
Изготовление булатной стали
Булатная сталь — сплав железа с углеродом, который благодаря особенной технологии производства обладает узорчатой структурой и повышенной гибкостью и твердостью. С древнейших времен этот материал используется для изготовления различных видов холодного оружия. По химическому составу булат ближе к чугуну, чем к стали. Но при этом он сохраняет пластичность и ковкость, присущую низкоуглеродистым маркам металла, а в сочетании с повышенным содержанием углерода, булат обладает невероятной твердостью, которая недостижима для стали даже после ее закалки.
Работа с булатом требует высокой сноровки и тщательно соблюдения технологических процессов на каждом этапе обработки. Неправильно выбранный температурный режим может запросто испортить материал, превратив его либо в обычную сталь, либо в нековкий вид чугуна. Поэтому с булатом доверяют работать только опытным металлургам. Интересный факт, если булат расплавить, а потом дать ему застыть, он не перестанет быть булатом, его также можно многократно перековывать на различные изделия. Материал поддается сварке и может быть соединен как с самим собой, так и со сталью любой другой марки.
Как получают булат?
Булат можно получить из некоторых видов обычной стали. Основным условием является низкий уровень легированности материала. Из высоколегированной стали булат получить невозможно вообще, а из среднелегированной — только булат низкого качества. Несмотря на то, что современные материалы превосходят булат по своим свойствам и не требуют столь сложных процедур обработки, до сих пор сохранились мастерские, в которых энтузиасты изготавливают клинки по древним технологиям. Но использование более современных орудий труда позволяет выплавлять материал значительно более высокого качества.

Кроме того, сейчас многие производители добавляют в сплав дополнительные элементы, которые придают булату новые свойства. В основном это касается применения хромовых и никелевых присадок, позволяющих значительно повысить сопротивляемость коррозии. Некоторые экземпляры оружия, которые предназначаются исключительно для коллекций, и не будут использоваться в постановочных боях, полностью покрывают слоем серебра. Это позволяет защитить сталь от негативного воздействия окружающих факторов. К тому же мягкое серебро проще поддается ювелирной обработке по нанесению на клинок тематических узоров или рисунков.

Булат в отличие от дамасской стали, которая также служила для производства клинков, характеризуется беспорядочностью узора. Он получается в результате кристаллизации металлической решетки в сплаве.
Способы производства материала
Существует четыре способа изготовления булатной стали. Первый подразумевает прямое сплавление железной руды с измельченным графитом. Это наиболее простой с точки зрения подготовки способ, так как он не требует получения чистого железа. Но для его успешной реализации необходима руда с процентным содержанием металла не менее 85%, иначе не получится булатной стали хорошего качества.
Для данного варианта не подойдут руды с содержанием самородной серы, которые в природе встречаются довольно часто. Так что достать подходящий материал будет чрезвычайно сложно. В современных условиях этот способ не используется, так как найти чистое железо не проблема, но в древние времена этот метод был наиболее распространен в кузнечном деле. Второй способ подразумевает расплавление железа при непосредственном доступе углей. При этом в сплав попадает не только чистый углерод, но и его оксиды, которые и придают металлу структуру булата. Этот способ также сейчас не используется, потому что для него характерна высокая доля примесей в получаемом материале, что негативно сказывается на его качестве.

Третий способ — долговременное обжигание железа без доступа воздуха. Этот метод является самым дешевым в реализации, поэтому имеет широкое распространение. Получаемый таким способом материал называют литым булатом. Важным условием получения хорошего материала является точный расчет времени обжига. В противном случае в сплав может попасть избыточное количество углерода, что приведет к его плохой ковкости и хрупкости. Четвертый вариант — самый дорогостоящий, но при этом позволяет получать материал наилучшего качества. Он подразумевает сплавление чистого железа с графитом в безвоздушной среде. Это позволяет избавить булатную сталь от нежелательных примесей и оксидных присадок.
Изделия из булата данной марки наиболее ценятся в кругу знатоков, поэтому стоят довольно дорого. В древние времена такое оружие могли себе позволить только зажиточные воины. В наши дни клинки служат в основном в качестве украшений, которые вешают на стену. Изредка они могут служить для исторических реконструкций известных битв прошлых эпох. Для перечисленных целей используют булат наилучшего качества, чтобы оружие красиво смотрелось и по своим свойствам не отличалось от лучших клинков прославленных мастеров кузнечного дела. Самые дорогие образцы украшаются разнообразными рукотворными узорами, которые посвящены тематике баталий. Рукоятки клинков также служат для украшения. Их изготавливают из самых разнообразных материалов от искусно обработанных рогов животных до драгоценных металлов. Дополнительно эфес может быть инкрустирован разноцветными камнями.

