
- Испытание сварных швов на герметичность. Контроль сварных соединений на непроницаемость.
- Содержание
- Назначение и сущность контроля швов на герметичность
- Гидравлические испытания сварных соединений на герметичность
- Пневматические испытания сварных изделий
- Испытание сварных швов керосином
- Проверка герметичности сварных швов аммиаком
- Проверка сварных швов течеискателем
- Видео на тему: проверка сварного шва течеискателем
- Герметичность сварных швов
- Определение герметичности шва
- Гидравлическое испытание сварного шва
- Пневматическое испытание шва
- Проверка сварных швов керосином
- Проверка шва аммиаком
- Испытание сварного соединения течеискателем
- Заключение
- Контроль качества сварных соединений
- Методика контроля
- Визуальный и измерительный контроль
- Капиллярный метод
- Проверка герметичности сварных швов
- Пневматический способ
- Гидравлический способ
- Магнитная дефектоскопия
- Ультразвуковая дефектоскопия
- Радиационный метод
- Оформление документации
Испытание сварных швов на герметичность. Контроль сварных соединений на непроницаемость.
Содержание
Назначение и сущность контроля швов на герметичность
Во многих случаях, к сварным швам предъявляются требования по непроницаемости, т.е. соединения должны быть герметичны. Герметичность — это способность сварного шва не пропускать через себя жидкие и газообразные вещества.
Контроль на непроницаемость — это один из видов неразрушающего контроля сварных швов, сущность которого заключается в измерении или оценке утечки рабочей жидкости или газа, проходящего через сквозные дефекты и в сравнении величины этой утечки с допустимым значением, согласно техническим условиям.
Проверку на герметичность в обязательном порядке проходят сварные ёмкости для жидкостей, трубопроводы, гидродомкраты, котлы и другие конструкции, к которым предъявляются требования к герметичности.
Перед контролем, поверхности проверяемых швов необходимо очистить, обезжирить и удалить жидкости из сварочных дефектов. Для очистки и обезжиривания поверхностей рекомендуют применять растворы щелочей и органические растворители, такие как бензин, ацетон и др.
Гидравлические испытания сварных соединений на герметичность
При таком методе контроля, проверяемую сварную конструкцию наполняют водой и при помощи насоса или гидравлического пресса, создают давление в сосуде, в 1,5-2 раза превышающее рабочее давление. Контролируемую конструкцию выдерживают под давлением жидкости в течение 5-10мин. В этом время необходимо наблюдать за сварными швами, чтобы выявить в них утечки испытательной жидкости, вынос капель и отпотевания, если они возникнут.
Пневматические испытания сварных изделий
Пневматическое испытание представляет собой проверку сжатым газом или паром, который подаётся в контролируемое сварное изделие. В качестве сжатого газа обычно используют воздух, азот, или инертные газы. Если позволяют габариты сварного соединения, то его можно погрузить в воду и по выходящим из сквозных дефектов пузырькам газа выявляют места расположения дефектов.
Сварные стыки на крупногабаритных сосудах и трубопроводах рекомендуется контролировать при помощи пенного индикатора, который наносят на сварные швы. Пенный индикатор, получивший наибольшее распространение — это обычный водный раствор мыла. Если испытание происходит при низких температурах, то в качестве индикатора применяют смесь мыльного раствора и глицерина или льняное масло.
На рисунке ниже представлена схема пневматического испытания:

