
- 7.3. Способы изготовления полимерных изделий.
- 7.4. Основные свойства пластмасс.
- 7.4.1. Физические свойства.
- 7.4.2. Механические свойства.
- 7.4.3. Химические и физико-химические свойства.
- Основы производства полимерных материалов
- Полимеры. Общие сведения
- Что такое полимер?
- Классификация полимеров
- Образование полимеров
- Основные свойства полимеров
- Типы переработки полимеров в изделия
- Классификация полимеров по областям применения
7.3. Способы изготовления полимерных изделий.
КАЛАНДРИРОВАНИЕ — способ формования изделий в зазоре между двумя вращающимися валками из термопластичных композиций для получения рулонных, пленочных и листовых материалов.
ЭКСТРУЗИЯ — продавливание формовочной массы через мундштук экструдера — насадку, соответствующую профилю изделия.
Применяются шнековые экструзионные машины, в которые полимер подается в виде порошка или гранулята. В экструдере полимер нагревается до вязкотекучего состояния и выдавливается через мундштук.
Этим методом изготавливают трубы, погонажные изделия, плитки, пленки и т.д.
ЛИТЬЕ ПОД ДАВЛЕНИЕМ осуществляют при получении изделий из вязкотекучих термопластичных композиций методом инжекции. Порция расплавленной массы, полученной в литьевых машинах, под давлением впрыскивается в форму, где охлаждается и быстро затвердевает.
Этим способом получают детали для соединения труб, сифоны, облицовочные плитки.
ТЕРМОФОРМОВАНИЕ производят вакуумным и пневматическим методами.
При вакуумном термоформовании изделия получают из листовых термопластичных заготовок, которые в пластическом состоянии под влиянием вакуума принимают конфигурацию формы.
Этим методом получают крупногабаритные тонкостенные изделия сложного профиля — ванны, раковины, смывные бачки.
При пневмо формовании размягченные заготовки превращают в изделия с помощью сжатого воздуха.
ПРЕССОВАНИЕ осуществляют в обогреваемых гидравлических прессах при переработке смесей на основе термореактивных полимеров.
+ Прессованием получают древесно-волокнистые и древесно-стружечные плиты, слоистые пластики.
7.4. Основные свойства пластмасс.
7.4.1. Физические свойства.
ИСТИННАЯ ПЛОТНОСТЬ пластмасс обычно составляет 1. 2 г/см, т.е. в 1,5. 2 раза меньше, чем у каменных материалов.
ПОРИСТОСТЬ пластмасс регулируется в широких пределах от 0 до 95..98 %.
ВОДОПОГЛОЩЕНИЕ пластмасс обычно не более 1 %.
ВОДОСТОЙКОСТЬ пластмасс высокая.
ТЕПЛОСТОЙКОСТЬ большинства пластмасс невысокая и составляет 100. 200 С, но у фторопластов и кремний-органических полимеров она достигает 300. 500 С.
ТЕПЛОПРОВОДНОСТЬ пластмасс низкая ( λ = 0,23. 0,7Вт/м С), у пено- и поропластов она близка к теплопроводности воздуха.
КОЭФФИЦИЕНТ ТЕПЛОВОГО РАСШИРЕНИЯ в 5. 10 раз выше, чем у других материалов, поэтому при сооружении водоводов из пластмассовых труб необходимо устраивать компенсаторы в виде петель.
7.4.2. Механические свойства.
ПРОЧНОСТЬ пластмасс определяется связующим полимером и заполнителем. Например, конструкционные пластики СВАМ — стекловолокнистые анизотропные материалы на полиэфирных связующих, характеризуются высокими механическими свойствами:
Rизг = 200. 500 МПа, Rсж Rраст Rизг, в то время как у каменных материалов Rраст 0,2. 0,1 Rсж.
МОДУЛЬ УПРУГОСТИ пластмасс примерно в 10 раз ниже, чем у бетона и стали, поэтому им характерна высокая ползучесть и деформативность.