Кроме приведенных способов существовал еще один, который не получил широкого распространения. В качестве эксперимента металлурги Советского Союза испытали следующий метод производства булатной стали. На первом этапе чистое железо или низкоуглеродистую сталь расплавляли в индукционной печи, а затем вводили в расплав кремниевые и алюминиевые присадки, после чего добавляли к полученному сплаву графит. На выходе получался чугун с 3-4% содержанием углерода. Но на этом процесс плавки не заканчивался.
В расплав постепенно добавляли железо или низкоуглеродистый стальной лом в пропорциях, чтобы массовая доля добавок составила 50-70% от массы чугуна. После остывания и кристаллизации был получен булат с высокоуглеродистой металлической сеткой, в которую были вплетены низкоуглеродистые элементы. Полученный булат обладал великолепными свойствами по ковкости и пластичности, а также показывал запредельную твердость. Но в широкое производство этот способ не пошел из-за сложности технологического процесса и высокой дороговизны выплавки. Кроме того, были уже известны и более современные и совершенные материалы, так что такие затраты на получение булата справедливо сочли неоправданными.
Источник
Виктор Кузнецов

«С точки зрения современной науки нет никакого секрета булата —
это высококачественная тигельная сталь,
прошедшая специальную термообработку и ковку».
И. Н. Богачёв, 1957 г.
Прошло 60 лет с тех пор, как это было сказано, за эти годы появились ещё несколько видов чистой стали, превосходящие тигельную: электро-шлаковый переплав; индукционная и электронно-лучевая плавка в вакууме, но определение осталось верным: чистая сталь и спецобработка. Секрета нет, а булат — есть. В чем же заключается эта спецобработка?
Технология булата состоит из 4-х пунктов:
Рассмотрим подробно по пунктам.
1. Выплавление
Варку булата я подробно рассмотрел в предыдущих статьях, поэтому сейчас лишь несколько попутных замечаний: исторического и психологического характера.
Самые древние печи для выплавки тигельной стали — на острове Шри-Ланка (Цейлон). Самые современные, приближенные к нам по времени — в Афганистане и Туркменистане. Любой процесс, однажды родившись, развивается, растет и умирает. В разных районах Востока плавили тигельную сталь. В каждой деревне лапти плетут по своему, есть рядовые мастеровые, а есть гениальные мастера- генераторы идей и двигатели прогресса. Поэтому мой призыв к спорщикам: уточняйте, о чем вы говорите, время и место, поскольку сейчас все разговоры о булате в точности соответствуют юмореске Кристофера Бакли:»Летел из Бостона в Чикаго. И всю дорогу пассажиры за моей спиной спорили: — кто такие ‘русские’?!
Один доказывал, что это скифы степей, а второй — что это северные варяги. Ни один из них не знал, где находится Россия, и кто такие ‘русские’. Они просто пересказывали друг другу содержание книг двух разных авторов»
Глупо заниматься пересказом прочитанного и спорить, какой метод варки лучше, опираясь на книжные знания. Кто сейчас лучше всех сварит — тот и прав. Я пишу только о своём опыте и варю самый прочный и режущий булат: вызываю на соревнование любого — переспорьте!
История: при попытке выплавить железо из руды, всегда с лёгкостью получается чугун, а железо — с трудом. Этот чугун скапливался сотни лет не находя применения. Но был расцвет «бронзового века», и с бронзой уже умели делать все мыслимое. Эти знания применили на чугуне и получили тигельную сталь. На протяжении пары тысяч лет булат получали только из чугуна, простым его обезуглероживанием. Доказательство просто и убедительно — найденные тысячи тиглей легкоплавки: температура их плавления 1400 град. Не может быть и речи о плавлении в них железа с любыми компонентами. Был простой «передел чугуна»- его плавили без флюса и крышки, непрерывно повышая температуру. С какого-то момента начинали бросать в тигель листья софоры и, по вспышке сгорания их, определять температуру точно. Поскольку при 1392 градуса дутье надо было выключать, иначе тигель расплавится. Листья были не мистической добавкой, а простым индикатором температуры. 90% булата — это просто обезуглероженный чугун без малейшего налета мистики.
