрыве) должно привести к прекращению или сильному затуханию сигнала после места повреждения.
А далее уже емкостным методом можно полностью лакализовать место повреждения.
И еще раз повторяю, Вам не имеют права отказать работать на КЛ с любой стороны, если линия находится на Вашем балансе.
Желаю удачи.
Желаю удачи.
Спасибо за оперативный ответ! Длина кабеля 3 км. С той стороны ТЭЦ. Мы их уведомили о работах, они отключили маслянник, но броню снимать, либо нас допускать не будут. По линии ходили, сигнал на всем протяжении примерно одинаковый. Видимо, по броне, либо по жилам идет дальше. Конденсаторы подключали. Не слышно ничего. Видимо, последую Вашему совету и буду все таки пытаться с «клюшкой» искать перепады сигнала. Большое спасибо за ответ!
Заземлить со стороны ТЭЦ, подать выпрямленное напряжение — получится конденсатор с искровым промежутком, который ищется акустическим методом.
День добрый проконсультируйте, на высоковольтный кабель Пввнг крепили хомут к лотку и винт прокрутился в хомуте и проткнул верхнию оболочку и внутреннюю и дошёл до токопроводящей ленты, но она в порядке и экран жилы не задет. Кабель лежит в лотках в помещение стоит ли чего то опасаться или придётся заменить кабель
Доброе утро.
Необходимо провести испытания кабеля. Если он выдержит испытания то значит пригоден для эксплуатации.
Вы пишете о характере повреждения. Откуда такая уверенность что все именно так.
Я если честно мало работаю с кабелем из сшитого полиэтилена. Но локальное повреждение со временем может привести к аварийной ситуации.
Если кабель одножильный почему бы не сделать соединительную муфту.
Или если длина невелика просто не заменить эту жилу.
В любом случае решать Вам по ситуации и исходя из минимального объема потерь.
Желаю удачи
Добавить комментарий Отменить ответ
Этот сайт использует Akismet для борьбы со спамом. Узнайте, как обрабатываются ваши данные комментариев.
Источник
Чем «жгут» высоковольтные кабели?
Сравнение установок для прожига высоковольтных кабелей российского и украинского производства
Продолжаем серию статей, посвященных анализу рынка испытательного и диагностического оборудования.
Российский рынок оборудования постоянно растет, предложений аналогичных по свойствам и назначению приборов и установок становится все больше. С одной стороны, конкуренция между производителями очень выгодна потребителю, так как способствует появлению на рынке современного высокотехнологичного оборудования по адекватной цене. С другой стороны, такое разнообразие сильно затрудняет процесс выбора: чем больше предложений, тем сложнее принять решение в пользу того или иного варианта. Для того, чтобы вы могли свободно ориентироваться в огромном море предложений, поступающих от производителей, мы пригласили на роль эксперта и автора данной рубрики руководителя отдела маркетинга компании «ЭЛЕКТРОНПРИБОР», специализирующейся на комплексных поставках оборудования для нужд энергетики, Ирину Кузьменко. В одном из прошлых номеров журнала мы говорили о трассоискателях, предназначенных для определения мест повреждения кабельных линий. Статья этого номера посвящена анализу рынка и сравнению прожигающих установок, без которых просто невозможно производить комплекс работ по поиску и отысканию мест повреждений высоковольтных кабельных линий.
Самой популярной схемой поиска повреждений на энергетических кабелях в России является традиционная схема «прожиг — импульсная рефлектометрия — индукционный поиск — подтверждение акустикой».

Для эффективного отыскания повреждений с помощью импульсной рефлектометрии и индукционного поиска необходим качественный прожиг, обеспечивающий преобразование высокоомных однофазных повреждений кабеля в низкоомные двух- или трехфазные с появлением надежного металлического мостика в месте повреждения. Если при прожиге удается достичь замыкания жилы на жилу то дальнейших проблем с отысканием точного места повреждения, как правило, не возникает.
Специалисты по обслуживанию кабельных линий нередко сталкиваются с таким неприятным явлением, как замыкание одной жилы на оболочку кабеля, при котором методы импульсной рефлектометрии и индукционного поиска не позволяют обнаружить точное местоположение дефекта. В данном случае необходимо сначала разрушить металлический спай между жилой и оболочкой, что на практике не всегда удается осуществить без ущерба для состояния всего кабеля.
Технология процесса прожига
Первый этап — предварительный высоковольтный прожиг осуществляется с помощью высокого напряжения и низких токов до момента образования пробоя в кабеле. Стандартная прожигающая установка выдает максимальное напряжение порядка 20-25 кВ. Процесс высоковольтного прожига происходит следующим образом: на поврежденный кабель подается минимальное напряжение и затем происходит его плавный подъем до 20-25 кВ или до того значения, на котором удается добиться пробоя, после чего начинается процесс прожига.