При пневматических испытаниях необходимо строгое соблюдение правил безопасности. На подводящей магистрали обязательно наличие запорных и предохранительных клапанов. И кроме рабочего манометра в схему обязательно должен быть включён контрольный манометр. При испытании под давлением обстукивание и исправление дефектов в сварных швах не допустимы, т.к. представляют собой опасность для человека.
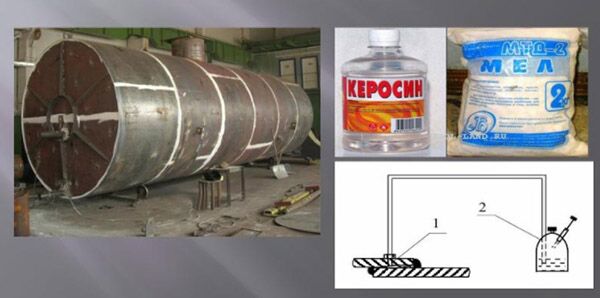
Испытание сварных швов керосином
Данный метод контроля основан на свойстве жидкостей, в данном случае, керосина, подниматься по трубкам с небольшим поперечным сечением. В данном испытании роль таких трубок исполняют сквозные сварочные трещины и другие сквозные дефекты.
Сущность такого испытания состоит в следующем. На одну сторону стыкового сварного шва наносят водный раствор мела и выдерживают некоторое время, пока данный раствор не высохнет. После высыхания, противоположную поверхность сварного шва смачивают керосином и выдерживают некоторое время. Продолжительность выдерживания определяется толщиной свариваемых деталей и температурой окружающего воздуха. Чем толще детали и чем ниже температура, тем больше время выдержки.
Проверка герметичности сварных швов аммиаком
Проверка аммиаком заключается в том, что поверхность проверяемых швов покрывается бумажной лентой или марлей, которую предварительно пропитывают 5%-ным раствором нитрата ртути или индикатором фенолфталеином. Далее в изделие подают воздух до определённого давления и, одновременно с этим, подают некоторое количество аммиака. Про ходя через сквозные дефекты, аммиак оставляет чёрные следы на бумаге, пропитанной нитратом ртути, или красные следы, если бумага пропитана фенолфталеином.
Проверка сварных швов течеискателем
Течеискатели для проверки герметичности бываю гелиевые и галоидные. В случае применения гелевых течеискателей, внутри проверяемого изделия создают вакуум, а снаружи сварные швы обдувают в струе воздуха, в смеси с гелием. Если в сварных швах изделия присутствуют сквозные дефекты, то гелий проникает внутрь сосуда и затем он улавливается с помощью течеискателя.
Если для контроля сварки используют галоидный течеискатель, то внутри проверяемого сосуда создают избыточное давление и добавляют туда немного галоидного газа. Этот газ проходит через сквозные дефекты, отсасывается снаружи и подаётся на специальные аппараты. По наличию галоидного газа снаружи определяется наличие или отсутствие сквозных сварочных дефектов в соединении.
Видео на тему: проверка сварного шва течеискателем
Проверка швов течеискателем относится к высокочувствительным методам проверки и применяется, как правило, для контроля ответственных сварных соединений.
Источник
Герметичность сварных швов
Проверка на герметичность сварных швов необходима при работе изделия под давлением, с жидкотекучими и газообразными средами. Это относится к трубопроводам, емкостям, резервуарам и подобным элементам конструкции. Контролю подвергаются сварные швы роликового и точечного типа. Описывает требования к проверке на герметичность сварных швов ГОСТ 3242-69.
Все виды контроля направлены на определение и устранение некачественных изделий при приемке, их применение определяется точными вычислительными приборами, инструментами технологиями, позволяющими узнать, как проверить сварной шов на герметичность с точностью до микрон.

Испытание герметичности сварного соединения
Определение герметичности шва 

«Важно! Проверка готового изделия осуществляется предприятием изготовителем, в процессе эксплуатации, эту процедуру выполняет владелец в указанные сроки в нормативно-технической документации.»
Существует несколько методов проверки, каждый из которых имеет узкую направленность. Важно применять метод, наиболее приемлемый в конкретных условиях.
Методы контроля выбираются в зависимости от условий эксплуатации изделия:
- химических свойств рабочей среды;
- физических параметров:
- давления;
- температуры;
- времени эксплуатации.
Проверка герметичности сварных швов предназначена для всех изделий ответственного назначения. Требования к проверке точечного и роликового соединения различаются из-за принципиального различия технологии, формы и назначения. В отличие от всех возможных способов, керосиновая проба сварных швов позволяет провести это исследование в домашних условиях.
- Роликовая сварка это разновидность точечной, но за счет особой формы электродов, представленных в виде двух роликов, через которые проходит ток, шов получается цельный. Соединение поверхностей происходит методом накладывания друг на друга, поэтому этому виду сварки присущи такие виды брака, как:
- непровар (в случае недостаточной силы тока, прижимного давления или подачи тока недостаточной продолжительности по времени),
- недостаточное перекрытие места стыка,
- выплески металла (наружные и внутренние). Определение причины, а также точного места затрудняется из-за соединения методом нахлестки.
Осложняется недоступным наблюдением шва под нахлесткой, при котором дефекты, а также точное место нахождения становятся трудно определяемыми.
- Точечный тип сварки представляет собой вид шва, в котором цельный шов выполнен в виде точек, накладывающихся одна на другую. Может выполняться электродуговым, точечным, наплавляемым методами.
В этом случае соединение двух поверхностей проводится стык в стык. Обнаружение брака упрощается благодаря открытому соединению. Доступная визуализация позволяет выявить плохой сварочный шов, являющийся причиной дефекта. Этому типу сварки присущи следующие виды брака:
Как исправляются свищи в сварном шве при их выявлении? В большинстве случаев, это место обрубается и сваривается, при невозможности такого подхода, каждое изделия рассматривается комиссионно. Изделие могут переназначить для другого, менее ответственного использования или забраковать полностью.
Гидравлическое испытание сварного шва
Проводится при помощи воды, которая подается под давлением в 1,5-2 раза превышающее рабочее давление сосуда. В течение 10-15 минут проверяется герметичность швов: запотевание, увлажнение и т.д.
Пневматическое испытание шва
Самый экологический способ. Такой дефект как свищ сварного шва может образоваться в процессе эксплуатации, в местах, где происходит критическое напряжение в структуре металла, или же из-за точечной коррозии, а также при некачественном сварном соединении. Проверка пневматикой или вакуумом. На одну сторону шва наносят мыльный раствор, на противоположную крепят камеру вакуумирования. При наличии трещины воздух поступает в камеру, а место течи определяется по пузырькам. К недостаткам можно отнести небольшую производительность и техническую нерентабельность при проверке больших емкостей.