Передел чугуна — получение стали.
В Европе его осуществили в 1855 г.
Бессемеровский метод для кремнистых чугунов, и Томасовский — для фосфористых. Варили в конвертере 10. 15 тонн за 10. 20 мин. Но разница с индийским способом — не в масштабах, а в конечном продукте. В Европе получали низкоуглеродистую сталь:0,1%. 0,25%С и делали с ней что хотели, а индусы получали сталь с 1,85. 1,87%С и она была не ковкой. Вот в этой точке и появилась вилка- расхождение технологий. Сталь из тигля переливалась в форму, получалась лепешка толщиной 1/2 дюйма и она шла в дальнейшую обработку- отжиг.
В самой Индии хорошо отлаженный процесс уже не менялся: лепешки не отличаются качеством хоть 300 лет им хоть 600. В Персии, Афганистане и Туркменистане было развитие. Появились легирующие добавки, высоко температурные тигли, флюсы, крышки, газовые среды. Мне лично персидские слитки больше нравятся по чистоте и плотности металла, нежели индийские вуцы.
Весь этот процесс передела чугуна закончился после оккупации Индии англичанами. Они привезли с собой свою знаменитую шеффилдовскую сталь, которая превосходила булат качеством, количеством и ценой.
Булат сразу умер. Он отличался от стали одним: узором. И эта разница так и сохраняется до сих пор. Булат хуже стали по всем параметрам, но красивее. Хочу уточнить: хотя булат не строгает дерево, не режет овощи и многое еще не делает, он лучше стали режет мясо и шкуру зверя. Это не мало. Охотник предпочтет булатный нож из-за легкости реза. Примем на веру легенду, рассказанную Вальтером Скоттом (сказочник тот еще был!), как мечом разрубили 6 щитов одним ударом, а булатной сабелькой распороли подушку. В этом вся разница: в бою лучше меч, а при резе подушек- булат.
Резюме по варке булата в тигле.
В тигле получают узорчатую сталь весьма среднего по нынешним меркам качества. Но узорчатую. Поэтому эстеты, считающие узор отличием и достоинством могут не расстраиваться — настоящий узор может быть получен только в тигле. Для меня узор- признак неравномерности стали, той самой неравномерности, из-за которой происходят 85% поломок инструмента.
Переходим ко второму пункту- отжигу.
2. Отжиг
Цель отжига — сделать слиток ковким. Надо сетку вторичного цементита по границам зерен и глобулярный цементит внутри — убрать, растворить и разложить- все превратить в перлит. Все «теоретики» пишут, что это «дробится молотом». Если дробится- то крошится и рассыпается. На самом деле идет полное растворение цементита в аустените, а потом — его разложение. Самый простой, хотя и долгий способ применяли индусы. Строго по учебнику: аустенит разлагается на перлит за 150 час при температуре 650 град. При повышении температуры мы делим процесс на две части: короткая — аустенизация, и длинная — разложение аустенита на перлит. Общее время сокращается в 6 раз, но возникают проблемы с обезуглероживанием. П. П. Аносов отжигал в ящиках с двойной крышкой, Дж. Верховен предлагал одевать никелевую рубашку на каждый кусок стали, а в промышленности отжигают в газовой среде. Если вы отжигаете слиток стали из тигля, то ничего этого не надо. Говорю на основе своего опыта. На слитке всегда слой корковых кристаллов, смешанных с флюсом и тиглем- это надежное покрытие, не надо его трогать до отжига. Итак, режимы:
Слиток простой, черной, нелегированной стали греют до 1100. 1150 град и выдерживают от 2-х до 1,5 час( выше температура — меньше время). Охладить за 24 часа. Именно во время охлаждения разлагается аустенит , поэтому важно строго соблюсти режим.
Слиток легированной стали греют так же, но охладить надо за 40 час, если охлаждение будет быстрее, сталь будет не ковкой из — за наличия мартенсита и карбидов.
3. Ковка
В технологии булата «ковка»- кульминация ТО. Именно ковка булата резко отличается от ковки стали. После отжига на перлит, слиток куётся в широком диапазоне температур, но этого делать нельзя, если хотите получить ‘булат ‘, а не ‘сталь ‘.