Считается, что максимальное напряжение при прожиге не должно превышать 0,5-0,7 U исп., однако на практике такого напряжения не всегда хватает, чтобы осуществить предварительный прожиг. Если прожигающая установка, выдающая максимальное напряжение 20–25 кВ, не в состоянии обеспечить пробой кабеля, дополнительно в комплексе с ней используют установку с максимальным напряжением 60–70 кВ, но с меньшей мощностью. Оборудование данного типа называют установками для испытаний и прожига высоковольтных кабелей, они могут подключаться к прожигающей установке, либо использоваться обособленно.
Второй этап — прожиг, начинается с момента пробоя кабеля и возникновения короткого замыкания и осуществляется с помощью понижения напряжения и увеличения силы тока до момента преобразования однофазного замыкания в двух- или трехфазное (сваривания жилы с жилой). Вначале источник высокого напряжения разрушает изоляцию кабеля минимальным током, затем, по мере того как осуществляется прожиг, значения напряжения постепенно снижаются, а значения тока увеличиваются.
В случае дополнительного использования установки для испытания и прожига с максимальным напряжением 60– 70 кВ, она производит процесс прожига напряжением от 60–70 кВ до 20–25 кВ, после чего в работу автоматически включается основная прожигающая установка, обладающая большей мощностью.
Третий этап — дожиг, является завершающим этапом прожига и производится на низких напряжениях и высоких токах порядка 20–60 А в зависимости от модели прожигающей установки. Данный этап осуществляется с помощью низковольтного источника, который автоматически подключается при падении напряжения до определенных значений.
В случае возникновения замыкания одной жилы на оболочку для разрушения проводящего мостика между жилой и оболочкой используют специальные достаточно мощные прожигающие установки, способные выдавать большие значения токов (300 А). Нужно отметить, что использование установок данного типа может приводить к снижению ресурса кабеля и его повреждению в иных, «слабых» местах.
| Наименование оборудования | Максимальное выходное напряжение, кВ | Максимальный выходной ток, А | Количество ступеней | Характеристики ступеней, кВ |
|---|---|---|---|---|
| АПУ 1-3М | 24 | 30 | 4 | 25; 5; 1; 0,3 |
| ВУПК-03-25 | 25 | 55 | 5 | 20; 5; 1,05; 0,4; 0,15 |
| МПУ-3 Феникс | 20 | 20 | 3 | 20; 5; 0,6 |
| СВП-05Ц | 25 | 20 | 3 | 20; 5; 1 |
| УП-7-3М | 22 | 65 | 6 | 22; 11; 5,5; 1,4; 0,55; 0,16 |
| ИПК-1 (ВПУ-60+ МПУ-3 Феникс) | 60 | 20 | 4 | 60; 20; 5; 0,6 |
| УД-300 | 0,25 | 300 | 1 | 0,25 |
| ВП-300 | 0,25 | 300 | 1 | 0,25 |
Возможность непрерывного прожигаВ процессе прожига по мере снижения напряжения пробоя осуществляется переход на следующую ступень прожигания. Как только по параметрам установки представляется возможность включить на параллельную работу (или отдельно) более мощную ступень, она включается в работу. Под более мощной ступенью понимается установка с меньшим внутренним сопротивлением и большим током.
Возможность непрерывного прожига
Предыдущее поколение прожигающих установок использовало ручное переключение ступеней оператором, что нередко приводило к прерыванию горения дуги, увеличивало время прожига и создавало возможность для «заплывания» пробоев.
Современные устройства прожига снабжены автоматическими системами переключения ступеней прожига, исключающие разрыв дуги в месте прожига, что существенно сокращает затраты времени на подготовительные работы для отыскания мест повреждения. Часто такой прожиг называют «бесступенчатым», что не должно вводить специалистов в заблуждение: данное понятие вовсе не означает отсутствие нескольких силовых блоков (ступеней) — просто переключение между ними производится автоматически, без участия оператора.
Для генерации высокого напряжения в конструкции прожигающих установок используются либо масляные трансформаторы, либо «сухие» трансформаторы — силовые транзисторы (Таблица 4). Вопрос автоматического переключения ступеней без разрыва дуги решен в обоих типах устройств, однако существует мнение, что только сухие трансформаторы могут обеспечить непрерывный прожиг в любых условиях. Связано данное явление с разным энергопотреблением двух видов трансформаторов в режиме короткого замыкания. Масляные трансформаторы имеют существенно большее энергопотребление в режиме короткого замыкания, поэтому держать их включенными одновременно в процессе всего прожига неэффективно, следовательно, при понижении напряжения происходит отключение источника с масляным трансформатором, генерирующего более высокое напряжение.
| Наименование оборудования | Тип трансформатора | Вес оборудования, кг |
|---|---|---|
| АПУ 1-3М | масляный | 260 |
| ВУПК-03-25 | сухой | 45 |
| МПУ-3 Феникс | сухой | 55 |
| СВП-05Ц | масляный | 215 |
| УП-7-3М | масляный | 210 |
В ситуации, когда происходит «заплывание» пробоя и повторный рост напряжения, в типах устройств с масляными трансформаторами более высокий по напряжению источник может быть уже отключен, что приводит к прерыванию дуги. Напротив, «сухие трансформаторы» (силовые транзисторы) в режиме короткого замыкания имеют почти нулевое энергопотребление, что позволяет держать их включенными одновременно, благодаря чему дуга не прерывается ни при падении напряжения, ни при его росте («заплывании» пробоя). Считается, что в борьбе с заплывающими пробоями лучшими показателями обладают прожигающие установки, изготовленные с применением сухих трансформаторов.Очень часто переход на более мощную ступень прожигания приводит сначала к «заплыванию», т.е. к подъему пробивного напряжения, при этом следует вернуться к предыдущей ступени более высокого напряжения, а затем после снижения напряжения пробоя переходить на следующую ступень.