7.4.3. Химические и физико-химические свойства.
ХИМИЧЕСКАЯ СТОЙКОСТЬ — большинство пластмасс стойки к неорганическим кислотам и щелочам, но в органических растворителях, близких по природе полимеру, могут растворяться.
СТАРЕНИЕ — изменение структуры и состава полимера под действием света, кислорода воздуха, нагревания, при этом появляется хрупкость, исчезает эластичность, в конечном итоге наступает полное разрушение.
ВЫДЕЛЕНИЕ ТОКСИЧНЫХ ВЕЩЕСТВ происходит в результате присутствия в полимерах продуктов их деструкции, появляющихся из-за нарушения технологических режимов производства полимеров, а так же из-за вводимых в пластмассу низкомолекулярных продуктов (пластификаторы, стабилизаторы и др.) В жидком виде все полимеры токсичны.
ГОРЮЧЕСТЬ ПЛАСТМАСС связана с горючестью полимеров как органических веществ. Добавляя в пластмассы антипирены снижают их горючесть.
ОКРАШИВАЕМОСТЬ полимеров в различные цвета производится путем введения красителей в его расплав или раствор.
Источник
Основы производства полимерных материалов
Особенности технологических процессов изготовления полимерных материалов зависят от их состава и назначения. Главными технологическими факторами являются определенные температурные и силовые, формирующие изделия, для чего применяется различное оборудование. В основном производство складывается из подготовки, дозировки и приготовления полимерных композиций, которые затем перерабатываются в изделия, и обеспечивается стабилизация их физико-механических свойств, размеров и формы.
Основные приемы переработки пластмасс: вальцевание, каландрирование, экструзия, прессование, литье, промазывание, пропитка, полив, напыление, сварка, склеивание и др.
Смешение композиций — это процесс повышения однородно
сти распределения всех ингредиентов по объему полимера иногда с дополнительным диспергированием частиц. Смешение может быть периодическим и непрерывным. Конструкция и характер работы смесителей зависят от вида смешиваемых материалов (сыпучие или пастообразные).
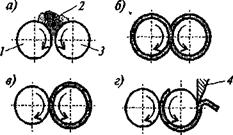
Рис. 14.2. Схема вальцевания: а) загрузка массы; 6) вальцевание; в) переход массы на один валок; г) срез массы
Вальцевание — операция, при которой пластмасса формуется в зазоре между вращающимися валками (рис. 14.2). Перерабатываемая масса 2 несколько раз пропускается через зазор между валками 1 и 3, равномерно перемешивается, затем переводится на один валок и срезается ножом 4. На вальцах непрерывного действия масса не только пропускается через зазор, но и движется вдоль него, а в конце процесса срезается ножом в виде узкой непрерывной ленты.
Вальцевание позволяет доброкачественно смешивать компоненты пластмасс с целью получения однородной массы, при этом полимер, как правило, переводится в вязкотекучее состояние благодаря повышению температуры при перетирании. При многократном пропускании массы через вальцы происходит пластификация, т. е. совмещение полимера с пластификатором путем ускоренного взаимного проникновения. Вальцы позволяют перетирать и дробить компоненты пластмасс. Это обеспечивается тем, что при движении в зазоре материалы сжимаются, раздавливаются и истираются, поскольку валки могут вращаться с различной окружной скоростью.
Вальцы, на которых происходит окончательная отделка поверхности и калибровка, должны иметь гладкую полированную поверхность. По характеру работы вальцы бывают периодического и непрерывного действия, а по способу регулирования температуры — обогреваемые (паром или электричеством) и охлаждаемые (водой).
Каландрирование — процесс образования бесконечной ленты заданной толщины и ширины из размягченной полимерной смеси, однократно пропускаемой через зазор между валками.