Ковка идёт возле точки Ас1. Один ковочный цикл (укова) состоит в том, что металл нагревается выше Ас1 на 20. 30 град и куётся лёгким молотом с небольшой деформацией до 150 град ниже точки Ас1. Перегревая металл — получаем небольшое количество аустенита, медленно охлаждая — превращаем его в глобули цементита. И так раз за разом, укова за уковой, идёт перекачка перлита в зёрна цементита. Количество циклов напрямую зависит от уровня углерода в металле — чем его больше, тем дольше ковка, есть рекорды в 300. 800 уков. Есть объективный показатель: в какой то момент заготовка начинает светиться по-другому. До этого было тусклое свечение чугуна, а стало ярко — алое свечение доэвтектоидной стали. Если к этому моменту форма выведена, то ковку можно заканчивать.
Итак, для нелигированного слитка, или стали диапазон ковки 790. 590 град.
Для легированного:840. 680 град.
4. Закалка
Закалка булата тоже привязана к точке Ас1. Все показатели и свойства сильно зависят от химсостава.
Для нелигированного булата диапазон температур:680. 740 град.
Закалочная среда- вода с температурой 24. 36 град.
Для легированного:750. 840 град.
Масло при температуре 30. 90 град.
При испытании булата после закалки приоритет в испытаниях отдается рубке железяк с разной твердостью. Можно порубить гвоздь(23 ед); хвостовик напильника(45 ед); обойму подшипника(62. 64 ед) — не надо сразу пытаться замерить твердость самого булата и основываться только на этой цифире. Матрица может быть небольшой твердости, скажем 35. 52 ед, но если уровень углерода высок, количество уков — сотни, плотность цементитных зерен- велика, то бывают случаи, что булат с матрицей в 45 ед рубит обойму подшипника в 64 ед. Иглы карбидов- не тонут при ударе, а их твердость — 70. 90 ед.
Вот и вся тайна булата, которой так страдало всё человечество, а особенно домохозяйки и юные следопыты последние 350 лет.
Авторский комментарий.
В технологии булата -4 пункта, но именно ковка превращает сталь — в булат. Это можно рассмотреть на конкретном примере. Поскольку «исторический булат»- всего лишь обезуглероженный чугун, грязный и пористый — результат будет размытым. Поэтому для опыта возьмем современную сталь, произведенную в вакууме, чистую, плотную и равномерную. Пусть, для удобства подсчета в ней будет 2,4%С. Нам подойдет СРМ 10В, К390.
Обработка по datasheet состоит из двух этапов.
Первый: аустенизация и охлаждение.
В результате структура стали:0,8%- мартенсит;0,8%- Аост;0,8%- карбиды.
Второй этап: 3 закалки на вторичную твердость и 2 крио закалки переводят Аост- в мартенсит.
Конечный результат: 1,6%С- в мартенсите; 0,8%С- в карбидах, при полном отсутствии Аост.
Что может эта сталь в этом виде?
-Да, всё. -Строгать железо и дерево, резать мясо и шкуру, не справится только с овощами- слишком много карбидов.
Теперь возьмёмся за СРМ 10В как за булат. Сталь уже прошла два пункта обработки: плавку и отжиг. По структуре- перлит, твердость 18. 23 ед. НРС, замерял неоднократно. Нам осталось отковать и закалить. Куём в диапазоне 840. 680 град; 50. 300 циклов и закаливаем от 840 в масло. Твердость-58 ед., не хрупкая, легко точится. Металл и дерево- не строгает, а вот шкуру и мясо режет вдвое дольше, чем предыдущий вариант. Структура:0,8%- мартенсит, 1,6%С- карбиды; Аост — отсутствует. Получен легированный булат.
Вот вся разница между ‘сталью’ и ‘булатом’ на примере одного куска металла, который можно сделать хоть одним, хоть другим, применив другую ТО.
Может ли «исторический булат» бороться на равных с современной сталью?- Надо уточнить, о чём идет речь: о подлинном, старом булате, или его реконструкции. Старый булат по всем параметрам уступает изделию из напильника. Через мои руки прошло сотни образцов старого булата, и его единственная ценность- узор, а так- это грязный металл, с раковинами и не режущий. Его сотни лет сравнивали с кричным железом, отсюда были все восторги. 