Пневматическое испытание шва
Проверка сварных швов керосином
Как проверить сварной шов на герметичность керосином? Это вещество выбрано не случайно: оно обладает высокой текучестью, больше чем у воды в несколько раз. Кроме того, проверка сварных швов керосином позволяет определить микроскопические трещины и свищи в домашних условиях, без сложных приспособлений. Проводится он следующим образом: на проверяемую поверхность наносят меловую пленку, которая должна послужить индикатором, а на обратную сторону заливают керосин.
Проверка герметичности керосином
Проверка шва аммиаком
Такой тип проверки также основывается на показаниях индикаторов. Проводится он при помощи сжатого воздуха, в который добавлен раствор аммиака. С противоположной стороны накладывается бумага или чисты медицинский бинт. Веществом–индикатором является фенолфталеин, которым пропитывают материал или 5 % нитрат ртути. При соприкосновении аммиака и индикатором происходит реакция, образующая фиолетовый цвет.
Испытание сварного соединения течеискателем
Самый сложный метод из всех существующих, но его использование позволяет не только определить место протечки, а еще и расчетный путем установить его размер. В качестве рабочей среды могут выступать 3 вещества:
- галоидный газ (фреон-12);
- двуокись углерода;
- четыреххлористый углерод;
- гелий.
- Используется установка течеискателя с установленным в нем платиновом разогретом щупе и регистратором миллиамперметром. Проводится следующим образом: погруженный испытываемый сосуд в емкость подвергается двойному давлению. Во внутрь подается рабочий газ, а с наружной стороны наоборот — газ отсасывается в спец. приемник с платиновым щупом. При появлении ионов газа происходит реакция с ионами, находящимися на щупе, что фиксируется амперметром.
- Поэтому же принципу работы основан и второй способ, с гелием. Только при попадании в вакуумную среду, ионы гелия, попадая на коллектор ионов, создают электрический разряд. В обоих случаях подсчитывают размеры трещины с помощью миллиамперметра.
- В случае с проверкой углекислотным газом, расчет ведется по принципу изменения теплопередачи между нагретыми платиновыми проволоками до 100 ºС и попавшими в камеру молекулами СО Чувствительная проволока увеличивает сопротивление, что приводит к разбалансировке и отклонению измерительного прибора.
Заключение
Проверка сварных соединений зависит от формы и размера изделия. Условно можно подразделить способы на 2 вида:
- доступности обеих сторон;
- одностороння доступность.
Кроме того некоторые доступные методы объясняют, как проверить сварочный шов на герметичность в домашних условиях, без трудоемких затрат и специфических приборов, например, такой как проверка сварочного шва на герметичность керосином.
В продажу изделия поступают в проверенном состоянии, а для безопасной эксплуатации составлен на каждый тип изделия свой график осмотра и проверки максимально удобным владельцу методом.
Источник
Контроль качества сварных соединений

Безопасность и надежность эксплуатации сооружений и оборудования невозможна без качественного выполнения сварочных работ при стыковке отдельных элементов. Для этого необходим надлежащий контроль качества сварных соединений, проводимый разными методами, с учетом требований ГОСТ, действующих стандартов, технических условий и другой нормативной документации.
Методика контроля
Качество сварных швов проверяют обученные и аттестованные специалисты, получившие квалификацию экспертов по соответствующей методике контроля. На строительных объектах и предприятиях, нуждающихся в регулярной проверке состояния сварных соединений металлоконструкций или оказывающих подобные услуги в качестве подрядчика, созданы подразделения, ответственные за выполнение указанных работ. Применяемые методы контроля сварных соединений делят на две группы: разрушающие и неразрушающие. В большинстве случаев применяют методики, не предполагающие разрушения соединений.
Разрушающие виды контроля сварных соединений актуальны в таких случаях:
- для проверки пробных образцов, перед выполнением основной сварки элементов;
- при выпуске массовых изделий – испытывают определенное количество экземпляров из общей партии.
Контроль проводят с применением специализированного оборудования, работа с которым требует от персонала соответствующих квалификационных знаний и навыков. Приборы подвергают периодической поверке на соблюдение установленных допусков погрешностей, согласно действующим законодательным нормам.
Визуальный и измерительный контроль
Для проведения визуального и измерительного контроля не нужно применять специальное оборудование. Достаточно контроля, проведенного экспертом, с использованием элементарных измерительных средств (штангенциркуля, шаблонов, рулетки, щупов, линейки, угольника, лупы и люксметра).