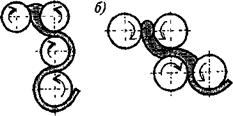
Рис. 14.3. Схемы работы четырехвалковых каландров:
а) Г-образный каландр,
б) Z-образный каландр
По числу валков каландры подразделяются на двух-, трех-, четырех — и пятивалковые. Валки могут располагаться вертикально в линию, горизонтально в линию, Г-образно, L-образно и Z-образно. Схемы работы Г-образного и Z-образного четырехвалковых каландров показаны на рис. 14.3.
Конструкции каландров различаются в основном в зависимости от вида перерабатываемой массы — резиновых смесей или термопластов. Валки каландров изготовляют из высококачественного кокильного чугуна. Рабочую поверхность валка шлифуют и полируют до зеркального блеска. Валки обогреваются паром через внутреннюю центральную полость и периферийные каналы.
Как правило, каландрирование выполняется в комплексе с вальцеванием в одной технологической линии.
Экструзией называется операция, при которой изделиям из пластмасс придают определенный профиль путем продавливания нагретой массы через мундштук (формообразующее отверстие). Методом экструзии получают профильные (погонажные) строительные изделия, трубы, листы, пленки, линолеум, пороизол и многие другие. Размеры поперечного сечения изделий, изготовляемых методом экструзии, лежат в большом интервале: диаметр труб 05-250 мм, ширина листов и пленок 0,3-1,5 м, толщина 0,1-4 мм. Экструзионными машинами пользуются также для смешения композиций и гранулирования пластмасс. Применяются экструзионные машины двух типов: шнековые с одним или несколькими шнеками и шприц — машины. Наибольшее распространение нашли шнековые, или червячные, экструдеры (рис. 14.4). Рабочим органом машины является винт (червяк), который осуществляет перемешивание массы и продвижение ее через профилирующую головку (дорн). В машину масса подается в виде гранул, бисера или порошка. Размягчение материала происходит за счет тепла, поступающего от обогревателей, которые устанавливаются в нескольких зонах.
Рис. 14.4. Схема работы экструзионной машины:
1 — загрузочный бункер; 2 — шнек; 3 — головка; 4 — калибрующая насадка; 5 — тянущее устройство; б — дорн; 7 — фильтр

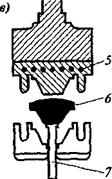
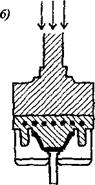
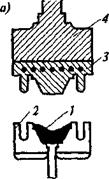
Рис. 14.5. Схема штампования (пресс-формования): а) загрузка пресс-материала; 6) смыкание формы и прессование; в) выталкивание изделия; 1 — пресс-материал; 2 — обогреваемая матрица пресс — формы; 3 — обогреваемый пуансон; 4 — ползун пресса; 5 — электрообогреватель; 6 — изделие; 7 — выталкиватель
Прессованием называют способ формования изделий в обогреваемых гидравлических прессах. Различают формование в пресс — формах (рис. 14.5) — при изготовлении изделий из пресс-порошков и плоское прессование в многоэтажных прессах — при изготовлении листовых материалов, плит и панелей. Прессование применяется преимущественно при переработке термореактивных полимерных композиций (фенопласты, аминопласты и др.).
Для прессования строительных листовых материалов и панелей применяют многоэтажные гидравлические прессы усилием от 10 до 50 т, обогреваемые подогретой водой или паром. Прессование на многоэтажных прессах складывается из следующих операций: за
грузка пресса, смыкание плит, тепловая обработка под давлением, снятие давления, разгрузка. Методом плоского прессования формуют древесно-стружечные плиты, бумажные слоистые пластики, тек — столиты, древесно-слоистые пластики, трехслойные клееные панели. В пресс-формах изготовляют детали санитарно-технического и электротехнического оборудования, детали для отделки встроенного оборудования, оконные и дверные приборы, детали строительных машин и механизмов.