Современный булат может за себя постоять, есть примеры равенства со сталью СРМ С30В при таком же приблизительно составе. Значит и СРМ 10В можно побить — это же техника- механика, а её законы просты: удвоение мощности даёт 10% прибавку качества. Значит надо сварить сталь не грязнее, чем 10В, но догнать уровень до 3,6%С, а ванадия- до 15%. Дальше по технологии: отжиг, ковка и закалка.
Другого пути к победе нет, мантры — не помогут.
Я обозначил магистраль получения булата. Никаких отклонений, надо пройти 4 этапа, чтобы получить булат. И надо знать конкретно что и как происходит на каждом этапе.
Пример: слиток не ковкий, если варился при низкой температуре и медленно охлаждался. Вторичный цементит по границам зерен образовал решетку и эта конструкция без отжига разваливается, а не куётся. Здесь всё ясно и понятно- надо отжигать.
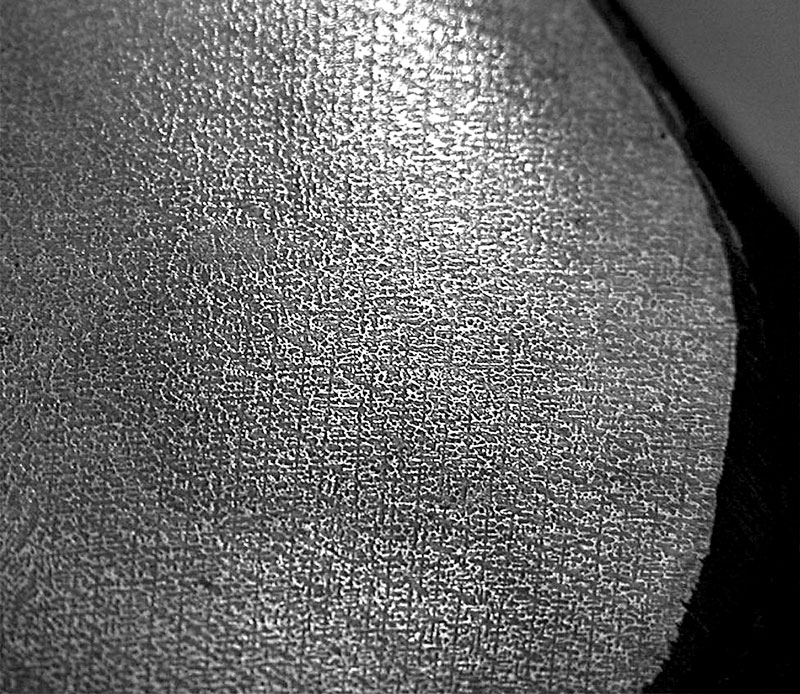
Но если булат варился при высокой температуре и ровной конвекции, охлаждение- быстрое и с высокой температуры, то карбиды- глобулярные и слиток легко расковывается без всякого отжига, чего делать нельзя категорически- булат получен не будет. Вот фото булата,3%С. 
Фото1. Микроструктура булата без отжига.
Не отожжённый слиток. Глобулярные карбиды, диаметром от 100 микрон и более. Если расковать без отжига, то получим абсолютно не режущий клинок, но хорошо царапающий стекло. Почему? — Слишком крупные карбиды и редкие. Т е булат — это матрица с карбидами размером не более 15 микрон. Отклонения от стандарта — это всё равно, что вы взяли ножовку по дереву, но с зубьями разной величины — она пилить не будет. Значит, если даже слиток можно расковать, в нём нет тюремной решетки вторичного цементита- всё равно требуется отжиг. Все карбиды надо растворить в аустените и разложить его в перлит. Потом получить зубья одного размера и формы ковкой. В этом случае режущие качества булата будут максимальными.
Представим, что человечество погибло в результате излучения, а материальная культура- осталась.
Прилетают ребята с Тау Кита и начинают изучать. При чтении нашей космической ‘фэнтези’ у них начинается дрожь в членах и суставах( от страха): оказывается люди могли всё, что только возможно представить, не буду даже перечислять. Любопытных отсылаю к саге Гарри Гаррисона «Билл- завоеватель Галактики» и т п. Тем же самым путём шло мифотворчество в старые времена. Когда заходила речь о холодном оружии, то каждый сказитель добавлял яркую черту: меч рубил камень и сталь, после этого резал газовый платок и т п. Отнеситесь к этому снисходительно- это мечта!