Специалист, осматривающий сварной шов, должен исключить следующие дефекты:
- нарушение сплошности;
- неоднородную структуру;
- трещины;
- пустоты;
- поры;
- свищи;
- сколы;
- непроваренные участки;
- неравномерное сечение;
- отклонение от геометрии профиля шва.
О присутствии внутренних дефектов можно судить, исходя из характерных внешних признаков. Выявленные дефектные участки измеряют, чтобы проверить соответствие их размеров разрешенным допускам по нормативам. Дополнительно определяют высоту и ширину валика сварного шва. При визуальном осмотре невозможно обеспечить полную объективность. Результаты зависят от зоркости и квалификации эксперта, его опыта и знаний. Отдельные детали можно рассмотреть через лупу. Специалисты также используют компактные фонари, чтобы подсветить необходимые места. Выявленные дефекты отмечают, для их последующего устранения. Если качество некоторых участков вызывает сомнение, требуется дополнительная проверка другими методами контроля.
Капиллярный метод

Эта методика основана на способности некоторых жидких сред проникать внутрь металла сквозь мельчайшие поры, недоступные невооруженному глазу. Работы выполняют с использованием расходных материалов – краски или мела. Этими веществами обрабатывают поверхность, чтобы повысить визуализацию. В применяемую жидкость вводят дополнительные компоненты, окрашивающие состав. Производят вещества для капиллярной методики контроля (пенетранты), обладающие люминесцентными качествами. При попадании света на такой состав, многократно увеличивается яркость отраженного светового потока. Методику можно использовать для проверки качества сварочных швов любых металлов. Результаты оценивают по характеру рисунка после нанесения пенетранта. Чем сильнее окрашена поверхность металла, тем хуже выполнена сварка. Данный метод чаще применяют для проверки материалов, чувствительных к температурным перепадам, за счет большой линейной усадки в процессе остывания.
Проверка герметичности сварных швов
Герметичность сварных швов важна, если речь идет о сосудах, работающих под большим давлением, трубопроводах или гидросистемах. Данная методика получила многочисленные названия.
Этот способ контроля называют:
- пузырьковым;
- пневмоиспытанием;
- течеисканием;
- гидроиспытанием и пр.
Предусмотрено разделение метода на два вида: пневматический и гидравлический, в зависимости от характера среды, применяемой в ходе проверки. Но в обеих разновидностях применяют единую методику, сходную с капиллярным способом контроля. Разница в том, что в данном случае проверка сварочных швов проводится при подаче газовой или жидкостной смеси под давлением.
Пневматический способ

При данном способе в проверяемую область нагнетают сжатый газ или воздух. На поверхность шва наносят мыльный раствор, с образованием пленки. Раствор приготавливают, при соотношении мыла к воде в пропорции 1 к 4. На несплошности в шве указывают вздувшиеся пузыри.
Предусмотрено применение следующих разновидностей пневматического способа:
- вакуумной – нанеся мыльный раствор, на другой стороне сварного соединения создают разрежение; используют для выявления сквозных дефектов;
- погружной – сваренный участок полностью погружают в емкость, наполненную мыльным раствором; наличие дефектов определяют по выделившимся воздушным пузырькам.
Если контрольную операцию проводят на морозе, воду заменяют спиртовым раствором, с незамерзающими свойствами. В качестве газовой среды возможно использование аммиака. Перед испытаниями, участок оборачивают бумагой. На дефекты укажут проступившие красные пятна.
Гидравлический способ

Особенности гидравлического метода основаны на способности жидкой среды создавать давление. Сварной элемент погружают в масло или воду, выдерживая определенный промежуток времени. В процессе погружения, жидкость впитывается через поры внутрь вещества. По ее выделениям, после извлечения детали из раствора, можно определить присутствие внутренних пустот, предварительно обстучав поверхность молотком. Для диагностирования емкостей или трубопроводов, коммуникации наполняют жидкостью под давлением. Методика очень проста, но эффективна. При выявлении дефектных мест, соответствующие участки нужно переварить. Затем проводят повторную проверку.
Магнитная дефектоскопия
Принцип магнитной дефектоскопии – использование способности металла намагничиваться, при воздействии магнитного поля. Учитывая свойства материалов, данный метод контроля сварных швов не подходит для немагнитных сплавов медных, цинковых, латунных и прочих.