Вспенивание — метод изготовления пористых звукотеплоизоляционных и упругих герметизирующих пластмасс. Пористая структура пластмасс получается в результате вспенивания жидких или вязкотекучих композиций под влиянием газов, выделяющихся при реакции между компонентами или при разложении специальных добавок (порофоров) от нагревания. Вспенивание веществ — стабилизаторов пены путем нагнетания или растворения в полимере газообразных и легкоиспаряющихся веществ.
Вспенивание может происходить в замкнутом объеме под давлением и без давления, а также в открытых формах или на поверхности конструкции.
Промазыванием называется операция, при которой пластическая масса в виде раствора, дисперсии или расплава наносится на основание — бумагу, ткань, войлок, разравнивается, декоративно обрабатывается и закрепляется. Примером может служить промазной линолеум, павинол, линкруст и др. Наносимая масса разравнивается специальным ножом-раклей, регулирующим толщину слоя и степень вдавливания. Обычно основание движется, а разравнивающий нож неподвижен; регулируется лишь его наклон и зазор. Нанесенная и разровненная масса проходит обычно этап термообработки для размягчения и лучшего сцепления ее с основанием.
Пропитка состоит в окунании основы (ткани, бумаги, волокон) в пропиточный раствор с последующей сушкой. Эта операция осуществляется в пропиточных машинах вертикального и горизонтального типа. Методом пропитки получают клеящие пленки (бакелитовая), декоративные пленки (мочевино-меламиновые), а также полотнища на основе стеклянных, асбестовых и хлопчатобумажных тканей, из которых в дальнейшем получают текстолиты.
Полив — это процесс, при котором пластическая масса распределяется тонким слоем на металлической ленте или барабане и, затвердевая, снимается в виде тонкой пленки. Часто этот процесс связан с испарением растворителей. Таким путем получают, например, ацетилцеллюлозные прозрачные пленки.
Литье. Различаются два вида литья: простое в формы и под давлением. При простом литье жидкая композиция или расплав заливаются в формы и отвердевают в результате реакций полимеризации, поликонденсации или вследствие охлаждения. Примером служат отливка плиток пола из реактопластов, получение органического стекла и декоративных изделий из полиметилметакрилата. Охлаждением расплава при простом литье получают некоторые простейшие изделия из полиамидов (поликапролактама).
Литье под давлением применяется при изготовлении изделий из термопластов. Полимер нагревается до вязкотекучего состояния в нагревательном цилиндре литьевой машины (рис. 14.6) и плунжером впрыскивается в разъемную форму, охлаждаемую водой.
Давление, под которым впрыскивается расплав, может достигать 20 МПа. Таким способом изготовляют изделия из полистирола, эфиров целлюлозы, полиэтилена, полиамидов. Литье под давлением отличается быстротой цикла, при этом виде переработки операции автоматизированы.
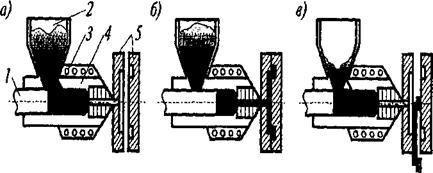
Рис. 14.6. Схема работы машины для литья под давлением:
а) плавление и пластификация массы; 1 — поршень; 2 — загрузочный бункер; 3 — обогреватели цилиндра; 4 — цилиндр; 5 — разъемная форма;
б) впрыскивание массы в форму и выдержка; в) размыкание формы
Формованием называют переработку листовых, пленочных, трубчатых пластмассовых заготовок с целью придания им более сложной формы и получения готовых изделий. Формование производят в основном при нагревании. К главным методам формования из листов относят штампование, пневмоформование и вакуум — формование (рис. 14.7).
Источник
Полимеры. Общие сведения
Что такое полимер?
Полимерами называют высокомолекулярные химические соединения (ВМС) вещества, обладающие молекулярной массой от тысяч до нескольких миллионов атомных единиц. Макромолекулы полимеров образовываются из огромного количества повторяющихся мономерных звеньев. Свойства полимеров зависят от химической природы мономера, молекулярной массы, методом производства полимера, стереоструктурой молекул (расположением в пространстве) и степенью их разветвленности, а также связей между молекулами различной природы.