При встрече войск Александра Великого (Македонского) с войсками индийского царя Пора, грекам очень не понравилась лёгкость, с которой индийские палаши разрубали бронзовый панцирь вместе с греком, который в нём находился. А на самом деле столкнулись бронзовый век — с железным. Поскольку я держал эти палаши в руках- описываю: вес 2 кг, обух-10 мм; толщина РК-4. 6 мм, угол заточки-60. 90 град, длина- до 1,2 м.
Вопрос: если этот колун сделать из рессоры, сможет ли он разрубить латунную жесть? — Ответ: несомненно!
Прошла ровно одна тысяча лет. В 7- ом веке появилась кривая сабля, которая резала, а не рубила. Высшее достижение- рез шёлка в воздухе. Это же может сделать хорошая инструментальная сталь сегодня. Но народное мифотворчество соединило два действия, разнесённые на 1.000 лет- в одно!
Булат может рубить сталь и резать шёлк! Увы, не может. Разные усилия, разные скорости, разная заточка.
Булат — это сталь, прошедшая спец ТО, и в результате более подходящая для реза зверя, нежели простая мартенситная сталь, но не более того. Железо- не режет, дерево- не строгает. Лучшее испытание для булата- рез шкуры кабана, войлочной кошмы, или каната. Во всём остальном булат уступит стали- не его профиль.
Пока ещё есть охота и охотники — булат востребован.
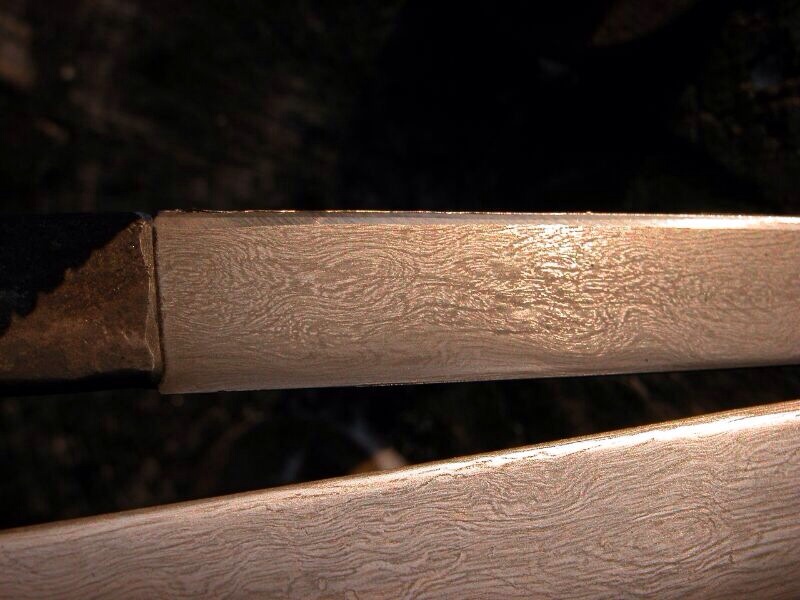
Слоистость.
В январе 11- го года прошла «Булатная конференция». Я представил доклад, в котором говорится об отжиге и слоистости в булате. Повторяю основное.
При варке булата важно достичь режима кипения «красным ключом»- ровной, спокойной конвекции без пузырей. Для получения качественного металла требуется 1,5 часа такого кипения на каждый кг. В результате получаем слиток пронизанный нитями карбидов с плотностью 50/см. При отжиге карбиды растворяются и разлагаются, но разница в уровне углерода- сохраняется. После осаживания слитка и восстановления карбидов расстояние между этими слоями равно 50. 70 микрон. Что даёт эта слоистость?- Узор, ничего более. Так же, как и в дамаске, здесь слои дают возможность формировать узор на поверхности клинка. Слои карбидов не увеличивают прочность, или режущие свойства. Они лишь дают возможность управлять узором.
Та же ситуация в дамаске: слои формируют узор, но не режущие, или прочностные характеристики. Обратный эффект в порошковых сталях — в них достигнута максимальная равномерность структуры — никаких слоёв, отсюда и максимальные режущие свойства, но без узора. Ещё раз: слои в булате и дамаске дают декоративность, узор. Но не оказывают влияния на рабочие свойства. Если и влияют- то в худшую сторону.