Особенности проведения магнитной дефектоскопии:
- посредством прибора, сварной шов подвергают воздействию постоянного магнитного поля;
- в результате происходит формирование силовых электромагнитных линий, под влиянием которых незначительные частицы материала получают способность к движению, занятию фиксированного положения;
- поверхность шва покрывают измельченным металлическим порошком;
- при однородной структуре рисунка можно сделать вывод о качественном сварном шве; наличие трещин и шлаковых включений можно определить по искажению полученной картины.
Этот метод проверки эффективен для выявления самых незначительных дефектов. Единственный минус – невозможность идентификации проблемного места, если трещина направлена вдоль силовых линий магнитного поля.
Ультразвуковая дефектоскопия

Ультразвуком можно выявить признаки неоднородной структуры сваренного металла в шве. При наличии пустот, направление прохождения волн изменяется, и созданное излучение не доходит до контрольного прибора. Измеряя полученное отклонение, определяют присутствие и характер дефекта. В зависимости от вида нарушения, фиксируют определенные искажения ультразвукового потока. Для идентификации дефекта, результаты сравнивают с контрольными иллюстрациями. Данный метод используют достаточно часто. В отличие от магнитной дефектоскопии, такая проверка сварных соединений применима для цветных сплавов.
Радиационный метод
Проверка сварных швов радиационным методом контроля требует строгого соблюдения мер безопасности, чтобы исключить нанесение вреда здоровью персонала. Данная методика предполагает выполнение рентгеновского снимка сваренного участка. Для диагностики используют рентген-аппарат, конструкция которого незначительно отличается от устройства, применяемого в учреждениях здравоохранения.

Работы выполняют в такой последовательности:
- устанавливают и включают контрольное оборудование;
- созданное излучение пронизывает металл; при наличии пустот, рентгеновские лучи изменяют направление, отклоняясь от заданной траектории;
- на другой стороне шва, результаты фиксируют на специальную пленку;
- характеристики соединения определяют по плотности зафиксированного излучения.
Эта инновационная и прогрессивная методика небезопасна. Для проведения контроля необходимы специальные приборы и расходные материалы. Персонал должен быть обучен работе с оборудованием. Излишне продолжительное пребывание в зоне проведения контроля неблагоприятно отражается на здоровье работника, выполняющего диагностические операции. Выпускают компьютерные приборы, обрабатывающие результаты контроля и выводящие на монитор результаты. Устройство автоматически расшифровывает полученные данные, гарантируя контроль качества сварных швов и соединений с высокой точностью исследования.
Оформление документации
Результаты диагностических операций фиксируют в соответствующем акте или заключениисоставленном экспертом. В документе отражают содержание всех дефектов, приводят детальное описание допущенных нарушений. Форма акта или заключения должна соответствовать требованиям нормативов. Также, бригада дефектоскопистов отмечает результаты контроля в журнале сварки, необходимость ведения которого установлена законодательством для каждого объекта.
Выполненные записи в акте и журнале сопровождают детальными схемами, содержащими эскиз контролируемого соединения с отмеченными дефектами. Это позволяет идентифицировать нарушения, для последующего устранения.
В процессе контроля непосредственно на изделии рядом с каждым дефектом делают соответствующую отметку мелом.
По итогам контроля сварных швов и приемки объекта, формируют комплект документов. Кроме акта и журнала, сюда включают сертификаты на используемые материалы и оборудование, электроды, копии удостоверений сварщиков, экспертов, проводивших исследование качества выполненной сварки. Такие документы – не просто формальность. Надлежащим образом оформленные бумаги тщательно изучают представители государственных контролирующих органов при приемке объектов в эксплуатацию и в случае возможной последующей аварии на принятом объекте. Это позволяет установить причины чрезвычайного происшествия и наказать виновных.
Тщательный контроль качества сварки и сварных соединений особенно важен при изготовлении ответственных металлоконструкций, элементов грузоподъемных кранов, сосудов и трубопроводов, работающих под давлением, другого оборудования повышенной опасности. Поэтому от квалификации и внимательности экспертов во многом зависит дальнейшая безопасность эксплуатации производственных и строительных объектов.
Источник