Большинство полимеров являются по природе диэлектриками, также имеют низкую теплопроводность и достаточно высокие механические характеристики.
Классификация полимеров
Разделение полимеров на четкие классы – достаточно сложное дело. В современной теории существует несколько подразделений полимерных материалов по видам:
- полимеры могут быть природными или синтетическими, также бывают модифицированные полимеры;
- по типу реакции образования полимеры делятся на полимеризационные и поликонденсационные;
- в зависимости от химического состава полимеры подразделяются на неорганические (например, силиконы), органические полимеры (например, полистирол) и элементоорганические полимеры (например, фторопласты). При этом основной вид используемых полимеров – органические;
- по методу переработки и соответствующему отношению к воздействию на них температуры полимеры делят на термопластичные (термопласты) и термореактивные (реактопласты). Первые способны перерабатываться многократно, вторые – как правило, нет;
- по составу мономерных звеньев полимеры делят на гомополимеры и сополимеры (гетерополимеры);
- также полимеры разделяются по строению главной цепи на гомоцепные и гетероцепные, по пространственному расположению мономерных звеньев на стереорегулярные и атактические (нестереорегулярные), по степени разветвления на линейные, разветвленные, лестничные и сшитые и т.д.
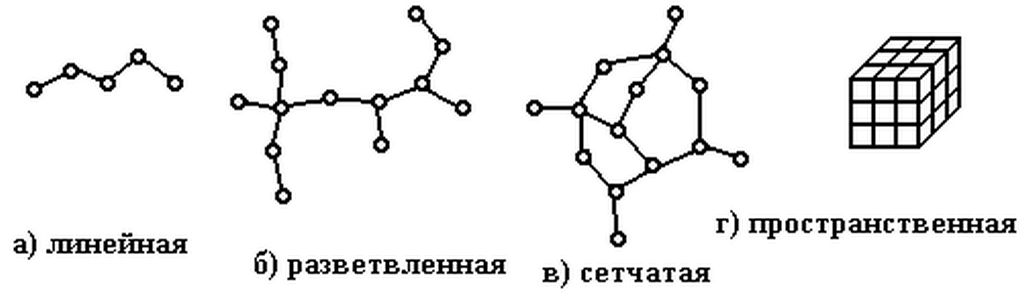
Рис. 1 Структура полимеров
Образование полимеров
В природе биологические полимеры или биополимеры получаются естественным путем в процессе жизнедеятельности растительных и животных организмов. Искусственные же полимеры производят как правило нефтехимические и газохимические предприятия путем двух основных видов химических реакций: полимеризации и поликонденсации
Полимеризация – это процесс синтеза полимера путем присоединения повторяющихся цепочек молекул (звеньев) мономера к активному центру роста макромолекулы высокомолекулярного соединения. В упрощенном виде механизм полимеризации можно расписать по следующим стадиям:
- образование центров полимеризации;
- рост макромолекул полимера при присоединения очередных звеньев;
- возникновение новых центров полимеризации на других молекулы и их интенсивный рост;
- возникновение разветвленных молекул полимеров;
- прекращение роста макромолекул.
Обычно полимеризация не возникает при нормальных условиях. Для начала химического процесса полимеризации на низкомолекулярное сырье оказывают разнообразные методы воздействия в зависимости от каждого конкретного техпроцесса: воздействие светом или другим типом облучением, повышенным давление, высокими температурами. При этом, наиболее эффективно процесс идет в среде катализатора, подбираемого для каждого конкретного процесса получения определенного полимера персонально. При образовании полимеров при помощи полимеризации не выделяется побочных веществ реакции, химический состав веществ остается неизменным, но меняется структура связей в веществе.