Синхронизация работы с устройствами высоковольтного прожига
В начале статьи, рассматривая технологию процесс прожига, мы говорили о возможности подключения устройств высоковольтного прожига, которые могут начать прожиг с 60–70 кВ (Таблица 2). Сегодня все серьезные производители прожигающей техники применяют аналогичные решения, так как это существенно расширяет возможности при выполнении работ по поиску повреждений высоковольтных кабельных линий. Прожигающие установки используются не только стационарно, но и в составе передвижных электротехнических лабораторий, где всегда реализуется возможность высоковольтного прожига.
Контроль оператором тока прожига
Неконтролируемый рост тока прожига при падении напряжения приводит к повреждению и выводу из строя соседних кабелей, что особенно актуально при прожиге в кабельных каналах. Если в установке прожига реализована возможность автоматической или ручной установки максимально допустимого тока, это является ее плюсом, обеспечивающим безупречное качество работы специалистов на месте производимых работ.
Энергопотребление, возможность полноценно работать от автономного источника питания ограниченной мощности
Большая часть кабельных электротехнических лабораторий, оснащенная прожигающими установками, монтируется на базе автомобиля типа ГАЗели, разместить на борту которого электростанцию мощностью более 6 кВА не представляется возможным.
Способность прожигающей установки работать от электростанции 6 кВа с сохранением достаточной мощности является функциональным преимуществом по сравнению с более энергоемкими аналогами.
Мощность прожигающей установки
Мощность прожигающей установки является одной из важных характеристик, влияющей на время прожига и его эффективность. Также более мощные установки хорошо зарекомендовали себя в условиях, когда кабели сильно замокли и требуют «сушки» (Таблица 5).
| Наименование оборудования | Выходная мощность, кВА |
|---|---|
| МПУ-3 Феникс | 6 |
| СВП-05Ц | 8 |
Длительность работы без перегрева
На сложных и неудобных повреждениях прожиг может продолжаться несколько часов. Если при этом прибор перегревается, то процесс приходится прерывать, что может привести к повторному заплыванию места повреждения. Чем длительнее непрерывное время работы установки, тем лучше (Таблица 6).
| Наименование оборудования | Время непрерывной работы, заявленное производителем |
|---|---|
| АПУ 1-3М | 5 минут в режиме прожига при заплывающем пробое, повторное включение через 30 минут |
| ВУПК-03-25 | Цикличная работа: 1,5 минуты работы – 40 секунд перерыв |
| МПУ-3 Феникс | Около 3 часов при температуре +20°С, без ограничений прожига по времени при температуре ниже 0°С |
| СВП-05Ц | Наибольшее время непрерывной работы при токе нагрузки: 100% от максимального – 10 минут, повторное включение через 5 минут 70% от максимального – 30 минут, повторное включение через 15 минут |
| УП-7-3М | Не более 20 минут, повторное включение через 20 минут |
Сравнение стоимости установок для прожига высоковольтных кабелей
В завершение статьи поговорим о таком немаловажном факторе, как стоимость оборудования.
Предложений прожигающих установок на рынке не так уж много, среди них условно можно выделить три основных ценовых сегмента: низкобюджетные (Харьков, Пенза, Тула), среднебюджетные (Обнинск, Ярославль), и высокобюджетные (Германия, Австрия и прочие импортные установки). В сегменте средне- и высокобюджетных установок производители ведут активную маркетинговую и рекламную деятельность с целью донести до потребителя информацию о выгодах приобретения той или иной модели и обосновать ее цену: участвуют в выставках, проводят технические семинары. Производители малобюджетных установок уделяют меньше внимания маркетингу и продвижению, делая ставку на ценовую доступность оборудования.
Установки, о которых идет речь в данной статье, трудно сравнивать только по цене, так как все они сконструированы по разным схемам, обладают разными возможностями, каждый производитель делает упор на некие индивидуальные преимущества, поэтому специалистам мы советуем, основываясь на материале нашей статьи, прежде всего разобраться в характеристиках оборудования, понять его возможности, выбрать оптимальный вариант для работы в ваших условиях, и только потом проводить собственный анализ «цена — мои преимущества при работе с данной установкой». Актуальные цены на сайте нашей компании — www.electronpribor.ru
Надеемся, что наша статья поможет вам сделать правильный выбор.
Подразделение аналитики и маркетинга
ООО «ЭЛЕКТРОНПРИБОР»
Статья опубликована в журнале «Электротехнический рынок», № 1 (49), 2013
Источник