Слоистость в слитке начинается так (фото)
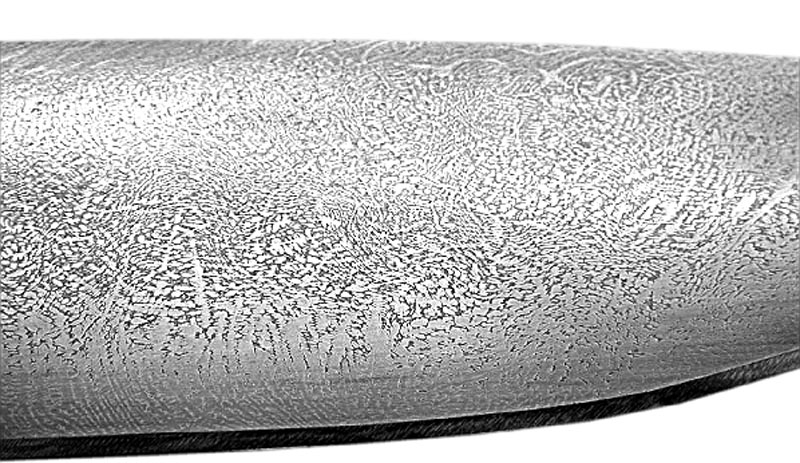
Конечный результат – узор. Получен из этого слитка.
Ереси и мифотворчество.
Как и во всякой религии, в поклонении булату, есть прямая и ясная догма — генеральная линия партии, и есть еретики, бредущие по краям, правые уклонисты, левые сепаратисты и колеблющиеся. Поскольку я иду по магистрали, то надо смотреть, чтоб не было особого разброда, была дискуссия в пути, но все шли в одну сторону к сияющей вершине. Лет 10 назад я посрубал головы двум ересям: » дендритной» (С. Лунёв) и «недорасплав железа в чугуне» (Гуревич, Архангельский, Таганов). Головы были отрублены напрочь, ни один из этих ересиархов не сказал ни слова за 10 лет в защиту своих бредовых идей, да и сейчас не скажет. Хотя понимаю, что читать меня и ссылаться- неприлично, поэтому никто не читал(ну разве что ночью под подушкой с фонариком, чтоб не засекли). Рождаются новые ереси, причём из того же источника. Причину я описал подробно: дивиденды получают на «тайне булата»- открытие этой тайны- нож в горло, нечем будет спекулировать.
Свеженькая ересь звучит так:
«В булате, сваренном в тигле, есть ‘нанотрубки’, (одна из разновидностей фуллеренов, в форме гантели). В стали -нанотрубок нет. Твердость фуллеренов 120 ед. НРС;1,2 Мооса (у алмаза-1,0 ед).
Вот эти трубки обеспечивают преимущества булата над сталью»
Буду краток.
У фуллеренов твердость конструкции. После механического разрушения- это графит. Сферы не обладают режущими свойствами. Лучшее применение, которое нашли фуллеренам- присадка к смазкам. Т е они обладают не режущими свойствами, а противоположными- антифрикционными. Зная это я поставил простой опыт- проверка режущих свойств нанотрубок. Взял 10 ампул с трубками(они боятся влаги, но не боятся температуры),
смешал с порошком чугуна и сварил дамаск. В одном лезвии у меня было столько фуллеренов, сколько находится в 10.000 кг слитков булата. Результат: ни малейшей прибавки режущих свойств!
Любой и каждый может этот опыт повторить. Наличие фуллеренов в слитке показывает любой спектрограф, после этой проверки можно рассуждать отчего режет нож, сделанный из этого слитка.
Фото 2. Остатки 25 карат фулереннов. Было сварено 4 дамаска без малейшей прибавки в резе
Всё. Пусть ваш ересиарх докажет, что фуллерены — реж ут! На самом деле важнее
ут! На самом деле важнее
форма. Если я возьму пруток СРМ 10В, без расковки и выводки сделаю ТО и закалку, то резать этот пруток будет так же, как и фуллерены. У цементита твёрдость 70 ед. и агрессивная остроугольная форма- режет он лучше, нежели скруглённый карбид хрома при твёрдости 80 ед. известная разница между нерж. сталью и чёрной.
Всё на эту тему. Поражает стадность мышления, действительно никто не догадывается, что любое утверждение можно проверить экспериментом и опровергнуть болтовню, вместо того, чтобы пережёвывать её годами?!
Источник