Рис. 2 Завод по производству полиэтилена
Поликонденсация – это процесс синтеза полимеров из низкомолекулярных веществ при помощи перегруппировки атомов выделения побочных продуктов поликонденсации. Это могут быть различные низкомолекулярные соединения, например вода. Методом поликонденсации выпускают такие крупнотоннажные полимеры, как полиуретаны, поликарбонаты, фенолоальдегидные смолы.
Основные свойства полимеров
Строение макромолекул в виде цепи, а также различные типы связей между ними, возникшие при образовании молекул, определяют природу специальных физико-химических характеристик полимеров. Среди них важная особенность к пленко- и волокнообразованию, способности полимеров к вытяжке, прочности в определенных направлениях, эластичности и т.п. Такое строение полимерных молекул определяет тот факт, что вязкость растворов полимеров обычно высока. ВМС могут в высокой степени набухать в жидкостях, при этом образуя несколько видов систем, по свойствам находящихся между твердым жидким агрегатным состояниями.
Количество мономерных звеньев в макромолекулах полимеров и природа звена определяют молекулярную массу всего ВМС. Любой полимер всегда состоит из множества макромолекул, каждая из которых индивидуальна и отличается от других в том числе по длине цепи. Из-за этого факта молекулярная масса полимеров – всегда примерная средняя величина. Также из описанного следует, что важной характеристикой является молекулярно-массовое распределение (ММР), которое показывает в каком диапазоне молекулярных масс молекулы представлены в конкретном образце полимера. Чем меньше молекулярно-массовое распределение, тем стабильнее свойства полимеров и тем проще описать методики их переработки.
Полимеры могут находиться в нескольких агрегатных состояниях, которые отличаются от состояний обычных низкомолекулярных веществ, например в состоянии вязкотекучей жидкости, эластичном состоянии, такие как каучук, силикон, другие эластомеры, твердых пластмасс.
Типы переработки полимеров в изделия
Несмотря на то, что в повседневной жизни термин «переработка пластмасс» используется в значении сбора и вторичного производства изделий из уже использованного пластика, на самом деле у термина несколько другой смысл. Переработкой полимеров называют получение готовых изделий из синтезированных ранее полимеров, в том числе первичных.
Переработка полимеров, как правило происходит при высоких температурах от 150 до 500 градусов Цельсия в зависимости от природы конкретного полимера. Исключение составляют некоторые термореактивные пластики, например двухкомпонентные разновидности эпоксидных смол или пенополиуретана, которые реагируют при комнатной температуре. При переработке в полимер могут вводить разные добавки (в случае, например, не применяющегося в качестве чистого вещества ПВХ, добавки практически обязательны) для лучшей перерабатываемости, придания пластмассе нужных свойств или удешевления продукта. Наиболее употребляемыми аддитивами (добавками для полимеров) являются , например, наполнители, красители, стабилизаторы, пластификаторы, модификаторы, нуклеаторы и т.д.
Классификация полимеров по областям применения
Полимеры, главным образом, термопласты подразделяют по степени роста технических и эксплуатационных характеристик. Основной характеристикой полимера при этом является температура долговременной эксплуатации. В данном случае полимеры с известными допущениями и довольно большими разночтениями у разных авторов разделяют на три категории:
- General purpose plastics или полимеры общего (общетехнического) назначения;
- Engineering plastics или конструкционные пластики (полимеры инженерно-технического назначения);
- Super-engineering plastics или суперконструкционные полимеры.
Также всё более важную роль в современной индустрии полимеров играет класс эластомеров или термоэластопластов (TPE, ТПЭ). По своим свойствам и методам переработки в изделия эти материалы аналогичны термопластам, при этом по внешнему виду и эксплуатационным свойствам близки к резине и каучуку. ТПЭ в быту повсеместно путают с резиной из-за способности этих материалов к значительным обратимым деформациям.
Также полимеры и их марки классифицируют по наиболее подходящему способу переработки — литьевые, экструзионные, пресс-порошки и т.п.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Источник



